Rohrleitungen
piping
An Bord des Zerstörers
sieht man div., außen liegende Rohrleitungen in verschiedenen Durchmessern. Das
sind vor allem Wasserablauf-Rohre (Regenrohre), Entlüftungsrohre u.ä.. Ich
möchte meine Modellierung hier für den M 1:50 darstellen. Die "Probleme" bei
diesen Rohrleitungen sind im Grunde nur die gute Ausführung der 90°-Rohrmuffen
und die Schellenbefestigungen, damit alles recht gut aussieht. Das möchte ich
hier ausführlich erklären. Beginnen wir mit den Rohrmuffen (auch Rohrknie
oder Rohrkrümmer genannt).
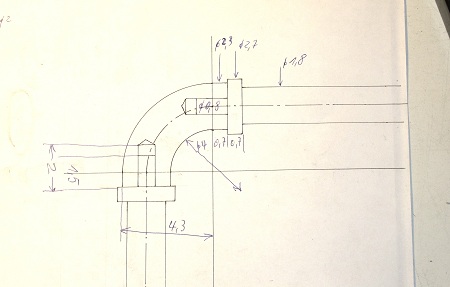 Rohrleitungen mit einem Außendurchmesser von
1,2 mm hatte ich bereits gemacht. Ich habe also Erfahrungen "auf der Strecke".
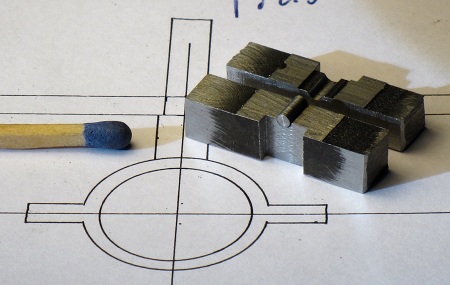
Nun soll es um die etwas größeren Rohre mit 1,8 mm Durchmesser gehen. Die Knie
haben dabei einen Durchmesser von 2,3 mm (ich habe einen 2,3-mm-Fingerfräser,
das war der Ausgangspunkt!). Die oft bei solchen Muffen zu sehenden Wülste haben
einen Durchmesser von 2,7 mm. Im Bild meine 10:1-Zeichnung für die
Maßverhältnisse. Die geraden Rohrlängen werden dann später mit etwa 1,5 mm
langen 0,8-mm-Zapfen angesetzt. T-Muffen wären viel einfacher herzustellen, doch
das ist hier nicht das Thema.
Rohrleitungen mit einem Außendurchmesser von
1,2 mm hatte ich bereits gemacht. Ich habe also Erfahrungen "auf der Strecke".
Nun soll es um die etwas größeren Rohre mit 1,8 mm Durchmesser gehen. Die Knie
haben dabei einen Durchmesser von 2,3 mm (ich habe einen 2,3-mm-Fingerfräser,
das war der Ausgangspunkt!). Die oft bei solchen Muffen zu sehenden Wülste haben
einen Durchmesser von 2,7 mm. Im Bild meine 10:1-Zeichnung für die
Maßverhältnisse. Die geraden Rohrlängen werden dann später mit etwa 1,5 mm
langen 0,8-mm-Zapfen angesetzt. T-Muffen wären viel einfacher herzustellen, doch
das ist hier nicht das Thema.
 Ein Ms-Klotz erhielt eine 2,3 mm hohe Stufe.
Daran wird dar Schaft eines 2,3-mm-Wendelbohrers gelegt und daran ein
Rundungskörper (H7-Bohrung 2 mm, kleiner Durchmesser 4 mm, großer 6,3 mm). Mit
einem 2-mm-Zentrierkörner wird die 2-mm-Bohrung auf den Klotz übertragen und
dieser ebenfalls 2H7 gebohrt/-rieben. Haben Sie noch keine Zentrierkörner?
Machen, jetzt!
Ein Ms-Klotz erhielt eine 2,3 mm hohe Stufe.
Daran wird dar Schaft eines 2,3-mm-Wendelbohrers gelegt und daran ein
Rundungskörper (H7-Bohrung 2 mm, kleiner Durchmesser 4 mm, großer 6,3 mm). Mit
einem 2-mm-Zentrierkörner wird die 2-mm-Bohrung auf den Klotz übertragen und
dieser ebenfalls 2H7 gebohrt/-rieben. Haben Sie noch keine Zentrierkörner?
Machen, jetzt!
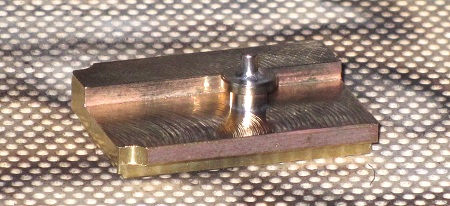 So kann der Rundungskörper mit einem
2-mm-Ms-Bolzen aufgelötet werden.
So kann der Rundungskörper mit einem
2-mm-Ms-Bolzen aufgelötet werden.
