Regale für
40-mm-Munition (Teil I)
ammunition
storage racks (Part I)
Bei allen fünf Waffenwannen
für die 40-mm-Zwillinge sind an den Innenwänden der Schanzkleider übereinander
mehrere "Regale" aus Blech mit Langlöchern angeschweißt. In diesen Regalen
werden die Patronenbündel aus je vier 40-mm-Patronen
 (Foto anklicken) für das Gefecht vorgehalten. Zwei
Ladeschützen, die außerhalb der Waffe auf dem Deck stehen, reichen diese
Patronenbündel hinauf zu den beiden Ladeschützen in der Waffe, welche diese in die Ladestutzen auf den Waffengehäusen stecken. Diese recht
aufwendigen Regale will ich als nächstes herstellen und anbringen. Hier ist eine
gute Zeichnungsvorbereitung besonders wichtig, denn alle Maße müssen auf 0,1 mm
genau eingehalten werden, damit es gut aussieht. Nur nach einem Modellplan kann
man solche Teile nicht herstellen. Hier ist eigene Zeichenarbeit unumgänglich! Die ersten drei Fotos zeigen
daher meine maßstäblichen Skizzen.
(Foto anklicken) für das Gefecht vorgehalten. Zwei
Ladeschützen, die außerhalb der Waffe auf dem Deck stehen, reichen diese
Patronenbündel hinauf zu den beiden Ladeschützen in der Waffe, welche diese in die Ladestutzen auf den Waffengehäusen stecken. Diese recht
aufwendigen Regale will ich als nächstes herstellen und anbringen. Hier ist eine
gute Zeichnungsvorbereitung besonders wichtig, denn alle Maße müssen auf 0,1 mm
genau eingehalten werden, damit es gut aussieht. Nur nach einem Modellplan kann
man solche Teile nicht herstellen. Hier ist eigene Zeichenarbeit unumgänglich! Die ersten drei Fotos zeigen
daher meine maßstäblichen Skizzen.
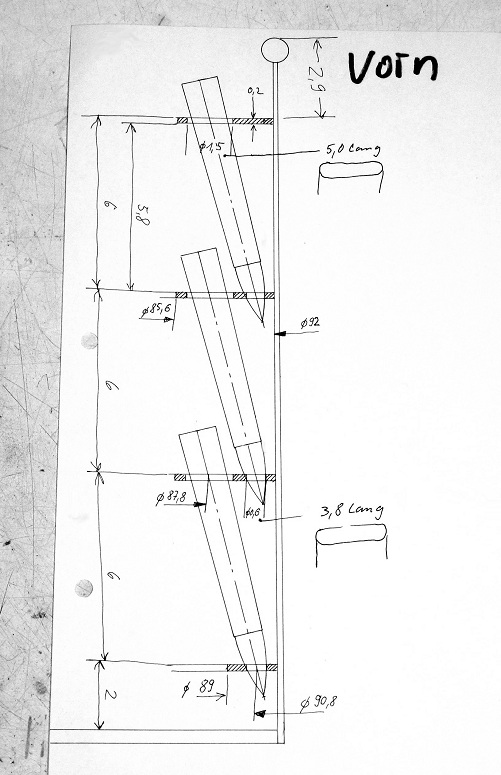
 (Foto anklicken) Zchng. zeigt den Querschnitt durch das
Schanzkleid der Waffenwanne, drei Reihen Muni-Bündel schräg eingesteckt
übereinander.
(Foto anklicken) Zchng. zeigt den Querschnitt durch das
Schanzkleid der Waffenwanne, drei Reihen Muni-Bündel schräg eingesteckt
übereinander.
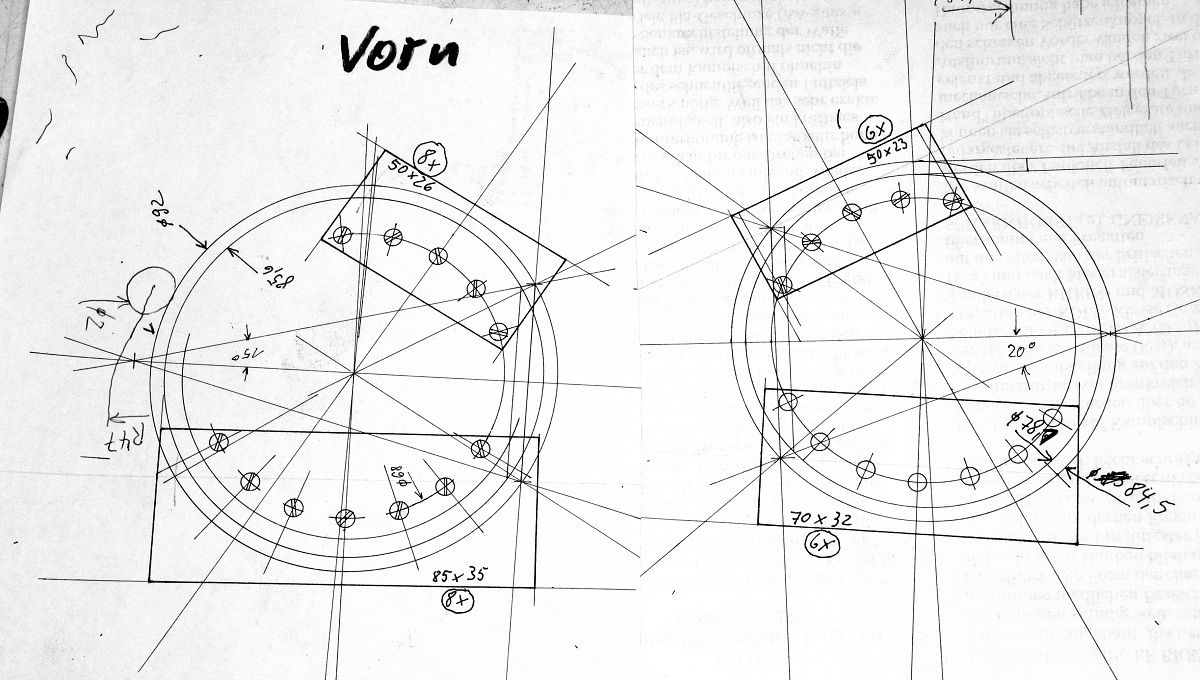
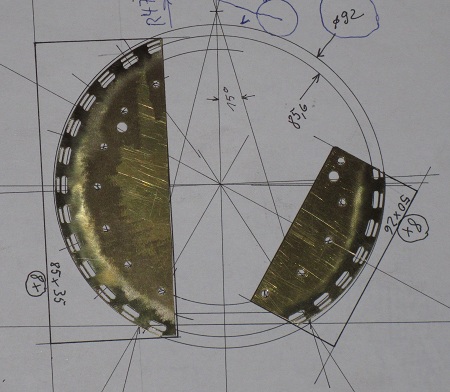
 (Foto anklicken) Zchng. vom Grundriß der Waffenwannen,
einmal Durchmesser 92 mm und rechts Durchmesser 84,5 (die lichten Weiten innen).
(Foto anklicken) Zchng. vom Grundriß der Waffenwannen,
einmal Durchmesser 92 mm und rechts Durchmesser 84,5 (die lichten Weiten innen).
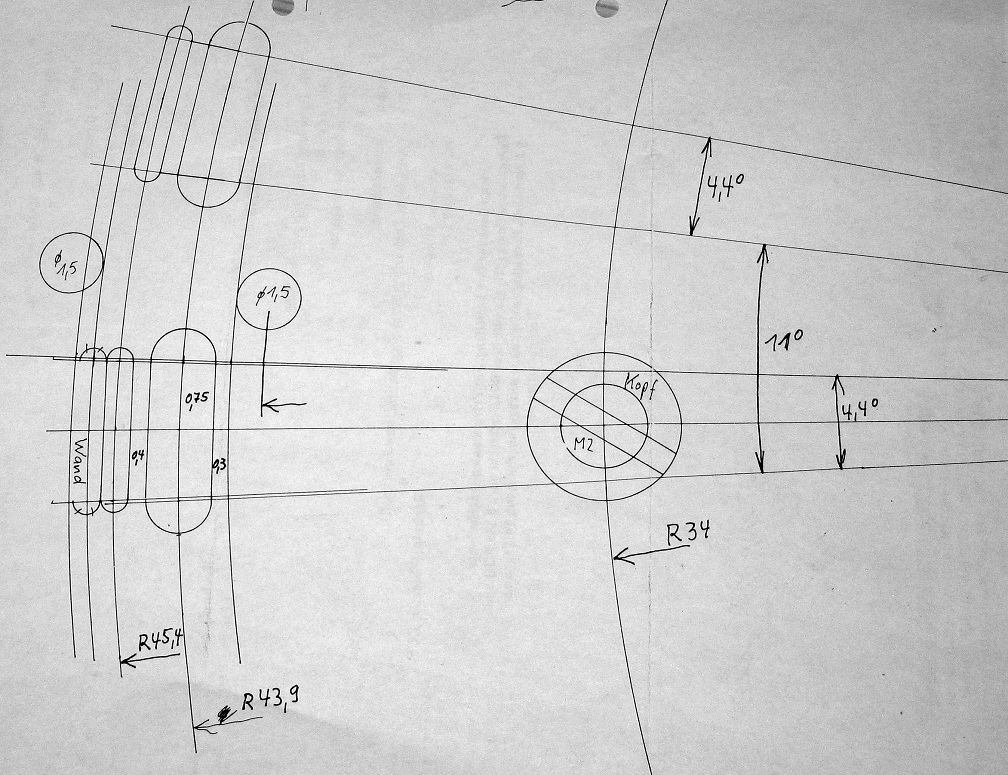
 (Foto anklicken) 10:1-Zchng. der "Regal-Ringe". Es müssen
in 11°-Abständen 4,5° lange Langlöcher mit Durchmessern (Breiten) 0,6 und 1,5 mm
eingefräst werden.
