Ausleger-Bohrmaschine
Hier hatte ich eine Helling-Bohrmaschine
vorgestellt, mit welcher man u.a. genau senkrechte Bohrungen in ein waagerecht
ausgerichtetes Schiffsmodell bohren kann. Hierzu diente mein
Eigenbau-Bohrständer (Foto 1
 (kleine Fotos anklicken), die Bauanleitung ist bei mir
unter Best.-Nr. mz009 erhältlich) für einen kleinen Bohrschleifer von der Firma
mit den zwei XX im Namen als Grundlage. Es kommt bei meinen Modellbau am
1:50-Zerstörer-Modell USS CASSIN YOUNG oft vor, daß ich per
Koordinaten-Bohren(-Fräsen) unzählige, sehr kleine Bohrungen z.B. in Bleche zu
bohren habe (perforierte Plattformen und Decks, Beispiele Foto 2
(kleine Fotos anklicken), die Bauanleitung ist bei mir
unter Best.-Nr. mz009 erhältlich) für einen kleinen Bohrschleifer von der Firma
mit den zwei XX im Namen als Grundlage. Es kommt bei meinen Modellbau am
1:50-Zerstörer-Modell USS CASSIN YOUNG oft vor, daß ich per
Koordinaten-Bohren(-Fräsen) unzählige, sehr kleine Bohrungen z.B. in Bleche zu
bohren habe (perforierte Plattformen und Decks, Beispiele Foto 2
 und 3
und 3
 ).
Aber auch beim Fräsen mit kleinen Fingerfräsern (unter Durchmesser 3 mm) ist die
Benutzung des 1,4-KW-Motors der Fräsmaschine eine reichliche Stromverschwendung.