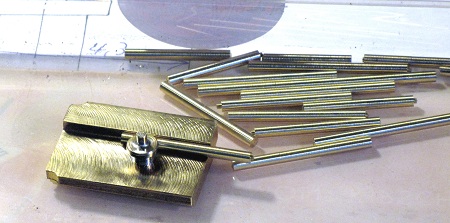 Eine Anzahl 2,3-mm-Stifte werden aus Messing
gedreht. Sie passen wie zuvor der Bohrerschaft in die Biegevorrichtung.
Eine Anzahl 2,3-mm-Stifte werden aus Messing
gedreht. Sie passen wie zuvor der Bohrerschaft in die Biegevorrichtung.
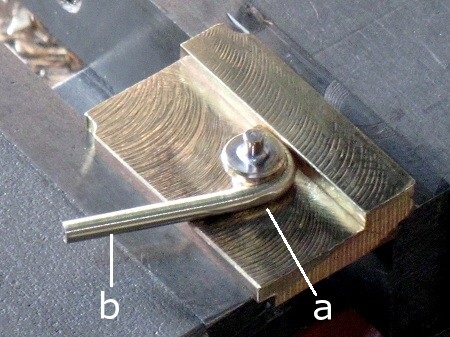 Die Messing-Stäbe kann man nur ausgeglüht
biegen (Propangasbrenner). Dabei darf man keinesfalls bei (b) drücken, sondern
nur bei (a). Das trifft für alle Biegearbeiten zu! Damit der Rohrbogen richtig
gut am Rundungskörper anliegt, habe ich nahe an diesem mit einem Alu-Dorn und
Hammer "gedrückt". Das hat eine Delle gemacht, die man im Foto sogar sehen kann.
Sie liegt aber in dem Bereich, der später abgekürzt wird.
Die Messing-Stäbe kann man nur ausgeglüht
biegen (Propangasbrenner). Dabei darf man keinesfalls bei (b) drücken, sondern
nur bei (a). Das trifft für alle Biegearbeiten zu! Damit der Rohrbogen richtig
gut am Rundungskörper anliegt, habe ich nahe an diesem mit einem Alu-Dorn und
Hammer "gedrückt". Das hat eine Delle gemacht, die man im Foto sogar sehen kann.
Sie liegt aber in dem Bereich, der später abgekürzt wird.
 (Foto anklicken) An die längeren Stücke habe ich zwei
Bögen angeformt.
(Foto anklicken) An die längeren Stücke habe ich zwei
Bögen angeformt.
 Mit der Laubsäge habe ich die Bogenstücke
noch mit etwas Überlänge an beiden Seiten abgesägt.
Mit der Laubsäge habe ich die Bogenstücke
noch mit etwas Überlänge an beiden Seiten abgesägt.
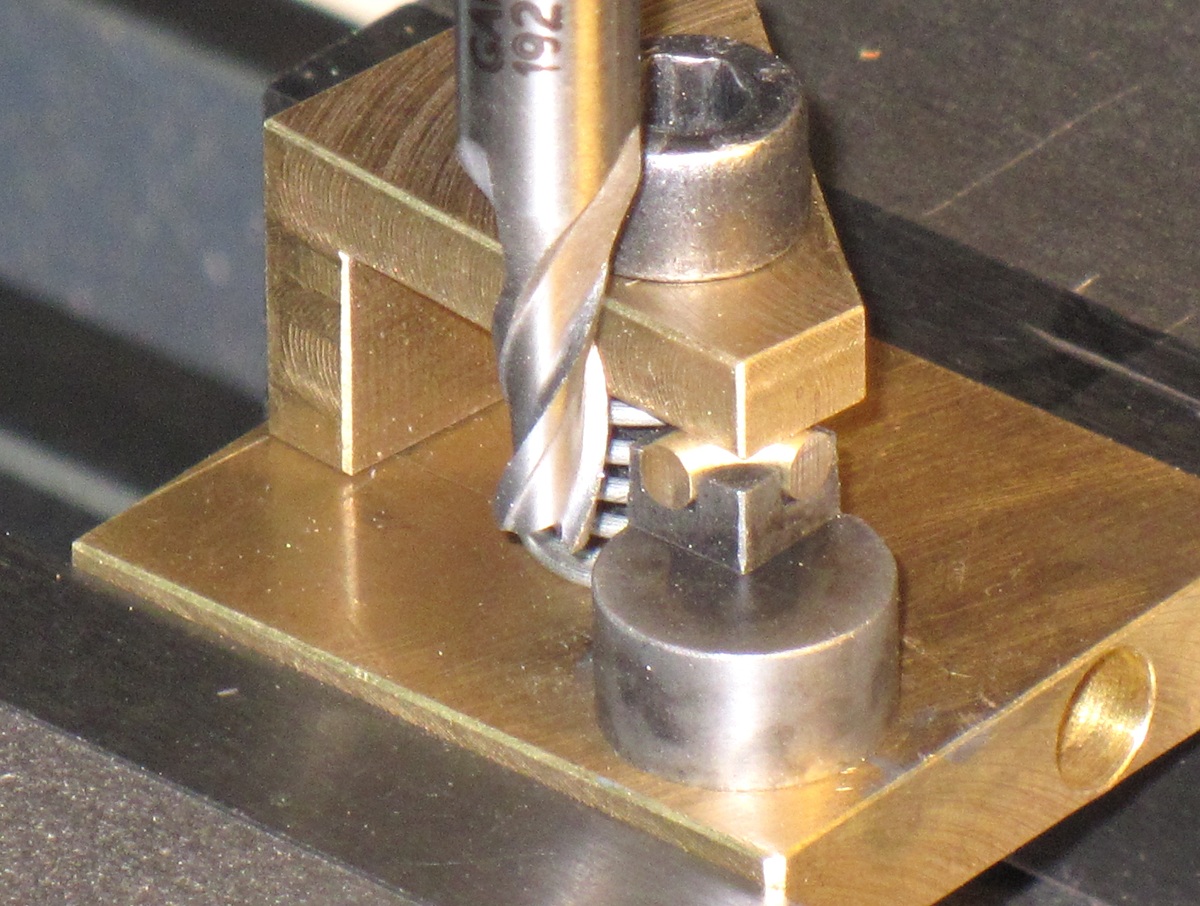
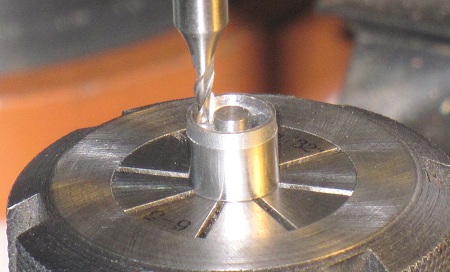
