Hinterer
Torpedo-Ladekran (Teil 1)
rearmost
torpedo crane (part 1)
Für das Nachladen der
Torpedorohrsätze im Hafen sind an der Steuerbordseite bei den Rohrsätzen
Ladekräne installiert. Aus einer unteren Ruhestellung werden die Traversen für
die Benutzung nach oben gekurbelt. An den Traversen fahren horizontal
Flaschenzüge, mit deren Ketten die Torpedos im Schwerpunkt von einem auf dem
Seitengang verfahrbaren Wagen angehoben werden. Sie können dann geschwenkt und
in die hinten geöffneten Torpedorohre eingeführt werden. Ich befasse mich zuerst
mit dem hinteren Ladekran.
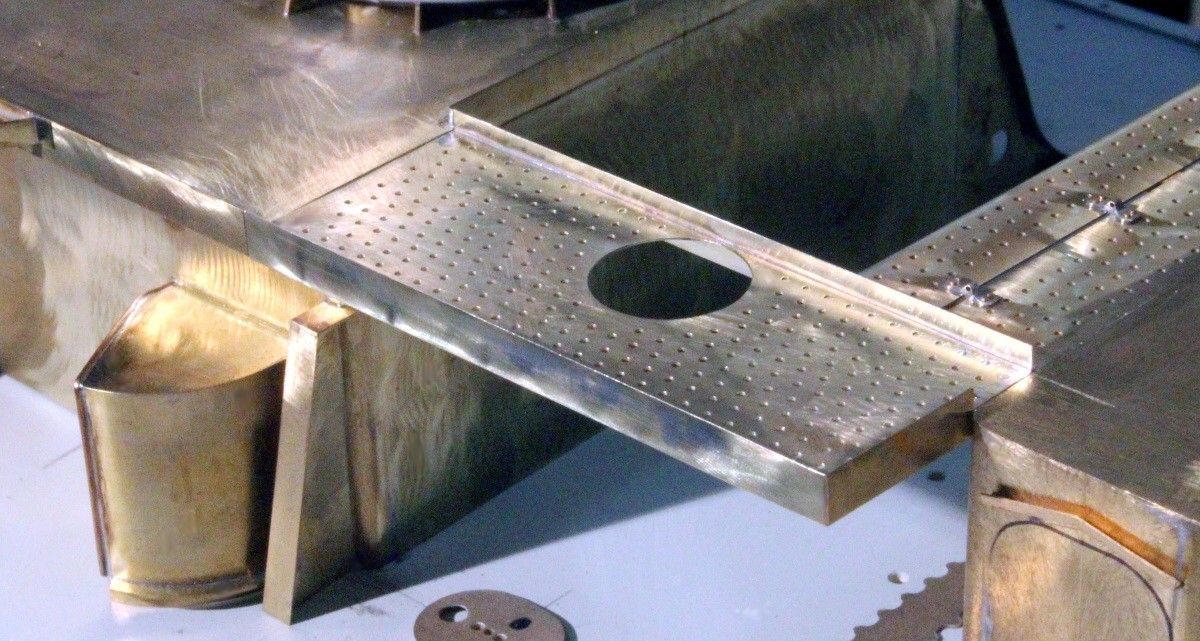
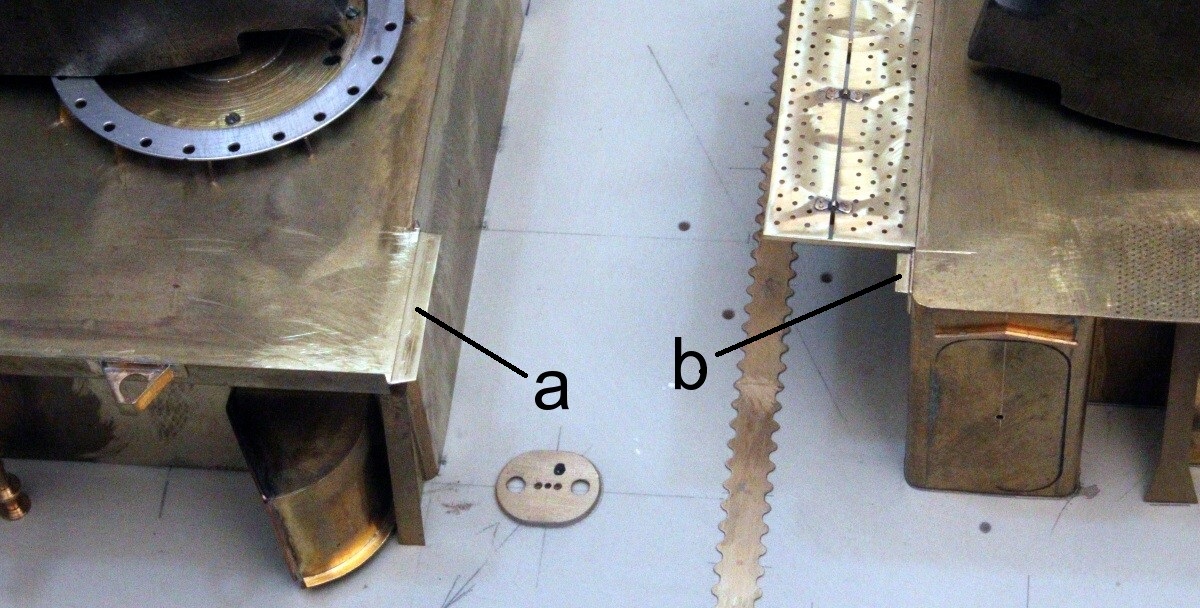
 (alle kleinen Fotos zum Vergrößern anklicken) Dieser steht etwa in der
Mitte vom Zwischenraum zwischen dem hinteren und dem mittleren Deckshaus. Dazu
muß zuerst eine "Brücke" zwischen den beiden Deckshäusern gebaut werden. Sie
liegt auf einem Blechstreifen (a) am hinteren Deckshaus und auf einem Winkel (b)
am mittleren Deckshaus auf.
(alle kleinen Fotos zum Vergrößern anklicken) Dieser steht etwa in der
Mitte vom Zwischenraum zwischen dem hinteren und dem mittleren Deckshaus. Dazu
muß zuerst eine "Brücke" zwischen den beiden Deckshäusern gebaut werden. Sie
liegt auf einem Blechstreifen (a) am hinteren Deckshaus und auf einem Winkel (b)
am mittleren Deckshaus auf.
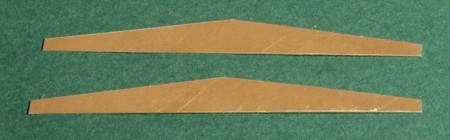
 Diese Brücke ist aus 0,3-mm-Ms-Blech
ausgesägt und 70,5 x 26,6 mm groß, die Vorausrichtung ist angegeben.
Diese Brücke ist aus 0,3-mm-Ms-Blech
ausgesägt und 70,5 x 26,6 mm groß, die Vorausrichtung ist angegeben.
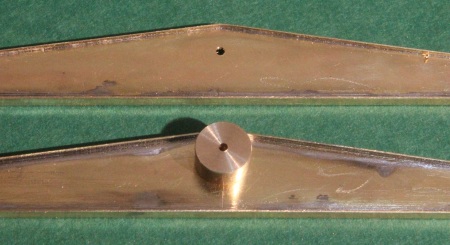
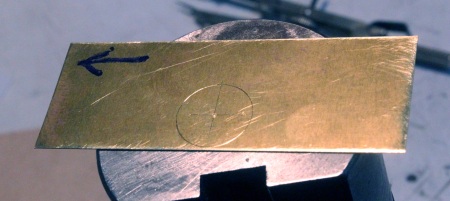 Der Standort für den runden Sockel des
Ladekrans wird angerissen und die Mitte gekörnt.
Der Standort für den runden Sockel des
Ladekrans wird angerissen und die Mitte gekörnt.
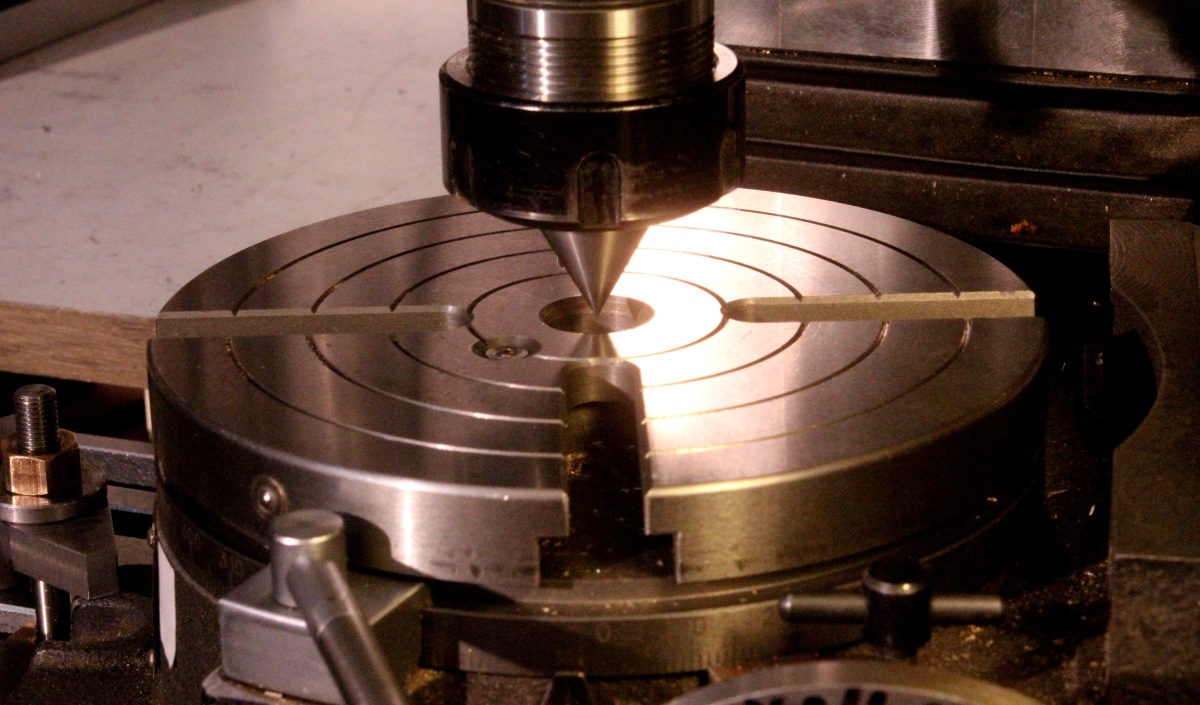
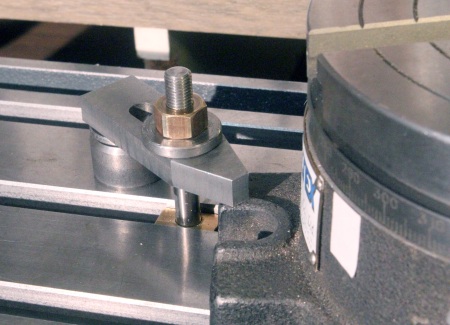
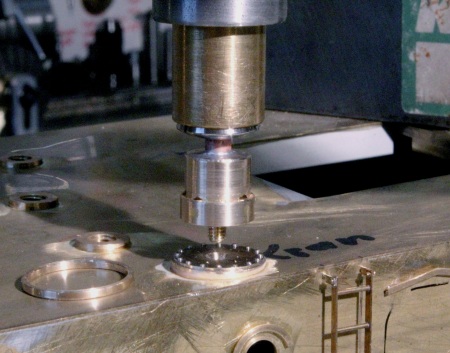
 Ich will diesen runden Durchbruch herausfräsen - auf dem Rundtisch. Dieser liegt
zuerst lose auf dem Fräsmaschinentisch, beide Supporte sind geklemmt, die
60°-Zentrierspitze wird in die Mittenbohrung des Rundtischs gedrückt, dieser
damit exakt zur Mitte der Frässpindel ausgerichtet, im Bild ist die Spitze
bereits wieder etwas angehoben.
Ich will diesen runden Durchbruch herausfräsen - auf dem Rundtisch. Dieser liegt
zuerst lose auf dem Fräsmaschinentisch, beide Supporte sind geklemmt, die
60°-Zentrierspitze wird in die Mittenbohrung des Rundtischs gedrückt, dieser
damit exakt zur Mitte der Frässpindel ausgerichtet, im Bild ist die Spitze
bereits wieder etwas angehoben.
 Solche Zentrierspitzen sind ein wichtiges
Zubehör jeder Fräsmaschine!
Solche Zentrierspitzen sind ein wichtiges
Zubehör jeder Fräsmaschine!
 Erst im Moment, bei dem die Spitze im
Rundtisch steckt, werden die Spanneisen festgezogen.
Erst im Moment, bei dem die Spitze im
Rundtisch steckt, werden die Spanneisen festgezogen.
