Modellnachbau zweier Anker im M 1:50
Messing, speziell die Bohr- und
Drehqualität mit der Materialbezeichnung Ms58, oder auch Neusilber mit fast
ähnlichen Eigenschaften, ist schon immer mein liebstes Material für die
Herstellung vieler, besonders der unzähligen kleinen Teile am Modell. Sollte
Messing, aus welchem Grund auch immer, zu schwer sein oder ist es zu aufwendig,
Messingteile auf sehr dünne Wandstärke hohl zu gestalten, wozu es eigentlich mit
etwas (Zeit-)Aufwand immer einen Weg gibt, weiche ich gern auf Plexiglas aus.
Diese Teile kann man wegen der geringen Wichte massiv lassen. Plexiglas bekommt
man für „einen Appel und ein Ei“ z.B. aus der Restekiste in einem Acryl-Studio
(Branchenfernsprechbuch). Nachteilig ist bei Plexiglas, daß man oft die
Oberflächengüte nicht richtig einschätzen kann. Die Werkzeuge müssen sehr scharf
sein, die Schnittgeschwindigkeiten nicht zu hoch und wenigstens mit Wasser
sollte man kühl-schmieren. Nur in sehr seltenen Ausnahmefällen verwende ich auch
das sehr ungünstige, weil langspanende Alu. (Weitere wertvolle Hinweise zur
Verwendung und Bearbeitung der modellbau-üblichen Materialien finden Sie in
meinen Büchern)
Daß man Messing recht gut weich
löten ((1) Seite 101 bis 103) kann, schätze ich besonders dann, wenn diese
Eigenschaft nicht nur für eine haltbaren Verbindung von Modellteilen
untereinander, sondern auch für eine klug durchdachte Technologie verwendet
wird, wie im Beispiel der beiden Modellanker für mein 1:50-Zerstörer-Modell. Die
„amerikanische“ Form der Anker weicht etwas von der gewohnten Form der Hallanker
ab. Besonders deren Ankerflunken sehen ganz anders aus. Derart geformte Anker
gibt es bei der US-Navy von kleinen Ausführungen bis zu riesigen für die
Flugzeugträger. Nach den Fotos und den Bauunterlagen wollte ich diese Form
möglichst vorbildgetreu nachbauen. Der Grundkörper mit den Flunken ist ein
Stahlguß-Teil; dessen untere Fläche eben. Beim Foto
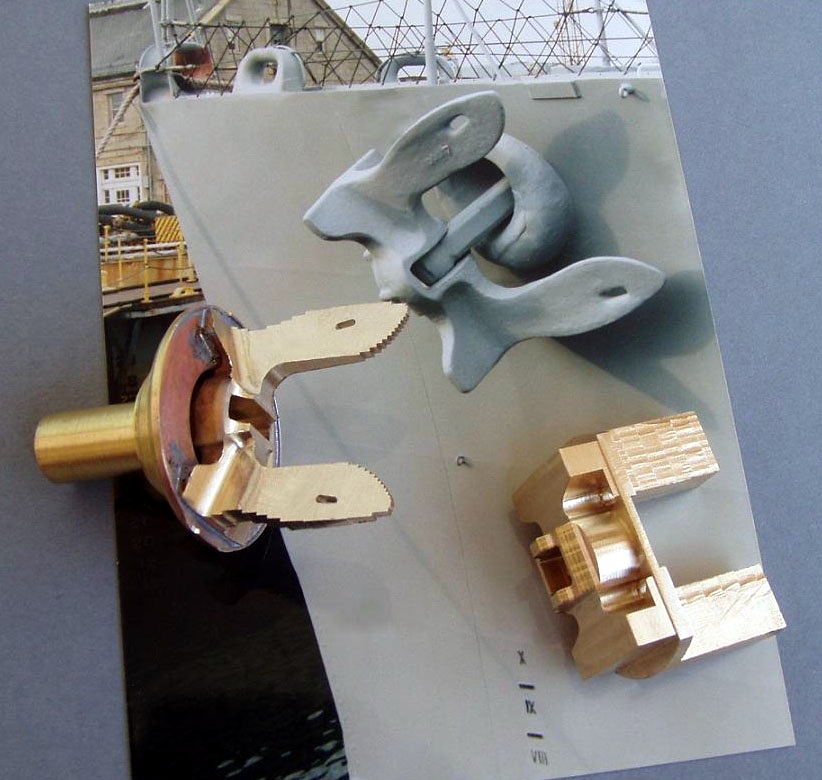
 (kleine Fotos zu Vergrößern anklicken) Vom
Zerstörer USS CASSIN YOUNG habe ich hunderte Fotoaufnahmen gemacht. Bestellen
Sie meine Foto-CD:
www.ship-model-today.de
, Seite CD-ROM´s.
liegen die beiden Modell-Grundkörper in verschiedenem Fertigstellungsgrad auf
einem Foto vom Original am Museumsschiff USS CASSIN YOUNG in Boston. Man erkennt
die eigenwillige Form der Flunken mit den Langloch-Durchbrüchen.
(kleine Fotos zu Vergrößern anklicken) Vom
Zerstörer USS CASSIN YOUNG habe ich hunderte Fotoaufnahmen gemacht. Bestellen
Sie meine Foto-CD:
www.ship-model-today.de
, Seite CD-ROM´s.
liegen die beiden Modell-Grundkörper in verschiedenem Fertigstellungsgrad auf
einem Foto vom Original am Museumsschiff USS CASSIN YOUNG in Boston. Man erkennt
die eigenwillige Form der Flunken mit den Langloch-Durchbrüchen.