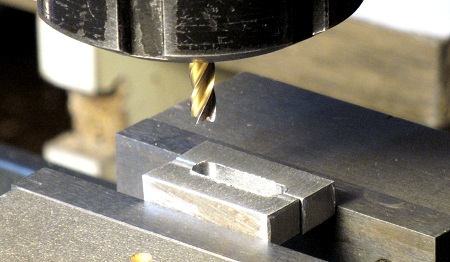
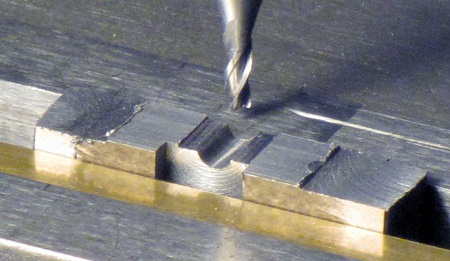
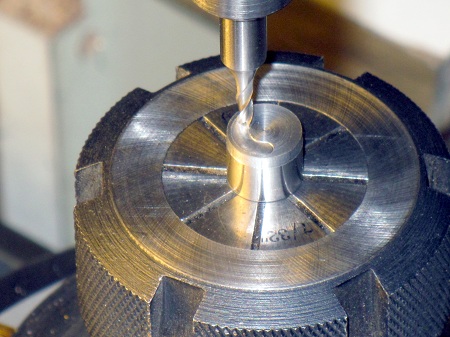 Das Anfräsen der 90°-"Längen" kann nur in
einer Fräsvorrichtung richtig genau gemacht werden. Mit einem
2,3-mm-Fingerfräser wird auf dem Rundtisch (mit Zangenfutter) ein Spannstück aus
Silberstahl gefräst. Hier wird die erste Runde (je nur 0,2 mm tief) gefräst.
Das Anfräsen der 90°-"Längen" kann nur in
einer Fräsvorrichtung richtig genau gemacht werden. Mit einem
2,3-mm-Fingerfräser wird auf dem Rundtisch (mit Zangenfutter) ein Spannstück aus
Silberstahl gefräst. Hier wird die erste Runde (je nur 0,2 mm tief) gefräst.
 Nach mehreren "Runden" ist die Fertig-Tiefe von 1,4 mm erreicht. Der oben
sichtbare Außendurchmesser wurde mit dem Fräser auf dem Rundtisch angefräst. Der
Durchmesser wurde gemessen und dann der Fräser errechnet nach innen verschoben,
sodaß der Innenzapfen einen Durchmesser von 4 mm hat (Koordinaten-Fräsen). An
solchen Dingen merkt man schon, daß ich beruflich aus der "Werkzeugmacher-Ecke"
komme. Das Arbeiten nach Koordinaten ist auf einer Fräsmaschine besonders
wichtig.
Nach mehreren "Runden" ist die Fertig-Tiefe von 1,4 mm erreicht. Der oben
sichtbare Außendurchmesser wurde mit dem Fräser auf dem Rundtisch angefräst. Der
Durchmesser wurde gemessen und dann der Fräser errechnet nach innen verschoben,
sodaß der Innenzapfen einen Durchmesser von 4 mm hat (Koordinaten-Fräsen). An
solchen Dingen merkt man schon, daß ich beruflich aus der "Werkzeugmacher-Ecke"
komme. Das Arbeiten nach Koordinaten ist auf einer Fräsmaschine besonders
wichtig.