(Foto anklicken) 10:1-Zchng. der "Regal-Ringe". Es müssen
in 11°-Abständen 4,5° lange Langlöcher mit Durchmessern (Breiten) 0,6 und 1,5 mm
eingefräst werden.
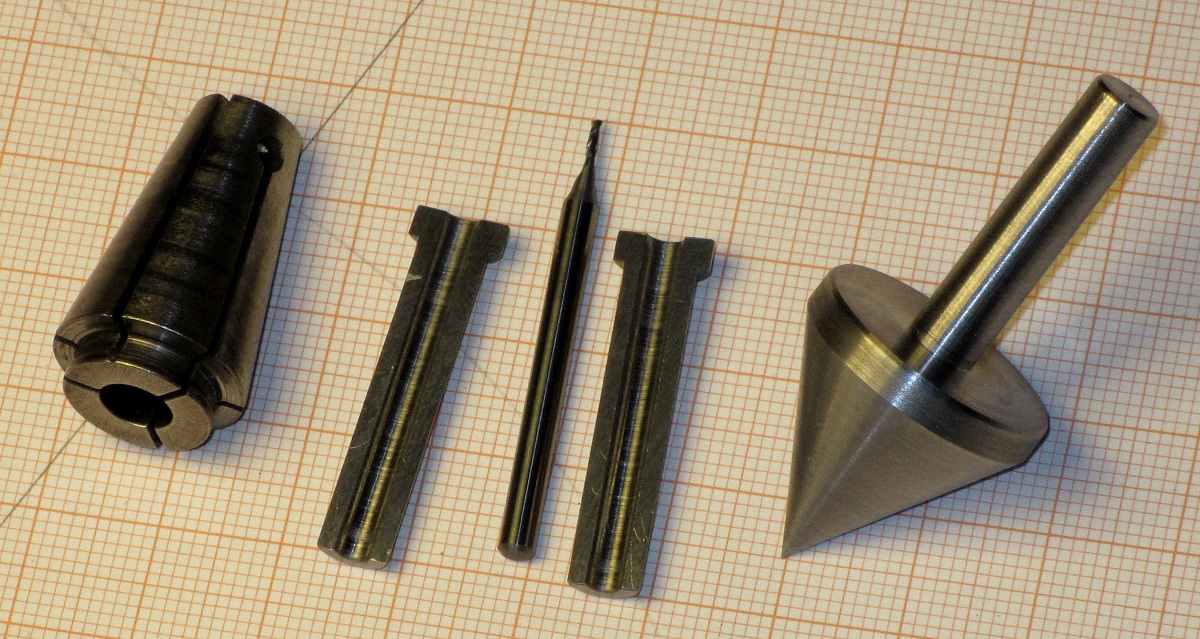
 (Foto anklicken) Für die 0,6-mm-Langlöcher habe ich zwei
0,6-mm-Vollhartmetall-Fingerfräser (VHM) gekauft (Mitte). Damit ich diesen Fräser mit
seinem 3-mm-Spannschaft in der 6-mm-Spannzange (links) meiner
Schnellfräseinrichtung überhaupt spannen kann, mußte ich eine geteilte
Klemmbuchse (Mitte neben dem Fräser) herstellen (in einer Einspannung drehen,
bohren, 3H7-reiben, abstechen, mit einer Laubsäge teilen). Für die Zentrierung
des Rundtischs habe ich eine 60°-Zentrierspitze mit 6-mm-Schaft (rechts)
gedreht.
(Foto anklicken) Für die 0,6-mm-Langlöcher habe ich zwei
0,6-mm-Vollhartmetall-Fingerfräser (VHM) gekauft (Mitte). Damit ich diesen Fräser mit
seinem 3-mm-Spannschaft in der 6-mm-Spannzange (links) meiner
Schnellfräseinrichtung überhaupt spannen kann, mußte ich eine geteilte
Klemmbuchse (Mitte neben dem Fräser) herstellen (in einer Einspannung drehen,
bohren, 3H7-reiben, abstechen, mit einer Laubsäge teilen). Für die Zentrierung
des Rundtischs habe ich eine 60°-Zentrierspitze mit 6-mm-Schaft (rechts)
gedreht.
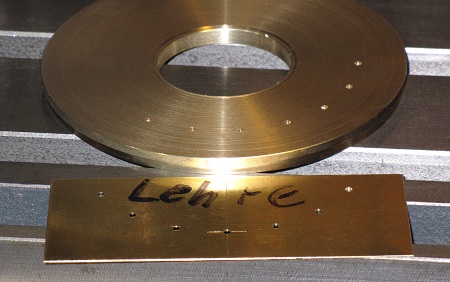
 0,4-mm-Ms-Bleche wurden für fünf
verschiedene große Ringsegmente ausgesägt. Rechts unten liegt ein weiteres
0,4-mm-Blech 85 x 35 mm, aus dem eine Bohrlehre entsteht.
0,4-mm-Ms-Bleche wurden für fünf
verschiedene große Ringsegmente ausgesägt. Rechts unten liegt ein weiteres
0,4-mm-Blech 85 x 35 mm, aus dem eine Bohrlehre entsteht.
 Ein Anriß in der Mitte aller Bleche erhält
eine 1,8-mm-Bohrung, aufreiben auf Durchmesser 2H7, entgraten.
Ein Anriß in der Mitte aller Bleche erhält
eine 1,8-mm-Bohrung, aufreiben auf Durchmesser 2H7, entgraten.
 (Foto anklicken) In der Spannzange der
Schnellfräseinrichtung die Zentrierspitze. In einer Anfahrrichtung, die man sich
genau merken muß (!), wird der X-Support genullt. Diese Nullung bleibt für
die restlichen Arbeiten bestehen, denn von hier aus wollen wir alle Radien
anfahren. Der Rundtisch wird aufgestellt, die beiden Spannschrauben noch nicht
angezogen. Die Zentrierspitze wird langsam in die Mittenbohrung des Rundtischs
gesenkt, dabei verschiebt sich dieser exakt in die Achse der Frässpindel. Jetzt
können die beiden Spannschrauben angezogen werden. Im Foto ist die Spitze
bereits wieder nach oben herausgezogen.
(Foto anklicken) In der Spannzange der
Schnellfräseinrichtung die Zentrierspitze. In einer Anfahrrichtung, die man sich
genau merken muß (!), wird der X-Support genullt. Diese Nullung bleibt für
die restlichen Arbeiten bestehen, denn von hier aus wollen wir alle Radien
anfahren. Der Rundtisch wird aufgestellt, die beiden Spannschrauben noch nicht
angezogen. Die Zentrierspitze wird langsam in die Mittenbohrung des Rundtischs
gesenkt, dabei verschiebt sich dieser exakt in die Achse der Frässpindel. Jetzt
können die beiden Spannschrauben angezogen werden. Im Foto ist die Spitze
bereits wieder nach oben herausgezogen.
 In der Mitte des Rundtischs steckt eine
Zentrierscheibe (guter Rundlauf beim Drehen!), darauf exakt passend ein 5 mm
dicker Unterlagering aus Messing. Dieser muß rundum exakt die gleiche Dicke
haben. Er wird von einem Spanneisen (links im Bild) gehalten. Das Spanneisen muß
leicht schräg stehen, damit es mit seiner Spitze "in der Fläche" drückt. Das
Blech für die Bohrlehre wird von einem weiteren Spanneisen (schwarz) gehalten,
sein Mittenanriß zur Rundtischmitte ausgerichtet.
In der Mitte des Rundtischs steckt eine
Zentrierscheibe (guter Rundlauf beim Drehen!), darauf exakt passend ein 5 mm
dicker Unterlagering aus Messing. Dieser muß rundum exakt die gleiche Dicke
haben. Er wird von einem Spanneisen (links im Bild) gehalten. Das Spanneisen muß
leicht schräg stehen, damit es mit seiner Spitze "in der Fläche" drückt. Das
Blech für die Bohrlehre wird von einem weiteren Spanneisen (schwarz) gehalten,
sein Mittenanriß zur Rundtischmitte ausgerichtet.
 So können auf dem Radius 34 in Abständen
von je 20° leichte Zentrierbohrungen gebohrt werden,...
So können auf dem Radius 34 in Abständen
von je 20° leichte Zentrierbohrungen gebohrt werden,...
 ...die nur etwa 3 mm tief (nicht in den
Rundtisch bohren!) auf 1,6 mm aufgebohrt werden.
...die nur etwa 3 mm tief (nicht in den
Rundtisch bohren!) auf 1,6 mm aufgebohrt werden.
 Das sieht nach dem Abbau so aus.
Das sieht nach dem Abbau so aus.
 Die 1,6-mm-Bohrungen werden beim
Unterlagering ganz durchgebohrt. Bei der Lehre wird das mittlere Loch auf 1,8 mm
aufgebohrt (unbedingt "neutral" geschliffener Bohrer bei Messing!) und 2H7
gerieben. Die anderen sechs Löcher werden auf 2,8 mm aufgebohrt und 3H7
gerieben, alle Bohrungen leicht entgratet.
Die 1,6-mm-Bohrungen werden beim
Unterlagering ganz durchgebohrt. Bei der Lehre wird das mittlere Loch auf 1,8 mm
aufgebohrt (unbedingt "neutral" geschliffener Bohrer bei Messing!) und 2H7
gerieben. Die anderen sechs Löcher werden auf 2,8 mm aufgebohrt und 3H7
gerieben, alle Bohrungen leicht entgratet.
 Der Unterlagering erhält Gewindesenkungen
und M2-Gewinde werden geschnitten.
Der Unterlagering erhält Gewindesenkungen
und M2-Gewinde werden geschnitten.
 Aus 4-mm-Silberstahl werden sechs
Bohrbuchsen gedreht. Der Durchmesser vom 1 mm langen Absatz etwa 3,01 bis 3,02,
die Bohrung 1,8 oben gerundet. Absatz und Bohrung müssen zusammen rundlaufen.