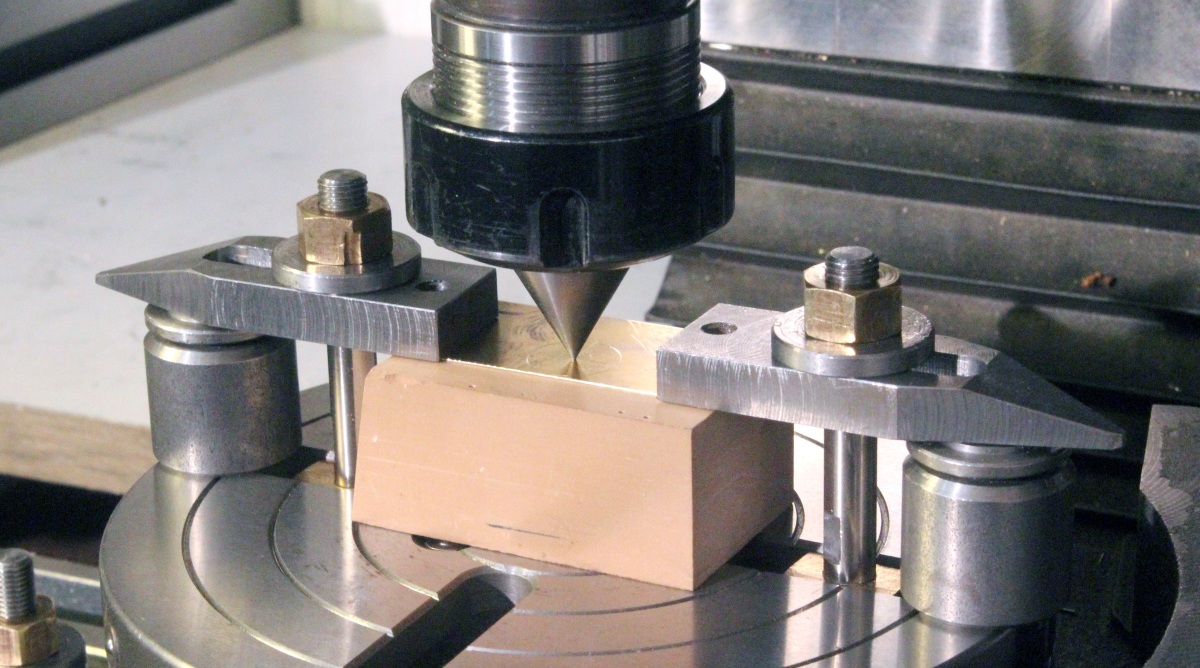
 Nun wird das dünne Blech auf eine Beilage gelegt, die Spitze wird sehr langsam
in die Körnung gesenkt und in dem Zustand werden die Spanneisen aufgelegt und
festgezogen, die Körnung steht so exakt in der Mitte vom Rundtisch.
Nun wird das dünne Blech auf eine Beilage gelegt, die Spitze wird sehr langsam
in die Körnung gesenkt und in dem Zustand werden die Spanneisen aufgelegt und
festgezogen, die Körnung steht so exakt in der Mitte vom Rundtisch.
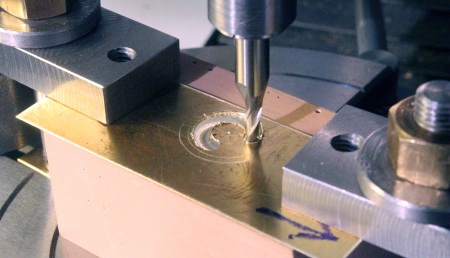 So kann der Durchbruch erst grob...
So kann der Durchbruch erst grob...
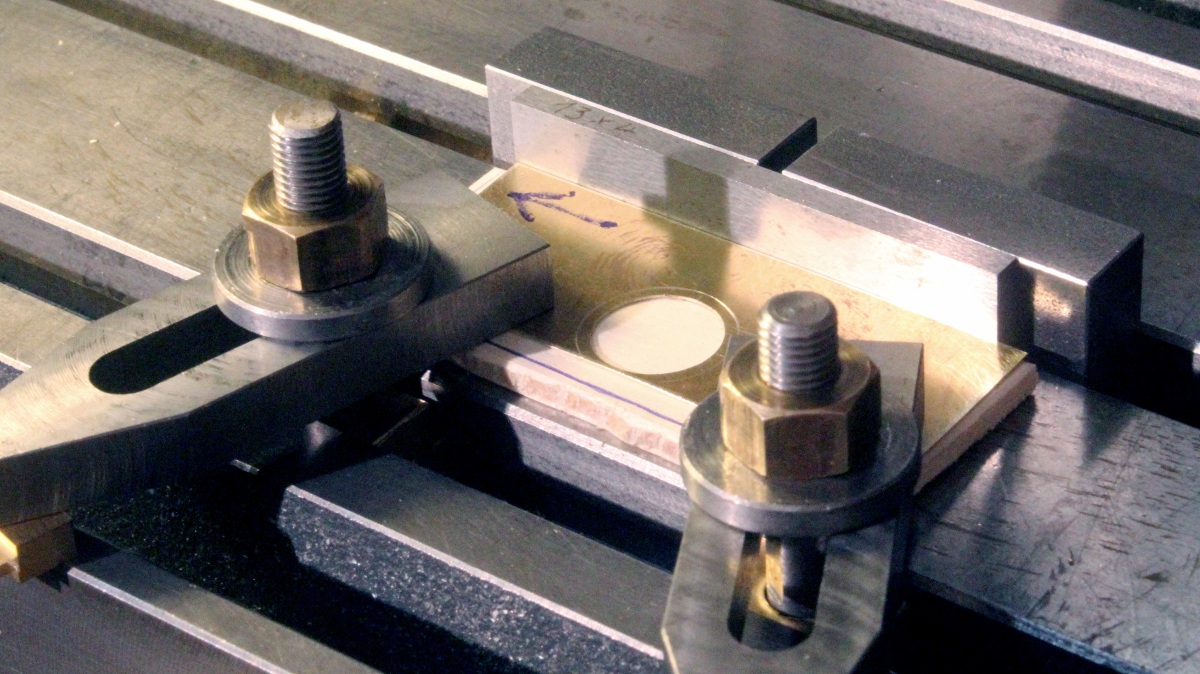
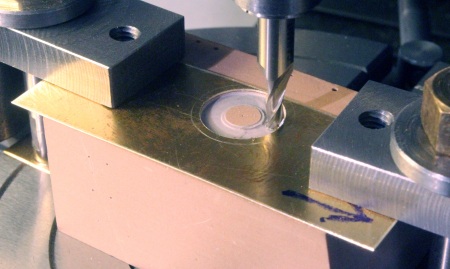 ...und dann fein auf Maß (Durchmesser 14,8
mm) ausgefräst werden.
...und dann fein auf Maß (Durchmesser 14,8
mm) ausgefräst werden.
 Für das Bohren der Lochreihen wird das Blech, wie üblich, an Nutensteinen
ausgerichtet und mit Spanneisen geklemmt, Sperrholz-Unterlage.
Für das Bohren der Lochreihen wird das Blech, wie üblich, an Nutensteinen
ausgerichtet und mit Spanneisen geklemmt, Sperrholz-Unterlage.
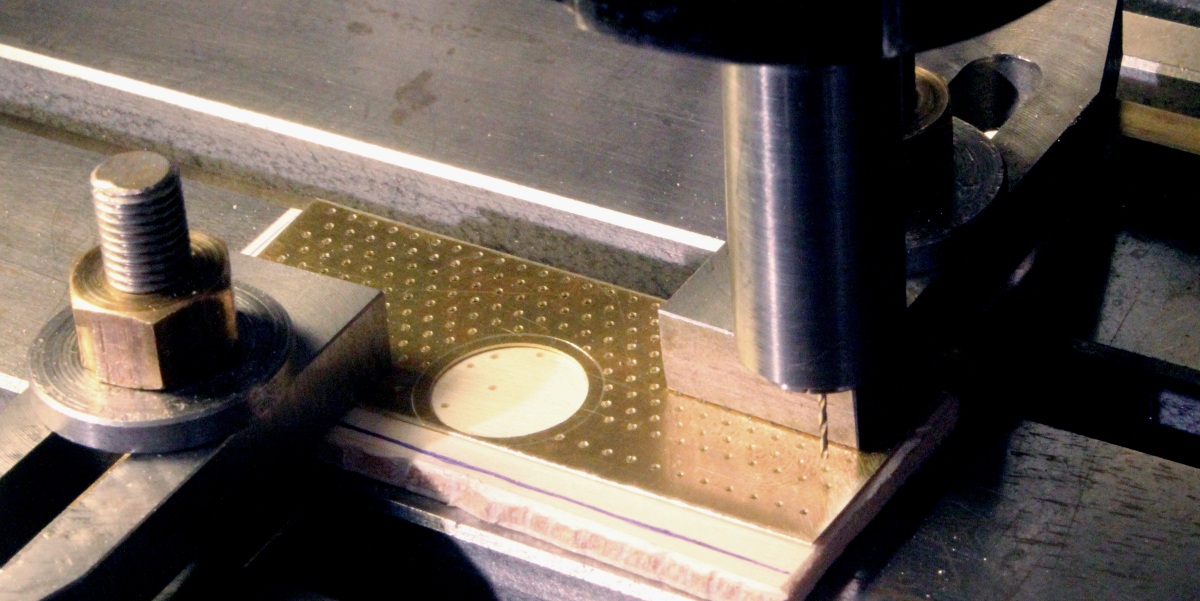
 Bohren der 0,7 mm-Löcher, Abstände 2,5 mm. Ein Rand um den runden Durchbruch
wird dabei ausgespart.
Bohren der 0,7 mm-Löcher, Abstände 2,5 mm. Ein Rand um den runden Durchbruch
wird dabei ausgespart.
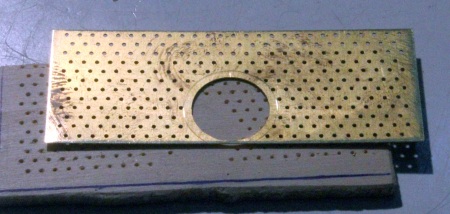 Fertig, die Flächen müssen unten und oben
überschliffen werden (Grat entfernen).
Fertig, die Flächen müssen unten und oben
überschliffen werden (Grat entfernen).
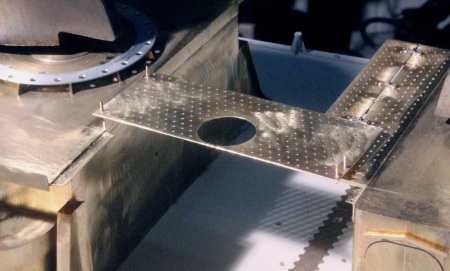
 Die Brücke nur lose aufgelegt.
Die Brücke nur lose aufgelegt.
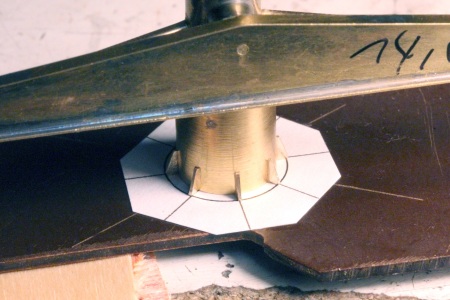
 Dieses Blech habe ich sogleich dazu
verwendet, am Standort für den vorderen Ladekran die Bohrung anzureißen. Der
Kran steht hier an der Steuerbordseite des mittleren Deckshauses. Mit einem
Zahnarztfräser wurde der Durchbruch erst grob herausgefräst und danach mit einem
Schleifkörper der Durchmesser fertig auf Maß geschliffen. Dabei diente mir die
schnell gedrehte Lehre (sie steht links im Bild) als Probemaß.
Dieses Blech habe ich sogleich dazu
verwendet, am Standort für den vorderen Ladekran die Bohrung anzureißen. Der
Kran steht hier an der Steuerbordseite des mittleren Deckshauses. Mit einem
Zahnarztfräser wurde der Durchbruch erst grob herausgefräst und danach mit einem
Schleifkörper der Durchmesser fertig auf Maß geschliffen. Dabei diente mir die
schnell gedrehte Lehre (sie steht links im Bild) als Probemaß.
 Die Brücke erhielt für die spätere exakte
"Zentrierung" vier kurze 0,8-mm-Cu-Draht-Stifte und die Auflageflächen
0,9-mm-Bohrungen. Wie das gemacht wird, habe ich an anderer Stelle schon
mehrfach erklärt.
Die Brücke erhielt für die spätere exakte
"Zentrierung" vier kurze 0,8-mm-Cu-Draht-Stifte und die Auflageflächen
0,9-mm-Bohrungen. Wie das gemacht wird, habe ich an anderer Stelle schon
mehrfach erklärt.
 Nun müssen auch hier die
Decks(versteifungs)kanten angelötet werden. Dazu erhielt eine
6-mm-Pertinax-Platte rundum eine 2,3 mm hohe Stufe angefräst. Das ist jenes Maß,
um das diese Blechstreifen das Deck nach oben überragen sollen. Mit dieser
Lötvorrichtung...
Nun müssen auch hier die
Decks(versteifungs)kanten angelötet werden. Dazu erhielt eine
6-mm-Pertinax-Platte rundum eine 2,3 mm hohe Stufe angefräst. Das ist jenes Maß,
um das diese Blechstreifen das Deck nach oben überragen sollen. Mit dieser
Lötvorrichtung...
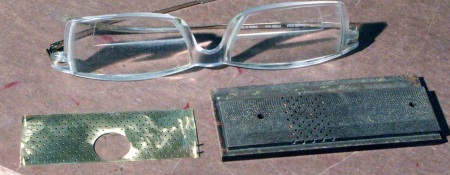
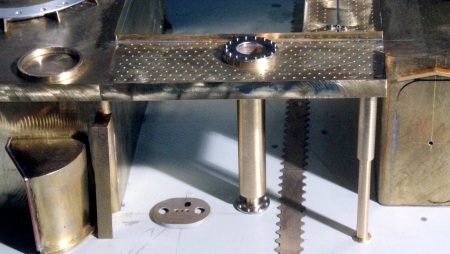
 ...war es kein Problem, die 5 mm breiten Blechstreifen exakt anzulöten. Die
Brücke sieht schon gut aus, ich bin mit mir zufrieden...! Die Maße der
Perforierung sind übrigens die gleichen wie bei der beiklappbaren Plattform
rechts im Bild.
