Profile auf Länge bearbeiten
In zwei Zeitschriftenbeiträgen und
auf meine Homepage (wabolager)
hatte ich vor einiger Zeit gezeigt, wie man unter Modellbauer-Bedingungen recht
genaue U- und L-Profile herstellen kann. Hier möchte ich nun die Möglichkeiten
aufzeigen, wie man solche Profile rechtwinklig oder auch angeschrägt sehr genau
auf Länge bearbeiten kann. Das ist in der Regel die Grundlage für sauberen
Weiterbau.
Befassen wir uns zuerst mit dem
rechtwinkligen Längen von diesen Profilen. Jeder kennt die Spannzangen der
Drehmaschine für runde Materialstäbe. In der Industrie gibt es
selbstverständlich auch Spannzangen für Vierkant- und Sechskant-Material. In
meinem Buch „Drehen für
Modellbauer“ Band 1 habe ich auf Seite 107 die Selbstanfertigung
einer Vierkant-Spannhülse beschrieben und im Buch
„Kleindrehmaschine im Eigenbau“ erfährt man auf
den Seiten 114/115 wie man durchaus auch Spannzangen für Vier- und
Sechskant-Material selbst herstellen kann. Wieso, so meine Gedanken, soll es
keine Spannmöglichkeit für L- und U-Profile geben, mit denen man diese sehr
genau auf Länge plandrehen kann? Denn andere Abläng-Varianten (mit Schere,
Seitenschneider oder per Feilen) sind allesamt zu ungenau und zu sehr von
„geschickten Händen“ abhängig.
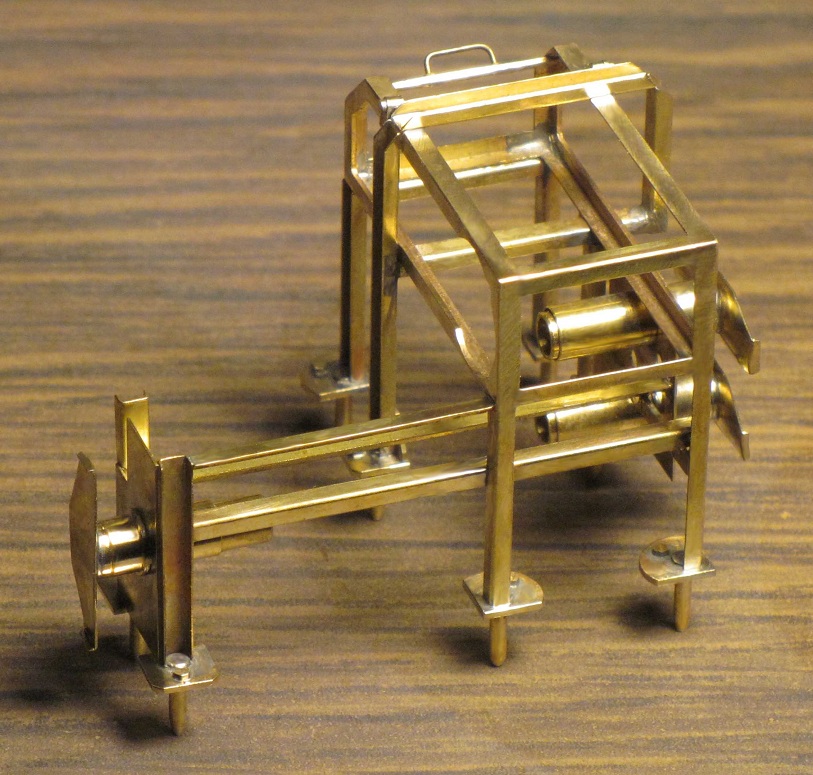
Ich hatte bei der Modellierung von
WABO-Lagergestellen (Foto 001) 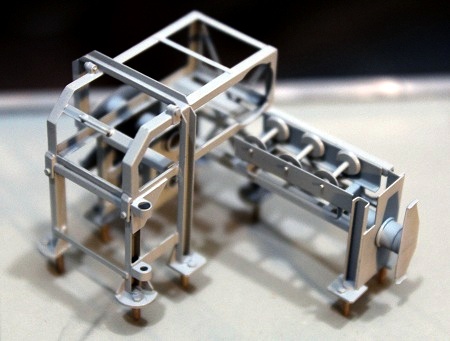 für
mein 1:50-Zerstörer-Modell den konkreten Fall, zahlreiche U-Profile 2 x 1,2 mm
auf exakt gleiche Längen zu bringen. Wie so oft beginnt bei mir alles mit einer
10:1-Vergrößerungs-Zeichnung (Abb. 002)
für
mein 1:50-Zerstörer-Modell den konkreten Fall, zahlreiche U-Profile 2 x 1,2 mm
auf exakt gleiche Längen zu bringen. Wie so oft beginnt bei mir alles mit einer
10:1-Vergrößerungs-Zeichnung (Abb. 002)
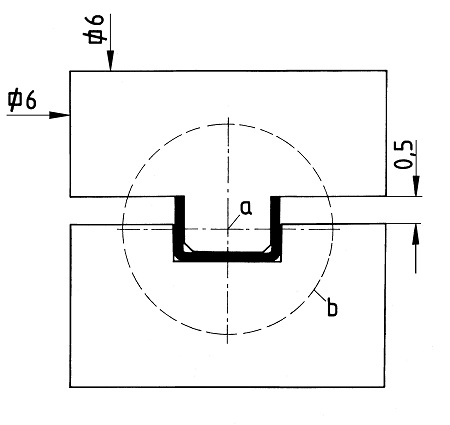 . Geschwärzt habe ich hier das Profil
gezeichnet und mit (a) den Mittelpunkt festgelegt, danach den Durchmesser (b)