Deshalb in einer Einspannung herstellen. Sie werden gehärtet, nicht angelassen.
Aus 4-mm-Silberstahl werden sechs
Bohrbuchsen gedreht. Der Durchmesser vom 1 mm langen Absatz etwa 3,01 bis 3,02,
die Bohrung 1,8 oben gerundet. Absatz und Bohrung müssen zusammen rundlaufen.
Deshalb in einer Einspannung herstellen. Sie werden gehärtet, nicht angelassen.
 Für die Bohrung in der Mitte der Bohrlehre
wird aus 4-mm-Rundmessing ein Einhängestift mit einem 2 mm langen 2,00-mm-Zapfen
gedreht.
Für die Bohrung in der Mitte der Bohrlehre
wird aus 4-mm-Rundmessing ein Einhängestift mit einem 2 mm langen 2,00-mm-Zapfen
gedreht.
 Im Schraubstock ist ein kleiner Amboß mit
einer 3,5-mm-Bohrung gespannt.
Im Schraubstock ist ein kleiner Amboß mit
einer 3,5-mm-Bohrung gespannt.
 Darauf wird die Lehre gelegt und die
Bohrbuchsen eingeschlagen.
Darauf wird die Lehre gelegt und die
Bohrbuchsen eingeschlagen.
 (Foto anklicken) Der Einhängestift ist eingelötet
(Zinnzugabe von oben). Zusätzlich erhält das Blech an einer beliebigen Stelle
zwischen zwei Bohrbuchsen eine weitere 3H7-Bohrung. Diese wird mit einem
Zentrierkörner auf alle Bleche übertragen...
(Foto anklicken) Der Einhängestift ist eingelötet
(Zinnzugabe von oben). Zusätzlich erhält das Blech an einer beliebigen Stelle
zwischen zwei Bohrbuchsen eine weitere 3H7-Bohrung. Diese wird mit einem
Zentrierkörner auf alle Bleche übertragen...
 (Foto anklicken) ...und dort wird ebenfalls 3 mm gebohrt.
(Foto anklicken) ...und dort wird ebenfalls 3 mm gebohrt.
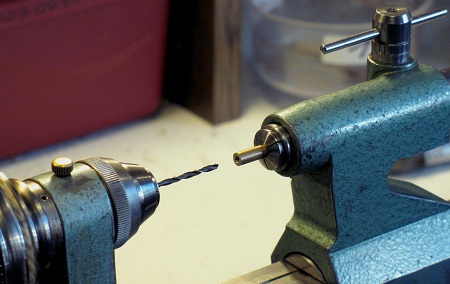 Für das Bohren der 1,8-mm-Löcher in alle
Bleche erhält der Reitstock der Drehmaschine einen plangedrehten
4-mm-Ms-Gegenhalter mit einer 2,5-mm-Bohrung, in der Arbeitsspindel ist der
1,8-mm-Wendelbohrer gespannt.
Für das Bohren der 1,8-mm-Löcher in alle
Bleche erhält der Reitstock der Drehmaschine einen plangedrehten
4-mm-Ms-Gegenhalter mit einer 2,5-mm-Bohrung, in der Arbeitsspindel ist der
1,8-mm-Wendelbohrer gespannt.
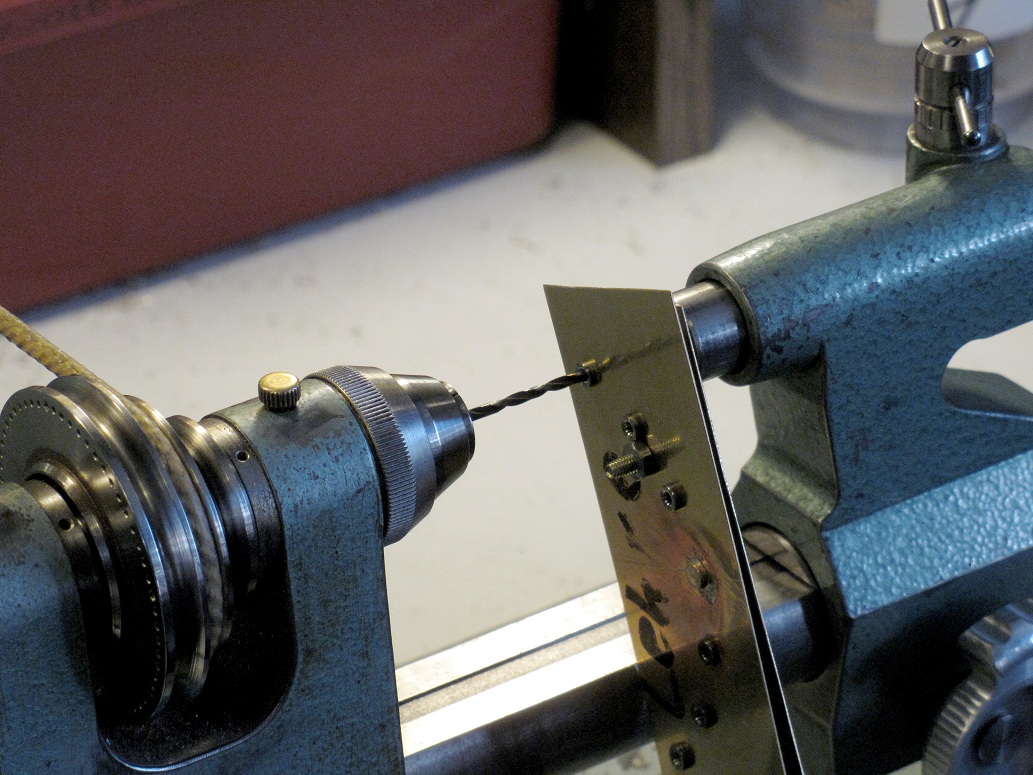
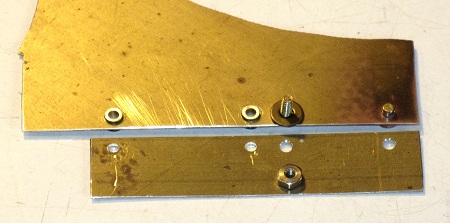
 (Foto anklicken) Jetzt wird jedes Blech mit einer
M3-Schraube mit der Bohrlehre zusammengeschraubt (Einhängestift in das jeweils
mittlere Loch der Bleche). Weil die Bohrbuchsen unter dem Blech der Bohrlehre
leicht herausstehen, muß eine Unterlegscheibe zwischengelegt werden. Im Bild
erkennt man deshalb den Abstand zwischen den beiden Blechen. So können alle
1,8-mm-Bohrungen durch die Bleche gebohrt werden ("neutraler" Bohrer zusätzlich
mit Zentrumsschliff, weil nicht vorgebohrt wird).
(Foto anklicken) Jetzt wird jedes Blech mit einer
M3-Schraube mit der Bohrlehre zusammengeschraubt (Einhängestift in das jeweils
mittlere Loch der Bleche). Weil die Bohrbuchsen unter dem Blech der Bohrlehre
leicht herausstehen, muß eine Unterlegscheibe zwischengelegt werden. Im Bild
erkennt man deshalb den Abstand zwischen den beiden Blechen. So können alle
1,8-mm-Bohrungen durch die Bleche gebohrt werden ("neutraler" Bohrer zusätzlich
mit Zentrumsschliff, weil nicht vorgebohrt wird).
 (Foto anklicken) Alle Bleche sind gebohrt.
(Foto anklicken) Alle Bleche sind gebohrt.
 An der Unterseite der Bleche wird der Grat
weggeschliffen.
An der Unterseite der Bleche wird der Grat
weggeschliffen.
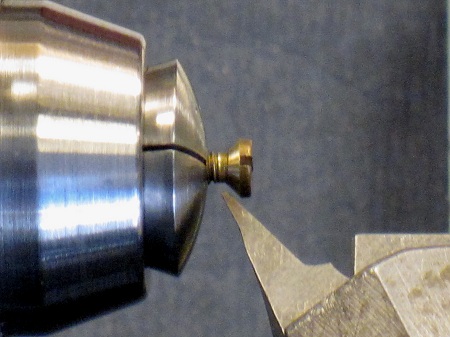 Wir brauchen nun sieben M2-Schrauben mit
Senkkopf (!). Weil ich sicher sein will, daß diese schräge Fläche exakt
rundläuft, habe ich sie an Zylinderkopfschrauben in der 2-mm-Spannzange selbst
angedreht.
Wir brauchen nun sieben M2-Schrauben mit
Senkkopf (!). Weil ich sicher sein will, daß diese schräge Fläche exakt
rundläuft, habe ich sie an Zylinderkopfschrauben in der 2-mm-Spannzange selbst
angedreht.