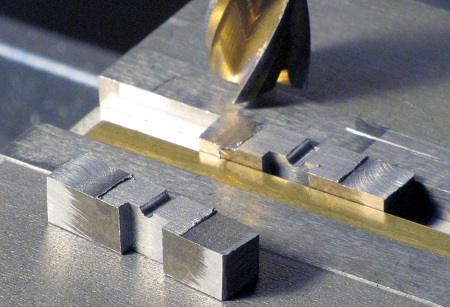
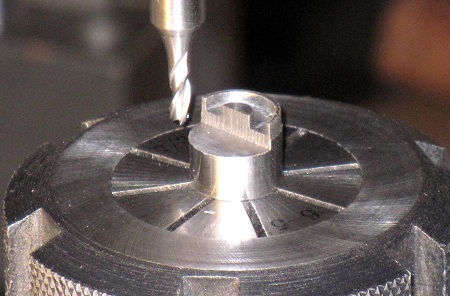 Eine Hälfte wird weggefräst...
Eine Hälfte wird weggefräst...
 ...und nach einer Drehung von 90° ein weiters
Viertel, sodaß nur noch ein Viertel bleibt.
...und nach einer Drehung von 90° ein weiters
Viertel, sodaß nur noch ein Viertel bleibt.
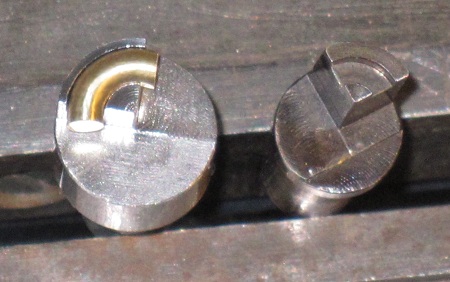 Ein noch zu langer Rohrbogen ist links
eingelegt. Rechts das Spannstück von den schon gemachten dünneren Rohrleitungen.
Ein noch zu langer Rohrbogen ist links
eingelegt. Rechts das Spannstück von den schon gemachten dünneren Rohrleitungen.
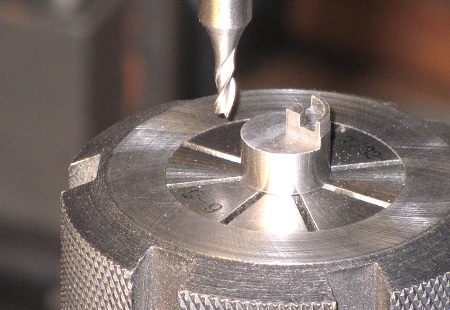
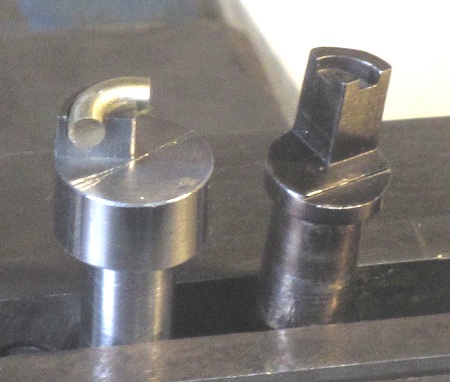 Noch eine andere "Sicht der Dinge". Das neue
Teil links ist noch nicht gehärtet.
Noch eine andere "Sicht der Dinge". Das neue
Teil links ist noch nicht gehärtet.
 (Foto anklicken) Das Spannstück (ganz rechts) ist hier
gehärtet. Der Rest zeigt die übrigen Teile der Fräsvorrichtung. Die Feder soll
das winkelartige "Spanneisen" stets nach oben drücken, ist so praktischer.
(Foto anklicken) Das Spannstück (ganz rechts) ist hier
gehärtet. Der Rest zeigt die übrigen Teile der Fräsvorrichtung. Die Feder soll
das winkelartige "Spanneisen" stets nach oben drücken, ist so praktischer.
 (Foto anklicken) Ein Rohrbogen ist geklemmt und die
"Enden" exakt senkrecht und zu 90° angefräst.
(Foto anklicken) Ein Rohrbogen ist geklemmt und die
"Enden" exakt senkrecht und zu 90° angefräst.
 Das Wichtigste ist erreicht: die beiden
Flächen stehen unter genau 90°, man sieht es.
Das Wichtigste ist erreicht: die beiden
Flächen stehen unter genau 90°, man sieht es.
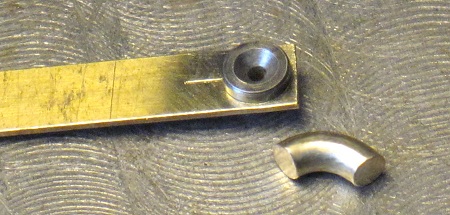 In die Mitte der beiden runden Flächen müssen
0,8-mm-Zentrierbohrungen gebohrt werden. Das geht ebenfalls nur richtig genau
mit einer Bohrhilfe, ich will es nicht Bohrvorrichtung nennen. Die in den
Ms-Blechstreifen eingepreßte, gehärtete Buchse hat einen 90°-Innen-Zentrierkegel,
welcher oben gering größer als 2,3 mm ist, die Bohrung ist 0,8 mm. Damit man
diese Bohrbuchse richtig gut auf das Rohrknie aufsetzen kann, müssen die Kanten
an diesem entgratet sein!