der beabsichtigten 4-mm-Spannzange vom Uhrmacherdrehstuhl gezeichnet. Damit ich
die „Zange“ im Vierbackenfutter rund drehen kann, wurden die beiden Klemmstücke
so konstruiert, daß sie zusammen mit dem geklemmten U-Profil ein
6x6-mm-Vierkantprofil ergaben. Ein Klemmspalt von etwa 0,5 mm muß vorhanden sin.
Den Ø4 habe ich gewählt, weil er der größte Durchmesser ist, bei dem man
Stangenmaterial bei den Uhrmacherspannzangen ganz durch die Arbeitsspindel
stecken kann. Die größeren (bis Ø7) sind abgesetzte, für den Zweck weniger
geeignete Zangen. Will man größere Profile in größeren Spannzangen spannen, muß
man eine größere Drehmaschine (z.B. mit ER-Zangen) oder ein gut rundlaufendes
Backenfutter verwenden. Bei den ER-Zangen ist es für einen guten Rundlauf sehr
wichtig, daß diese Klemmstücke mindestens so lang sind, wie die Zangen selbst.
Kürzere Spannzapfen z.B. laufen in ER-Zangen nie richtig rund weil sie
verkanten!
. Geschwärzt habe ich hier das Profil
gezeichnet und mit (a) den Mittelpunkt festgelegt, danach den Durchmesser (b)
der beabsichtigten 4-mm-Spannzange vom Uhrmacherdrehstuhl gezeichnet. Damit ich
die „Zange“ im Vierbackenfutter rund drehen kann, wurden die beiden Klemmstücke
so konstruiert, daß sie zusammen mit dem geklemmten U-Profil ein
6x6-mm-Vierkantprofil ergaben. Ein Klemmspalt von etwa 0,5 mm muß vorhanden sin.
Den Ø4 habe ich gewählt, weil er der größte Durchmesser ist, bei dem man
Stangenmaterial bei den Uhrmacherspannzangen ganz durch die Arbeitsspindel
stecken kann. Die größeren (bis Ø7) sind abgesetzte, für den Zweck weniger
geeignete Zangen. Will man größere Profile in größeren Spannzangen spannen, muß
man eine größere Drehmaschine (z.B. mit ER-Zangen) oder ein gut rundlaufendes
Backenfutter verwenden. Bei den ER-Zangen ist es für einen guten Rundlauf sehr
wichtig, daß diese Klemmstücke mindestens so lang sind, wie die Zangen selbst.
Kürzere Spannzapfen z.B. laufen in ER-Zangen nie richtig rund weil sie
verkanten!