Ich bin deshalb auf die Idee gekommen, den Eigenbau-Bohrständer für kleine Bohr-
und Fräsarbeiten auch an der Fräsmaschine zu benutzen (Foto 4
).
Aber auch beim Fräsen mit kleinen Fingerfräsern (unter Durchmesser 3 mm) ist die
Benutzung des 1,4-KW-Motors der Fräsmaschine eine reichliche Stromverschwendung.
Ich bin deshalb auf die Idee gekommen, den Eigenbau-Bohrständer für kleine Bohr-
und Fräsarbeiten auch an der Fräsmaschine zu benutzen (Foto 4
 ).
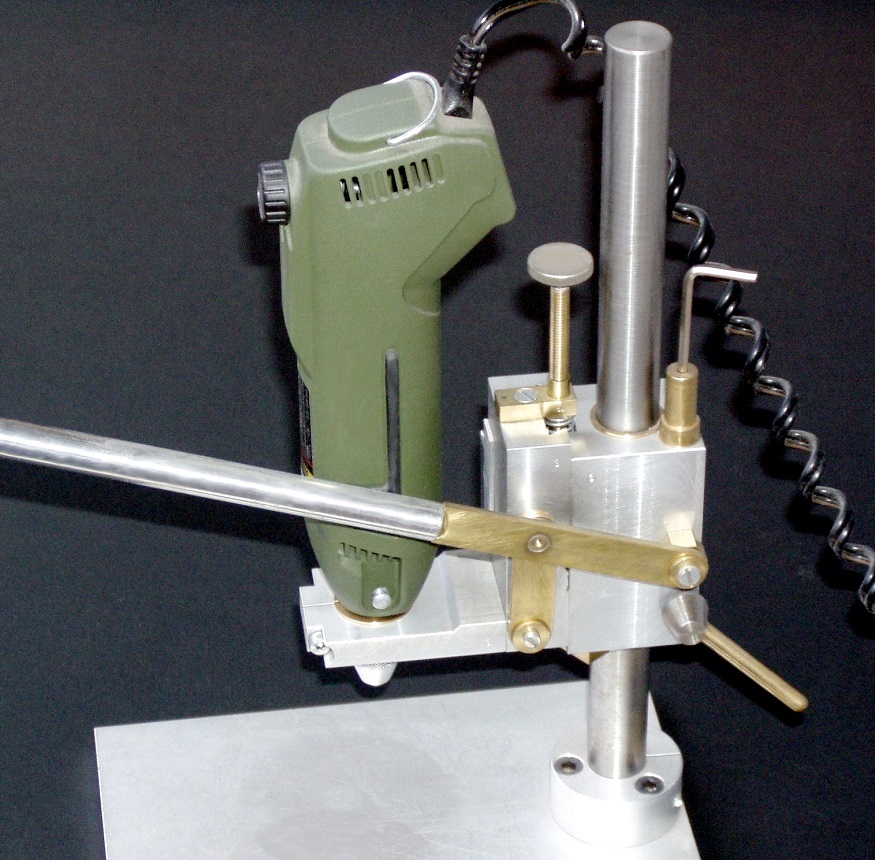
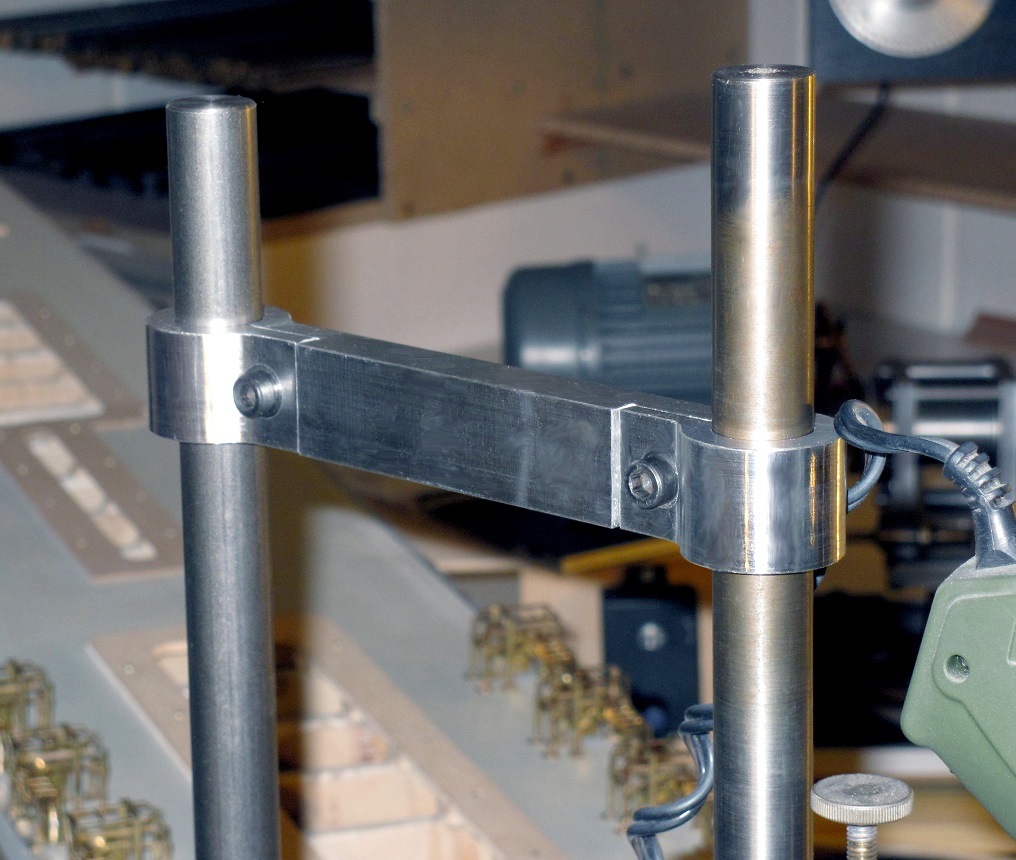
Auch den Auslegerarm (5 in Foto 4) von der Helling-Bohrmaschine konnte ich für
diesen neuen Zweck wieder verwenden. (Beide 20-mm-Bohrungen in diesem Arm müssen
vor dem Schlitzen in einer Einspannung als Schiebesitz gebohrt/ausgespindelt/gerieben
werden (Foto 5
).
Auch den Auslegerarm (5 in Foto 4) von der Helling-Bohrmaschine konnte ich für
diesen neuen Zweck wieder verwenden. (Beide 20-mm-Bohrungen in diesem Arm müssen
vor dem Schlitzen in einer Einspannung als Schiebesitz gebohrt/ausgespindelt/gerieben
werden (Foto 5
 ),
damit deren Bohrungsmitten exakt parallel liegen. Dazu klemmt man den
vorgefrästen Arm am besten auf einer Parallel-Unterlage etwas erhöht auf den
Fräsmaschinentisch, damit die Bohrwerkzeuge frei durchfahren können – ohne in
den Tisch zu bohren.