Zu Beginn stand die Herstellung
zweier ausreichend großer Messing-Drehteile mit kräftigen Einspannzapfen. Mit
den Zapfen habe ich die Teile nacheinander im Backenfutter meines Rundtischs
gespannt. 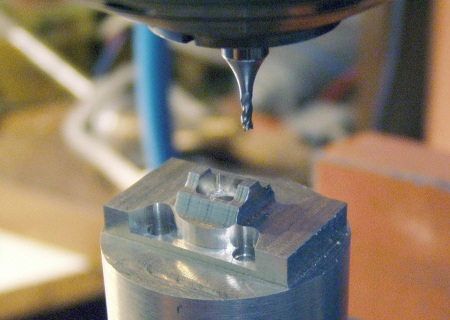 Der
relativ hohe Materialverbrauch bei derartigen Arbeiten ist die Technologie wert!
Zuerst wurde mit einem 1,5-mm-Fingerfräser (er steht am oberen Bildrand) an der
Unterseite die rechteckige Vertiefung (c im Foto
Der
relativ hohe Materialverbrauch bei derartigen Arbeiten ist die Technologie wert!
Zuerst wurde mit einem 1,5-mm-Fingerfräser (er steht am oberen Bildrand) an der
Unterseite die rechteckige Vertiefung (c im Foto
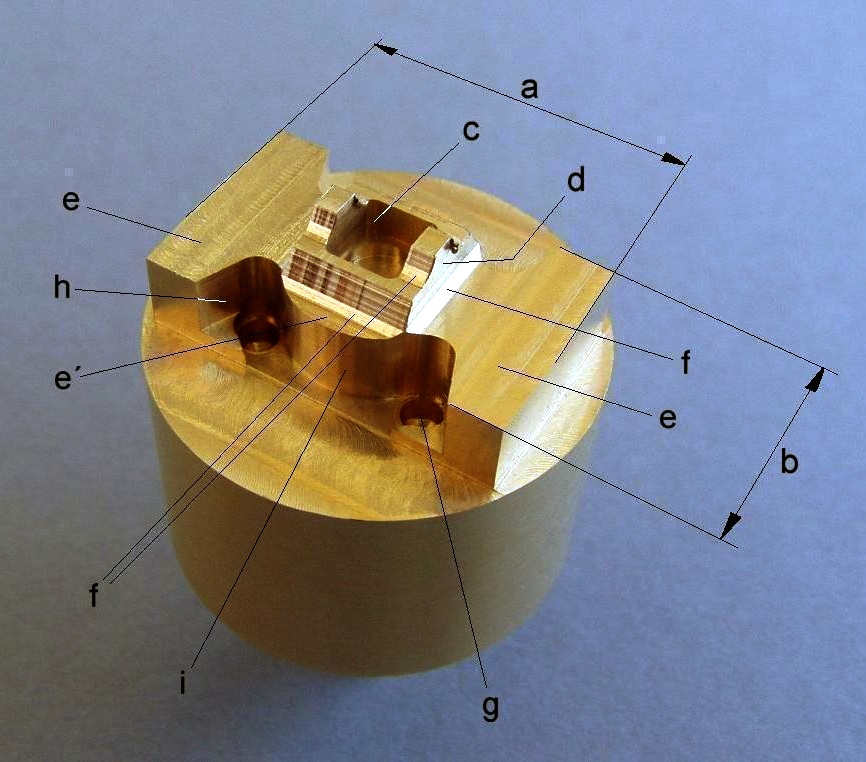
 Die vorgefräste Unterseite. Die
Bearbeitung von Messing in Drehqualität hat den Vorteil, daß die (HSS-)Werkzeuge
nahezu nie stumpf werden.)
von 6,1 x 5,6 mm für das untere Ende des Ankerstocks eingefräst
(Koordinatenfräsen in Gegen-Uhrzeigerrichtung). Damit man dabei mit dem doch
sehr zerbrechlichen Mini-Fräser nicht in das volle Material stechen muß, bekam
das Drehteil schon eine Vorbohrung mit einem Durchmesser von 5 mm. Danach wurde
mit einem schräggestellten Radius-Fingerfräser das dachartige Prisma (d) gefräst
und gleichzeitig die beiden Flächen (e) auf gleiche Höhe angefräst. Die
seitlichen Flächen (e´) liegen dabei mit (e/e) auf gleicher Höhe. Bei Gußteilen
sollte man zur Erzielung der gerundeten Innenecken Radius-Fingerfräser verwenden
oder einem normalen Fingerfräser die Schneidenecken von Hand gerundet
anschleifen (Freiwinkel beachten). Das ist mit einer Kopf-Lupe nicht zu
schwierig und die drei oder vier Schneidenecken müssen auch nicht 100%ig gleich
sein, wie es z.B. bei einem Maschinenanschliff der Fall wäre. Wichtig ist, daß
bei einer zuvor durchgeführten Probefräsung eine schön gerundete Innenkante (f)
entsteht.