In die Mitte der beiden runden Flächen müssen
0,8-mm-Zentrierbohrungen gebohrt werden. Das geht ebenfalls nur richtig genau
mit einer Bohrhilfe, ich will es nicht Bohrvorrichtung nennen. Die in den
Ms-Blechstreifen eingepreßte, gehärtete Buchse hat einen 90°-Innen-Zentrierkegel,
welcher oben gering größer als 2,3 mm ist, die Bohrung ist 0,8 mm. Damit man
diese Bohrbuchse richtig gut auf das Rohrknie aufsetzen kann, müssen die Kanten
an diesem entgratet sein!
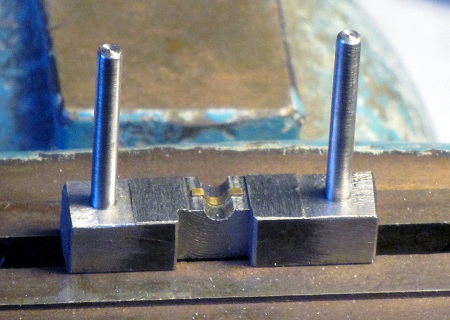
 Das Rohrknie ragt etwas aus den
Schraubstockbacken heraus...
Das Rohrknie ragt etwas aus den
Schraubstockbacken heraus...
 ...die Bohrbuchse wird aufgesetzt und durch
die 0,8-mm-Bohrung kann dieses angebohrt werden.
...die Bohrbuchse wird aufgesetzt und durch
die 0,8-mm-Bohrung kann dieses angebohrt werden.
 Das sieht dann so aus. Man erkennt, daß die
Bohrung genau in der Mitte der Fläche sitzt.
Das sieht dann so aus. Man erkennt, daß die
Bohrung genau in der Mitte der Fläche sitzt.
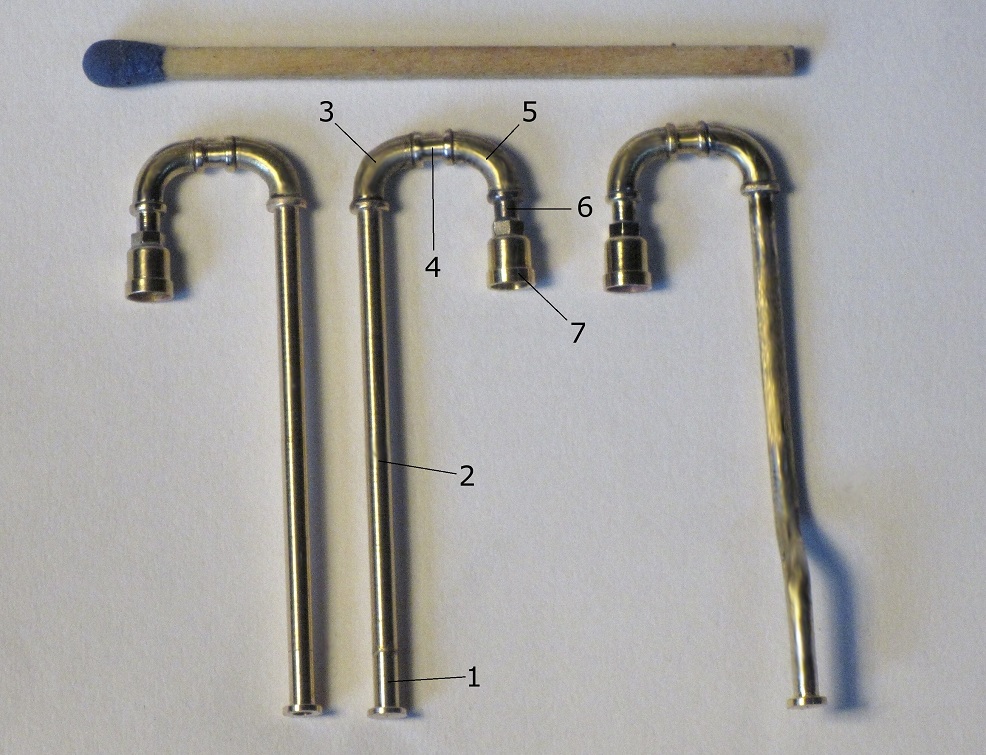
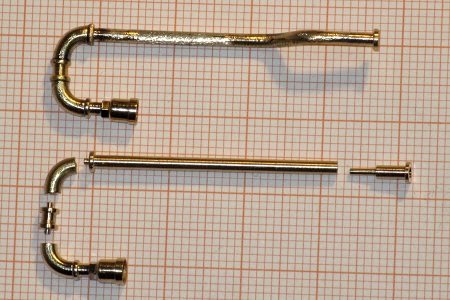 Kürzere und längere Rohrstücke mit
Verbindungszapfen Durchmesser 0,8 x 1 werden gedreht hier zu kompletten
Schwanenhalslüftern zusammengelötet/-geklebt.
Kürzere und längere Rohrstücke mit
Verbindungszapfen Durchmesser 0,8 x 1 werden gedreht hier zu kompletten
Schwanenhalslüftern zusammengelötet/-geklebt.