),
damit deren Bohrungsmitten exakt parallel liegen. Dazu klemmt man den
vorgefrästen Arm am besten auf einer Parallel-Unterlage etwas erhöht auf den
Fräsmaschinentisch, damit die Bohrwerkzeuge frei durchfahren können – ohne in
den Tisch zu bohren.
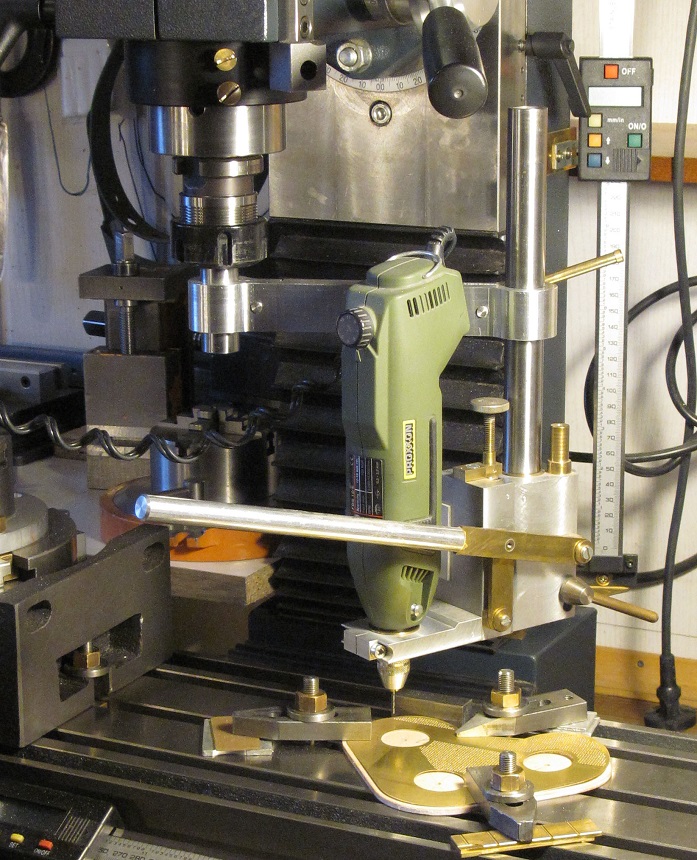
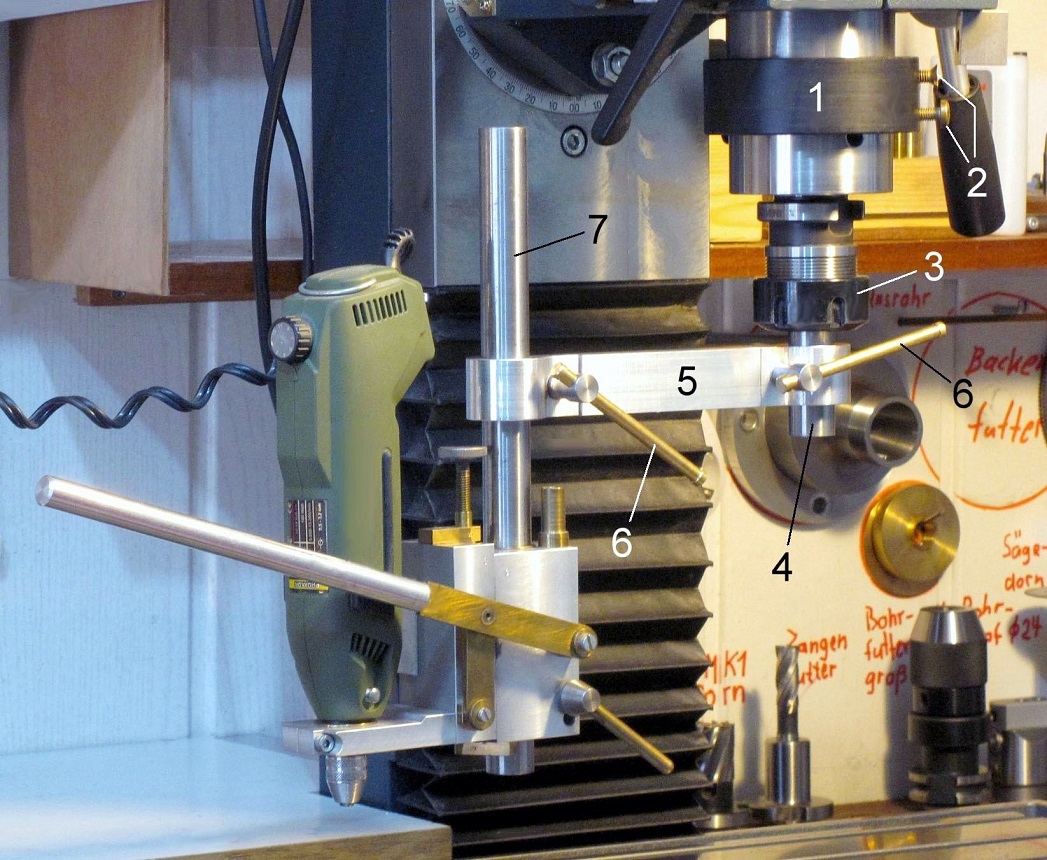
Vor dem Einsatz der
Ausleger-Bohrmaschine muß die Frässpindel sicher gegen jegliche Verdrehung
geklemmt werden und der Netzstecker der Fräsmaschine sollte aus Gründen der
Sicherheit ebenfalls gezogen werden. Die Frässpindel-Klemmung mache ich mit
einem selbst gedrehten Plastering (1 im Foto 4), welcher zwei M6-Klemmschrauben
(2) hat. Die obere drückt auf die Pinole, die untere auf die Frässpindelnase. Im
Zangenfutter (3) wird von der 20-mm-Spannzange ein kurzer 20-mm-Dorn (4)
gehalten. An diesem ist der Auslegerarm (5) geklemmt und am äußeren Ende die
Säule (7) vom Eigenbau-Bohrständer – nach unten ragend. Somit wird die genaue
Senkrechtstellung vom Fräskopf der Fräsmaschine (bei der WABECO F1210 ist diese
mit einem Kegelstift richtig verstiftet!) auf die Achse des Bohrfutters
übertragen.