Die vorgefräste Unterseite. Die
Bearbeitung von Messing in Drehqualität hat den Vorteil, daß die (HSS-)Werkzeuge
nahezu nie stumpf werden.)
von 6,1 x 5,6 mm für das untere Ende des Ankerstocks eingefräst
(Koordinatenfräsen in Gegen-Uhrzeigerrichtung). Damit man dabei mit dem doch
sehr zerbrechlichen Mini-Fräser nicht in das volle Material stechen muß, bekam
das Drehteil schon eine Vorbohrung mit einem Durchmesser von 5 mm. Danach wurde
mit einem schräggestellten Radius-Fingerfräser das dachartige Prisma (d) gefräst
und gleichzeitig die beiden Flächen (e) auf gleiche Höhe angefräst. Die
seitlichen Flächen (e´) liegen dabei mit (e/e) auf gleicher Höhe. Bei Gußteilen
sollte man zur Erzielung der gerundeten Innenecken Radius-Fingerfräser verwenden
oder einem normalen Fingerfräser die Schneidenecken von Hand gerundet
anschleifen (Freiwinkel beachten). Das ist mit einer Kopf-Lupe nicht zu
schwierig und die drei oder vier Schneidenecken müssen auch nicht 100%ig gleich
sein, wie es z.B. bei einem Maschinenanschliff der Fall wäre. Wichtig ist, daß
bei einer zuvor durchgeführten Probefräsung eine schön gerundete Innenkante (f)
entsteht.
Danach habe ich die Außenmaße des
Grundkörpers (a x b) gefräst. Alles vorerst mit scharfen Außenkanten. Mit einem
Fingerfräser (eine Schneide schneidet bis zur Mitte!) habe ich an die
entsprechenden Stellen und ausreichend tief vier Bohrungen (g) eingestochen.
Danach wurden mit einem im Durchmesser etwas größeren Fingerfräser die vier
schräg stehenden Flächen (h) angefräst. Auf einem Rundtisch ist das gut zu
machen, weil man hier die Winkelverstellungen gut einhalten kann. Mit dem
gleichen Fräser werden durch Drehung des Rundtischs noch die beiden Flächen (i)
angefräst. Zusammen ergeben sie einen Kreis. Eine andere Sicht auf das halb
fertige Teil zeigt dieses Foto 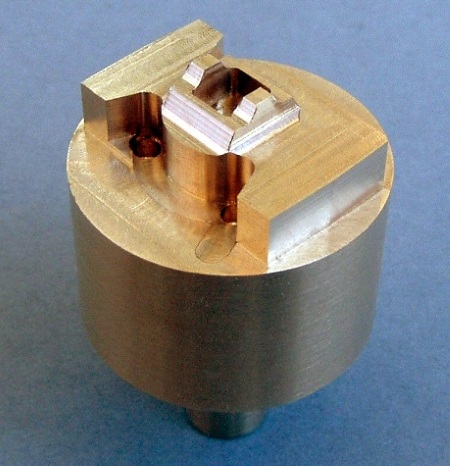 .
.
Mit der bereits fertig
vorgefrästen Seite wird das Teil nun im Maschinenschraubstock gespannt. Am
besten auf den längeren Flächen der Breite b. Sie sind immerhin 28 mm lang,
während die Breite a nur 16 mm beträgt. Der Einspannzapfen (man sieht ihn am
oberen Foto unten etwas) kann von Hand abgesägt werden. Dann habe ich die
Ankerflunken mit reichlich Aufmaß vorgefräst. Wie das aussieht, erkennt man auf
dem ersten Foto rechts-unten. Als nächstes wurde schon ein Einspannzapfen aus
Messing mit einem schüsselartigen Vorderteil gedreht. Man sieht ihn gut beim
ersten Foto links. Die vordere Fläche dieser Schüssel ist plangedreht. Hier
werden nacheinander beide Ankerkörper mit den Flächen (e) angelötet. Alle Kanten
der Flächen (e) und (e´) werden zuvor leicht entgratet. Damit die erwähnte
dachartige Anfräsung (d) Raum hat, erhält die Schüssel eine nicht zu große
Ausdrehung. Die obere Kante dieser Ausdrehung wird mit einem Dreikantschaber so
vorsichtig gerundet „angedrechselt“, daß der Ankerkörper eine gute Zentrierung
im Einspannzapfen erhält.
Nun kann der Ankerkörper angelötet
werden. Für eine sichere Lötung geht das selbstverständlich nur mit Lötwasser
(Lötsäure aus dem Baumarkt oder Salzsäure mit Zink versetzt). Zur Erreichung
einer sicheren Lötung sollte man die Teile für derartige Verbindungen
vor-verzinnen. Das macht man möglichst immer, weil es Vorteile hat. Wenn ich die
Metallteile verzinne, sehe ich recht deutlich Oberflächenbereiche, wo das Zinn
noch nicht richtig angenommen wird, es „fließt“ nicht richtig. Ich habe jetzt
die Gelegenheit, mit dem säurebenetzten Pinsel, der zur Lötwasser-Flasche
gehört, hier noch einmal überzustreichen. Man sieht genau, daß der Fluß
verbessert wird. Ich kann sogar mit dem feuchten Pinsel eventuell überschüssiges
Zinn in Bereiche verstreichen, die noch kein Zinn haben. Oft genügt bei
beidseitig verzinnten Teilen zur Verbindung nur noch ein Erhitzen auf
Fluß-Temperatur. Doch auch dazu gibt man einen Tropfen Lötwasser an die
Lötstelle oder streicht größere Flächen mit dem Pinsel feucht. Bei massiven
Teilen, wie hier, kann das Erhitzen mit dem Propangas-Brenner geschehen, oder
auch auf der Herdplatte vom Küchenherd. Bei kleinen Teilen und bei Teilen, bei
denen die Gefahr besteht, daß sich benachbarte Lötstellen lösen, kann man keinen
Gasbrenner verwenden. Hier muß man mit einem möglichst großen (!) Lötkolben mit
hoher Heizstärke und großem Kupferkörper (viel gespeicherte Hitze!) löten. Die
Lötkolbenspitze ist recht schlank gefeilt (gefräst), damit man auch in jede Ecke
kommt (z.B. Innenecken von Deckhäusern von innen löten).