So waren zuerst zwei etwa 30 mm
lange Klemmstücke nach Abb. 003 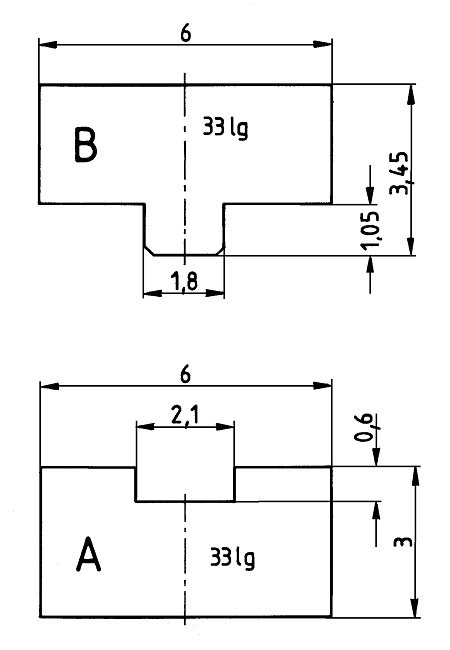 zu
fräsen. Die Breiten sind 6 mm, Ausgangsmaterial waren 6x6-mm-Ms-Vierkantstäbe
und für die Höhen rechnet man: 3,45 + 0,15 (Materialstärke des Blechs) + 2,4 mm
vom Unterteil A (3 – 0,6 = 2,4) = ebenfalls 6 mm. Sowohl die 1,8 mm breite
„Leiste“ bei B als auch die Nut bei A müssen exakt in der Mitte sitzen. Die
Leiste bei B sollte zwei kräftige 45°-Längsfasen erhalten, weil die Innenecken
bei geprägten U-Profilen niemals scharfkantig sind, das wäre nur bei gefrästen
Profilen so. Foto 004
zu
fräsen. Die Breiten sind 6 mm, Ausgangsmaterial waren 6x6-mm-Ms-Vierkantstäbe
und für die Höhen rechnet man: 3,45 + 0,15 (Materialstärke des Blechs) + 2,4 mm
vom Unterteil A (3 – 0,6 = 2,4) = ebenfalls 6 mm. Sowohl die 1,8 mm breite
„Leiste“ bei B als auch die Nut bei A müssen exakt in der Mitte sitzen. Die
Leiste bei B sollte zwei kräftige 45°-Längsfasen erhalten, weil die Innenecken
bei geprägten U-Profilen niemals scharfkantig sind, das wäre nur bei gefrästen
Profilen so. Foto 004 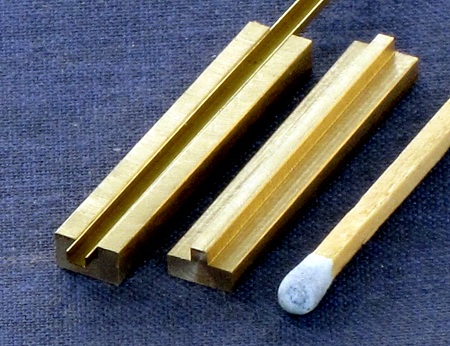 zeigt die
beiden Klemmstücke, links ist ein U-Profil eingelegt. Und beim Foto 005
zeigt die
beiden Klemmstücke, links ist ein U-Profil eingelegt. Und beim Foto 005
 sind die Teile zusammengesteckt, man
erkennt den nötigen Klemmspalt. Im Foto 006
sind die Teile zusammengesteckt, man
erkennt den nötigen Klemmspalt. Im Foto 006
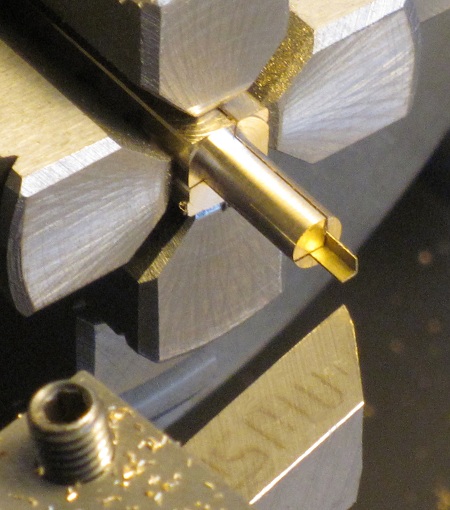
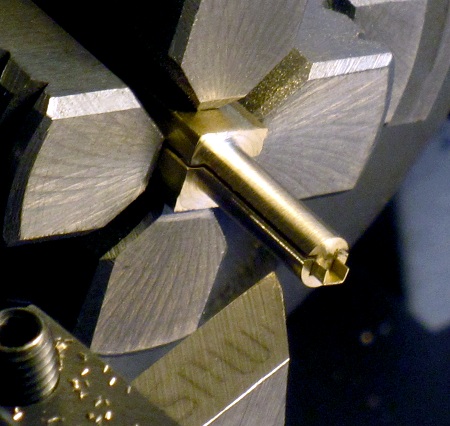 ragen die Klemmstücke knapp 2/3 ihrer
Länge aus dem Vierbackenfutter und werden auf exakt Ø4 überdreht. Dieser