...war es kein Problem, die 5 mm breiten Blechstreifen exakt anzulöten. Die
Brücke sieht schon gut aus, ich bin mit mir zufrieden...! Die Maße der
Perforierung sind übrigens die gleichen wie bei der beiklappbaren Plattform
rechts im Bild.
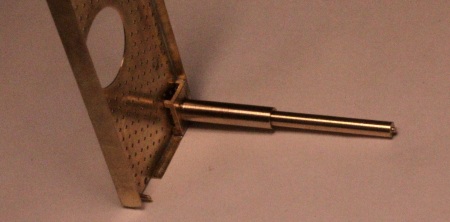 Die freitragende Ecke erhält eine
Stütze. Damit die Perforierung der Plattform weiterhin gut zu sehen ist, hat die
Stütze oben einen bankartigen "Flansch", dieser ist an die Seitenstreifen
angelötet.
Die freitragende Ecke erhält eine
Stütze. Damit die Perforierung der Plattform weiterhin gut zu sehen ist, hat die
Stütze oben einen bankartigen "Flansch", dieser ist an die Seitenstreifen
angelötet.
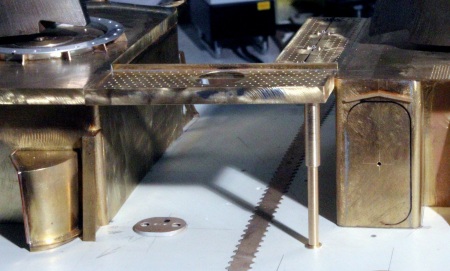 Aufgestellt sieht das so aus. Unten am Deck
wird ein kleiner Zentrierflansch mit Sekundenkleber angeklebt - nachdem die
Stütze senkrecht eingerichtet wurde.
Aufgestellt sieht das so aus. Unten am Deck
wird ein kleiner Zentrierflansch mit Sekundenkleber angeklebt - nachdem die
Stütze senkrecht eingerichtet wurde.
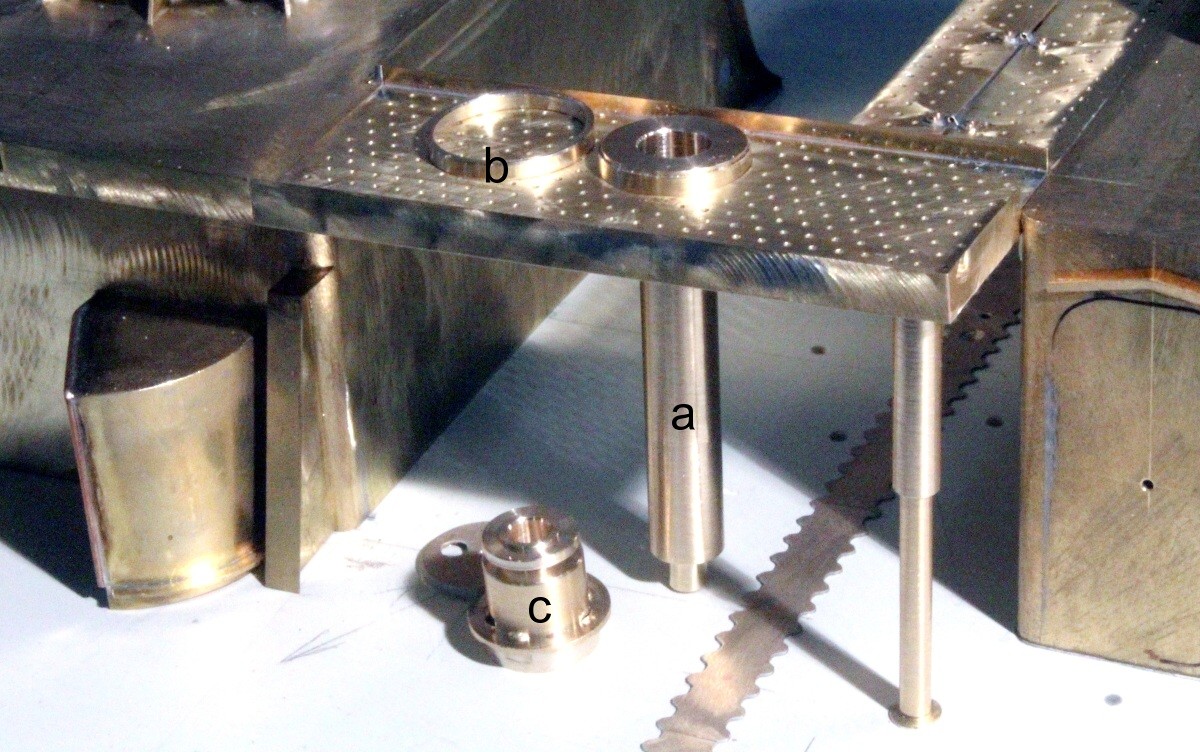
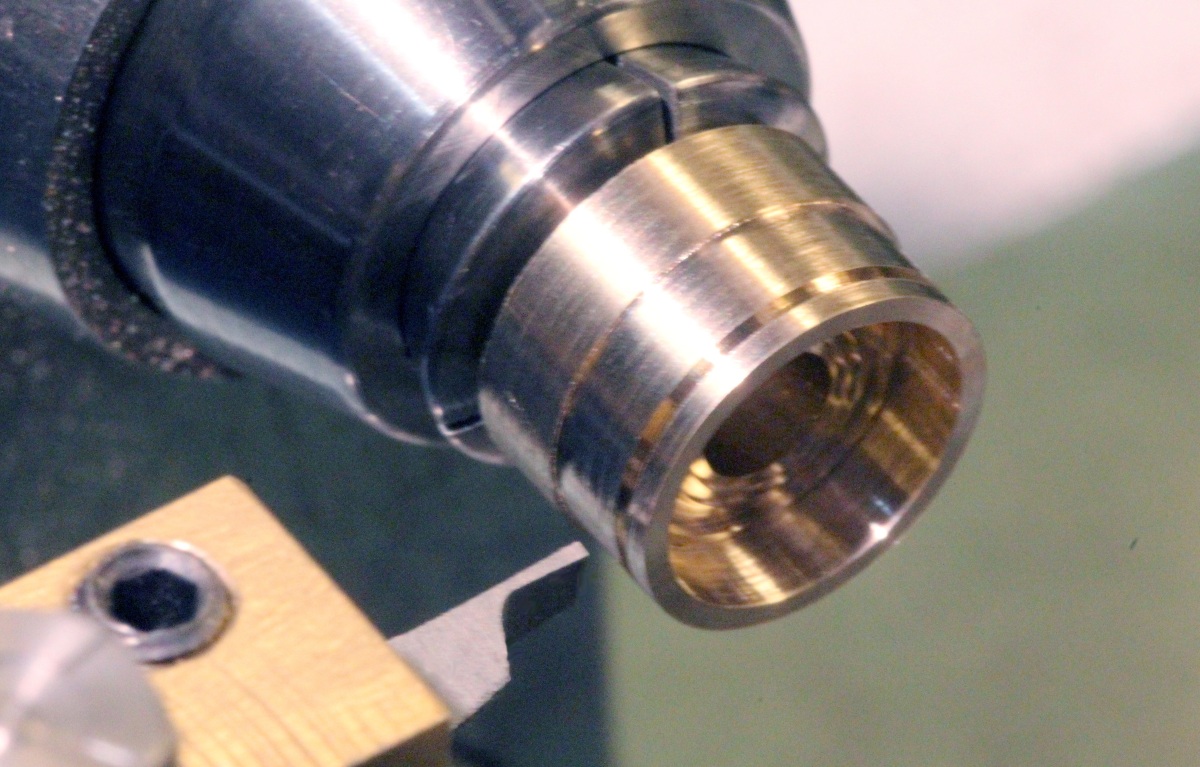
 Der Torpedokran hat zum Hauptdeck hin eine Sockelsäule (a). Oben liegt ein
gedrehter Ring (b), welcher später als zusätzlicher Halt von unten an die
Plattform geklebt wird. Und (c) ist der vorgedrehte Flansch, welcher später die
a am Hauptdeck zentriert.
Der Torpedokran hat zum Hauptdeck hin eine Sockelsäule (a). Oben liegt ein
gedrehter Ring (b), welcher später als zusätzlicher Halt von unten an die
Plattform geklebt wird. Und (c) ist der vorgedrehte Flansch, welcher später die
a am Hauptdeck zentriert.
 Weil die Sockelsäule vom vorderen Ladekran
im Deckshaus steht, muß hier nur ein Fundament (rechts) gedreht werden. Links
liegt ein ähnlich dünner Ring, den ich ebenfalls später von innen her einklebe.
Weil die Sockelsäule vom vorderen Ladekran
im Deckshaus steht, muß hier nur ein Fundament (rechts) gedreht werden. Links
liegt ein ähnlich dünner Ring, den ich ebenfalls später von innen her einklebe.
 Alle drei Teile erhielten für div.
Flanschschrauben auf dem Direktteilgerät Teilkreisbohrungen (Durchmesser 0,45
mm).
Alle drei Teile erhielten für div.
Flanschschrauben auf dem Direktteilgerät Teilkreisbohrungen (Durchmesser 0,45
mm).
 Die Flächen wurde nicht zu sparsam verzinnt,
die Bohrungen wieder nachgebohrt, einige hatten sich mit Zinn zugesetzt.
Die Flächen wurde nicht zu sparsam verzinnt,
die Bohrungen wieder nachgebohrt, einige hatten sich mit Zinn zugesetzt.
 Eine größere Anzahl Schraubenkopf-Imitate
habe ich gedreht (diese braucht man ja immer wieder), Zapfen-Durchmesser 0,4 mm,
Kopf-Durchmesser 0,8 mm, Zapfenlänge 1,5 bis 2 mm. Gedreht wird mit einem
Spitzdrehstahl nach justierter Quersupportskala: Zapfen, dann Kopf, dann
abstechen. Es bleiben dabei kleine Abstechpiepse an den Köpfen, der später nach
dem Einlöten auf gleiche Kopfhöhe weggedreht werden.
Eine größere Anzahl Schraubenkopf-Imitate
habe ich gedreht (diese braucht man ja immer wieder), Zapfen-Durchmesser 0,4 mm,
Kopf-Durchmesser 0,8 mm, Zapfenlänge 1,5 bis 2 mm. Gedreht wird mit einem
Spitzdrehstahl nach justierter Quersupportskala: Zapfen, dann Kopf, dann
abstechen. Es bleiben dabei kleine Abstechpiepse an den Köpfen, der später nach
dem Einlöten auf gleiche Kopfhöhe weggedreht werden.
 Schraubenkopf-Imitate sind eingesteckt, die
Teile noch einmal erhitzt (Lötwasser!) und die Imitate somit eingelötet. Danach
sauber das überschüssige Zinn weggeputzt (rotierende Drahtbürste).
Schraubenkopf-Imitate sind eingesteckt, die
Teile noch einmal erhitzt (Lötwasser!) und die Imitate somit eingelötet. Danach
sauber das überschüssige Zinn weggeputzt (rotierende Drahtbürste).
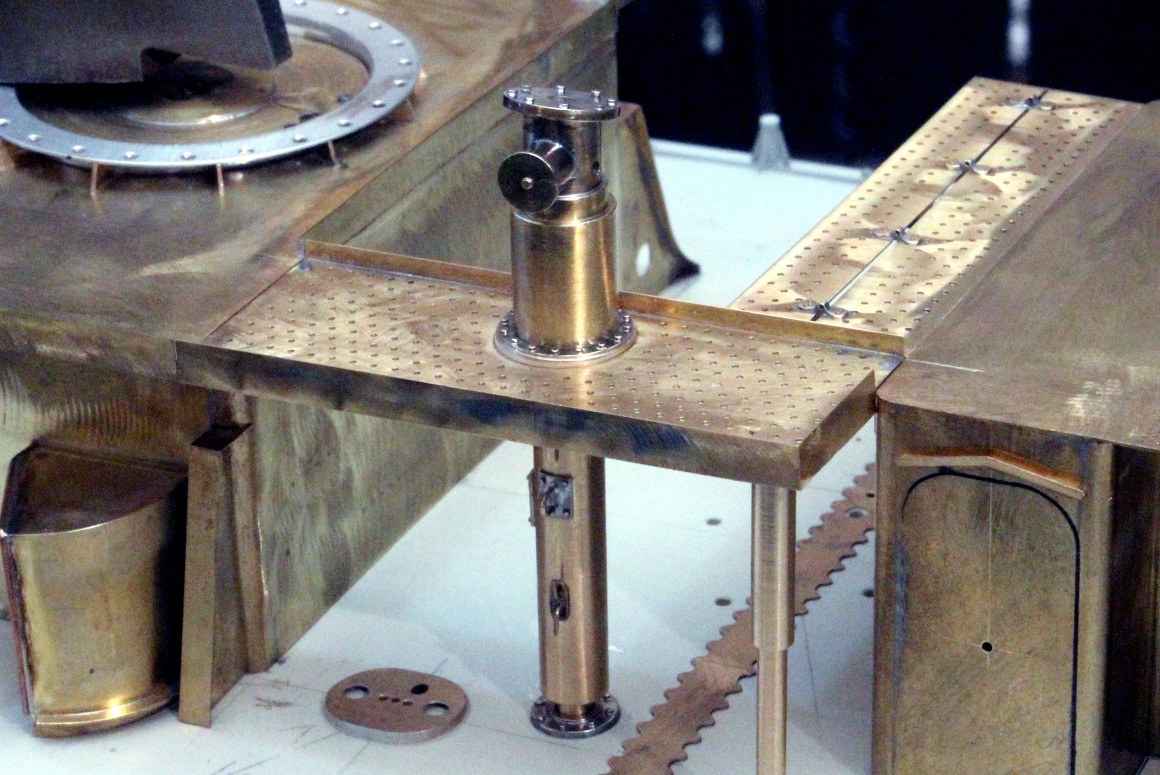
 Die Sockelsäule ist nur ungefähr
eingesteckt, unten der Zentrierflansch.