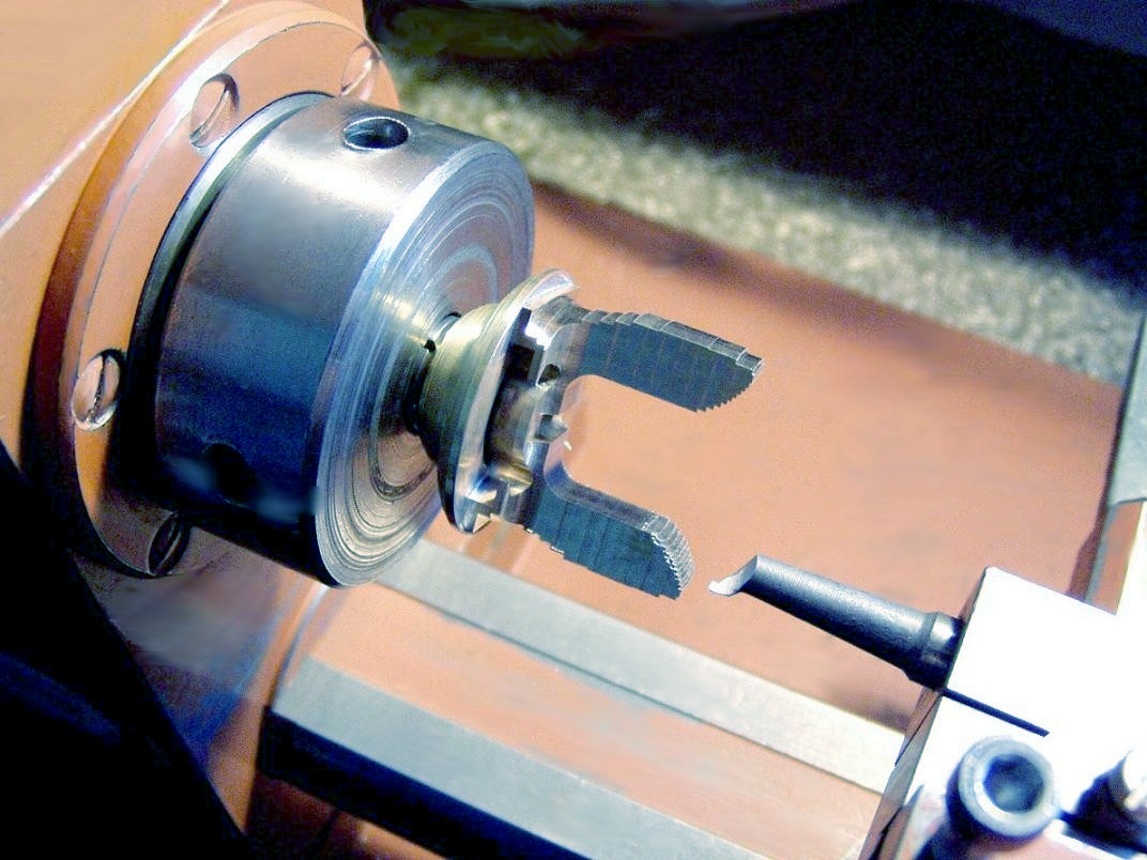
Die weitere Bearbeitung erfolgt
nun bei Spannzangenspannung im Waagerecht-Teilgerät, welches in diesem Foto
 Ein
Direkt-Teilgerät gehört zum selbstverständlichen Zubehör für eine Fräsmaschine.