Durchmesser 4 wird danach in die 4-mm-Spannzange gespannt und die restliche
Länge wird ebenfalls auf den Ø4 gebracht (Foto 007)
ragen die Klemmstücke knapp 2/3 ihrer
Länge aus dem Vierbackenfutter und werden auf exakt Ø4 überdreht. Dieser
Durchmesser 4 wird danach in die 4-mm-Spannzange gespannt und die restliche
Länge wird ebenfalls auf den Ø4 gebracht (Foto 007)
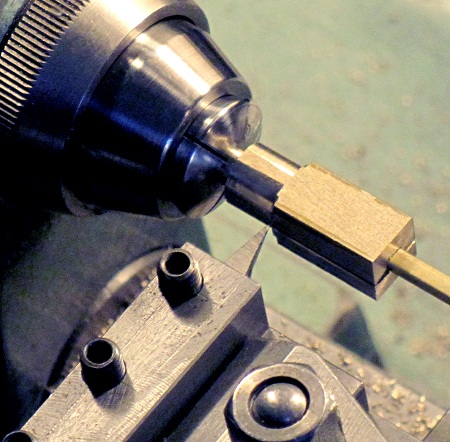 . Das kann man bei sehr großen Teilen mit
einem linken Seitendrehstahl machen oder mit einem Abstechdrehstahl. Ich drehe
solche Dinge gern mit einem Spitzdrehstahl, welcher wesentlich schlanker als ein
Außengewinde-Drehstahl geschliffen ist. Man dreht stückweise von links nach
rechts und steckt die Teile dabei immer weiter in die Zange hinein (Foto 008)
. Das kann man bei sehr großen Teilen mit
einem linken Seitendrehstahl machen oder mit einem Abstechdrehstahl. Ich drehe
solche Dinge gern mit einem Spitzdrehstahl, welcher wesentlich schlanker als ein
Außengewinde-Drehstahl geschliffen ist. Man dreht stückweise von links nach
rechts und steckt die Teile dabei immer weiter in die Zange hinein (Foto 008)
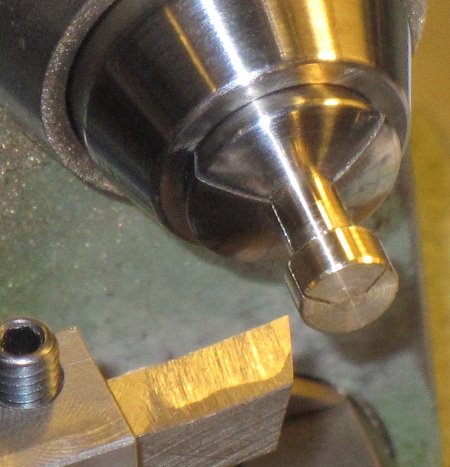
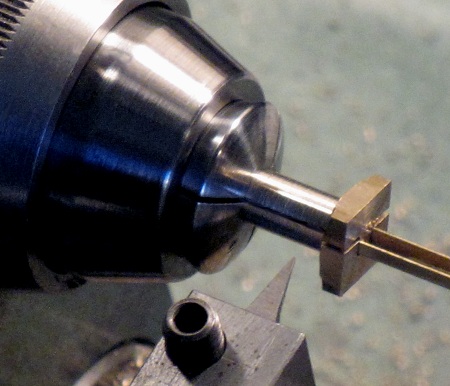 . Tut man das Langdrehen mit dem
Obersupport, muß dieser zuvor auf exaktes zylindrisches Drehen eingerichtet
werden (Drehversuch). Vorn läßt man einen auf Ø6 gedrehten Anlagebund stehen
(Foto 009)
. Tut man das Langdrehen mit dem
Obersupport, muß dieser zuvor auf exaktes zylindrisches Drehen eingerichtet
werden (Drehversuch). Vorn läßt man einen auf Ø6 gedrehten Anlagebund stehen
(Foto 009) 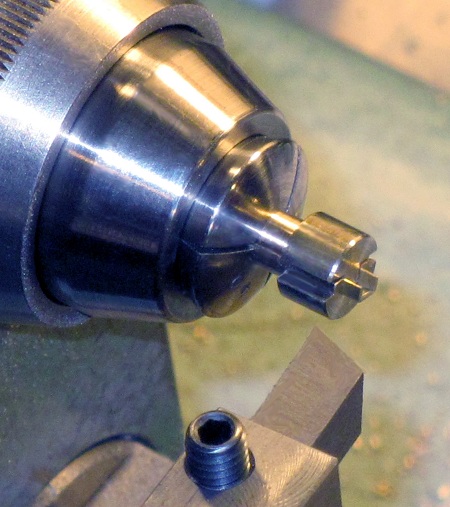 .