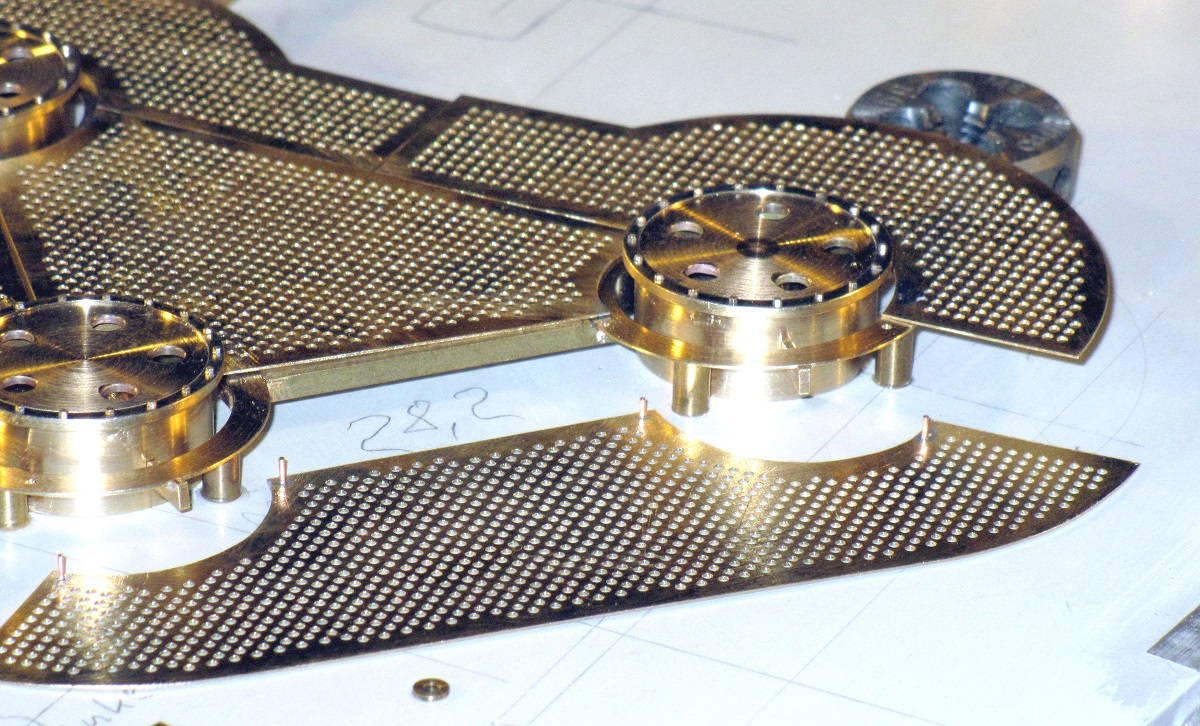
Foto 6
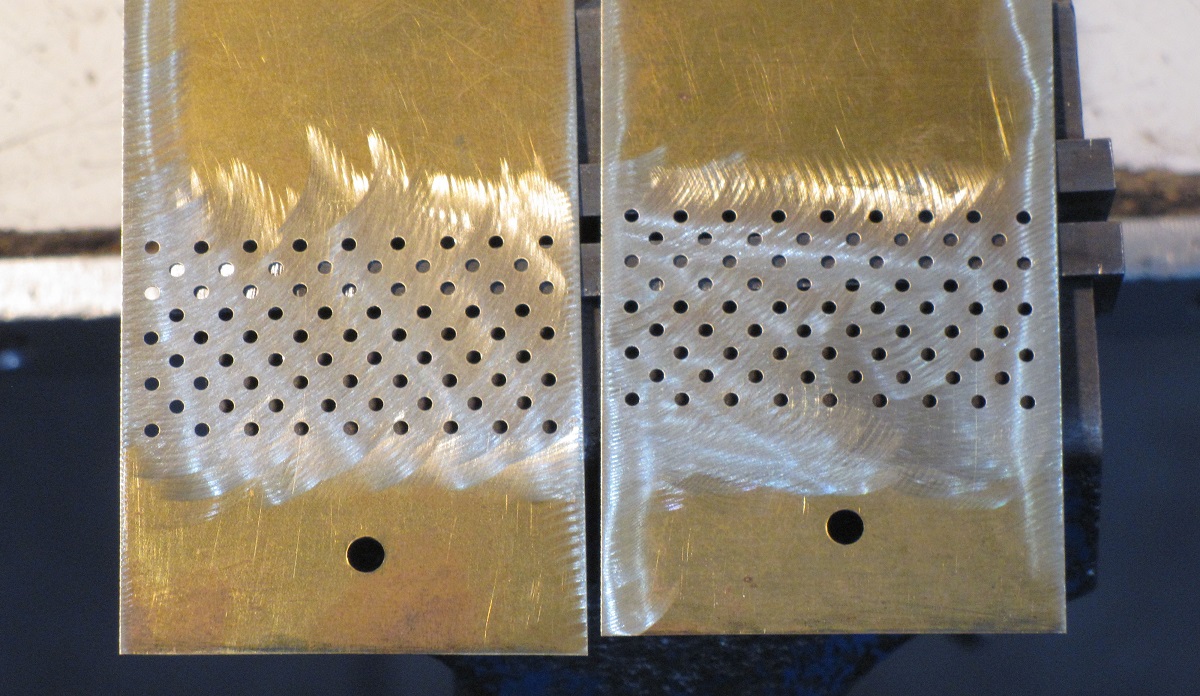
 zeigt eine praktische Nutzanwendung der Ausleger-Bohrmaschine für das Bohren
zahlreicher Löcher in eine Geschützplattform. Damit die Bohrachse nicht zu weit
von der Achse der Frässpindel entfernt ist (das ist besonders bei Fräsmaschinen
mit kleinerem Tisch wichtig), habe ich den Alu-Klotz des Eigenbau-Bohrständers
hier zur Frässpindel-Achse etwas „zurückgedreht“. Es wird hier konsequent nach
Koordinaten gebohrt. Das Ergebnis ist im Foto 7
zeigt eine praktische Nutzanwendung der Ausleger-Bohrmaschine für das Bohren
zahlreicher Löcher in eine Geschützplattform. Damit die Bohrachse nicht zu weit
von der Achse der Frässpindel entfernt ist (das ist besonders bei Fräsmaschinen
mit kleinerem Tisch wichtig), habe ich den Alu-Klotz des Eigenbau-Bohrständers
hier zur Frässpindel-Achse etwas „zurückgedreht“. Es wird hier konsequent nach
Koordinaten gebohrt. Das Ergebnis ist im Foto 7
 zu sehen. Die Arbeit nach Koordinaten, die im Grunde jeder
Fräsmaschinen-Besitzer beherrschen müßte, wenn er die Möglichkeiten seiner
Fräsmaschine voll nutzen will, wird in meinem Buch (1)