zu sehen ist (hier allerdings schon gekippt und schräg auf dem Frästisch
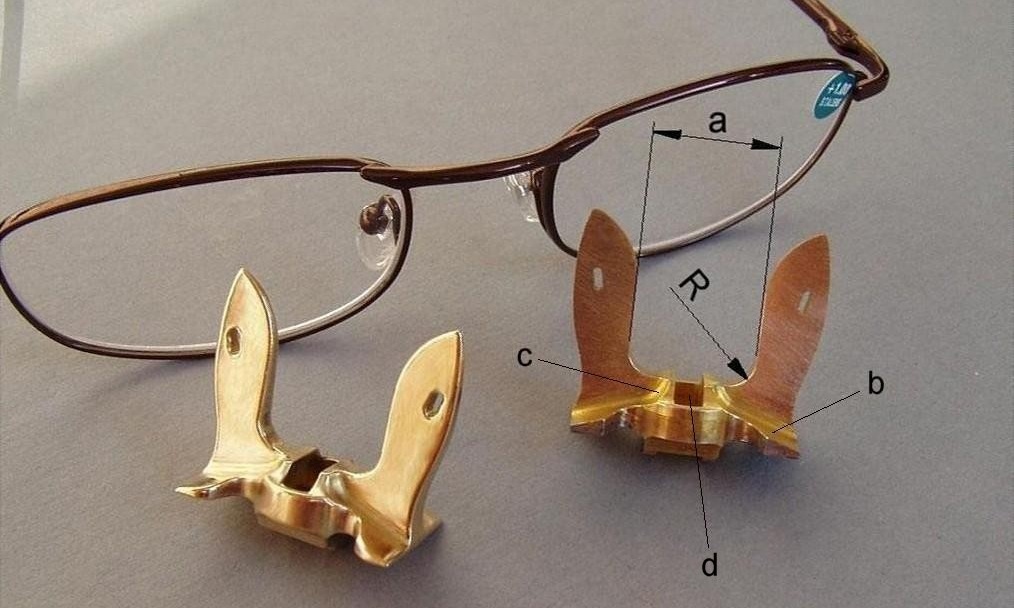
gespannt). Weil die Innenkanten der Ankerflunken vollkommen parallel sind (a in
Foto
Ein
Direkt-Teilgerät gehört zum selbstverständlichen Zubehör für eine Fräsmaschine.
zu sehen ist (hier allerdings schon gekippt und schräg auf dem Frästisch
gespannt). Weil die Innenkanten der Ankerflunken vollkommen parallel sind (a in
Foto
 Ein schöner Größenvergleich mit
der Lesebrille.),
konnte ich zur Erzielung des unteren gerundeten Übergangs (R) diese lichte Weite
mit einem Fingerfräser auf Maß (15,2 mm) fräsen. Danach kommt der Spannzapfen
mit dem angelöteten Teil in die Spannzange der Drehmaschine.
Ein schöner Größenvergleich mit
der Lesebrille.),
konnte ich zur Erzielung des unteren gerundeten Übergangs (R) diese lichte Weite
mit einem Fingerfräser auf Maß (15,2 mm) fräsen. Danach kommt der Spannzapfen
mit dem angelöteten Teil in die Spannzange der Drehmaschine.
 Die Bearbeitung durch gestuftes
Formdrehen erfordert höchste Konzentration beim Auszählen nach Skala.
Hier wird nun die Außen- und Innenkontur der Ankerflunken gestuft angestochen.
Die Höhen (Ø!) und Längen dieser Stufen gewinne ich aus einer 10-fach größeren
Zeichnung auf Millimeterpapier (lesen Sie dazu „Gestuftes“ Formdrehen in (2)).
Beim Foto ist der Moment zu sehen, bei dem mit einem Eckbohrstahl die Stufen für
die Innenkontur eingedreht werden.
Die Bearbeitung durch gestuftes
Formdrehen erfordert höchste Konzentration beim Auszählen nach Skala.
Hier wird nun die Außen- und Innenkontur der Ankerflunken gestuft angestochen.
Die Höhen (Ø!) und Längen dieser Stufen gewinne ich aus einer 10-fach größeren
Zeichnung auf Millimeterpapier (lesen Sie dazu „Gestuftes“ Formdrehen in (2)).
Beim Foto ist der Moment zu sehen, bei dem mit einem Eckbohrstahl die Stufen für
die Innenkontur eingedreht werden.
Anschließend kommt das Teil wieder
in das Waagerecht-Teilgerät und wird ausgerichtet. Die Flunken verjüngen sich
nach den Enden hin. Deshalb mußte das Teilgerät auf den Winkelspanntisch
gespannt und um den halben Winkelbetrag der Verjüngung nach oben gekippt werden.
Weil die unteren Flächen (b in Foto 3) ebenfalls schräg sind, mußte ich das
Teilgerät zusätzlich schräg auf dem Frästisch spannen. Drei Fotos weiter oben
erkennt man diese Schrägstellung beim Vergleich mit der Tischnut (a).
Selbstverständlich mußte ich dazu die Nutensteine am Boden vom Winkelspanntisch
abschrauben.
Um den gerundeten Übergang zum
Mittelstück (c im Foto mit der Brille) zu erzielen, habe ich einen Fingerfräser
mit entsprechendem Durchmesser verwendet. Auch dieser Fräser hat gerundet
angeschliffene Schneidenecken. Jeweils auf 180°-Umschlag können so zwei Flächen
gefräst werden. Die Rückseiten der Flunken macht man, nachdem der
Winkelspanntisch nach der anderen Seite schräg auf dem Frästisch aufgeknackt
wurde. Die Flunken haben „am Grund“ eine Dicke von etwa 3,8 mm und oben sind sie
nur noch etwa 1 mm dick. Auch die beiden Langloch-Durchbrüche in den Flunken
habe ich mit einem 1-mm-Fingerfräser bei schräg stehendem Teilgerät eingefräst.
Alternativ kann man eine solche Fräsung auch mit einem 1-mm-Spiralbohrer
ausführen ((3) Seite 21).
Mit einem verlängerten ((4) Seite
84/85) 2-mm-Fingerfräser habe ich nun die rechteckige Vertiefung (d im Foto mit
der Brille) 11 x 3,6 mm für den schwenkbaren Ankerschaft eingefräst, ebenfalls
wieder im Gegen-Uhrzeigersinn und nach Koordinaten. Gespannt und ausgerichtet
war das Teil hierbei einfach in einem auf dem Frästisch aufgeknackten
Backenfutter.
