Obersupport-Verstiftung
pinning of
the upper support
Die meisten relativ kurzen
Drehteile drehe ich nicht mit dem maschinellen Vorschub (automatisch geht
anders!), sondern "kurbele" sie mit dem Obersupport ab. Das hat den besonderen
Vorteil, daß man die Längen fast nie messen muß, weil man ja nach dem Skalenring
dieses Support arbeitet. Wichtig ist in diesen Fällen, ich denke nur an Sitze
von Wälzlagern u.ä., daß die "Null-Grad-Stellung" exakt stimmt, der angedrehte
Zapfen also (unter Voraussetzung eines scharfen Drehstahls!) genau zylindrisch
ist. Nur nach der meist sehr grobschlächtigen Gradskala läßt sich das nie (!)
erreichen. Man kann den Obersupport nur bei zahlreichen Drehversuchen und mit
"Hundertstel-Schlägen" auf genaues Zylindrisch-Drehen einrichten. Meine
Uhrmacherdrehmaschine habe ich bereits vor Jahren "verstiftet".
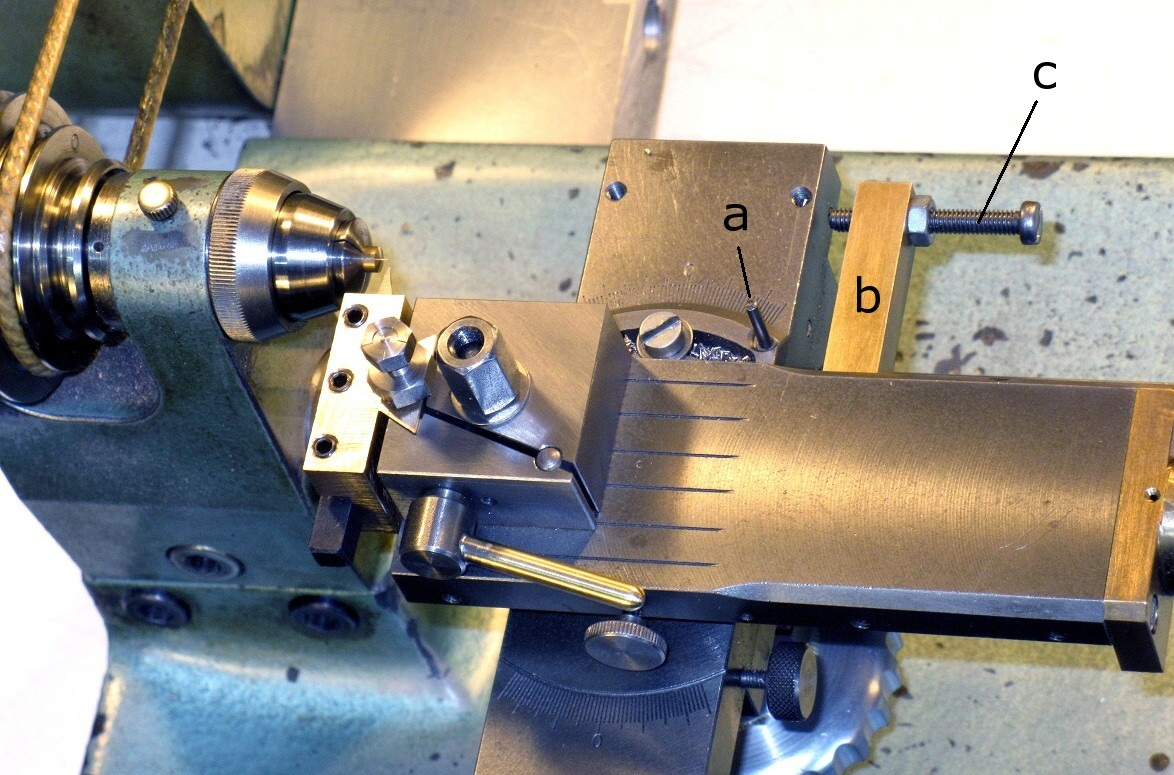
 (alle Fotos zum Vergrößern anklicken) Hier sieht man bei
(a) diesen gehärteten 2-mm-Zylinderstift. (b) ist ein Arm, welcher an der
Unterseite vom Obersupport angeschraubt wurde. Er hat vorn eine gekonterte
Einstellschraube (c), mit welcher ich gegen die Seitenfläche vom Quersupport
z.B. das Drehen von sehr schlanken Kegeln (Beispiel Kanonenrohre) einrichten
kann.