auf den Seiten 73 bis 78 ausführlich beschrieben. Wenn man Wendelbohrer
kleineren Durchmessers verwendet, dann sollten es solche mit verstärktem Schaft
sein. Es gibt dünne Bohrer bis 1,1 mm Durchmesser mit Schäften von 1,2 oder auch
1,5 mm Durchmesser. Bei diesen Bohrern muß man nicht unbedingt zentrierbohren
(käufliche Zentrierbohrer gibt es nur bis minimal 0,5 mm Durchmesser) –
vorausgesetzt, man bohrt recht langsam und gefühlvoll an, dann sucht sich auch
ein kleiner Bohrer „seine Mitte“ von selbst. Miniatur-Zentrierbohrer, auch recht
lange, macht man aus Silberstahl ohnehin selbst (mein Buch (2)
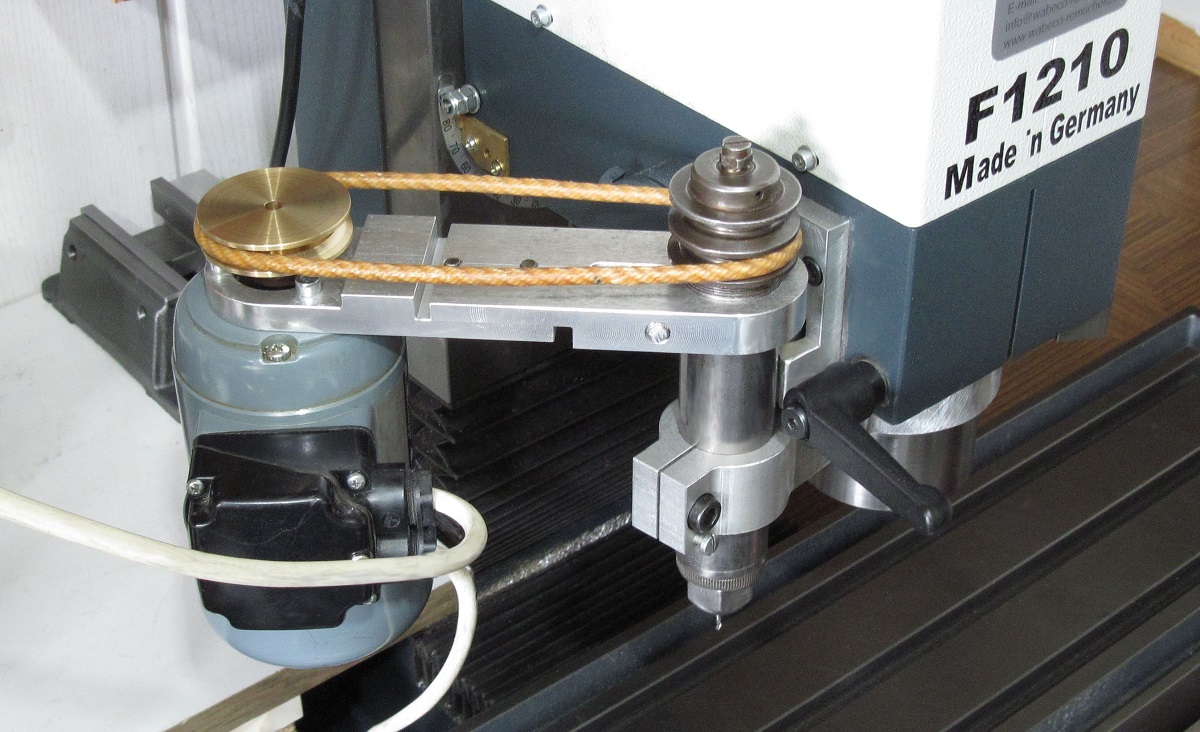
Seite 75/76). Zum Abschluß noch ein Bild von einem „Schnellfräskopf“,
den ich neulich ebenfalls für meine F1210 gebaut habe (Foto 8
zu sehen. Die Arbeit nach Koordinaten, die im Grunde jeder
Fräsmaschinen-Besitzer beherrschen müßte, wenn er die Möglichkeiten seiner
Fräsmaschine voll nutzen will, wird in meinem Buch (1)
auf den Seiten 73 bis 78 ausführlich beschrieben. Wenn man Wendelbohrer
kleineren Durchmessers verwendet, dann sollten es solche mit verstärktem Schaft