 (Foto
anklicken) Die Lüfterrohre bestehen hier aus insgesamt sieben
Teilen. Am Teil 7 wurde vor der Montage das Sechskantstück angefräst
(Schlagzahnfräsen).
(Foto
anklicken) Die Lüfterrohre bestehen hier aus insgesamt sieben
Teilen. Am Teil 7 wurde vor der Montage das Sechskantstück angefräst
(Schlagzahnfräsen).
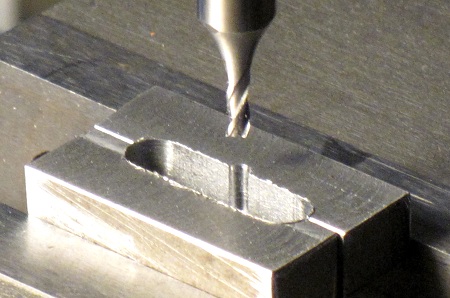
 Nun die Herstellung von Rohrschellen. Zwei
Stahlstücke werden aneinanderliegend im Schraubstock gespannt und mit einem
4-mm-Fingerfräser mittig ein Durchbruch gefräst (die Seitenwände für eine gute
Fläche noch einmal leicht überschlichtet).
Nun die Herstellung von Rohrschellen. Zwei
Stahlstücke werden aneinanderliegend im Schraubstock gespannt und mit einem
4-mm-Fingerfräser mittig ein Durchbruch gefräst (die Seitenwände für eine gute
Fläche noch einmal leicht überschlichtet).
 Mit einem 1,8-mm-Fingerfräser wird in das
eine Stahlstück 0,9-mm tief (seitlich) von oben nach unten eine Nut gestochen;
Mit einem 1,8-mm-Fingerfräser wird in das
eine Stahlstück 0,9-mm tief (seitlich) von oben nach unten eine Nut gestochen;
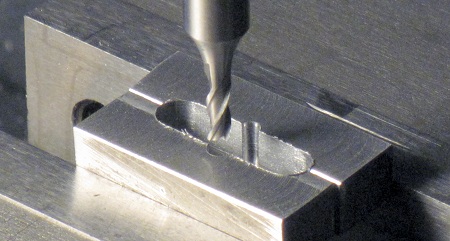 in das andere Stahlstück mit einem
2,3-mm-Fingerfräser eine 1,1 mm tiefe Nut.
in das andere Stahlstück mit einem
2,3-mm-Fingerfräser eine 1,1 mm tiefe Nut.
 Die Schneidenteile dieser Fingerfräser sind
nicht lang genug. Deshalb konnte ich nicht ganz durchstechen.
Die Schneidenteile dieser Fingerfräser sind
nicht lang genug. Deshalb konnte ich nicht ganz durchstechen.
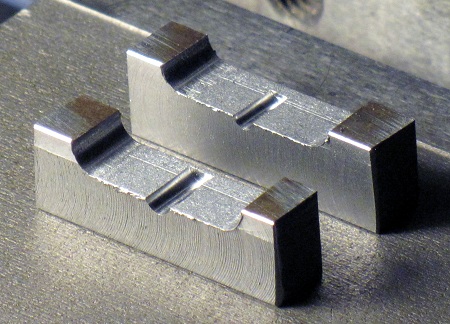
 Dieses Material wurde mit einer Quernut bei
beiden Teilen weggenommen;
Dieses Material wurde mit einer Quernut bei
beiden Teilen weggenommen;
 dann auch die Erhöhungen an den Enden, leicht
"unter die Fläche".
dann auch die Erhöhungen an den Enden, leicht
"unter die Fläche".
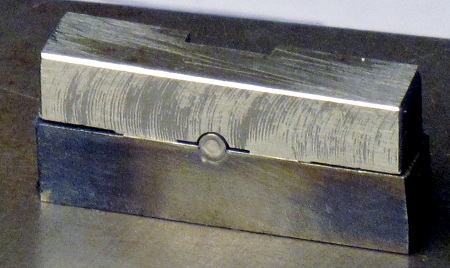
 Beim Unterteil der späteren Prägevorrichtung
wird gut vermittelt der Einlegekanal für die Blechstücke 0,2 mm tief (das ist
die Blechstärke) und 4,8 mm breit eingefräst.
Beim Unterteil der späteren Prägevorrichtung
wird gut vermittelt der Einlegekanal für die Blechstücke 0,2 mm tief (das ist
die Blechstärke) und 4,8 mm breit eingefräst.
 Für das Oberteil wird ein kleiner Stahlstift
Durchmesser 1,8 gedreht...
Für das Oberteil wird ein kleiner Stahlstift
Durchmesser 1,8 gedreht...
 ...und in dieses eingelötet.
...und in dieses eingelötet.
 Nach dem Verputzen.
Nach dem Verputzen.
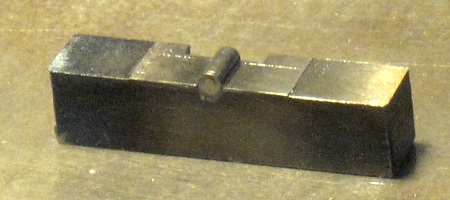
 Ober- und Unterteil sind hier nur zur
Kontrolle übereinandergelegt.