Weil sich der Ankerkörper mit dem
Spannzapfen auch gut im Werkbank-Schraubstock spannen läßt, blieb es vorerst für
das Verfeilen der Drehstufen und das Verrunden aller Kanten angelötet. Das
Verrunden mache ich bei Messing fast ausschließlich mit einem gut geschliffenen
Dreikantschaber aus einer Dreikantnadelfeile ((2) Seite 66/67). Auch die
Gußradien an den Kanten der Langloch-Durchbrüche. Erst wenn mir alle Rundungen
gefallen und ich habe sie mit feinen Nadelfeilen noch geglättet, poliere ich die
Flächen mit den kleinen elastischen Schleifkörpern. Doch Vorsicht dabei, sie
sind sehr scharf und man hat schnell eine zu tiefe Delle eingeschliffen. Dann
besser ganz darauf verzichten. Ich habe die Messingteile dann noch auf der
Drehmaschine bei höchster Drehzahl mit einer Stoff-Schwabbelscheibe (etwa 100 Ø
x 12) auf Glanz geschwabbelt. Damit sind alle Arbeiten am Ankerkörper gemacht
und der Spannzapfen kann entlötet werden. Nach dem Trennen vom Spannzapfen wird
das Lötzinn von der Bodenfläche abgeschabt und noch die Kanten an der Unterseite
gerundet. Den Zustand bisher sehen wir im Foto mit der Brille links.
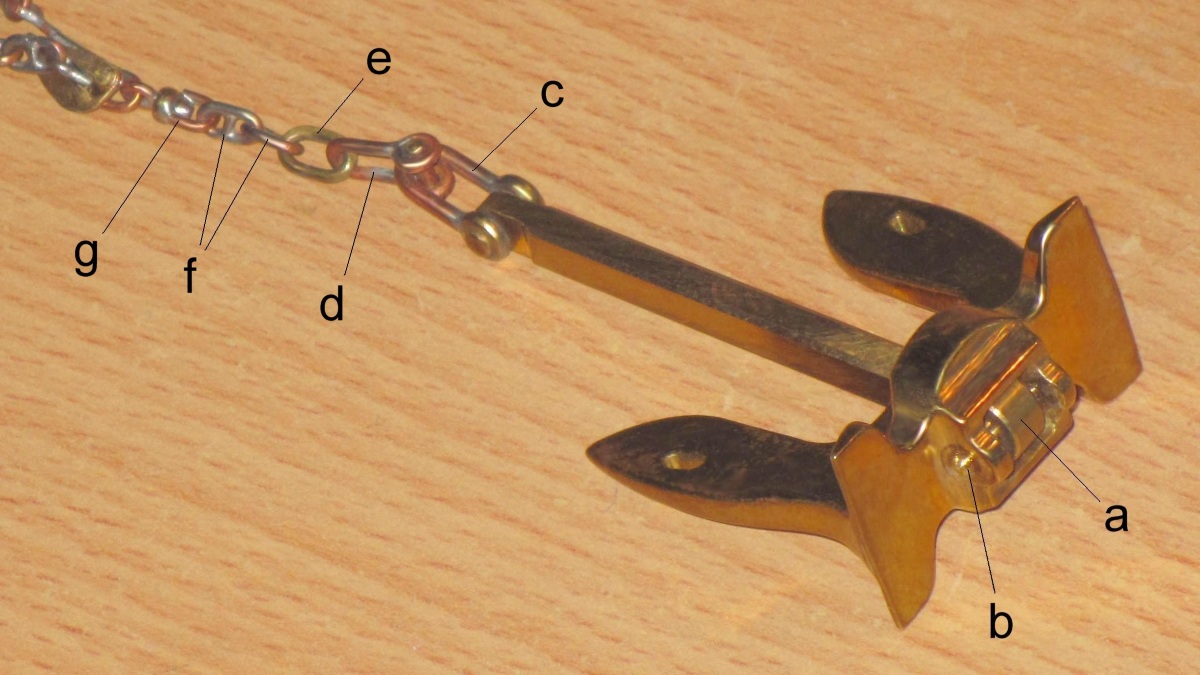
Der Ankerkörper erhielt nun unten
quer Bohrungen für den Schwenkbolzen (b in Foto
 Nahaufnahme vom fertigen Anker mit
dem Kettenvorlauf.).