Die Sockelsäule ist nur ungefähr
eingesteckt, unten der Zentrierflansch.
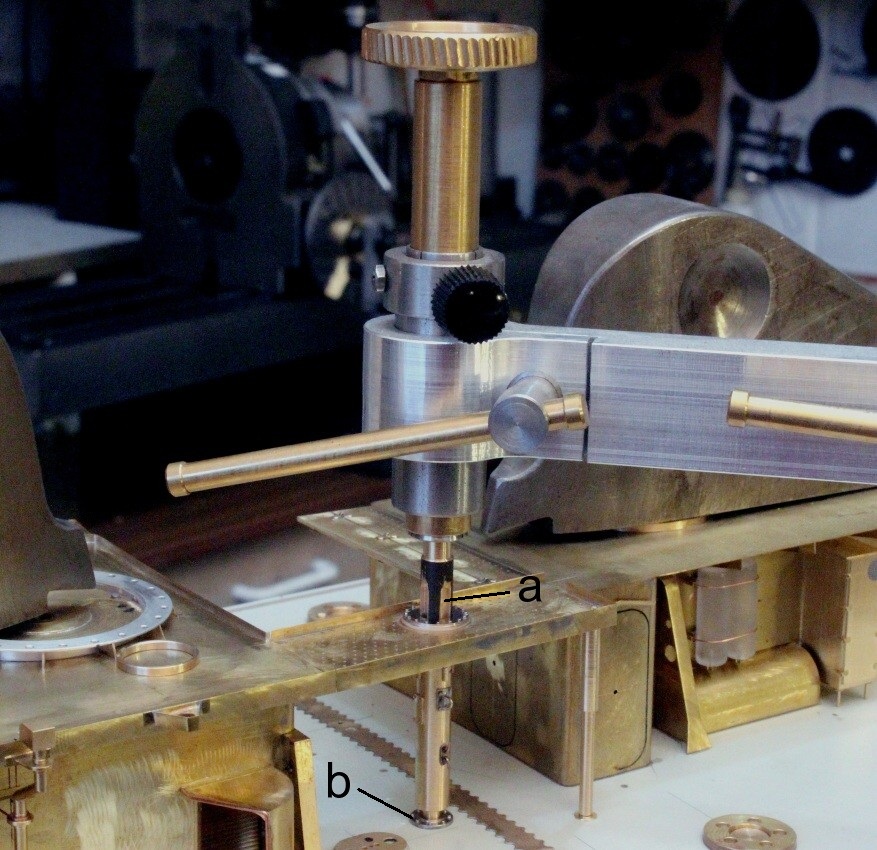
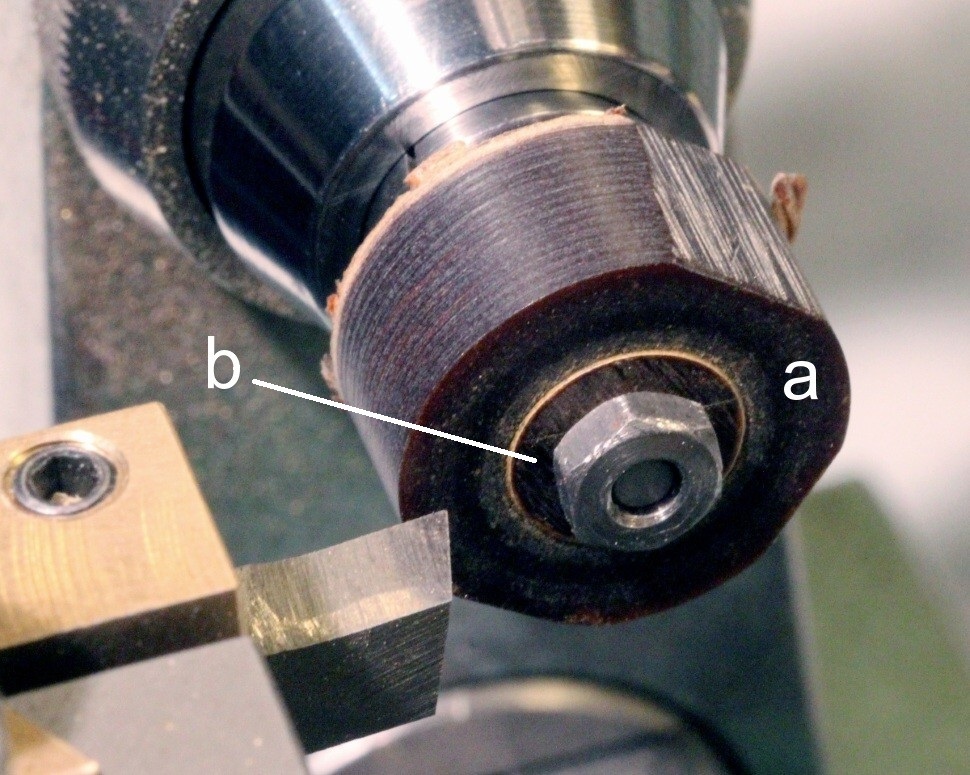
 Mit meiner Senkrechtbohr- und
Haltevorrichtung und einem in die Sockelsäule eingesteckten Dorn (a)
kann die Säule exakt senkrecht gehalten werden. In dem Zustand wird der
Zentrierflansch (b) mit winzigen Tropfen dünnflüssigen Sekundenkleber auf das
Deck geklebt. Vorher wurden an die Säule weitere kleine Details angebaut.
Mit meiner Senkrechtbohr- und
Haltevorrichtung und einem in die Sockelsäule eingesteckten Dorn (a)
kann die Säule exakt senkrecht gehalten werden. In dem Zustand wird der
Zentrierflansch (b) mit winzigen Tropfen dünnflüssigen Sekundenkleber auf das
Deck geklebt. Vorher wurden an die Säule weitere kleine Details angebaut.
 Auch oben wurde die Sockelsäule mit Sekundenkleber gegen die Plattform verklebt,
Sekundenkleber hat ja die wertvolle Eigenschaft, daß er bei ausgerichteten
Teilen in jede feinste Spalte "kriecht". Danach konnte ich das gesamte Bauteil
vorsichtig anheben. Die Bohrung im Flansch hat unten eine kräftige Fase
(Senkung), damit keinesfalls die Gefahr besteht, daß die Säule mit festgeklebt
wird, das wäre eine mittlere Katastrophe.
Auch oben wurde die Sockelsäule mit Sekundenkleber gegen die Plattform verklebt,
Sekundenkleber hat ja die wertvolle Eigenschaft, daß er bei ausgerichteten
Teilen in jede feinste Spalte "kriecht". Danach konnte ich das gesamte Bauteil
vorsichtig anheben. Die Bohrung im Flansch hat unten eine kräftige Fase
(Senkung), damit keinesfalls die Gefahr besteht, daß die Säule mit festgeklebt
wird, das wäre eine mittlere Katastrophe.
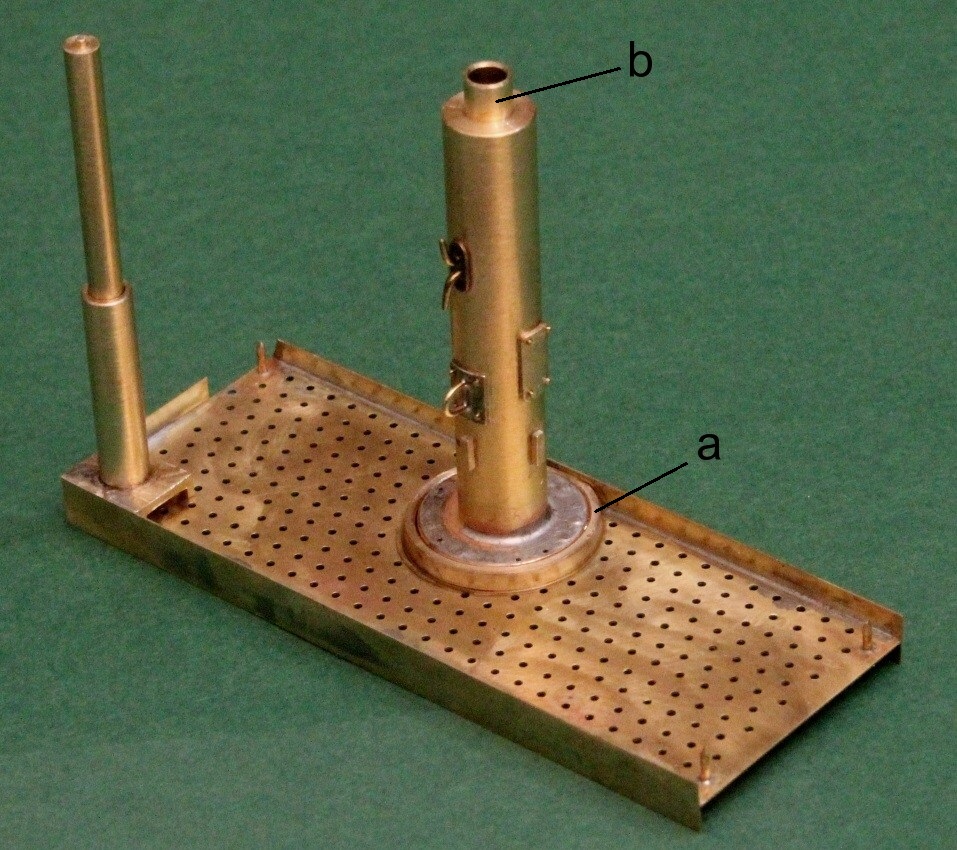
 Danach wurde unter die Plattform der genannte Ring (a) eingeklebt und damit die
Verklebung (Sekundenkleber hält nicht besonders gut!) verbessert. Wie die
gesamte Sockelsäule ist auch der Zentrierzapfen (b) auf 0,5 mm Wandstärke
leergebohrt. An dem Foto sieht man auch die Details an der Säule besser.
Danach wurde unter die Plattform der genannte Ring (a) eingeklebt und damit die
Verklebung (Sekundenkleber hält nicht besonders gut!) verbessert. Wie die
gesamte Sockelsäule ist auch der Zentrierzapfen (b) auf 0,5 mm Wandstärke
leergebohrt. An dem Foto sieht man auch die Details an der Säule besser.
 Für das exakt senkrechte Einkleben
drehe ich einen Dorn (links). Er hat einen 4-mm-Spannschaft für das Spannen in
einer Spannzange und vorn einen M3-Gewindezapfen mit Freistich. Die Planfläche
für die Anlage der Sockelscheibe (rechts) ist in der Spannzange plangedreht.
Für das exakt senkrechte Einkleben
drehe ich einen Dorn (links). Er hat einen 4-mm-Spannschaft für das Spannen in
einer Spannzange und vorn einen M3-Gewindezapfen mit Freistich. Die Planfläche
für die Anlage der Sockelscheibe (rechts) ist in der Spannzange plangedreht.
 So kann die Sockelscheibe auch wieder mit
der Senkrechtbohr- und Haltevorrichtung
in die Bohrung des an dieser Stelle schon sehr schrägen Aufbaudecks gehalten und
mit Sekundenkleber "vergossen" werden.
So kann die Sockelscheibe auch wieder mit
der Senkrechtbohr- und Haltevorrichtung
in die Bohrung des an dieser Stelle schon sehr schrägen Aufbaudecks gehalten und
mit Sekundenkleber "vergossen" werden.
 Hier wurde der Dorn bereits herausgeschraubt
und etwas angehoben. Den Ring (links) habe ich danach ebenfalls von innen gegen
das Deck verklebt.
Hier wurde der Dorn bereits herausgeschraubt
und etwas angehoben. Den Ring (links) habe ich danach ebenfalls von innen gegen
das Deck verklebt.
 Das sind die Grundkörper. Rechts jener für
den hinteren Kran und der linke mit einem M3-Zapfen für vorn. Beide sind auf 0,5
mm Wandstärke leergebohrt. Neben der Gewichtsersparnis ist der Hauptgrund aber,
daß man bei den folgenden Lötungen nicht zu viel "Masse" erhitzen muß!
Das sind die Grundkörper. Rechts jener für
den hinteren Kran und der linke mit einem M3-Zapfen für vorn. Beide sind auf 0,5
mm Wandstärke leergebohrt. Neben der Gewichtsersparnis ist der Hauptgrund aber,
daß man bei den folgenden Lötungen nicht zu viel "Masse" erhitzen muß!
 Oben werden für einen 15° schrägliegenden
Flansch Flächen angefräst...
Oben werden für einen 15° schrägliegenden
Flansch Flächen angefräst...