Ober- und Unterteil sind hier nur zur
Kontrolle übereinandergelegt.
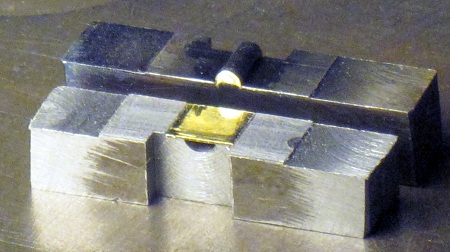 Ein passendes 0,2-mm-Ms-Blechstück wird in
den Einlegekanal gelegt.
Ein passendes 0,2-mm-Ms-Blechstück wird in
den Einlegekanal gelegt.
 So werden die beiden Teile von Hand
zusammengefügt und im Schraubstock zusammengepreßt. Dabei entsteht die erste
"Schelle".
So werden die beiden Teile von Hand
zusammengefügt und im Schraubstock zusammengepreßt. Dabei entsteht die erste
"Schelle".
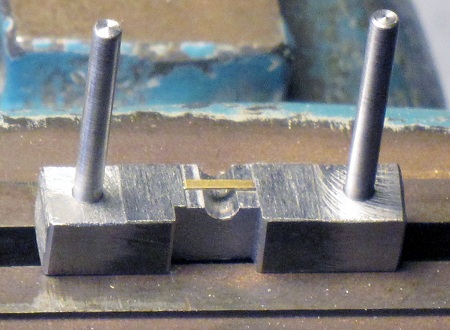
 Mit dem eingeklemmten Blechstück können die
beiden Teile gegeneinander verbohrt und gerieben (Durchmesser 2 mm) werden. Das
Bohren selbstverständlich auf der Fräsmaschine. Nur das Reiben auf 2H7 mache ich
hier "in einer Einspannung" im Bankschraubstock.
Mit dem eingeklemmten Blechstück können die
beiden Teile gegeneinander verbohrt und gerieben (Durchmesser 2 mm) werden. Das
Bohren selbstverständlich auf der Fräsmaschine. Nur das Reiben auf 2H7 mache ich
hier "in einer Einspannung" im Bankschraubstock.
 (Foto anklicken) Die vordere Fläche habe ich
überschlichtet, damit man gut den Spalt mit der Schellenform sieht. Ich mach das
nicht zum ersten Mal. Die kleinsten Schellen, die ich vor Jahr-Zehnten schon gemacht
habe, waren für "Rohre" Durchmesser 0,8 mm! Also, da sind doch die hier
eher als groß anzusehen...
(Foto anklicken) Die vordere Fläche habe ich
überschlichtet, damit man gut den Spalt mit der Schellenform sieht. Ich mach das
nicht zum ersten Mal. Die kleinsten Schellen, die ich vor Jahr-Zehnten schon gemacht
habe, waren für "Rohre" Durchmesser 0,8 mm! Also, da sind doch die hier
eher als groß anzusehen...
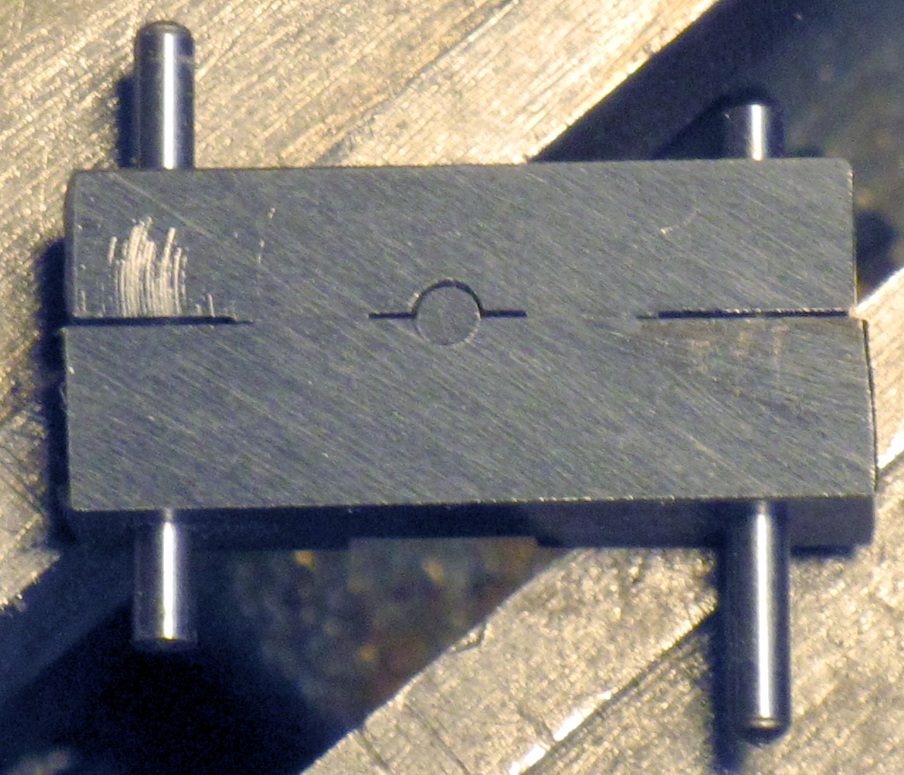
 In den Einlegekanal werden nun
nacheinander die zurechtgeschnittenen Blechstreifen 0,2 x 0,8 x 4,7 (der Kanal
ist 4,8 mm breit) mm gelegt, das Oberteil heruntergeschoben, sodaß es leicht auf
dem Blechstreifen aufsitzt, und ein leichter Hammerschlag...