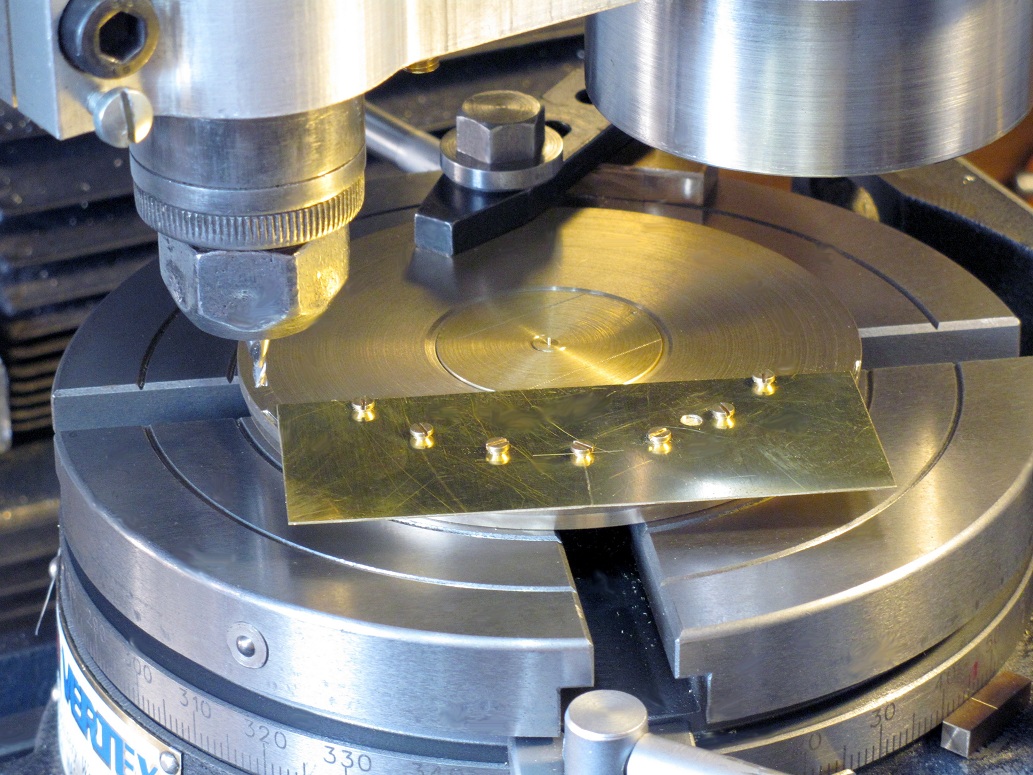
 (Foto anklicken) Der Unterlagering wird wieder auf dem
Rundtisch gespannt (schwarzes Spanneisen). Auf der gegenüberliegenden Seite wird
das erste Blech mit den M2-Senkkopfschrauben angeschraubt. Damit die
"zentrierende" Wirkung dieser Schraubenköpfe zur Geltung kommt, ziehe ich die
Schrauben zuerst mit den Fingern nur "handfest" an. Erst dann benutze ich im
Wechsel an allen Köpfen einen Schraubenzieher.
(Foto anklicken) Der Unterlagering wird wieder auf dem
Rundtisch gespannt (schwarzes Spanneisen). Auf der gegenüberliegenden Seite wird
das erste Blech mit den M2-Senkkopfschrauben angeschraubt. Damit die
"zentrierende" Wirkung dieser Schraubenköpfe zur Geltung kommt, ziehe ich die
Schrauben zuerst mit den Fingern nur "handfest" an. Erst dann benutze ich im
Wechsel an allen Köpfen einen Schraubenzieher.
 Der 2-mm-Dreischneider-Fingerfräser
(Sparfräser von Pfeiffer-Werkzeuge!) wird auf den Radius 47 gestellt (oben die
2. Zchng., links, Durchmesser 92 : 2 + 1) und durch Drehung des Rundtischs in
Gegen-Uhrzeiger-Richtung (!) wird das 0,4 mm dicke Blech beim ersten
Spandurchgang nur 0,2 mm tief eingefräst.
Der 2-mm-Dreischneider-Fingerfräser
(Sparfräser von Pfeiffer-Werkzeuge!) wird auf den Radius 47 gestellt (oben die
2. Zchng., links, Durchmesser 92 : 2 + 1) und durch Drehung des Rundtischs in
Gegen-Uhrzeiger-Richtung (!) wird das 0,4 mm dicke Blech beim ersten
Spandurchgang nur 0,2 mm tief eingefräst.
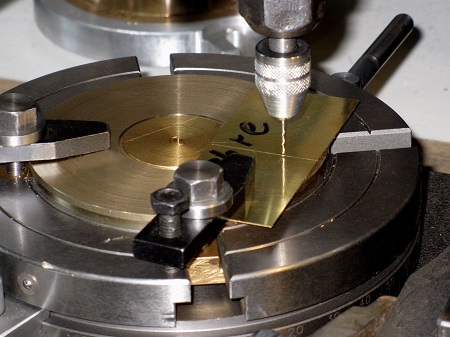
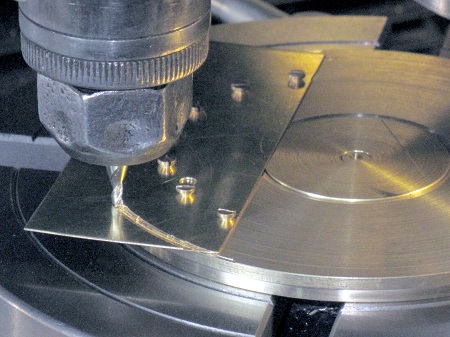
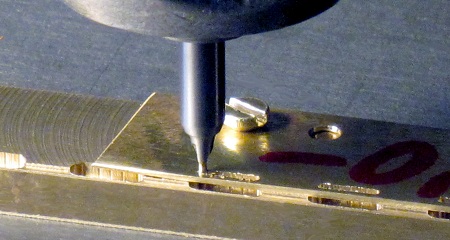
 (Foto anklicken) Erst beim zweiten Spandurchgang wird das
Blech ganz und etwa noch 0,1 mm tief in den Unterlagering gefräst. Das
Abfallstück liegt links.
(Foto anklicken) Erst beim zweiten Spandurchgang wird das
Blech ganz und etwa noch 0,1 mm tief in den Unterlagering gefräst. Das
Abfallstück liegt links.
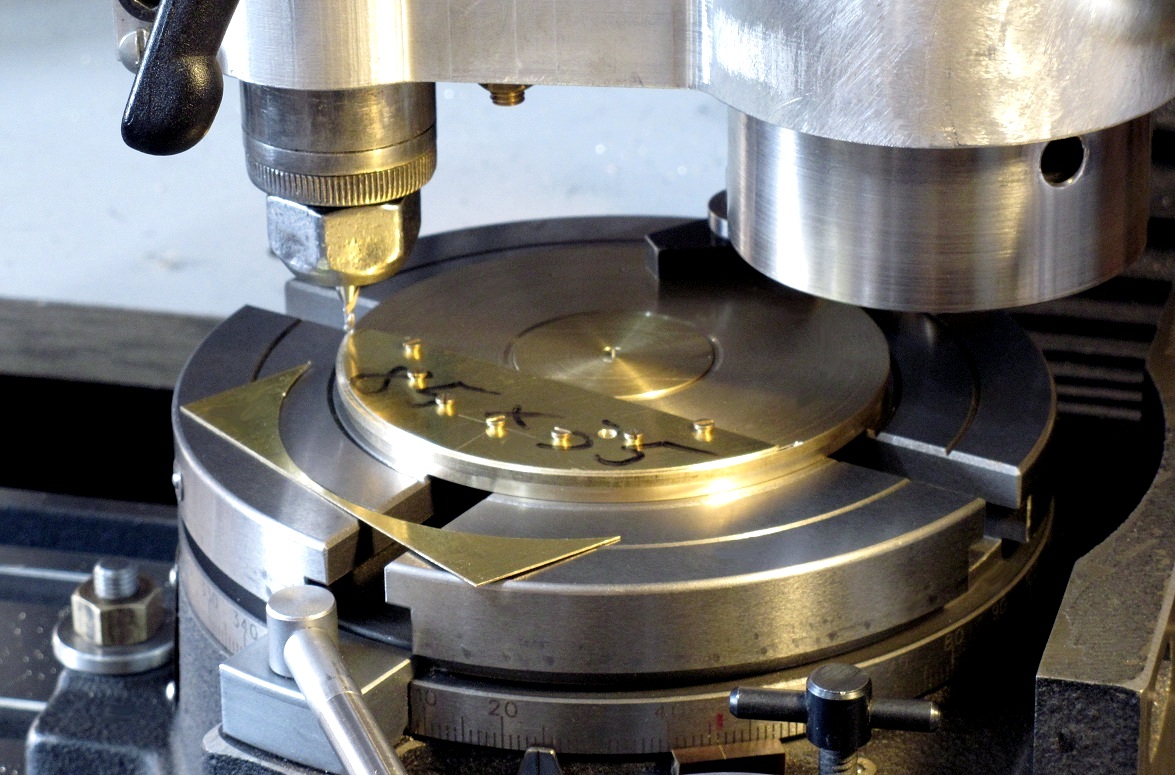
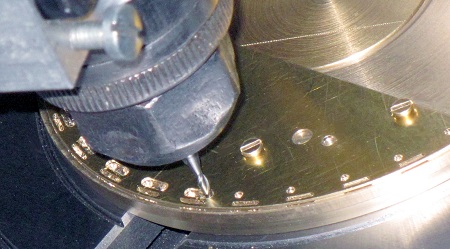
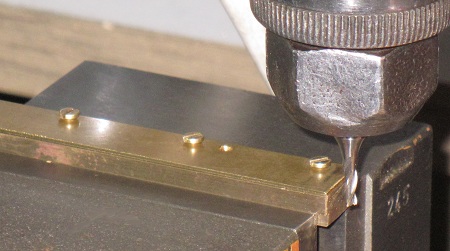
 (Foto
anklicken) Mit einem 0,6-mm-Bohrer habe ich als nächstes die Enden der
einzufräsenden Langlöcher auf dem Radius 45,4 vorgebohrt, etwa 0,8 mm tief bis
in den Unterlagering hinein. Die Abstände von Bohrung zu Bohrung jeweils 4,5°
und 6,5° (zusammen von Langloch zu Langloch 11°). Bei diesen beiden "Teilungen"
ist die 16er-Teilscheibe auf dem 1:90-Rundtisch hilfreich, weil eine Verdrehung
der Kurbel um zwei Teilungsschritte auf der Teilscheibe eine Drehung des
Rundtischs von genau 0,5° ausmacht. Bei allen folgenden Arbeitsgängen muß die
3-mm-Bohrung immer rechts sein (roter Punkt auf dem Unterlagering). Das nur 50
mm breite Stück wird hier nur von drei Senkschrauben gehalten.