.
Beim Drehen der U-Profile auf
Länge liegt der Anlagebund im Gegensatz zum Foto 009 ganz an der Zangenstirn an.
Das Profil wird mit einem Mini-Seitenschneider mit etwa 2 mm Überlänge
abgeschnitten und so in die Klemmstücke gelegt, daß nicht viel mehr als 1 bis 2
mm ausragen. Die Seiten des U-Profils werden dabei mit dem Seitenschneider
durchtrennt, der Rest wird einfach abgebrochen. Die Drehstahlspitze des rechten
Seitendrehstahls mit eingerichtetem Planfreiwinkel (a in Abb. 010)
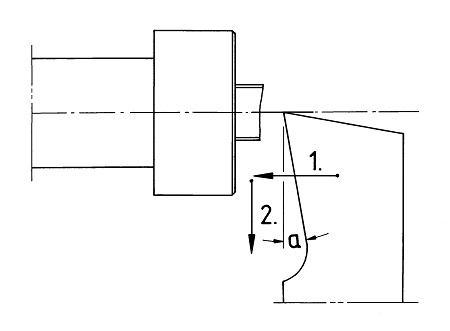 wird etwa in die Spindelmitte gerichtet und
so kann man per Langdrehen die Länge abplanen (1.). Bei Messing-Profilen geht
das (mit einem scharfen Drehstahl) so gut, daß sich das Blech dabei nicht
verbiegt. Damit man eine ebene Planfläche erhält, wird der Drehstahl zum Schluß
nach außen gezogen (2.). Bei derart kleinen Profilen sollte man eine Kopflupe
benutzen, damit man vor allem das „Ankratzen“ gut erkennen kann.
wird etwa in die Spindelmitte gerichtet und
so kann man per Langdrehen die Länge abplanen (1.). Bei Messing-Profilen geht
das (mit einem scharfen Drehstahl) so gut, daß sich das Blech dabei nicht
verbiegt. Damit man eine ebene Planfläche erhält, wird der Drehstahl zum Schluß
nach außen gezogen (2.). Bei derart kleinen Profilen sollte man eine Kopflupe
benutzen, damit man vor allem das „Ankratzen“ gut erkennen kann.
In Abb. 011
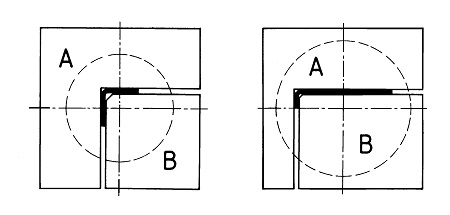 links habe ich die Konstruktion von
Klemmstücken für L-Profile 1,4 x 1,4 mm dargestellt, welche ich ebenfalls für
die WABO-Lager auf exakte Längen zu bringen hatte. Auch hier ist der
4-mm-Durchmesser gestrichelt gezeichnet und das Ausgangsprofil ist ebenfalls 6 x
6 mm. Foto 012
links habe ich die Konstruktion von
Klemmstücken für L-Profile 1,4 x 1,4 mm dargestellt, welche ich ebenfalls für
die WABO-Lager auf exakte Längen zu bringen hatte. Auch hier ist der
4-mm-Durchmesser gestrichelt gezeichnet und das Ausgangsprofil ist ebenfalls 6 x
6 mm. Foto 012 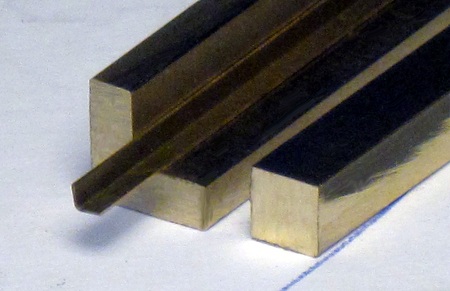 zeigt Unter- (A) und
Oberteil (B) mit einem eingelegten Profil und Foto 013
zeigt Unter- (A) und