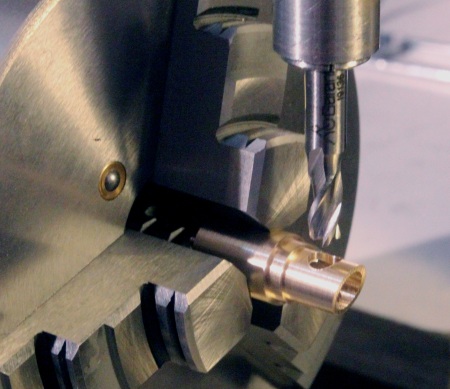 ...und in Querrichtung mit einem
5-mm-Fingerfräser eine Bohrung eingestochen (vorbohren!). Ich steche dabei so
tief, daß der Fräser auch gering in die gegenüberliegende Wandung mit einfräst!
...und in Querrichtung mit einem
5-mm-Fingerfräser eine Bohrung eingestochen (vorbohren!). Ich steche dabei so
tief, daß der Fräser auch gering in die gegenüberliegende Wandung mit einfräst!
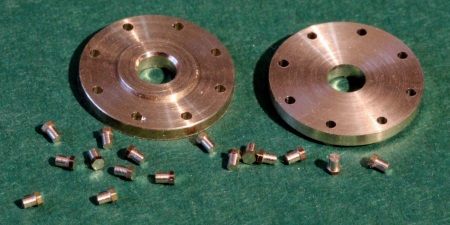 Das sind die beiden 12-mm-Flansche. Sie
erhalten einen nur 0,3 mm hohen Zentrierabsatz (erkennt man links) und eine
3-mm-Vorbohrung. Die 16 kleinen Schraubenkopf-Imitate habe ich aus
1-mm-Ms-Sechskantmaterial gedreht. Deren Zapfen sind 1 mm lang (die Flansche
sind 1,2 mm dick!) und haben Durchmesser von 0,8 mm.
Das sind die beiden 12-mm-Flansche. Sie
erhalten einen nur 0,3 mm hohen Zentrierabsatz (erkennt man links) und eine
3-mm-Vorbohrung. Die 16 kleinen Schraubenkopf-Imitate habe ich aus
1-mm-Ms-Sechskantmaterial gedreht. Deren Zapfen sind 1 mm lang (die Flansche
sind 1,2 mm dick!) und haben Durchmesser von 0,8 mm.
 Beim Einlöten der Kopf-Imitate liegt der
Flansch wie links im Bild "auf dem Kopf", der Randring wird verzinnt. Dabei
tritt nur sehr wenig Zinn nach der Oberseite hin durch (rechts).
Beim Einlöten der Kopf-Imitate liegt der
Flansch wie links im Bild "auf dem Kopf", der Randring wird verzinnt. Dabei
tritt nur sehr wenig Zinn nach der Oberseite hin durch (rechts).
 Zwei ebenfalls leergebohrte Querträger
mit einem kleinen Zentrierzapfen werden gedreht...
Zwei ebenfalls leergebohrte Querträger
mit einem kleinen Zentrierzapfen werden gedreht...
 ...und in einem Arbeitsgang mit den
Flanschen festgelötet. Zuvor erhielten die Grundkörper noch je zwei
1,6-mm-Bohrungen für 1,5-mm-Versteifungsstreben.
...und in einem Arbeitsgang mit den
Flanschen festgelötet. Zuvor erhielten die Grundkörper noch je zwei
1,6-mm-Bohrungen für 1,5-mm-Versteifungsstreben.
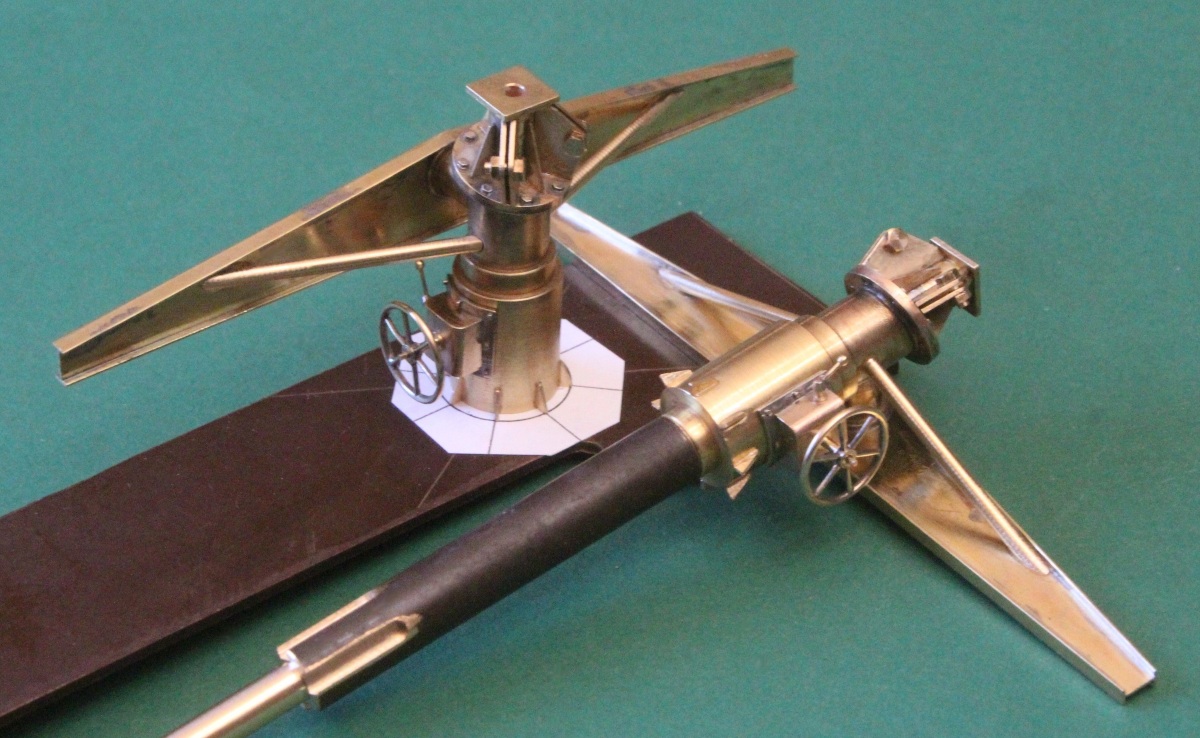
 Aufgesteckt sieht der hintere Kran nun vorerst so aus...
Aufgesteckt sieht der hintere Kran nun vorerst so aus...
 ...und der vordere so. Man erkennt bei
beiden, daß sie exakt lotrecht stehen... gut gemacht, Jürgen! An den (Ms-)Decksflächen
erkennt man deutlich, daß ich die Messingflächen mit einer rotierenden
Schmirgelscheibe (Durchmesser 20 mm) stets metallisch blank schmirgle, bevor ich
die Klebung beginne.
...und der vordere so. Man erkennt bei
beiden, daß sie exakt lotrecht stehen... gut gemacht, Jürgen! An den (Ms-)Decksflächen
erkennt man deutlich, daß ich die Messingflächen mit einer rotierenden
Schmirgelscheibe (Durchmesser 20 mm) stets metallisch blank schmirgle, bevor ich
die Klebung beginne.
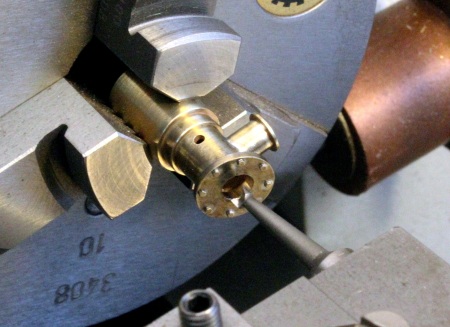 Der halbfertige Grundkörper wird wieder in
das Backenfutter genommen und mit einem schlanken Eckbohrstahl wird die
3-mm-Vorbohrung im Flansch auf einen Durchmesser von 4,5 mm ausgedreht.
Der halbfertige Grundkörper wird wieder in
das Backenfutter genommen und mit einem schlanken Eckbohrstahl wird die
3-mm-Vorbohrung im Flansch auf einen Durchmesser von 4,5 mm ausgedreht.
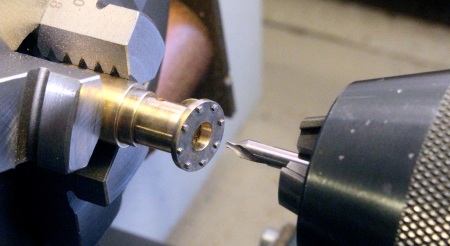 Mit einem kleinen Zentrierbohrer wird innen
der Querträger zentriert und mit einem 3-mm-Wendelbohrer ganz durchbohrt.
Mit einem kleinen Zentrierbohrer wird innen
der Querträger zentriert und mit einem 3-mm-Wendelbohrer ganz durchbohrt.
 Danach habe ich zwei Kopfverlängerungen
(links) gedreht/gefräst.
Vierkantplatte 6,5 x 6,5 mm. Die beiden Durchmesser sind 4,5 und 3 mm, siehe
oben. Rechts ist ein solches Teil bereits eingelötet und verputzt.
Danach habe ich zwei Kopfverlängerungen
(links) gedreht/gefräst.
Vierkantplatte 6,5 x 6,5 mm. Die beiden Durchmesser sind 4,5 und 3 mm, siehe
oben. Rechts ist ein solches Teil bereits eingelötet und verputzt.
 Beide eingelötet. Das Verbinden durch Löten
ist nun beendet. Die weiteren Details werden geklebt.
Beide eingelötet. Das Verbinden durch Löten
ist nun beendet. Die weiteren Details werden geklebt.
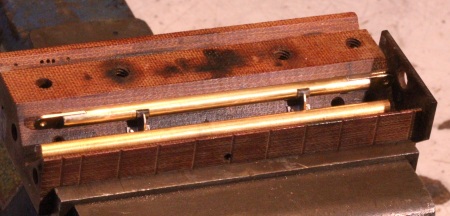
 Das werden die Laufschienen für die
Flaschenzüge, 90 mm lang, in der Mitte 10 mm hoch und aus 0,4-mm-Ms-Blech
ausgesägt.
Das werden die Laufschienen für die
Flaschenzüge, 90 mm lang, in der Mitte 10 mm hoch und aus 0,4-mm-Ms-Blech
ausgesägt.
 Die Laufschienen sind ähnlich einem
Doppel-T-Träger gestaltet, nach den Enden hin konisch. Es müssen unten und oben
2 mm breite 0,4-mm-Ms-Blechstreifen angelötet werden. Dazu fräse ich eine
Löthilfe aus Pertinax. Rundum wird eine 0,8 mm hohe Stufe gefräst (2 mm
Streifenbreite minus 0,4 mm Dicke der Laufschienen = 1,6 : 2 = 0,8). Im Bild
wird der Anriß der dritten Kante mit einer geschliffenen Beilage zur Zugrichtung
des X-Supports ausgerichtet.
Die Laufschienen sind ähnlich einem
Doppel-T-Träger gestaltet, nach den Enden hin konisch. Es müssen unten und oben
2 mm breite 0,4-mm-Ms-Blechstreifen angelötet werden. Dazu fräse ich eine
Löthilfe aus Pertinax. Rundum wird eine 0,8 mm hohe Stufe gefräst (2 mm
Streifenbreite minus 0,4 mm Dicke der Laufschienen = 1,6 : 2 = 0,8). Im Bild
wird der Anriß der dritten Kante mit einer geschliffenen Beilage zur Zugrichtung
des X-Supports ausgerichtet.
 Alle drei Umrißkanten sind gefräst, wenig
kleiner als die Fläche der Laufschienen.
Alle drei Umrißkanten sind gefräst, wenig
kleiner als die Fläche der Laufschienen.
 Ein Ms-Vierkantprofil wird an die untere
Kante geklemmt, daran die Laufschiene geschoben und ebenfalls geklemmt, das
Vierkantprofil wird weggenommen...
Ein Ms-Vierkantprofil wird an die untere
Kante geklemmt, daran die Laufschiene geschoben und ebenfalls geklemmt, das
Vierkantprofil wird weggenommen...
 ...und dafür der noch überlange
Ms-Blechstreifen angesetzt und mit einer Pertinax-Leiste gehalten. So kann
gelötet werden, natürlich stückweise mit Nachsetzen der Klemmungen.
...und dafür der noch überlange
Ms-Blechstreifen angesetzt und mit einer Pertinax-Leiste gehalten. So kann
gelötet werden, natürlich stückweise mit Nachsetzen der Klemmungen.
 Hier ist der gesamte untere Blechstreifen
schon angelötet.
Hier ist der gesamte untere Blechstreifen
schon angelötet.
 An der oberen Kante eine ähnliche
Arbeitsweise, halt zwei Blechstreifen.
An der oberen Kante eine ähnliche
Arbeitsweise, halt zwei Blechstreifen.
 Sauber das überschüssige Zinn entfernt. Mit
einer schnell gedrehten Bohrschablone kommt die 1-mm-Bohrung für den
Zentrierzapfen vom Querträger an die richtige Stelle.
Sauber das überschüssige Zinn entfernt. Mit
einer schnell gedrehten Bohrschablone kommt die 1-mm-Bohrung für den
Zentrierzapfen vom Querträger an die richtige Stelle.