(alle Fotos zum Vergrößern anklicken) Hier sieht man bei
(a) diesen gehärteten 2-mm-Zylinderstift. (b) ist ein Arm, welcher an der
Unterseite vom Obersupport angeschraubt wurde. Er hat vorn eine gekonterte
Einstellschraube (c), mit welcher ich gegen die Seitenfläche vom Quersupport
z.B. das Drehen von sehr schlanken Kegeln (Beispiel Kanonenrohre) einrichten
kann.
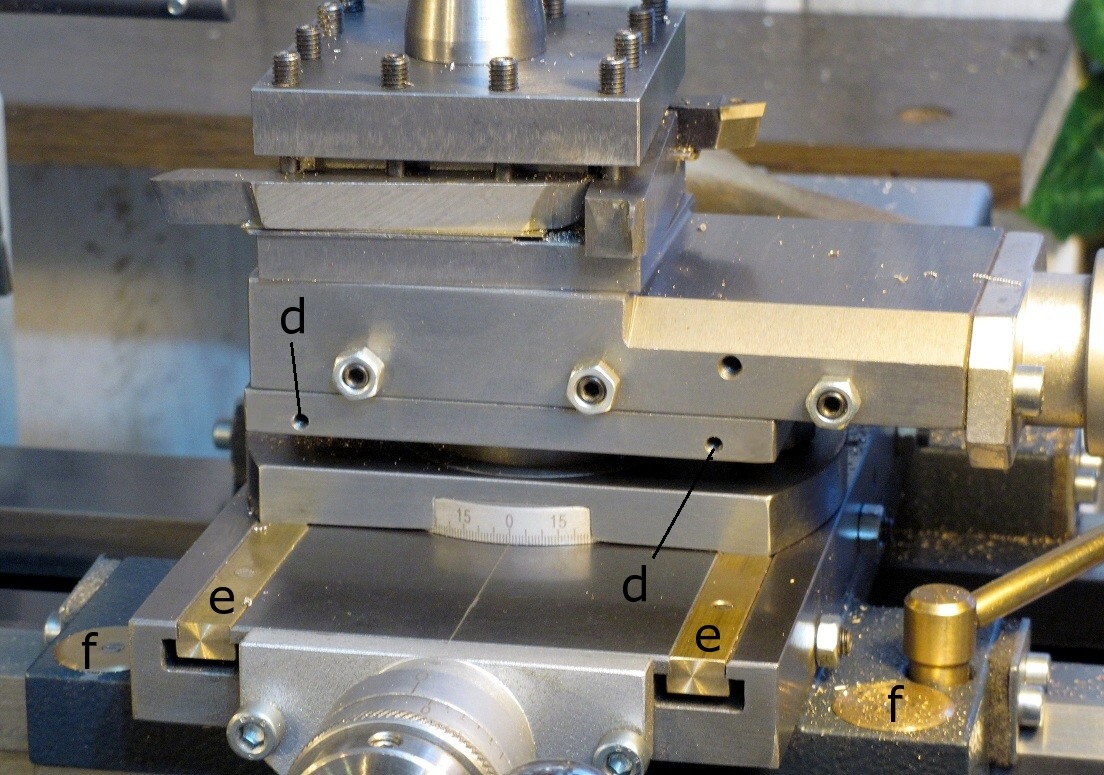
 Der Grundkörper vom Obersupport der WABECO D4000 hat für irgend einen Zweck (?)
zwei M3-Gewindebohrungen (d). Im Bild sind u.a. zwei weitere Verbesserungen an
meiner D4000 zu sehen. Mit eingeklemmten Ms-Leisten (e) habe ich alle T-Nuten
abgedeckt und in die Köpfe der Inbus-Schrauben Kappen (f) gedrückt. Beides dient
dazu, daß man von der Maschine die Späne besser abkehren kann. Der Obersupport
wird jetzt auf exaktes Zylinderdrehen eingerichtet. Wie man das richtig macht,
ist in meinem Buch auf
Seite 47/48 ausführlich beschrieben.
Der Grundkörper vom Obersupport der WABECO D4000 hat für irgend einen Zweck (?)
zwei M3-Gewindebohrungen (d). Im Bild sind u.a. zwei weitere Verbesserungen an
meiner D4000 zu sehen. Mit eingeklemmten Ms-Leisten (e) habe ich alle T-Nuten
abgedeckt und in die Köpfe der Inbus-Schrauben Kappen (f) gedrückt. Beides dient
dazu, daß man von der Maschine die Späne besser abkehren kann. Der Obersupport
wird jetzt auf exaktes Zylinderdrehen eingerichtet. Wie man das richtig macht,
ist in meinem Buch auf
Seite 47/48 ausführlich beschrieben.