Oberteil (B) mit einem eingelegten Profil und Foto 013
 den Beginn des Runddrehens. Auch hier
sollte das Oberteil B an der Kante, welche in die Ecke des Profils drückt, eine
kräftige Fase haben. In meiner Werkstatt sind alle Arbeitsplatten exakt
waagerecht ausgerichtet. Deshalb konnte ich die in den Klemmstücken auf Länge
plangedrehten L- und U-Profile zum Beweis der Winkligkeit auf den Tisch stellen
(Foto 014)
den Beginn des Runddrehens. Auch hier
sollte das Oberteil B an der Kante, welche in die Ecke des Profils drückt, eine
kräftige Fase haben. In meiner Werkstatt sind alle Arbeitsplatten exakt
waagerecht ausgerichtet. Deshalb konnte ich die in den Klemmstücken auf Länge
plangedrehten L- und U-Profile zum Beweis der Winkligkeit auf den Tisch stellen
(Foto 014) 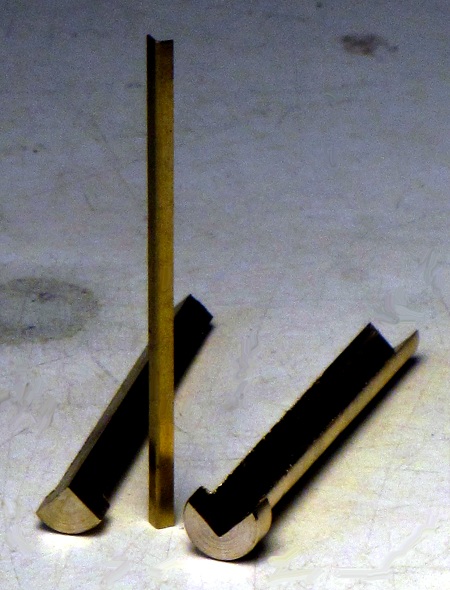 . Foto 015
. Foto 015
 zeigt den Anlagebund auch bei den
Klemmstücken für L-Profile. Sie sind bei diesem Foto allerdings ein Stück aus
der Spannzange herausgezogen.
zeigt den Anlagebund auch bei den
Klemmstücken für L-Profile. Sie sind bei diesem Foto allerdings ein Stück aus
der Spannzange herausgezogen.
In Abb. 011 rechts habe ich die
Klemmstücke für ein L-Profil mit ungleich langen Schenkeln 3,6 x 0,7 mm
gezeichnet. Hier ist eine 5-mm-Spannzange nötig. Wenn man keine Spannzangen zur
Verfügung hat, kann man auf gleiche Weise auch mit einem gut rundlaufenden
Backenfutter arbeiten. Bei etwas konstruktiver Vorarbeit (10:1-Zeichnung) kann
man sich Klemmstücke für nahezu jede beliebige Profilform schaffen. Die
Arbeitsweise ist immer gleich. Um den Querschnitt des Profils wird zuerst der
Kreis der geplanten Spannzange gezogen und dann das Ausgangsquadrat für die
Klemmstücke (Unter- und Oberteile). Foto 016
 (Foto anklicken) verdeutlicht noch einmal, wie schön
Modellteile aus Profilen aussehen, wenn diese exakt auf Länge gedreht und zudem,
wie in diesem Fall, in mehreren Lötvorrichtungen zusammengelötet wurden.
(Foto anklicken) verdeutlicht noch einmal, wie schön
Modellteile aus Profilen aussehen, wenn diese exakt auf Länge gedreht und zudem,
wie in diesem Fall, in mehreren Lötvorrichtungen zusammengelötet wurden.