 Die Laufschiene wird mit 2-K-Kleber an den
Querträger geklebt. Damit sie exakt waagerecht steht, liegt sie rechts im Bild
auf einem 14,02 mm hohen "Bock" auf und damit sie dort auch sicher liegen
bleibt, steht ein kleines Gewicht oben auf. Zuvor wurden die an den Enden
überstehenden Blechstreifen auf dem Winkelschleiftisch bündig geschliffen. Nun
kann die Feinarbeit an den beiden Ladekränen beginnen...
Die Laufschiene wird mit 2-K-Kleber an den
Querträger geklebt. Damit sie exakt waagerecht steht, liegt sie rechts im Bild
auf einem 14,02 mm hohen "Bock" auf und damit sie dort auch sicher liegen
bleibt, steht ein kleines Gewicht oben auf. Zuvor wurden die an den Enden
überstehenden Blechstreifen auf dem Winkelschleiftisch bündig geschliffen. Nun
kann die Feinarbeit an den beiden Ladekränen beginnen...
 Diese begann ich mit je acht
Knotenblechen unten am Grundkörper. Die kleinen Dreiecke sind 3 mm hoch und nur
0,3 mm dick. Damit die Achter-Teilung stimmt, habe ich den Grundkörper auf einer
Pertinax-Platte festgeschraubt, darauf habe ich ein Papierstück mit der
entsprechenden Zeichnung geklebt. Angeklebt habe ich mit winzigsten Tropfen
2-K-Kleber.
Diese begann ich mit je acht
Knotenblechen unten am Grundkörper. Die kleinen Dreiecke sind 3 mm hoch und nur
0,3 mm dick. Damit die Achter-Teilung stimmt, habe ich den Grundkörper auf einer
Pertinax-Platte festgeschraubt, darauf habe ich ein Papierstück mit der
entsprechenden Zeichnung geklebt. Angeklebt habe ich mit winzigsten Tropfen
2-K-Kleber.
 Oben wurden ebenfalls je vier Knotenbleche
eingebaut. Auch das sind 0,3 mm dicke
Schlagzahn-Frästeile.
Oben wurden ebenfalls je vier Knotenbleche
eingebaut. Auch das sind 0,3 mm dicke
Schlagzahn-Frästeile.
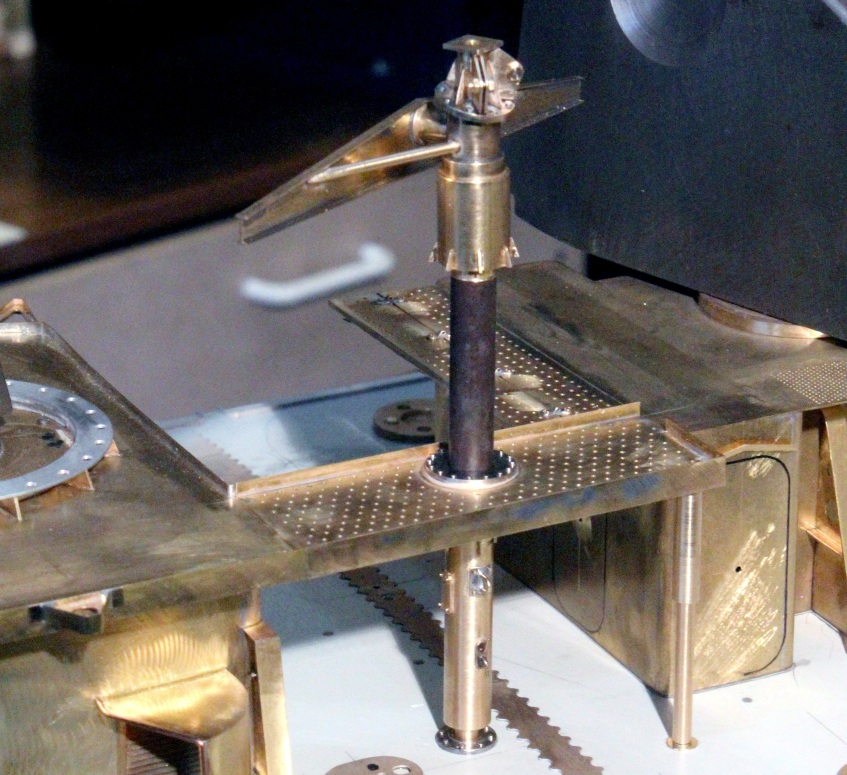
 Jeder Ladekran wird in der obersten
Arbeitsstellung von je zwei Schrägstützen gehalten. Um die Länge dieser Stützen
zu ermitteln, bringe ich einen Krankopf mit einer provisorischen Verlängerung
(im Bild links) auf die entsprechende Höhe.
Jeder Ladekran wird in der obersten
Arbeitsstellung von je zwei Schrägstützen gehalten. Um die Länge dieser Stützen
zu ermitteln, bringe ich einen Krankopf mit einer provisorischen Verlängerung
(im Bild links) auf die entsprechende Höhe.
 Das sieht dann so aus.
Das sieht dann so aus.
 57 mm lange Abschnitte von
3,5-mm-Rund-Messing erhalten an beiden Enden 5 mm lange und 0,7 mm bzw. 1,6 mm
breite Einschnitte. Dazu habe ich die oben liegenden
Schlagzahn-Frästeile gefertigt, die exakt in
die Einschnitte passen.
57 mm lange Abschnitte von
3,5-mm-Rund-Messing erhalten an beiden Enden 5 mm lange und 0,7 mm bzw. 1,6 mm
breite Einschnitte. Dazu habe ich die oben liegenden
Schlagzahn-Frästeile gefertigt, die exakt in
die Einschnitte passen.
 Eingelötet und verputzt sehen die Schrägstützen so aus. Es ist bei gelöteten
Teilen immer mein Ziel, daß nix (fast nix) vom Lötzinn zu sehen ist!
Eingelötet und verputzt sehen die Schrägstützen so aus. Es ist bei gelöteten
Teilen immer mein Ziel, daß nix (fast nix) vom Lötzinn zu sehen ist!
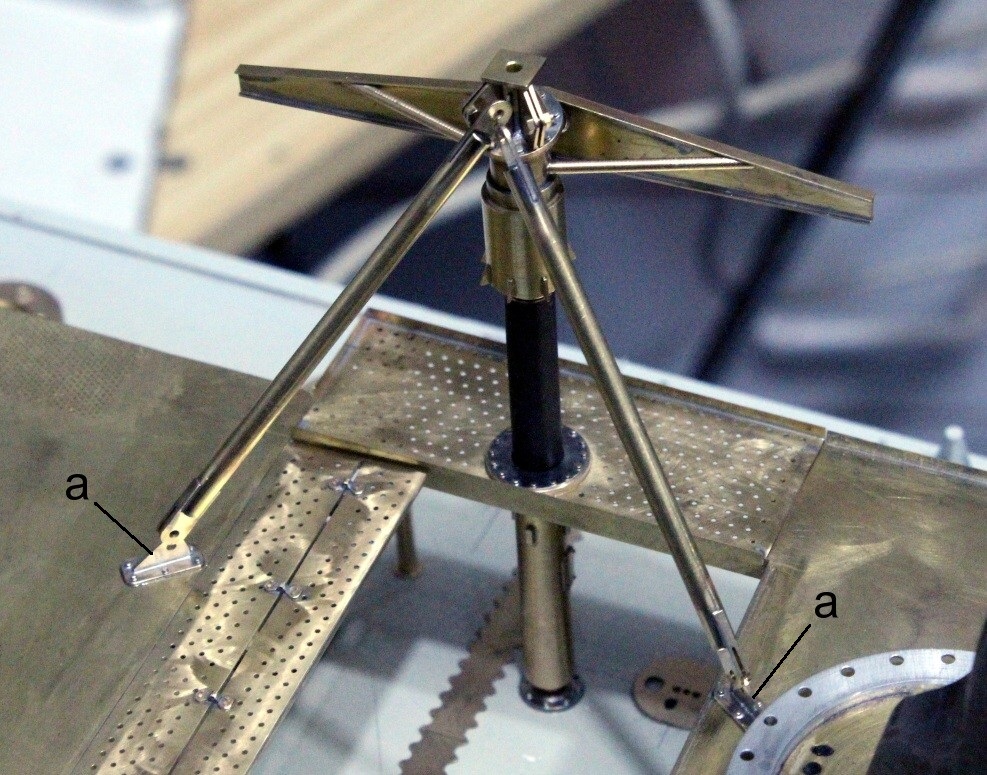
 Damit man sich eine Vorstellung machen kann,
wie die Stützen beim Original in etwa von zwei Fußpunkten (a) zum Kopf des Krans
fahren, habe ich dieses Foto gemacht. Die Stützen liegen bei meinem Modell
allerdings in Halterungen an der "Brücke". Diese werden als nächstes gebaut und
die Stützen darin gelagert.
Damit man sich eine Vorstellung machen kann,
wie die Stützen beim Original in etwa von zwei Fußpunkten (a) zum Kopf des Krans
fahren, habe ich dieses Foto gemacht. Die Stützen liegen bei meinem Modell
allerdings in Halterungen an der "Brücke". Diese werden als nächstes gebaut und
die Stützen darin gelagert.
 Für
diese Halterungen benötige ich zuerst kleine Halbschalen: Innendurchmesser 3,5
mm, Außendurchmesser 4 mm und Länge 2,5 mm. Das leergebohrte und 3,5-mm
geriebene 4-mm-Rundmessing wird zur Hälfte weggefräst. Das muß in einem (!)
Frässpan geschehen. Kurze 3,5-mm-Ms-Stücke...
Für
diese Halterungen benötige ich zuerst kleine Halbschalen: Innendurchmesser 3,5
mm, Außendurchmesser 4 mm und Länge 2,5 mm. Das leergebohrte und 3,5-mm
geriebene 4-mm-Rundmessing wird zur Hälfte weggefräst. Das muß in einem (!)
Frässpan geschehen. Kurze 3,5-mm-Ms-Stücke...
 ...werden eingelötet.
...werden eingelötet.
 So können 2,5 mm lange Stücke abgesägt werden (links). Nach dem Entlöten habe
ich die Halbschalen mit nur 0,25 mm Wandstärke.
So können 2,5 mm lange Stücke abgesägt werden (links). Nach dem Entlöten habe
ich die Halbschalen mit nur 0,25 mm Wandstärke.
 An
die Halbschalen kommen Fahnen angelötet. Dazu
fräse ich ein 10 mm langes Profil, in der Mitte
wird ein 0,8 mm tiefer Kanal eingefräst. Der 0,6-mm-Fingerfräser
(Pfeiffer-Werkzeuge, € 36,-) dafür liegt rechts. 0,3 mm dicke Scheiben werden
abgesägt...
An
die Halbschalen kommen Fahnen angelötet. Dazu
fräse ich ein 10 mm langes Profil, in der Mitte
wird ein 0,8 mm tiefer Kanal eingefräst. Der 0,6-mm-Fingerfräser
(Pfeiffer-Werkzeuge, € 36,-) dafür liegt rechts. 0,3 mm dicke Scheiben werden
abgesägt...
 ...und seitlich an die Halbschalen gelötet.
Diese werden beim Anlöten sehr leicht gegen eine Pertinax-Stufe gedrückt. Damit
die Teile beim Löten nicht verrutschen, halte ich die Scheiben mit der Spitze
einer Reißnadel fest. Der Druck der Spitze ist dabei senkrecht nach unten
gerichtet.
...und seitlich an die Halbschalen gelötet.
Diese werden beim Anlöten sehr leicht gegen eine Pertinax-Stufe gedrückt. Damit
die Teile beim Löten nicht verrutschen, halte ich die Scheiben mit der Spitze
einer Reißnadel fest. Der Druck der Spitze ist dabei senkrecht nach unten
gerichtet.
 Inzwischen
habe ich weitere Teile für die Halterungen hergestellt und schon teilweise
zusammengelötet. Ich versuche stets weitgehend zu löten, bevor ich auf Kleben
übergehe...
Inzwischen
habe ich weitere Teile für die Halterungen hergestellt und schon teilweise
zusammengelötet. Ich versuche stets weitgehend zu löten, bevor ich auf Kleben
übergehe...
 Die Montage dieses Stützenpaketes
erfolgt im Lötprisma, zu was dieses Ding alles gut ist...?
Die Montage dieses Stützenpaketes
erfolgt im Lötprisma, zu was dieses Ding alles gut ist...?
 Fertig zur Montage am Modell.
Fertig zur Montage am Modell.