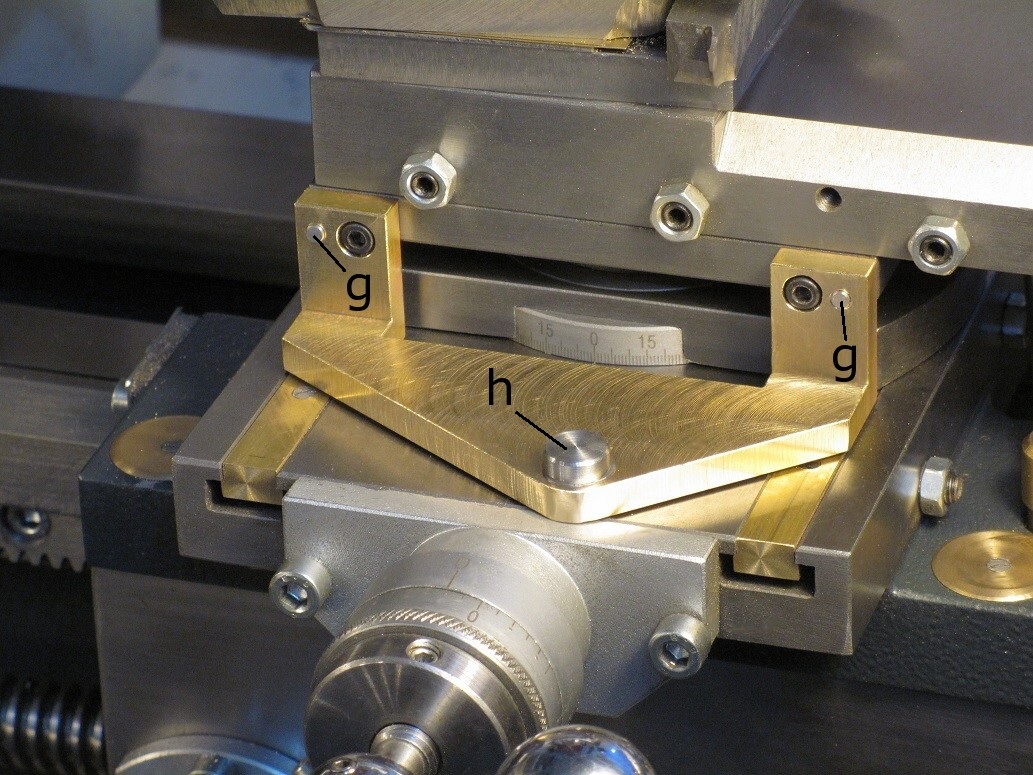
 An die M3-Innengewinde habe ich einen aus zwei Ms-Flach-Profilen
zusammengelöteten (Herdplatte!) L-Winkel geschraubt und verstiftet (g). An der
gerundeten Vorderkante habe ich eine noch ungebohrte Bund-Stahlbuchse eingeklebt
(sehr geeigneter 2-K-Kleber für solche Zwecke: J-B WELD PROFESSIONAL). Sie sitzt
etwas außer Mitte, damit man keine Probleme mit der Spindel des Quersupports
bekommt.
An die M3-Innengewinde habe ich einen aus zwei Ms-Flach-Profilen
zusammengelöteten (Herdplatte!) L-Winkel geschraubt und verstiftet (g). An der
gerundeten Vorderkante habe ich eine noch ungebohrte Bund-Stahlbuchse eingeklebt
(sehr geeigneter 2-K-Kleber für solche Zwecke: J-B WELD PROFESSIONAL). Sie sitzt
etwas außer Mitte, damit man keine Probleme mit der Spindel des Quersupports
bekommt.