Die Herstellung des Ankerschaftes war unproblematisch, zumal er nicht, wie
sonst, nach oben hin leicht konisch ist. Er hat nur zu 45° gebrochene Kanten und
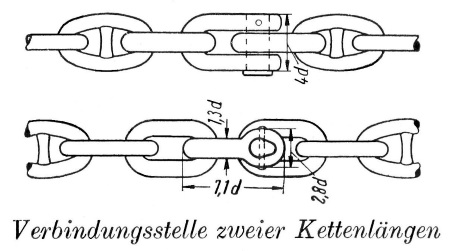
unten eine runde Verdickung (a). Oben wird als erstes der sogenannte
Kettenvorlauf angebracht. Er besteht aus mehreren Gliedern. Direkt am Schaft ist
der Rohrring (c) mit einem Bolzen angenietet. Dann folgt ein schon kleinerer
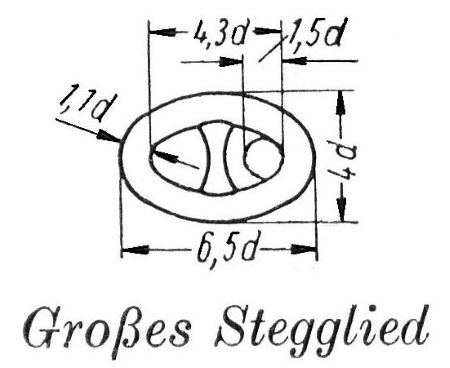
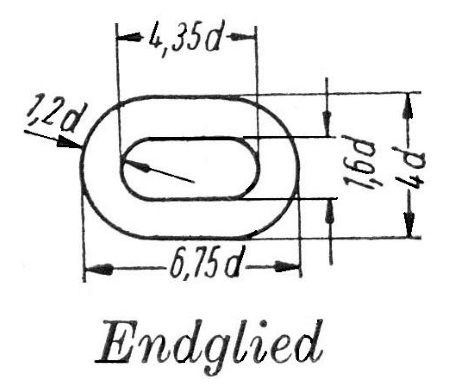
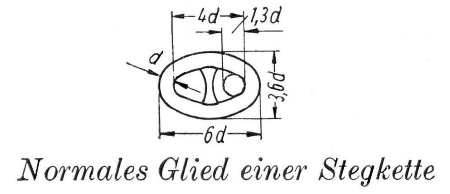
Ankerschäkel (d) und ein sogenanntes Endglied (e) gefolgt von großen
Steggliedern (f). Dann kommt der Wirbelschäkel (g), welcher die Verdrehung der
gesamten Ankerkette verhindert. Wichtig ist beim Modellnachbau zu wissen, daß
die Querschnittstärke vom Rohrring bis zu den Steggliedern kontinuierlich
geringer wird. Die entsprechenden Maßverhältnisse zeigen die Abbildungen
Nahaufnahme vom fertigen Anker mit
dem Kettenvorlauf.).
Die Herstellung des Ankerschaftes war unproblematisch, zumal er nicht, wie
sonst, nach oben hin leicht konisch ist. Er hat nur zu 45° gebrochene Kanten und
unten eine runde Verdickung (a). Oben wird als erstes der sogenannte
Kettenvorlauf angebracht. Er besteht aus mehreren Gliedern. Direkt am Schaft ist
der Rohrring (c) mit einem Bolzen angenietet. Dann folgt ein schon kleinerer
Ankerschäkel (d) und ein sogenanntes Endglied (e) gefolgt von großen
Steggliedern (f). Dann kommt der Wirbelschäkel (g), welcher die Verdrehung der
gesamten Ankerkette verhindert. Wichtig ist beim Modellnachbau zu wissen, daß
die Querschnittstärke vom Rohrring bis zu den Steggliedern kontinuierlich
geringer wird. Die entsprechenden Maßverhältnisse zeigen die Abbildungen
 ,
wobei mit d immer die Materialstärke für die normalen Steg-Kettenglieder gemeint
ist. Für den Wirbel verwendet man die gleiche Drahtstärke bei der Herstellung
wie für die Stegglieder. Am Kettenvorlauf ist die erste Kettenlänge (meist 25 m
lang) mit einem Schäkel angesteckt.
,
wobei mit d immer die Materialstärke für die normalen Steg-Kettenglieder gemeint
ist. Für den Wirbel verwendet man die gleiche Drahtstärke bei der Herstellung
wie für die Stegglieder. Am Kettenvorlauf ist die erste Kettenlänge (meist 25 m
lang) mit einem Schäkel angesteckt.
Die Stegglieder habe ich in einer
Biegevorrichtung aus ausgeglühtem Kupferdraht selbst gebogen, zusammengehakt und
verlötet. Vor dem Einbau in das Modell wird alles seidenmatt schwarz gespritzt,
auch der Anker selbst.