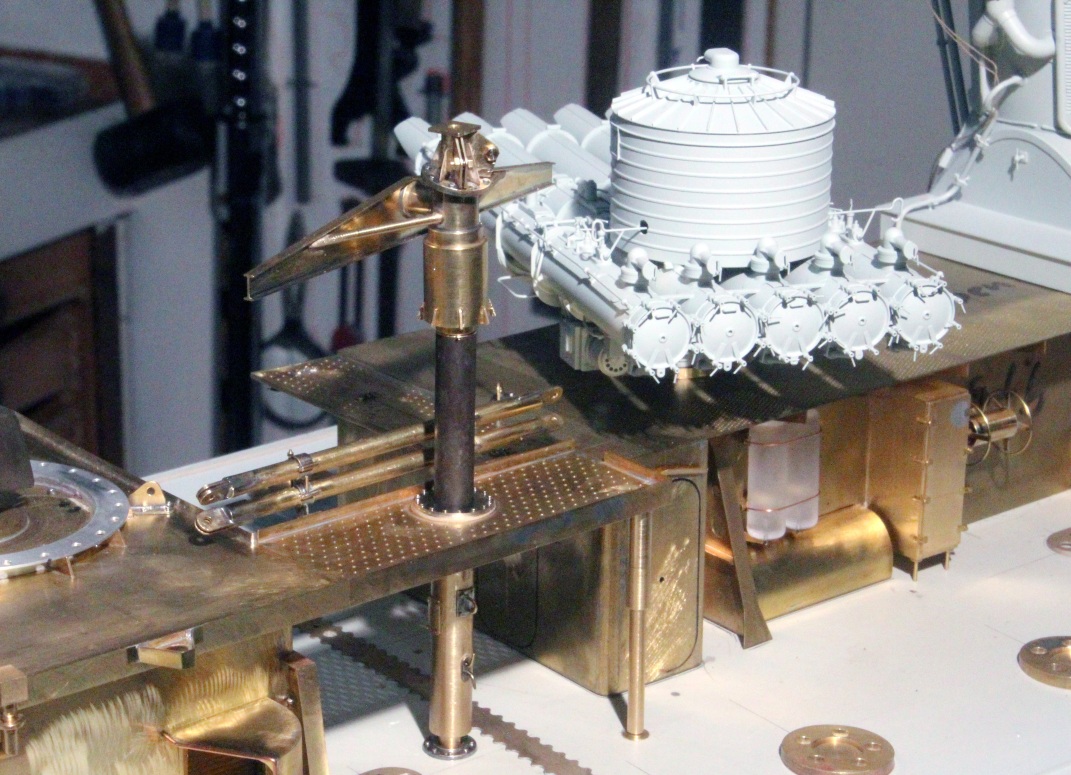
 Die beiden gezurrten Stützen an der Seite der "Brücke". Der Torpedorohr-Fünfling
ist ausgeschwenkt.
Die beiden gezurrten Stützen an der Seite der "Brücke". Der Torpedorohr-Fünfling
ist ausgeschwenkt.
 Am Sockel fehlt noch ein Getriebekasten mit
einem Handrad. Mit letzterem wird der Kran nach oben gekurbelt. Zwei
Schlagzahn-Frästeile und zwei gedrehte Viertelschalen.
Am Sockel fehlt noch ein Getriebekasten mit
einem Handrad. Mit letzterem wird der Kran nach oben gekurbelt. Zwei
Schlagzahn-Frästeile und zwei gedrehte Viertelschalen.
 Die unter 45° vorgefrästen Ecken sind von
Hand verrundet (Nadelfeile), die Viertelschalen erhalten je acht
0,45-mm-Bohrungen, rechts zwei Achsen für die Handräder.
Die unter 45° vorgefrästen Ecken sind von
Hand verrundet (Nadelfeile), die Viertelschalen erhalten je acht
0,45-mm-Bohrungen, rechts zwei Achsen für die Handräder.
 Aus Novotex ein gedrehter Körper für das
Zusammenlöten aller Teile. Die Bohrungen für die acht Schäfte müssen übergroß
gemacht werden, damit man das Bauteil nach dem Löten von der Löthilfe wegnehmen
kann!
Aus Novotex ein gedrehter Körper für das
Zusammenlöten aller Teile. Die Bohrungen für die acht Schäfte müssen übergroß
gemacht werden, damit man das Bauteil nach dem Löten von der Löthilfe wegnehmen
kann!
 Die obere Rundung der Viertelschale wurde
verzinnt und dann alle elf Teile erhitzt (Lötwasser!) und so zusammengefügt. Die
Achse für das Handrad hat oben ein angefrästes Vierkant (0,6 x 0,6 mm).
Die obere Rundung der Viertelschale wurde
verzinnt und dann alle elf Teile erhitzt (Lötwasser!) und so zusammengefügt. Die
Achse für das Handrad hat oben ein angefrästes Vierkant (0,6 x 0,6 mm).
 Links ragen die Schraubenkopf-Imitate noch
unten durch, abkneifen, verfeilen, verputzen (rechts).
Links ragen die Schraubenkopf-Imitate noch
unten durch, abkneifen, verfeilen, verputzen (rechts).
 Für einen Schalthebel bekommen die Kästen eine 1,2-mm-Bohrung (links). Daneben
die vorgedrehten Achsen und die beiden Kugelgriffe.
Für einen Schalthebel bekommen die Kästen eine 1,2-mm-Bohrung (links). Daneben
die vorgedrehten Achsen und die beiden Kugelgriffe.
 Die Kugelgriffe werden zuerst in knapp tiefe 0,4-mm-Bohrungen eingelötet,
verputzt und erst dann werden die Achsen abgetrennt (links).
Die Kugelgriffe werden zuerst in knapp tiefe 0,4-mm-Bohrungen eingelötet,
verputzt und erst dann werden die Achsen abgetrennt (links).
 Der Getriebekasten am Sockel. Auf die
vorstehende Achse kommt nun ein Handrad. Diese zwei werden nun gebaut.
Der Getriebekasten am Sockel. Auf die
vorstehende Achse kommt nun ein Handrad. Diese zwei werden nun gebaut.
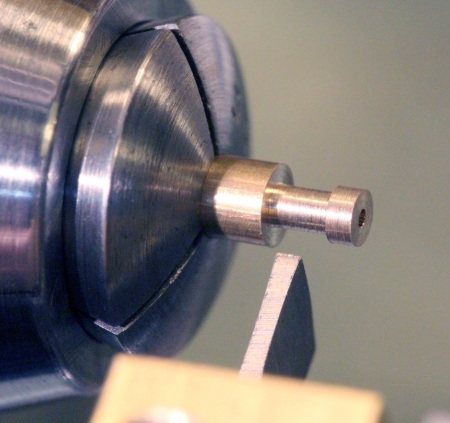 3-mm-Rund-Messing, die 2-mm-Nabe wird
gedreht, 0,7-mm-Mittenbohrung.
3-mm-Rund-Messing, die 2-mm-Nabe wird
gedreht, 0,7-mm-Mittenbohrung.
 Im Teilgerät bohren von sechs Löchern
Durchmesser 0,6 auf nur 0,5 mm Tiefe.
Im Teilgerät bohren von sechs Löchern
Durchmesser 0,6 auf nur 0,5 mm Tiefe.
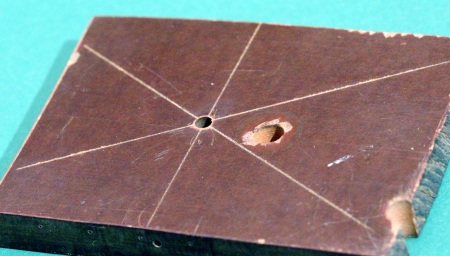 Eine 8-mm-Novotex-Platte erhält eine
Sechser-Teilung aufgerissen und in der Mitte eine 3,1-mm-Bohrung. Pertinax und
Novotex bohrt gern zu eng, deshalb bohre ich 3,1 mm. Und Vorsicht: Pertinax- und
Novotex-Späne erhitzen sich oft so sehr, vor allem bei stumpfen Werkzeugen, daß
sie manchmal unbemerkt (!) zu glühen beginnen. So sind schon Brände
entstanden...!
Eine 8-mm-Novotex-Platte erhält eine
Sechser-Teilung aufgerissen und in der Mitte eine 3,1-mm-Bohrung. Pertinax und
Novotex bohrt gern zu eng, deshalb bohre ich 3,1 mm. Und Vorsicht: Pertinax- und
Novotex-Späne erhitzen sich oft so sehr, vor allem bei stumpfen Werkzeugen, daß
sie manchmal unbemerkt (!) zu glühen beginnen. So sind schon Brände
entstanden...!
 Die abgekürzten Naben-Stummel passen in die
Mittenbohrung.
Die abgekürzten Naben-Stummel passen in die
Mittenbohrung.
 Zwölf
1-mm-Bohrungen werden durch die Novotex-Platte gebohrt. Ein Stummel wird in die
Bohrung gesteckt und vorerst nur ein 0,6-mm-Ms-Draht eingelötet, der Stummel
hängt praktisch nun an dem Draht.
Zwölf
1-mm-Bohrungen werden durch die Novotex-Platte gebohrt. Ein Stummel wird in die
Bohrung gesteckt und vorerst nur ein 0,6-mm-Ms-Draht eingelötet, der Stummel
hängt praktisch nun an dem Draht.
 Nun können die restlichen Drähte auch
eingesteckt werden. Feiner Bindedraht durch die 1-mm-Bohrungen sorgt dafür, daß
die Drähte beim Anlöten nicht verrutschen können.
Nun können die restlichen Drähte auch
eingesteckt werden. Feiner Bindedraht durch die 1-mm-Bohrungen sorgt dafür, daß
die Drähte beim Anlöten nicht verrutschen können.
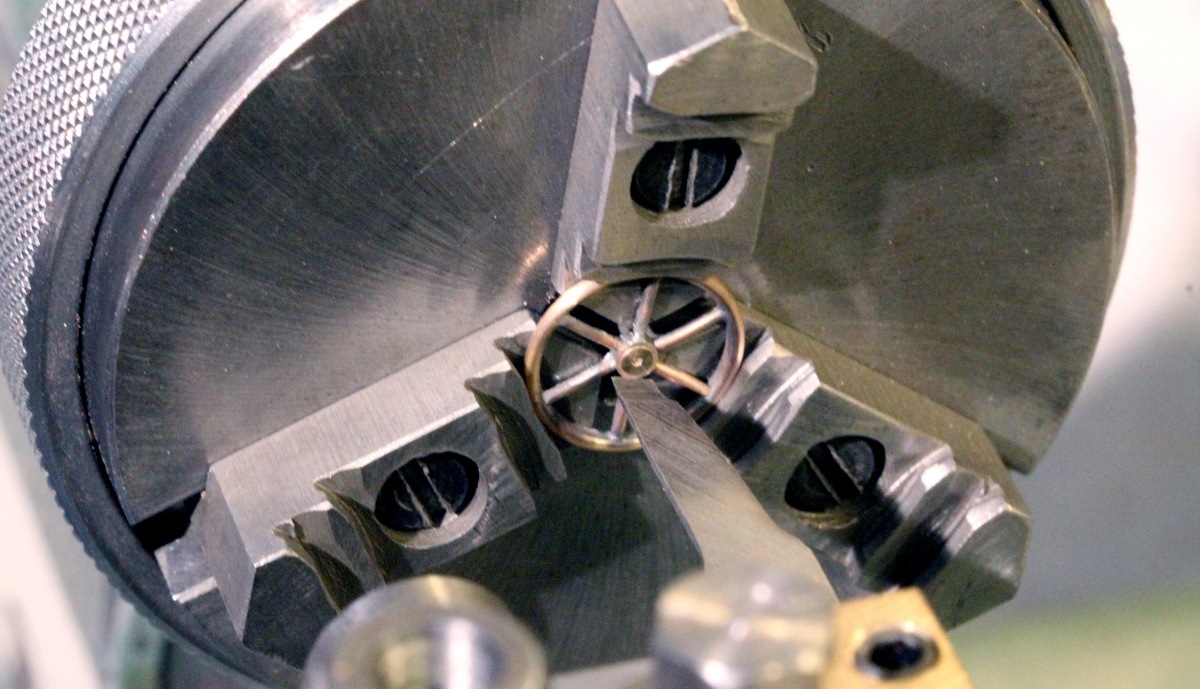
 Die Bindungen werden noch nicht gelöst,
vorerst wird ein kleiner gedrehter (!) Ring auf die sechs Speichen gelötet. Er muß nicht zentrisch sitzen, jedoch jede
(!) Speiche durch eine Lötung sicher halten.
Er wird später wieder entfernt.
Die Bindungen werden noch nicht gelöst,
vorerst wird ein kleiner gedrehter (!) Ring auf die sechs Speichen gelötet. Er muß nicht zentrisch sitzen, jedoch jede
(!) Speiche durch eine Lötung sicher halten.
Er wird später wieder entfernt.
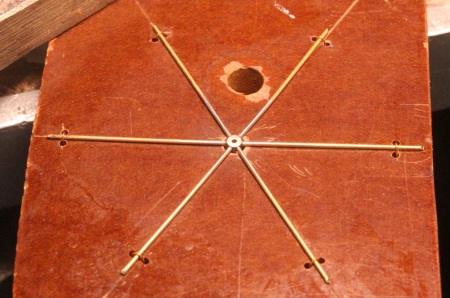
 Links der herausgezogene Radstern, rechts sind die Radspeichen schon etwas
gekürzt.
Links der herausgezogene Radstern, rechts sind die Radspeichen schon etwas
gekürzt.
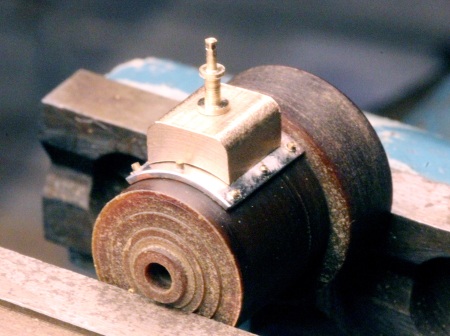
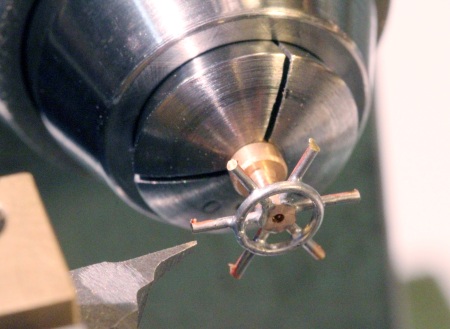 Hier werden bei der höchsten Drehzahl
(Fliehkraft!) der Uhrmacherdrehmaschine die Radspeichen in 0,1-mm-Zustellungen
auf den gewünschten Durchmesser überdreht. Wäre der provisorische kleine Ring
nicht aufgelötet, würden sich die Speichen höchstwahrscheinlich bei dieser
Aktion verbiegen.