Will man U- und L-Profile für das
Zusammensetzen, z.B. für Rahmen, schräg auf Länge bringen (auf Gehrung
schneiden), so kann man sich ebensolche Klemmstücke auch für das Spannen im
Maschinenschraubstock der Fräsmaschine anfertigen. Dabei beträgt der
anzuarbeitende Gehrungswinkel stets die Hälfte (die Winkelhalbierende) der
Abwinkelung. Bei einer 90°-Ecke würde man an beide Profile 45°-Gehrungen
anfräsen (Foto 017) 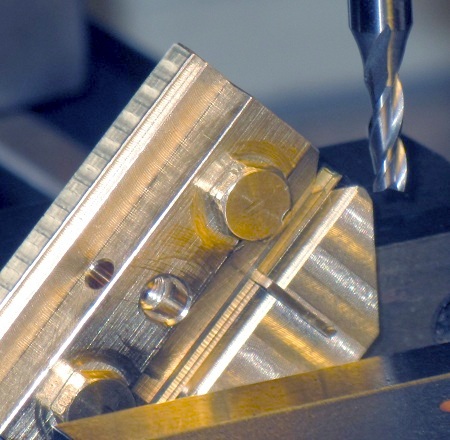 und bei einer
45°-Abwinkelung 22,5°-Gehrungen (Foto 018)
und bei einer
45°-Abwinkelung 22,5°-Gehrungen (Foto 018)
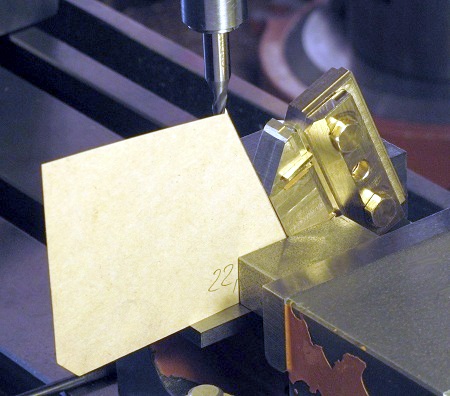 bei 30° dann 15°-Gehrungen usw.. Bei Foto
018 sieht man, daß ich für die Einrichtung der richtigen Schräglage der
Klemmvorrichtung eine einfache Kartonschablone benutzt habe. Im Foto 019
bei 30° dann 15°-Gehrungen usw.. Bei Foto
018 sieht man, daß ich für die Einrichtung der richtigen Schräglage der
Klemmvorrichtung eine einfache Kartonschablone benutzt habe. Im Foto 019
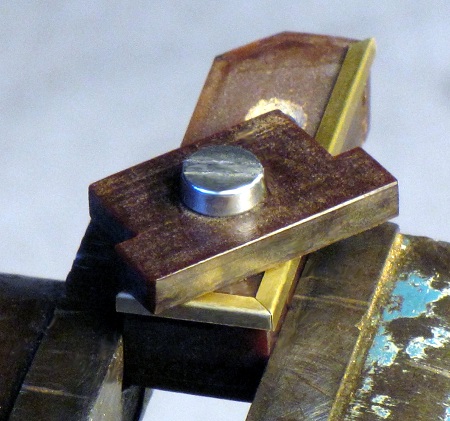 zeige ich die einfache
Klemmvorrichtung, mit welcher ich die Rahmen zusammengelötet habe. An den
90°-Ecken beim Foto 020
zeige ich die einfache
Klemmvorrichtung, mit welcher ich die Rahmen zusammengelötet habe. An den
90°-Ecken beim Foto 020 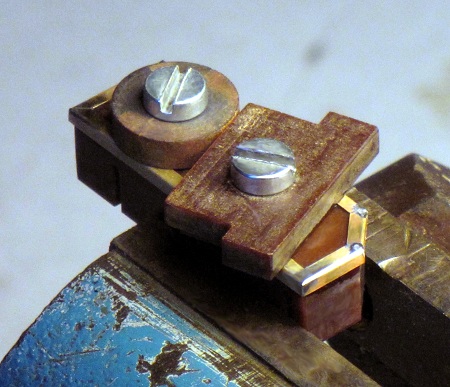 wurde das
Zuviel von Lötzinn bereits entfernt. Das ist beim Löten von höchster
Wichtigkeit. Die Piloten sagen: Fliegen heißt landen. Ich sage: Löten heißt
entfernen von überschüssigem Lötzinn!
wurde das
Zuviel von Lötzinn bereits entfernt. Das ist beim Löten von höchster
Wichtigkeit. Die Piloten sagen: Fliegen heißt landen. Ich sage: Löten heißt
entfernen von überschüssigem Lötzinn!
Jürgen Eichardt

zurück/back |
home