sein. Es gibt dünne Bohrer bis 1,1 mm Durchmesser mit Schäften von 1,2 oder auch
1,5 mm Durchmesser. Bei diesen Bohrern muß man nicht unbedingt zentrierbohren
(käufliche Zentrierbohrer gibt es nur bis minimal 0,5 mm Durchmesser) –
vorausgesetzt, man bohrt recht langsam und gefühlvoll an, dann sucht sich auch
ein kleiner Bohrer „seine Mitte“ von selbst. Miniatur-Zentrierbohrer, auch recht
lange, macht man aus Silberstahl ohnehin selbst (mein Buch (2)
Seite 75/76). Zum Abschluß noch ein Bild von einem „Schnellfräskopf“,
den ich neulich ebenfalls für meine F1210 gebaut habe (Foto 8
 ).
Hier trägt ein nach links ausragender (Alu-)Tragarm die Spindel einer
professionellen Gravier-Fräsmaschine, bei welcher man davon ausgehen kann, daß
deren Lagerung auch für stundenlanges, hochtouriges Bohren und Fräsen ausgelegt
ist. Und in der Tat habe ich mit dieser Frässpindel schon tagelang gebohrt, ohne
daß sie sich auch nur fühlbar erwärmt hätte. Dagegen sind die Geräusche des
„Spielzeugs“ nach Foto 4 schon beängstigend…! Oben ist an die Gravierspindel ein
längenverstellbarer Arm (Einstellung der Riemenspannung) für das nur 125 Watt