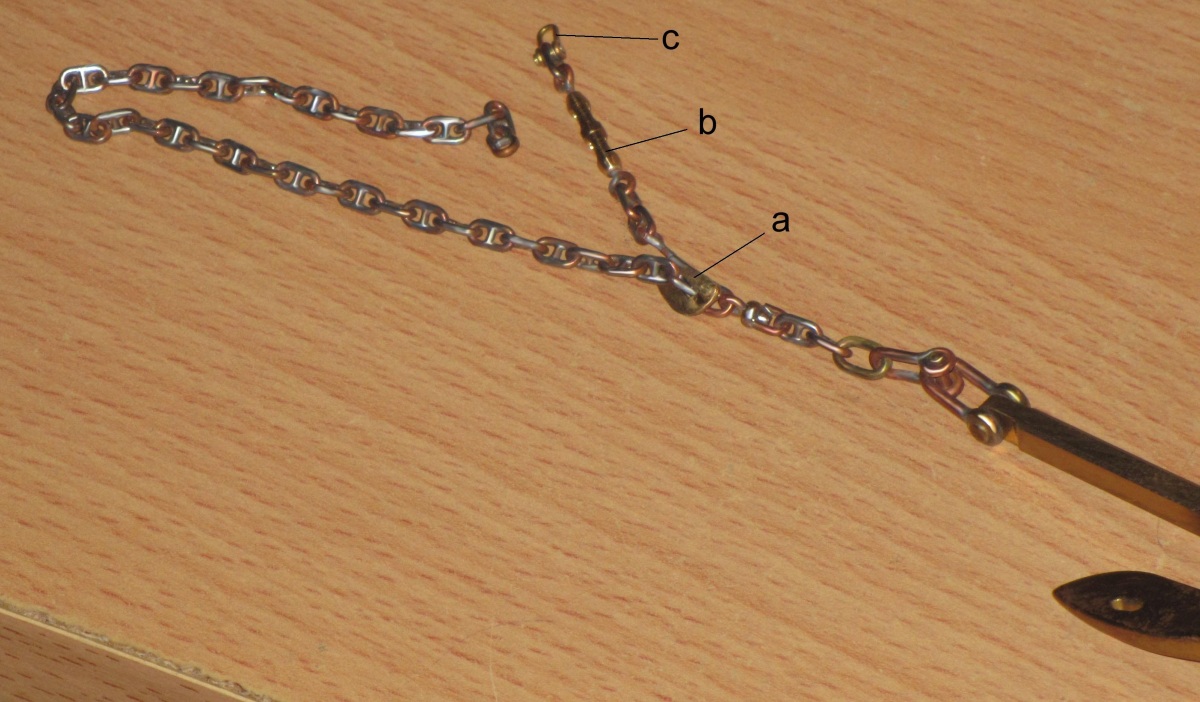
Beim normalen Seebetrieb darf die Last des Ankers über die
Ankerkette nicht ständig auf der Spillwelle stehen. Deshalb wird das Gewicht des
Ankers, der im Klüsenrohr oder auf dem Schweinsrücken nach unten zieht, von
leichteren Entlastungsketten weggenommen (1 bis 4 Stück). Eine solche Kette
sehen wir im Foto
 .
Zum Glück sind die auf dem Deck
liegenden, sichtbaren Kettenlängen beim FLETCHER-Modell nicht zu groß.
Sie ist mit einer schnell lösbaren Klemme (a, auch Sliphaken) an ein Stegglied
geklemmt. Mit einer Spannschraube (b) wird die Entlastungskette(n) steifgesetzt
und damit der Anker getragen. Mit dem Schäkel (c) ist die Entlastungskette an
einem Deckauge(n) angeschäkelt. Ausführlicher sind die Ankeranlagen in den
Büchern (5), (6) und (7) beschrieben. Suchen Sie danach bei
www.zvab.com . Im
letzten Foto
.
Zum Glück sind die auf dem Deck
liegenden, sichtbaren Kettenlängen beim FLETCHER-Modell nicht zu groß.
Sie ist mit einer schnell lösbaren Klemme (a, auch Sliphaken) an ein Stegglied
geklemmt. Mit einer Spannschraube (b) wird die Entlastungskette(n) steifgesetzt
und damit der Anker getragen. Mit dem Schäkel (c) ist die Entlastungskette an
einem Deckauge(n) angeschäkelt. Ausführlicher sind die Ankeranlagen in den
Büchern (5), (6) und (7) beschrieben. Suchen Sie danach bei
www.zvab.com . Im
letzten Foto
 Die Rohrringe sind schon am
Schaft.
zeige ich noch einmal die fertigen Anker, noch ohne Farbe.
Die Rohrringe sind schon am
Schaft.
zeige ich noch einmal die fertigen Anker, noch ohne Farbe.
Jürgen Eichardt
Weiterführende Literatur:
(1)
„Modellbautechniken“, VTH-Bestellnummer 312 0035, € 19,-
(2)
„Drehen für Modellbauer“ Band 2, VTH-Bestellnummer 310 2114, € 17,-
(3)
„Fräsen für Modellbauer“ Band 2, VTH-Bestellnummer 310 2118, € 19,-
(4)
„Fräsen für Modellbauer“ Band 1, VTH-Bestellnummer 310 2117, € 19,-
(5)
„Schiffbautechnisches Handbuch“ 1. Band, Verlag Technik Berlin 1952
(6)
„Kriegsschiffbau“ Teil B, Wilhelm Hadeler, Wehr und Wissen
Verlagsgesellschaft Darmstadt, 1968
(7)
„Kriegsschiffbau“, Heinrich Evers, Springer-Verlag Berlin, 1943

zurück/back
| home
 (kleine Fotos zu Vergrößern anklicken) Vom
Zerstörer USS CASSIN YOUNG habe ich hunderte Fotoaufnahmen gemacht. Bestellen
Sie meine Foto-CD:
www.ship-model-today.de
, Seite CD-ROM´s.
liegen die beiden Modell-Grundkörper in verschiedenem Fertigstellungsgrad auf
einem Foto vom Original am Museumsschiff USS CASSIN YOUNG in Boston. Man erkennt
die eigenwillige Form der Flunken mit den Langloch-Durchbrüchen.
(kleine Fotos zu Vergrößern anklicken) Vom
Zerstörer USS CASSIN YOUNG habe ich hunderte Fotoaufnahmen gemacht. Bestellen
Sie meine Foto-CD:
www.ship-model-today.de
, Seite CD-ROM´s.
liegen die beiden Modell-Grundkörper in verschiedenem Fertigstellungsgrad auf
einem Foto vom Original am Museumsschiff USS CASSIN YOUNG in Boston. Man erkennt
die eigenwillige Form der Flunken mit den Langloch-Durchbrüchen.