In den Einlegekanal werden nun
nacheinander die zurechtgeschnittenen Blechstreifen 0,2 x 0,8 x 4,7 (der Kanal
ist 4,8 mm breit) mm gelegt, das Oberteil heruntergeschoben, sodaß es leicht auf
dem Blechstreifen aufsitzt, und ein leichter Hammerschlag...
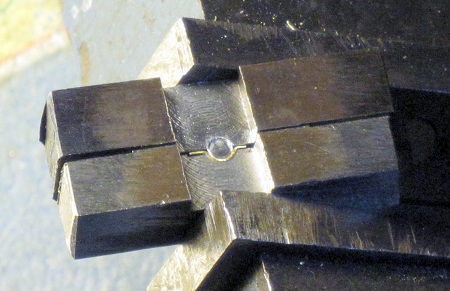
 ...formt die Schelle.
...formt die Schelle.
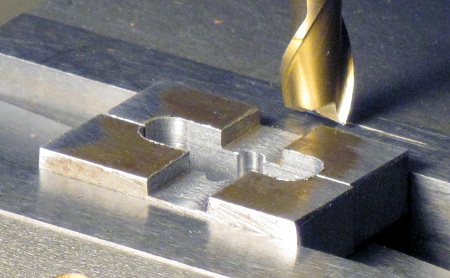
 (Foto anklicken) In der Nahaufnahme erkennt man die genaue
Form.
(Foto anklicken) In der Nahaufnahme erkennt man die genaue
Form.
 (Foto anklicken) Als Verbindungsstücke zur Deckshauswand werden
abgesetzte Stifte gedreht. Der dünne Durchmesser ist 0,5 mm und 3 mm lang; große
0,7 x 1 mm lang. Gedreht und sofort abgestochen wird mit einem Spitzdrehstahl.
Die hier noch sichtbaren Abstechpiepse werden mit einem leichten Strich mit
einer Nadelfeile entfernt.
(Foto anklicken) Als Verbindungsstücke zur Deckshauswand werden
abgesetzte Stifte gedreht. Der dünne Durchmesser ist 0,5 mm und 3 mm lang; große
0,7 x 1 mm lang. Gedreht und sofort abgestochen wird mit einem Spitzdrehstahl.
Die hier noch sichtbaren Abstechpiepse werden mit einem leichten Strich mit
einer Nadelfeile entfernt.
 Im Lötprisma wird jeweils ein solcher Stift
an eine Schellenhälfte gelötet. Dieses Teil wird dann bei der Rohrmontage bis
zum Absatz am Stift in ein 0,5-mm-Loch in der Deckshauswand gesteckt und mit
einem Tropfen Sekundenkleber (vor-)geklebt. Die Endklebung erfolgt wieder von
innen mit einem "Verguß" mit 2-K-Kleber. In diese Hälfte wird das Rohr mit einem
Tropfen Sekundenkleber (0,3-mm-Draht) geklebt, dann die zweite Schellenhälfte
aufgelegt und ebenfalls mit Sekundenkleber festgehalten. Bei einem größeren
Maßstab (1:33 und größer) könnte man für eine noch bessere Detaillierung an die
beiden Schrauben denken, die ja eigentlich die beiden Schellenhälften
zusammenhalten. Hier bei 1:50 nicht und nicht bei Originalrohren von nur 90 mm
Durchmesser.
Im Lötprisma wird jeweils ein solcher Stift
an eine Schellenhälfte gelötet. Dieses Teil wird dann bei der Rohrmontage bis
zum Absatz am Stift in ein 0,5-mm-Loch in der Deckshauswand gesteckt und mit
einem Tropfen Sekundenkleber (vor-)geklebt. Die Endklebung erfolgt wieder von
innen mit einem "Verguß" mit 2-K-Kleber. In diese Hälfte wird das Rohr mit einem
Tropfen Sekundenkleber (0,3-mm-Draht) geklebt, dann die zweite Schellenhälfte
aufgelegt und ebenfalls mit Sekundenkleber festgehalten. Bei einem größeren
Maßstab (1:33 und größer) könnte man für eine noch bessere Detaillierung an die
beiden Schrauben denken, die ja eigentlich die beiden Schellenhälften
zusammenhalten. Hier bei 1:50 nicht und nicht bei Originalrohren von nur 90 mm
Durchmesser.
043 (Demnächst kommt
hier noch ein Foto: Lüfter am Deckshaus)

zurück/back
|
home