„ziehende“ Motörchen geklemmt.
).
Hier trägt ein nach links ausragender (Alu-)Tragarm die Spindel einer
professionellen Gravier-Fräsmaschine, bei welcher man davon ausgehen kann, daß
deren Lagerung auch für stundenlanges, hochtouriges Bohren und Fräsen ausgelegt
ist. Und in der Tat habe ich mit dieser Frässpindel schon tagelang gebohrt, ohne
daß sie sich auch nur fühlbar erwärmt hätte. Dagegen sind die Geräusche des
„Spielzeugs“ nach Foto 4 schon beängstigend…! Oben ist an die Gravierspindel ein
längenverstellbarer Arm (Einstellung der Riemenspannung) für das nur 125 Watt
„ziehende“ Motörchen geklemmt.
Jürgen Eichardt
Weiterführende Literatur:
(1)
Jürgen Eichardt, „Fräsen
für Modellbauer“ Band 2, Verlag für Technik und Handwerk GmbH, 2002,
ISBN 3-88180-718-7, € 19,-
(2)
Jürgen Eichardt, „Fräsen
für Modellbauer“ Band 1, Verlag für Technik und Handwerk GmbH, 2002,
ISBN 3-88180-717-9, € 19,-
Bildtexte:
(alle Fotos: Jürgen Eichardt)
Foto 01: Für den Spannhals braucht
es eine geschlitzt Klemmbuchse. Die Schwalbenschwanz-Führung muß immer gut
gefettet sein.
Foto 02: Perforiertes Blech bei
einem Deck, Lochdurchmesser 0,45 mm.