(Foto
anklicken) Mit einem 0,6-mm-Bohrer habe ich als nächstes die Enden der
einzufräsenden Langlöcher auf dem Radius 45,4 vorgebohrt, etwa 0,8 mm tief bis
in den Unterlagering hinein. Die Abstände von Bohrung zu Bohrung jeweils 4,5°
und 6,5° (zusammen von Langloch zu Langloch 11°). Bei diesen beiden "Teilungen"
ist die 16er-Teilscheibe auf dem 1:90-Rundtisch hilfreich, weil eine Verdrehung
der Kurbel um zwei Teilungsschritte auf der Teilscheibe eine Drehung des
Rundtischs von genau 0,5° ausmacht. Bei allen folgenden Arbeitsgängen muß die
3-mm-Bohrung immer rechts sein (roter Punkt auf dem Unterlagering). Das nur 50
mm breite Stück wird hier nur von drei Senkschrauben gehalten.
 (Foto anklicken) Ebenfalls auf den Radius 45,4 habe ich
anschließend mit einem 1,8-mm-Dreischneider-Fingerfräser im gleichen Rhythmus
Langloch-Vertiefungen 1,5 mm tief in den Unterlagering gefräst. Damit kann ich
anschließend mit dem genannten 0,6-mm-VHM-Fingerfräser durch die Bleche
durchstechen und es besteht weniger Bruchgefahr für den Fräser.
(Foto anklicken) Ebenfalls auf den Radius 45,4 habe ich
anschließend mit einem 1,8-mm-Dreischneider-Fingerfräser im gleichen Rhythmus
Langloch-Vertiefungen 1,5 mm tief in den Unterlagering gefräst. Damit kann ich
anschließend mit dem genannten 0,6-mm-VHM-Fingerfräser durch die Bleche
durchstechen und es besteht weniger Bruchgefahr für den Fräser.
 Hier sind die 0,6 mm breiten
Langlöcher am Außenrand nun schon gefräst und mit einem 1,2-mm-Wendelbohrer habe
ich die Anfänge für die weiter innen liegenden, 1,6 mm breiten Langlöcher gering
tief bis in den Unterlagering vorgebohrt. Das Vorbohren muß man machen, denn
auch ein Tauchfräser geht bei unseren relativ unstarren Maschinen beim
Einstechen "ins Volle" etwas "außer Mitte", das sieht man deutlich.
Hier sind die 0,6 mm breiten
Langlöcher am Außenrand nun schon gefräst und mit einem 1,2-mm-Wendelbohrer habe
ich die Anfänge für die weiter innen liegenden, 1,6 mm breiten Langlöcher gering
tief bis in den Unterlagering vorgebohrt. Das Vorbohren muß man machen, denn
auch ein Tauchfräser geht bei unseren relativ unstarren Maschinen beim
Einstechen "ins Volle" etwas "außer Mitte", das sieht man deutlich.
 Hier werden nun die breiteren Langlöcher
gefräst, in einem Span, denn das "schafft" der Voll-Hartmetall-Fräser. Dabei
fahre ich die gleichen Teilungspunkte, wie zuvor bei den schmalen Langlöchern,
an. Man kurbelt den Rundtisch natürlich sehr langsam.
Hier werden nun die breiteren Langlöcher
gefräst, in einem Span, denn das "schafft" der Voll-Hartmetall-Fräser. Dabei
fahre ich die gleichen Teilungspunkte, wie zuvor bei den schmalen Langlöchern,
an. Man kurbelt den Rundtisch natürlich sehr langsam.
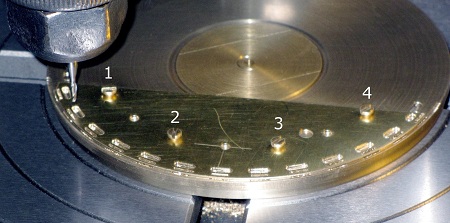 An diesem Beispiel erkläre ich ein
sinnvolles System zum Festziehen der (hier) vier Senkkopfschrauben, damit sie
nach jedem Wechsel der Blechplatten diese immer wieder in exakt die gleiche Lage
schieben: Schraube 1 lose einschrauben, 4 "handfest" nur mit den Fingern
anziehen, 1 fest anziehen (mit dem Schraubenzieher, nicht bombenfest, wir haben
es mit M2 zu tun!), 4 fest anziehen, 2 und 3 einschrauben und fest anziehen.
(Alle sieben Schrauben sind tatsächlich nicht nötig)
An diesem Beispiel erkläre ich ein
sinnvolles System zum Festziehen der (hier) vier Senkkopfschrauben, damit sie
nach jedem Wechsel der Blechplatten diese immer wieder in exakt die gleiche Lage
schieben: Schraube 1 lose einschrauben, 4 "handfest" nur mit den Fingern
anziehen, 1 fest anziehen (mit dem Schraubenzieher, nicht bombenfest, wir haben
es mit M2 zu tun!), 4 fest anziehen, 2 und 3 einschrauben und fest anziehen.
(Alle sieben Schrauben sind tatsächlich nicht nötig)
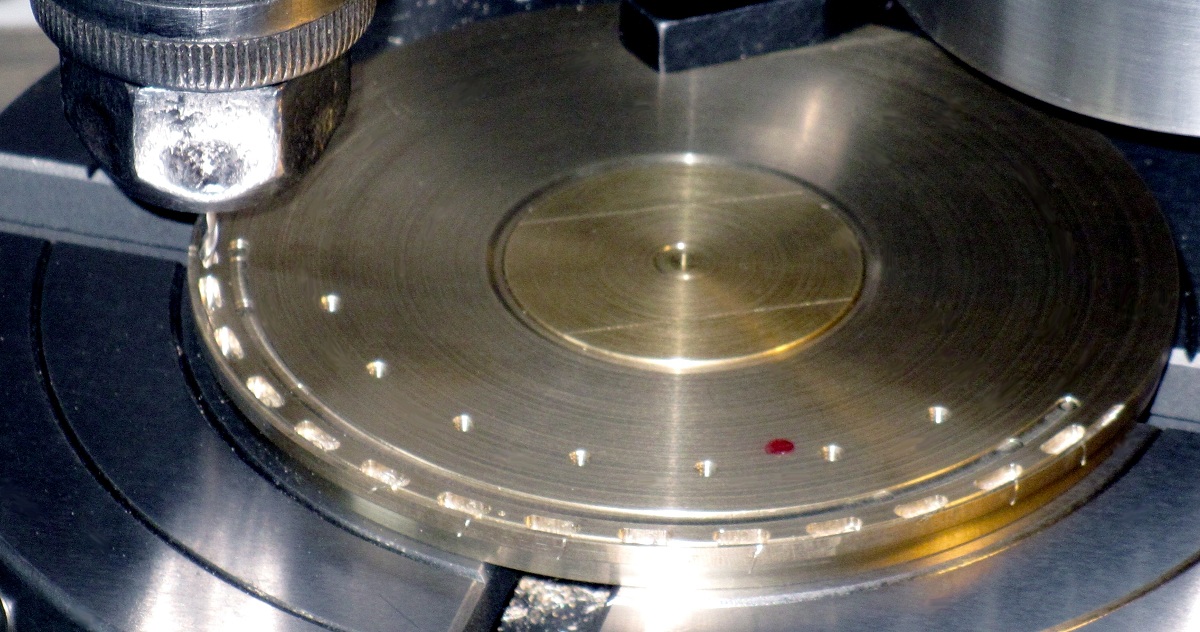
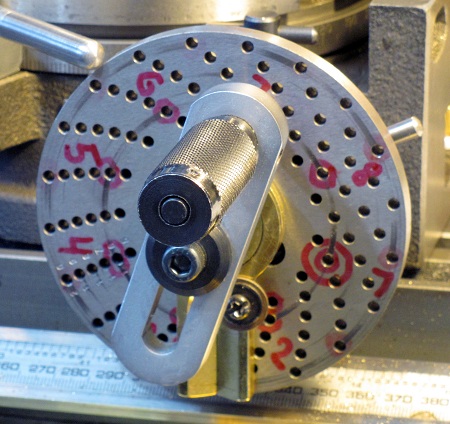 Damit ich bei den stets wiederkehrenden,
gleichen Teilungsschritten die Lochabstände auf dem 16er-Teilkreis der
Teilscheibe des Rundtischs nicht immer neu auszählen muß, habe ich diese Löcher
mit einem Faserschreiber markiert. Der doppelte Ring bei "1" ist der Beginn der
Teilerei bei jedem Teil.
Damit ich bei den stets wiederkehrenden,
gleichen Teilungsschritten die Lochabstände auf dem 16er-Teilkreis der
Teilscheibe des Rundtischs nicht immer neu auszählen muß, habe ich diese Löcher
mit einem Faserschreiber markiert. Der doppelte Ring bei "1" ist der Beginn der
Teilerei bei jedem Teil.
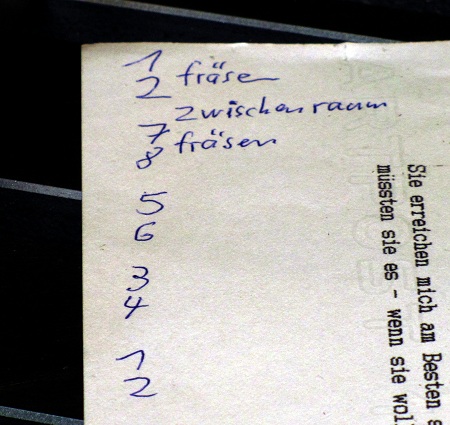 Und auf einen Zettel habe ich die
Lochreihenfolge aufgeschrieben, die stets anzukurbeln sind. 1-2, 7-8 usw. sind
die Längen der Langlöcher und 2-7, 8-5 usw. sind die Zwischenräume dazwischen,
bei denen der Fräser über das Blech angehoben wird.