Hier werden bei der höchsten Drehzahl
(Fliehkraft!) der Uhrmacherdrehmaschine die Radspeichen in 0,1-mm-Zustellungen
auf den gewünschten Durchmesser überdreht. Wäre der provisorische kleine Ring
nicht aufgelötet, würden sich die Speichen höchstwahrscheinlich bei dieser
Aktion verbiegen.
 Es ist geschafft, die beiden Handräder
sind fertig. Doch schön der Reihe nach: für den Außen(Hand-)ring wird ein
"Becher" gedreht, Innendurchmesser so, daß der Radstern gerade so stramm paßt,
Außendurchmesser 2 x 0,8 mm größer (der Außenring soll einen Querschnitt von 0,8
mm haben!).
Es ist geschafft, die beiden Handräder
sind fertig. Doch schön der Reihe nach: für den Außen(Hand-)ring wird ein
"Becher" gedreht, Innendurchmesser so, daß der Radstern gerade so stramm paßt,
Außendurchmesser 2 x 0,8 mm größer (der Außenring soll einen Querschnitt von 0,8
mm haben!).
 Die Länge des Außenrings wird 0,8 mm breit etwa 0,5 mm tief nur angestochen...
Die Länge des Außenrings wird 0,8 mm breit etwa 0,5 mm tief nur angestochen...
 ... und dann die ersten drei so erzeugten
Kanten mit einem scharfen Dreikantschaber verrundet "angedrechselt". Ich benutze
dafür mein Stereomikroskop (siehe hier
etwa Mitte), doch mit einer guten Kopflupe ist es auch zu machen...
Diese Handräder haben hier einen Außendurchmesser von nur 10,8
mm. Ich empfehle, für die ersten Versuche wesentlich größere Handräder (etwa
Durchmesser 30 mm) anzufertigen, damit man sich an die nicht ganz alltägliche
Technologie gewöhnt. Und was man einmal größer geschafft hat, schafft man auch
wesentlich kleiner!
... und dann die ersten drei so erzeugten
Kanten mit einem scharfen Dreikantschaber verrundet "angedrechselt". Ich benutze
dafür mein Stereomikroskop (siehe hier
etwa Mitte), doch mit einer guten Kopflupe ist es auch zu machen...
Diese Handräder haben hier einen Außendurchmesser von nur 10,8
mm. Ich empfehle, für die ersten Versuche wesentlich größere Handräder (etwa
Durchmesser 30 mm) anzufertigen, damit man sich an die nicht ganz alltägliche
Technologie gewöhnt. Und was man einmal größer geschafft hat, schafft man auch
wesentlich kleiner!
 Innen dabei nicht zu viel herausnehmen. Der
Radstern muß danach noch stramm passen.
Innen dabei nicht zu viel herausnehmen. Der
Radstern muß danach noch stramm passen.
 Jetzt können die Außenringe auf 0,8 mm Dicke (Breite) abgestochen werden. Innen
bleibt je ein Abstechring hängen.
Jetzt können die Außenringe auf 0,8 mm Dicke (Breite) abgestochen werden. Innen
bleibt je ein Abstechring hängen.
 Eine Novotex-Platte erhält gegen die obere Fläche (b) einen angedrehten 0,1 mm
tiefen Absatz (a), der ist im Durchmesser etwas kleiner als der Außenring. Wieso
0,1 mm? Die Speichen haben einen Durchmesser von 0,6 mm, der Außenring eine
Dicke von 0,8 mm. 0,8 - 0,6 : 2 = 0,1 mm. Würde ich diesen sehr flachen Absatz
nicht andrehen, würden die Speichen später nicht in der Mitte vom Außenring
sitzen. Beim Löten liegen die sechs Speichen auf (b) auf und der Außenring 0,1
mm tiefer auf (a).
Eine Novotex-Platte erhält gegen die obere Fläche (b) einen angedrehten 0,1 mm
tiefen Absatz (a), der ist im Durchmesser etwas kleiner als der Außenring. Wieso
0,1 mm? Die Speichen haben einen Durchmesser von 0,6 mm, der Außenring eine
Dicke von 0,8 mm. 0,8 - 0,6 : 2 = 0,1 mm. Würde ich diesen sehr flachen Absatz
nicht andrehen, würden die Speichen später nicht in der Mitte vom Außenring
sitzen. Beim Löten liegen die sechs Speichen auf (b) auf und der Außenring 0,1
mm tiefer auf (a).
 Die einfache Lötvorrichtung mit den
eingelegten Teilen, beim Außenring der Abstechring nach oben zeigend.
Die einfache Lötvorrichtung mit den
eingelegten Teilen, beim Außenring der Abstechring nach oben zeigend.
 Dieser wurde mit einer Justierzange
entfernt.
Dieser wurde mit einer Justierzange
entfernt.
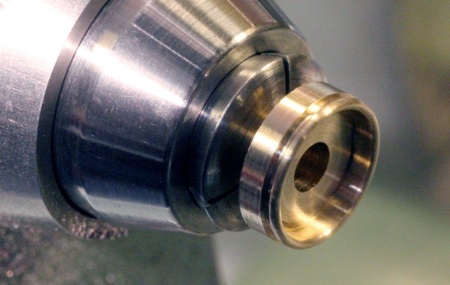
 Jetzt konnte ich den Außenring in eine
passende Stufenspannzange nehmen und (ebenfalls mit dem Dreikantschaber) die
vierte Kantenrundung andrechseln. (alternativ zur Stufenspannzange =
Klemmringspannung)
Jetzt konnte ich den Außenring in eine
passende Stufenspannzange nehmen und (ebenfalls mit dem Dreikantschaber) die
vierte Kantenrundung andrechseln. (alternativ zur Stufenspannzange =
Klemmringspannung)
 Der nun rundum gerundete Außenring wieder in
der Lötvorrichtung.
Der nun rundum gerundete Außenring wieder in
der Lötvorrichtung.
 Nach dem Verlöten der sechs Speichen am
Außenring habe ich den kleinen Ring mit einem Seitenschneider zerstört und die
Stücke entfernt - Weichlötung hält ja nicht besonders gut. Ich wiederhole mich: auch
für das Löten so kleiner Teile verwende ich einen heizstarken 100-Watt-Lötkolben
- mit gepflegter Kupferspitze und - das wissen Sie schon zur Genüge - Lötsäure
(Lötwasser aus dem Baumarkt). Vor jeder (!) Lötung wird der Kolben kräftig gegen
den Fußboden geschüttelt, damit nur eine geringste Menge Zinn an diesem ist...!
Nach dem Verlöten der sechs Speichen am
Außenring habe ich den kleinen Ring mit einem Seitenschneider zerstört und die
Stücke entfernt - Weichlötung hält ja nicht besonders gut. Ich wiederhole mich: auch
für das Löten so kleiner Teile verwende ich einen heizstarken 100-Watt-Lötkolben
- mit gepflegter Kupferspitze und - das wissen Sie schon zur Genüge - Lötsäure
(Lötwasser aus dem Baumarkt). Vor jeder (!) Lötung wird der Kolben kräftig gegen
den Fußboden geschüttelt, damit nur eine geringste Menge Zinn an diesem ist...!
 Noch in der Vorrichtung wird das Zuviel an
Zinn entfernt und mit der rotierenden Drahtbürste "poliert". Sieht schon gut
aus.
Noch in der Vorrichtung wird das Zuviel an
Zinn entfernt und mit der rotierenden Drahtbürste "poliert". Sieht schon gut
aus.
 Mit der (Metall-)Laubsäge habe ich die
Spannzapfen mit noch etwas Aufmaß an den Naben abgesägt.
Mit der (Metall-)Laubsäge habe ich die
Spannzapfen mit noch etwas Aufmaß an den Naben abgesägt.
 Die Räder sind jetzt so stabil, daß ich sie sicher im Dreibackenfutter spannen
konnte (alternativ Klemmringspannung!), um mit einem Eckbohr-Drehstahl die
andere Seite der Naben planzudrehen. Danach wird auch diese Seite poliert und so
können...
Die Räder sind jetzt so stabil, daß ich sie sicher im Dreibackenfutter spannen
konnte (alternativ Klemmringspannung!), um mit einem Eckbohr-Drehstahl die
andere Seite der Naben planzudrehen. Danach wird auch diese Seite poliert und so
können...
 ... die Handräder endlich an die Sockel der Ladekräne montiert werden.
... die Handräder endlich an die Sockel der Ladekräne montiert werden.
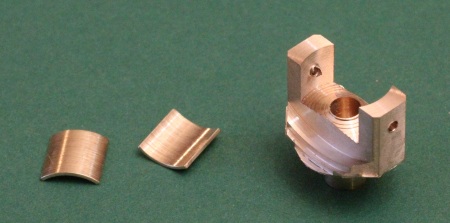
 Oben auf dem Ladekränen sitzen
eigenartige "Hörner" mit Augen, deren Sinn ich nicht erkenne. Ich baue sie halt
so, wie ich sie auf den Fotos erkennen kann. Im stehenden Rundtisch wird ein
kurzes Profil gefräst und eine 4-mm-Bohrung in der Mitte.
Oben auf dem Ladekränen sitzen
eigenartige "Hörner" mit Augen, deren Sinn ich nicht erkenne. Ich baue sie halt
so, wie ich sie auf den Fotos erkennen kann. Im stehenden Rundtisch wird ein
kurzes Profil gefräst und eine 4-mm-Bohrung in der Mitte.
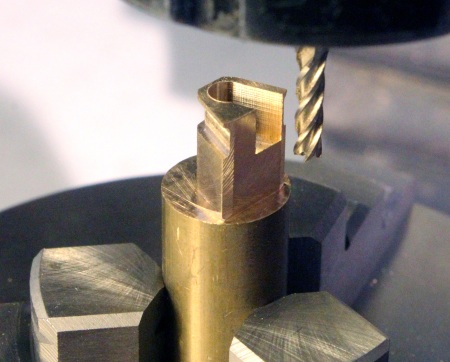
 Danach fräse ich mit einem gerundet
angeschliffenen Zweischneider-Fräser außen eine Nut ein.
Danach fräse ich mit einem gerundet
angeschliffenen Zweischneider-Fräser außen eine Nut ein.
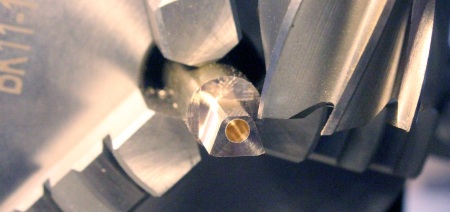
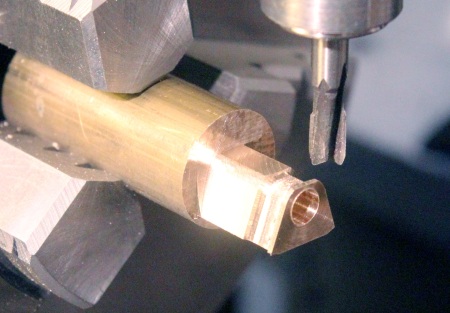
 Liegender Rundtisch, innen fräse ich das
Werkstück mit einem 3,5-mm-Fingerfräser zu einem V-förmigen Teil aus.
Liegender Rundtisch, innen fräse ich das
Werkstück mit einem 3,5-mm-Fingerfräser zu einem V-förmigen Teil aus.
 In der Mitte wird eine 2-mm-Bohrung gebohrt
und danach wird das Teil abgestochen.
In der Mitte wird eine 2-mm-Bohrung gebohrt
und danach wird das Teil abgestochen.
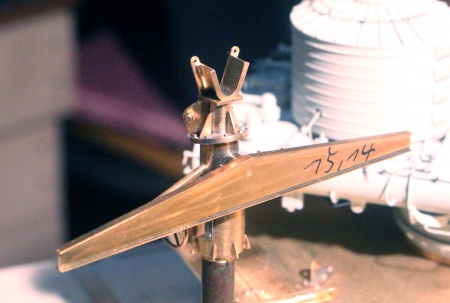 Hier ist das gabelförmige Teil nun am
Kopf des Ladekrans montiert.
Hier ist das gabelförmige Teil nun am
Kopf des Ladekrans montiert.
Weiter geht mein
Bildbericht im Teil 2...

zurück/back |
home
 (alle kleinen Fotos zum Vergrößern anklicken) Dieser steht etwa in der
Mitte vom Zwischenraum zwischen dem hinteren und dem mittleren Deckshaus. Dazu
muß zuerst eine "Brücke" zwischen den beiden Deckshäusern gebaut werden. Sie
liegt auf einem Blechstreifen (a) am hinteren Deckshaus und auf einem Winkel (b)
am mittleren Deckshaus auf.
(alle kleinen Fotos zum Vergrößern anklicken) Dieser steht etwa in der
Mitte vom Zwischenraum zwischen dem hinteren und dem mittleren Deckshaus. Dazu
muß zuerst eine "Brücke" zwischen den beiden Deckshäusern gebaut werden. Sie
liegt auf einem Blechstreifen (a) am hinteren Deckshaus und auf einem Winkel (b)
am mittleren Deckshaus auf.