Foto 03: Die beiden 0,2-mm-Bleche
wurden „im Paket“ gebohrt. Dabei werden oben und unten zwei Pertinax-Platten mit
gebohrt.
Foto 04: Die Vorrichtung mit
extremer Ausladung nach links (nur zur Verdeutlichung des Aufbaus).
Foto 05: Der Auslegerarm sollte
nicht zu flach sein.
Foto 06: Der Tisch der WABECO
F1210 ist so schön lang, daß ich z.B. links den Rundtisch und rechts einen
Maschinenschraubstock aufgebaut lassen kann.
Foto 07: Der Grat an den winzigen
Bohrungen muß sorgfältig entfernt werden – damit es nach dem Spritzen gut
aussieht.
Foto 08: Der Motor, und damit auch
der Bohrer, dreht nur etwa 1300 U/min, viel zu wenig. Demnächst bekommt der
Schnell-Fräskopf einen schnelleren Motor.

zurück/back |
home
 (kleine Fotos anklicken), die Bauanleitung ist bei mir
unter Best.-Nr. mz009 erhältlich) für einen kleinen Bohrschleifer von der Firma
mit den zwei XX im Namen als Grundlage. Es kommt bei meinen Modellbau am
1:50-Zerstörer-Modell USS CASSIN YOUNG oft vor, daß ich per
Koordinaten-Bohren(-Fräsen) unzählige, sehr kleine Bohrungen z.B. in Bleche zu
bohren habe (perforierte Plattformen und Decks, Beispiele Foto 2
(kleine Fotos anklicken), die Bauanleitung ist bei mir
unter Best.-Nr. mz009 erhältlich) für einen kleinen Bohrschleifer von der Firma
mit den zwei XX im Namen als Grundlage. Es kommt bei meinen Modellbau am
1:50-Zerstörer-Modell USS CASSIN YOUNG oft vor, daß ich per
Koordinaten-Bohren(-Fräsen) unzählige, sehr kleine Bohrungen z.B. in Bleche zu
bohren habe (perforierte Plattformen und Decks, Beispiele Foto 2
 ).
Aber auch beim Fräsen mit kleinen Fingerfräsern (unter Durchmesser 3 mm) ist die
Benutzung des 1,4-KW-Motors der Fräsmaschine eine reichliche Stromverschwendung.
Ich bin deshalb auf die Idee gekommen, den Eigenbau-Bohrständer für kleine Bohr-
und Fräsarbeiten auch an der Fräsmaschine zu benutzen (Foto 4
).
Aber auch beim Fräsen mit kleinen Fingerfräsern (unter Durchmesser 3 mm) ist die
Benutzung des 1,4-KW-Motors der Fräsmaschine eine reichliche Stromverschwendung.
Ich bin deshalb auf die Idee gekommen, den Eigenbau-Bohrständer für kleine Bohr-
und Fräsarbeiten auch an der Fräsmaschine zu benutzen (Foto 4
 ).
Auch den Auslegerarm (5 in Foto 4) von der Helling-Bohrmaschine konnte ich für
diesen neuen Zweck wieder verwenden. (Beide 20-mm-Bohrungen in diesem Arm müssen
vor dem Schlitzen in einer Einspannung als Schiebesitz gebohrt/ausgespindelt/gerieben
werden (Foto 5
).
Auch den Auslegerarm (5 in Foto 4) von der Helling-Bohrmaschine konnte ich für
diesen neuen Zweck wieder verwenden. (Beide 20-mm-Bohrungen in diesem Arm müssen
vor dem Schlitzen in einer Einspannung als Schiebesitz gebohrt/ausgespindelt/gerieben
werden (Foto 5
 ),
damit deren Bohrungsmitten exakt parallel liegen. Dazu klemmt man den
vorgefrästen Arm am besten auf einer Parallel-Unterlage etwas erhöht auf den
Fräsmaschinentisch, damit die Bohrwerkzeuge frei durchfahren können – ohne in
den Tisch zu bohren.
),
damit deren Bohrungsmitten exakt parallel liegen. Dazu klemmt man den
vorgefrästen Arm am besten auf einer Parallel-Unterlage etwas erhöht auf den
Fräsmaschinentisch, damit die Bohrwerkzeuge frei durchfahren können – ohne in
den Tisch zu bohren.