Und auf einen Zettel habe ich die
Lochreihenfolge aufgeschrieben, die stets anzukurbeln sind. 1-2, 7-8 usw. sind
die Längen der Langlöcher und 2-7, 8-5 usw. sind die Zwischenräume dazwischen,
bei denen der Fräser über das Blech angehoben wird.
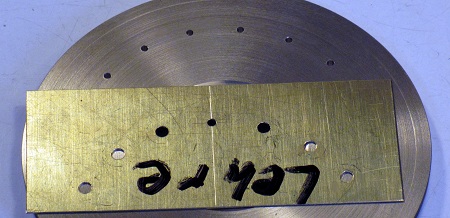
 (Foto anklicken) Fertig sehen die Bleche so aus, schon mit
der Drahtbürste entgratet.
(Foto anklicken) Fertig sehen die Bleche so aus, schon mit
der Drahtbürste entgratet.
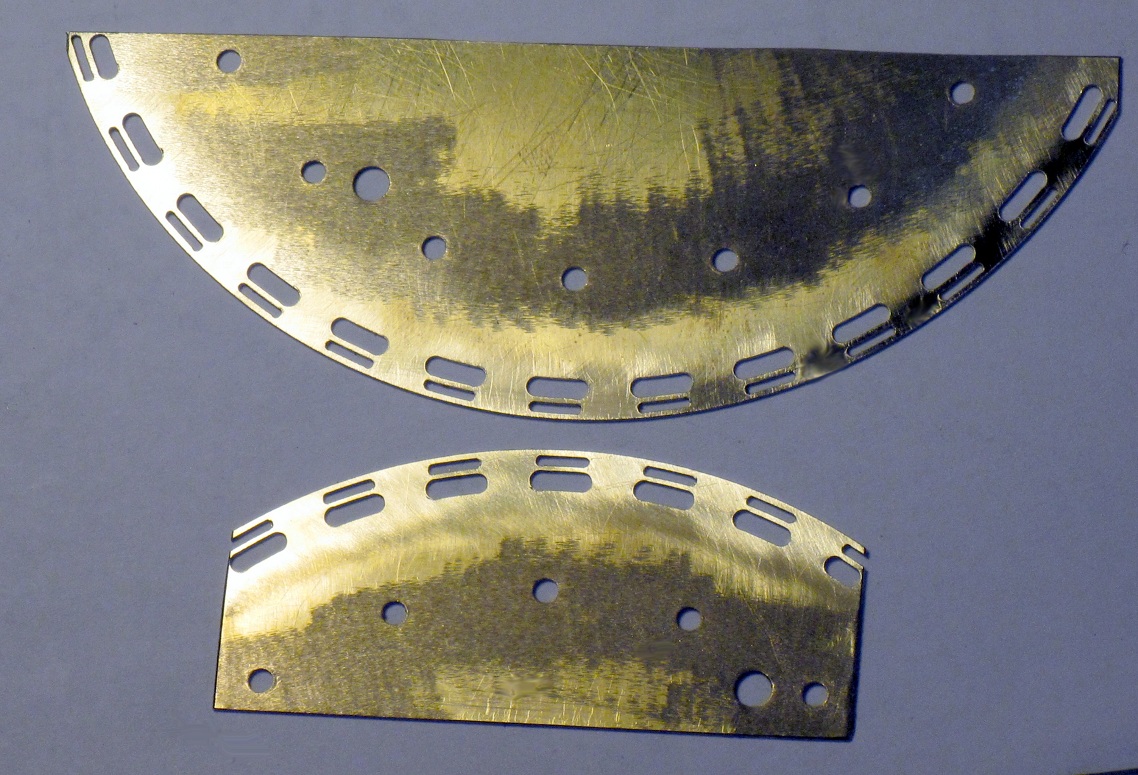
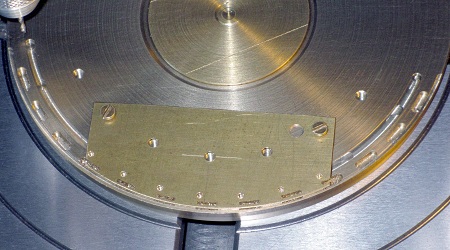
 Und hier habe ich zwei Teile auf die
1:1-Zchng. (Modellmaßstab 1:50!) der vorderen Waffenwanne gelegt. Die Langlöcher
an den vier Enden werden nicht benötigt und später abgesägt.
Und hier habe ich zwei Teile auf die
1:1-Zchng. (Modellmaßstab 1:50!) der vorderen Waffenwanne gelegt. Die Langlöcher
an den vier Enden werden nicht benötigt und später abgesägt.
 Die Bleche kamen wieder nacheinander
auf den Rundtisch und nun wurde der innere Rand mit einem
1,4-mm-VHM-Fingerfräser gefräst. Das ist im Bild die helle Nut direkt unter den
beiden Schraubenköpfen. An beiden Enden ließ ich etwa 1 mm als "Brücke" zum
Abfall stehen.
Die Bleche kamen wieder nacheinander
auf den Rundtisch und nun wurde der innere Rand mit einem
1,4-mm-VHM-Fingerfräser gefräst. Das ist im Bild die helle Nut direkt unter den
beiden Schraubenköpfen. An beiden Enden ließ ich etwa 1 mm als "Brücke" zum
Abfall stehen.
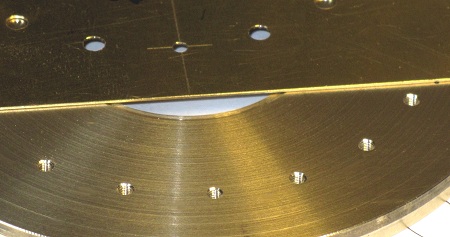
 (Foto anklicken) Hier sind die Bleche schon verputzt. Sie
liegen dabei auf der Tischfläche.
(Foto anklicken) Hier sind die Bleche schon verputzt. Sie
liegen dabei auf der Tischfläche.
 Zuerst wurden die Flächen mit einem
Fächerschleifer (oben, fast abgenutzt) überschliffen. Dabei verschwindet der
Grat. Dann wurde noch mit einer rotierenden Drahtbürste (unten, ebenfalls stark
abgenutzt) nachbehandelt.
Zuerst wurden die Flächen mit einem
Fächerschleifer (oben, fast abgenutzt) überschliffen. Dabei verschwindet der
Grat. Dann wurde noch mit einer rotierenden Drahtbürste (unten, ebenfalls stark
abgenutzt) nachbehandelt.
 Dann wurde der Abfall abgetrennt. Diese
Rundtisch-Arbeiten haben drei Tage gedauert, doch die Teile sind schön und genau
geworden...
Dann wurde der Abfall abgetrennt. Diese
Rundtisch-Arbeiten haben drei Tage gedauert, doch die Teile sind schön und genau
geworden...
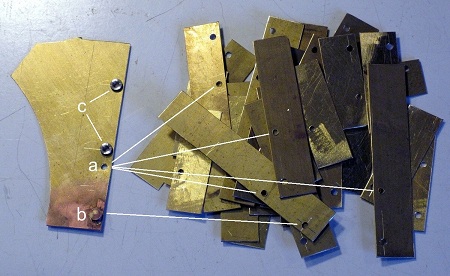
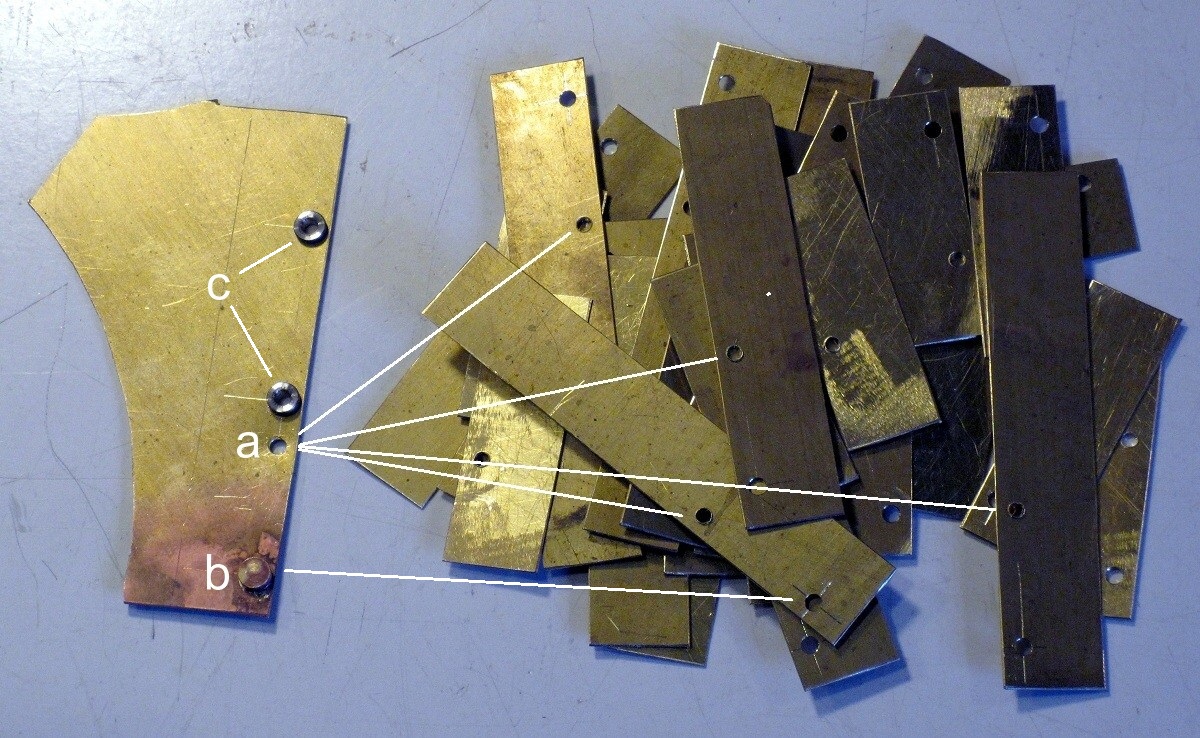
 (Foto
anklicken) Nun müssen gerade
Stücke mit dem gleichen "Langlochbild" hergestellt werden. Dazu haben
ich die verschieden langen, aber gleichbreiten (12 mm) 0,4-mm-Ms-Bleche
zurechtgeschnitten. Das "Einhängeloch" an einem Ende aller Bleche wurde
angerissen, gekörnt, 1,8 mm vorgebohrt, 2H7 gerieben, entgratet. Die zwei Löcher
(a,b) in der Bohrlehre wurden per Koordinaten-Bohren eingebracht, 1,8
vorgebohrt, 2H7 gerieben, (c,c) wurden 2,8, vorgebohrt und 3H7 gerieben. Die
Abstände b-c und c-c jeweils 22,5 mm. In die Bohrungen wurde der aus der ersten
Vorrichtung entlötete Einhängestift gelötet (b) und bei (c,c) wurden ebenfalls
die 1,8-mm-Bohrbuchsen wieder verwendet. So konnten alle Löcher (a) auf alle
Bleche übertragen werden.
(Foto
anklicken) Nun müssen gerade
Stücke mit dem gleichen "Langlochbild" hergestellt werden. Dazu haben
ich die verschieden langen, aber gleichbreiten (12 mm) 0,4-mm-Ms-Bleche
zurechtgeschnitten. Das "Einhängeloch" an einem Ende aller Bleche wurde
angerissen, gekörnt, 1,8 mm vorgebohrt, 2H7 gerieben, entgratet. Die zwei Löcher
(a,b) in der Bohrlehre wurden per Koordinaten-Bohren eingebracht, 1,8
vorgebohrt, 2H7 gerieben, (c,c) wurden 2,8, vorgebohrt und 3H7 gerieben. Die
Abstände b-c und c-c jeweils 22,5 mm. In die Bohrungen wurde der aus der ersten
Vorrichtung entlötete Einhängestift gelötet (b) und bei (c,c) wurden ebenfalls
die 1,8-mm-Bohrbuchsen wieder verwendet. So konnten alle Löcher (a) auf alle
Bleche übertragen werden.
 Jedes Blech konnte nun mit einer
M2-Schraube mit der Bohrvorrichtung zusammengeheftet und die beiden
1,8-mm-Bohrungen wurden abgebohrt und danach 2H7 gerieben und (von Hand)
entgratet (90°-Senker).
Jedes Blech konnte nun mit einer
M2-Schraube mit der Bohrvorrichtung zusammengeheftet und die beiden
1,8-mm-Bohrungen wurden abgebohrt und danach 2H7 gerieben und (von Hand)
entgratet (90°-Senker).
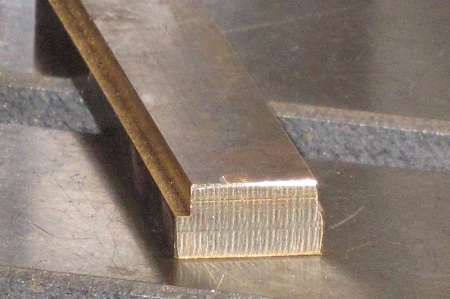 Ein 65 mm langes Ms-Profil erhielt zwei
Spannstufen.
Ein 65 mm langes Ms-Profil erhielt zwei
Spannstufen.
 Damit wurde es im Schraubstock gespannt und
zuerst drei 1,6-mm-Durchgangs-Bohrungen (22,5-mm-Abstand) gebohrt. Oben wurde
mit einem 90°-Senker eine nicht zu knappe Senkung gebohrt. Das Stück wurde
ausgespannt und von Hand die drei M2-Gewinde geschnitten. Dann kann das Profil
wieder in gleicher Richtung (!) eingespannt und nun erst die obere Fläche
überstirnt werden (Foto).
Damit wurde es im Schraubstock gespannt und
zuerst drei 1,6-mm-Durchgangs-Bohrungen (22,5-mm-Abstand) gebohrt. Oben wurde
mit einem 90°-Senker eine nicht zu knappe Senkung gebohrt. Das Stück wurde
ausgespannt und von Hand die drei M2-Gewinde geschnitten. Dann kann das Profil
wieder in gleicher Richtung (!) eingespannt und nun erst die obere Fläche
überstirnt werden (Foto).
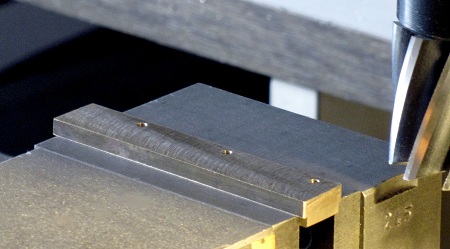
 Jetzt können alle Bleche auf diese
vollkommen ebene Fläche geschraubt und zuerst eine Kante befräst werden. Wichtig
ist, daß die Stirnschneiden des Fingerfräsers dabei etwa 0,2 bis 0,3 mm tief in
des Unterlageprofil reichen. Der Fräser fährt hier von rechts nach links, damit
an der Blechkante Gleichlauffräsen stattfindet.
Jetzt können alle Bleche auf diese
vollkommen ebene Fläche geschraubt und zuerst eine Kante befräst werden. Wichtig
ist, daß die Stirnschneiden des Fingerfräsers dabei etwa 0,2 bis 0,3 mm tief in
des Unterlageprofil reichen. Der Fräser fährt hier von rechts nach links, damit
an der Blechkante Gleichlauffräsen stattfindet.
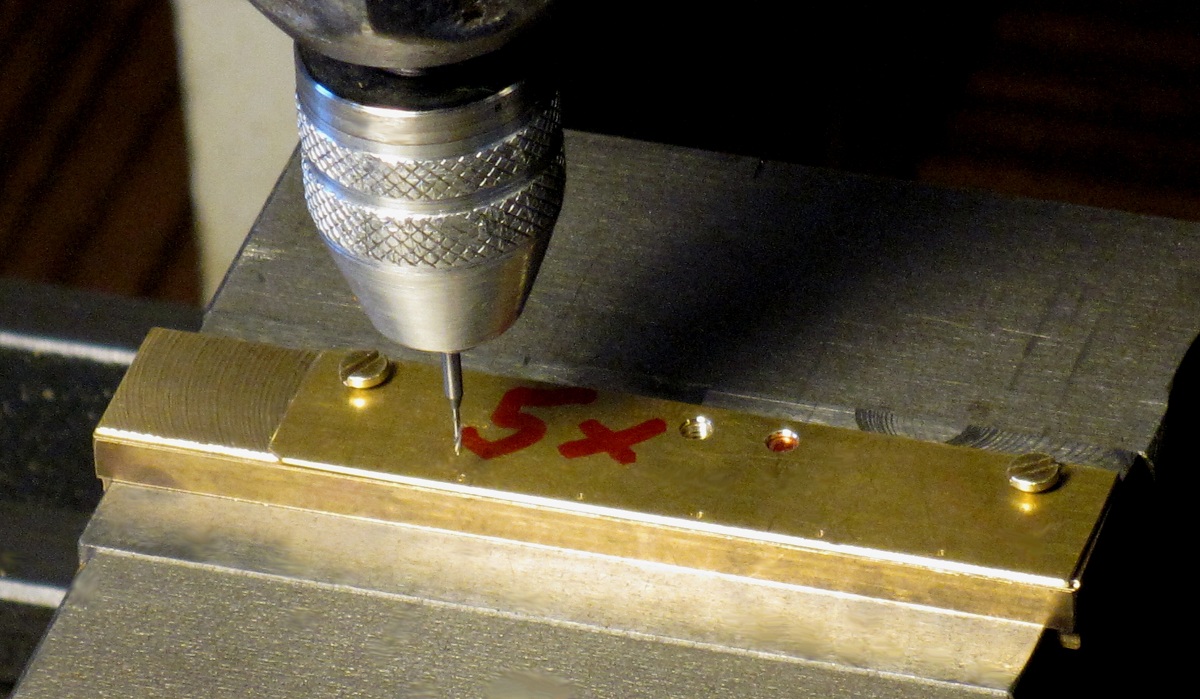
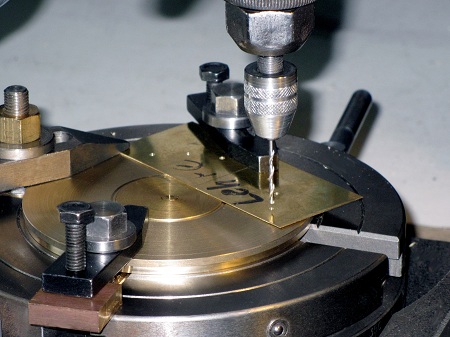
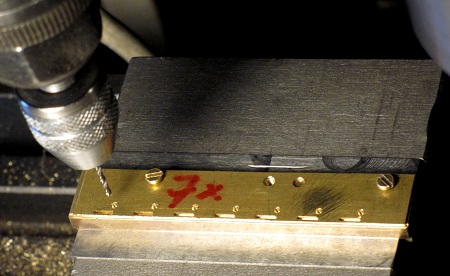
 (Foto
anklicken) Mit einem 0,5-mm-Bohrer werden die Anfänge der Langlöcher nun
in 8-mm-Abständen vorgebohrt. 5x steht bei diesem Blech für fünf Langlöcher.
(Foto
anklicken) Mit einem 0,5-mm-Bohrer werden die Anfänge der Langlöcher nun
in 8-mm-Abständen vorgebohrt. 5x steht bei diesem Blech für fünf Langlöcher.
 (Foto
anklicken) In der Unterlage wurden an der Stelle der Langlöcher im Blech
mit einem 1,5-mm-Fingerfräser 1,5 mm tiefe Vertiefungen gefräst. Deswegen konnte
ich beim Fräsen mit dem empfindlichen 0,6-mm-VHM-Fräser recht tief, bis zum
oberen Schneidenteil, in das Blech fahren. Damit ist die Bruchgefahr stark
reduziert.
(Foto
anklicken) In der Unterlage wurden an der Stelle der Langlöcher im Blech
mit einem 1,5-mm-Fingerfräser 1,5 mm tiefe Vertiefungen gefräst. Deswegen konnte
ich beim Fräsen mit dem empfindlichen 0,6-mm-VHM-Fräser recht tief, bis zum
oberen Schneidenteil, in das Blech fahren. Damit ist die Bruchgefahr stark
reduziert.
 Hier sieht man das in einer
Nahaufnahme.
Hier sieht man das in einer
Nahaufnahme.
 Als nächster Arbeitsgang wurden alle
Anfänge der 1,6 mm breiten Langlöcher wieder mit einem 1,2-mm-Bohrer vorgebohrt,
und ebenfalls wieder ein ganzes Stück in die Unterlage hinein. Für das Vorbohren
genügen wieder zwei Halteschrauben.
Als nächster Arbeitsgang wurden alle
Anfänge der 1,6 mm breiten Langlöcher wieder mit einem 1,2-mm-Bohrer vorgebohrt,
und ebenfalls wieder ein ganzes Stück in die Unterlage hinein. Für das Vorbohren
genügen wieder zwei Halteschrauben.
 Alle Langlöcher sind nun gefräst.
Alle Langlöcher sind nun gefräst.
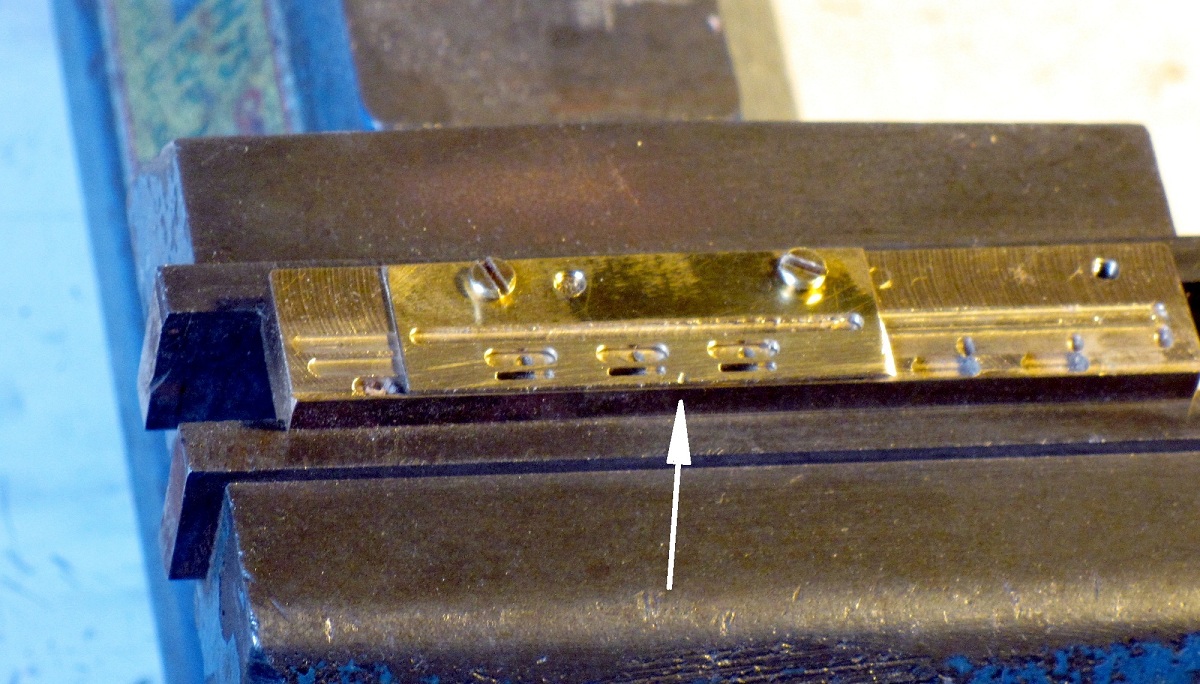
 (Foto anklicken) Zum Festhalten beim Wegschleifen des
feinen Fräsgrates wird die gleiche Unterlage benutzt. Alle Streifen erhalten an
der gleichen Stelle an der Unterseite eine kleine Kerbe eingefeilt, damit sie
bei den späteren Arbeitsgängen stets in gleicher Richtung behandelt werden
(Pfeil).
(Foto anklicken) Zum Festhalten beim Wegschleifen des
feinen Fräsgrates wird die gleiche Unterlage benutzt. Alle Streifen erhalten an
der gleichen Stelle an der Unterseite eine kleine Kerbe eingefeilt, damit sie
bei den späteren Arbeitsgängen stets in gleicher Richtung behandelt werden
(Pfeil).
 Die Streifen sind entgratet.
Die Streifen sind entgratet.
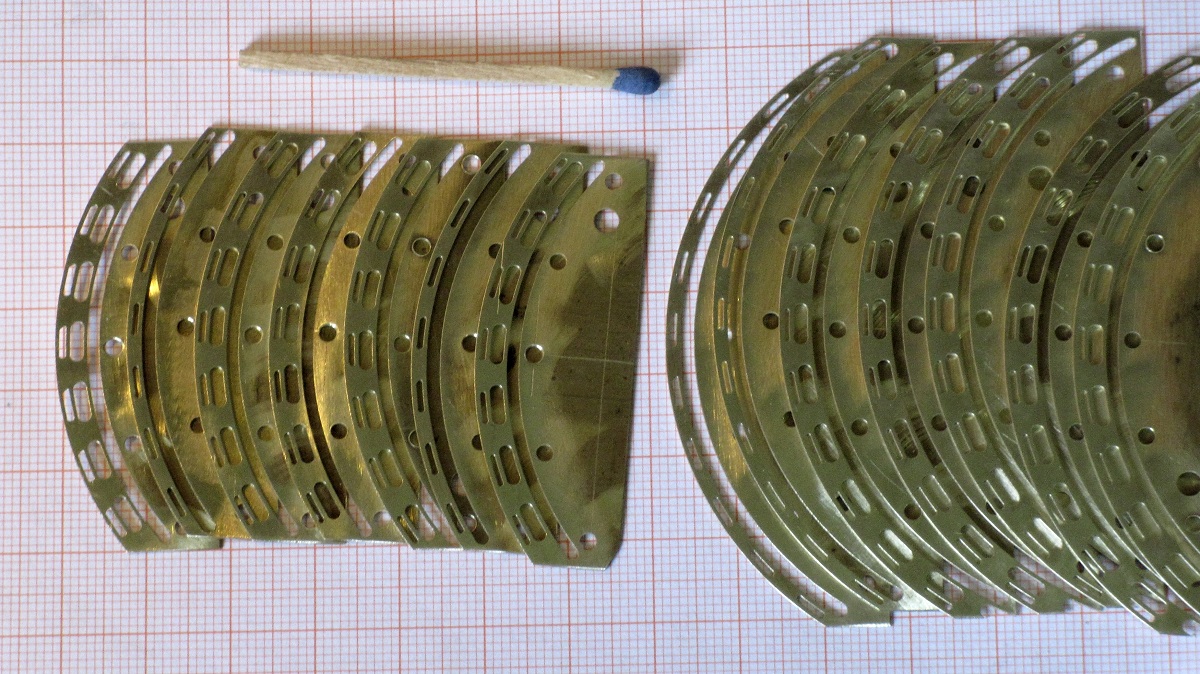
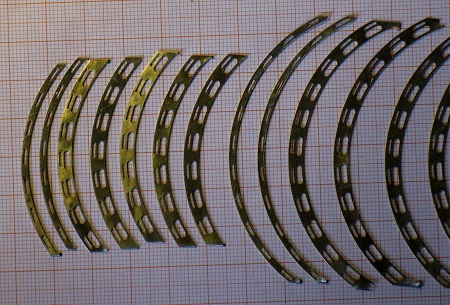
 (Foto anklicken) Eine
Aufstellung aller runden und geraden Streifen. Alle haben noch reichlich
Überlänge!
(Foto anklicken) Eine
Aufstellung aller runden und geraden Streifen. Alle haben noch reichlich
Überlänge!
Weiter geht es im
Teil II...

zurück/back |
home
 (Foto anklicken) für das Gefecht vorgehalten. Zwei
Ladeschützen, die außerhalb der Waffe auf dem Deck stehen, reichen diese
Patronenbündel hinauf zu den beiden Ladeschützen in der Waffe, welche diese in die Ladestutzen auf den Waffengehäusen stecken. Diese recht
aufwendigen Regale will ich als nächstes herstellen und anbringen. Hier ist eine
gute Zeichnungsvorbereitung besonders wichtig, denn alle Maße müssen auf 0,1 mm
genau eingehalten werden, damit es gut aussieht. Nur nach einem Modellplan kann
man solche Teile nicht herstellen. Hier ist eigene Zeichenarbeit unumgänglich! Die ersten drei Fotos zeigen
daher meine maßstäblichen Skizzen.
(Foto anklicken) für das Gefecht vorgehalten. Zwei
Ladeschützen, die außerhalb der Waffe auf dem Deck stehen, reichen diese
Patronenbündel hinauf zu den beiden Ladeschützen in der Waffe, welche diese in die Ladestutzen auf den Waffengehäusen stecken. Diese recht
aufwendigen Regale will ich als nächstes herstellen und anbringen. Hier ist eine
gute Zeichnungsvorbereitung besonders wichtig, denn alle Maße müssen auf 0,1 mm
genau eingehalten werden, damit es gut aussieht. Nur nach einem Modellplan kann
man solche Teile nicht herstellen. Hier ist eigene Zeichenarbeit unumgänglich! Die ersten drei Fotos zeigen
daher meine maßstäblichen Skizzen.