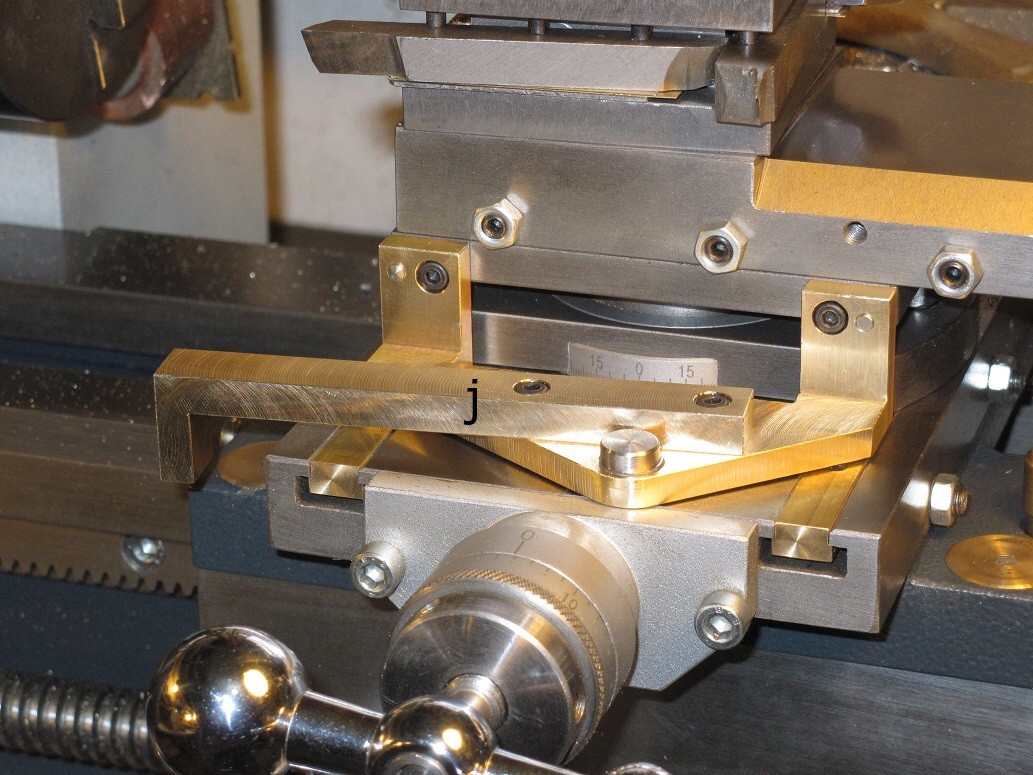
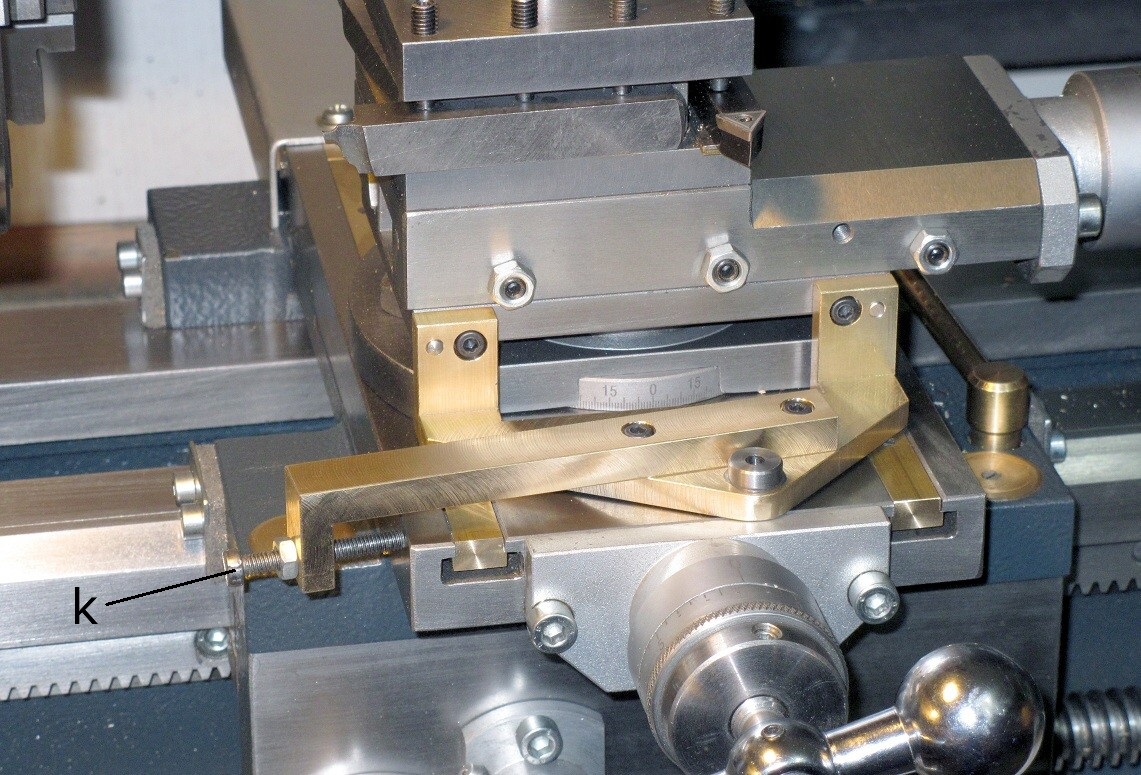
 Des weiteren habe ich einen nach links abgewinkelten Ms-Arm (j) aufgeschraubt.
Mit diesem soll die Kegel-Feineinstellung erfolgen. Z.B. wäre er sehr nützlich
beim Einrichten für das Drehen von Morsekegeln.
Des weiteren habe ich einen nach links abgewinkelten Ms-Arm (j) aufgeschraubt.
Mit diesem soll die Kegel-Feineinstellung erfolgen. Z.B. wäre er sehr nützlich
beim Einrichten für das Drehen von Morsekegeln.
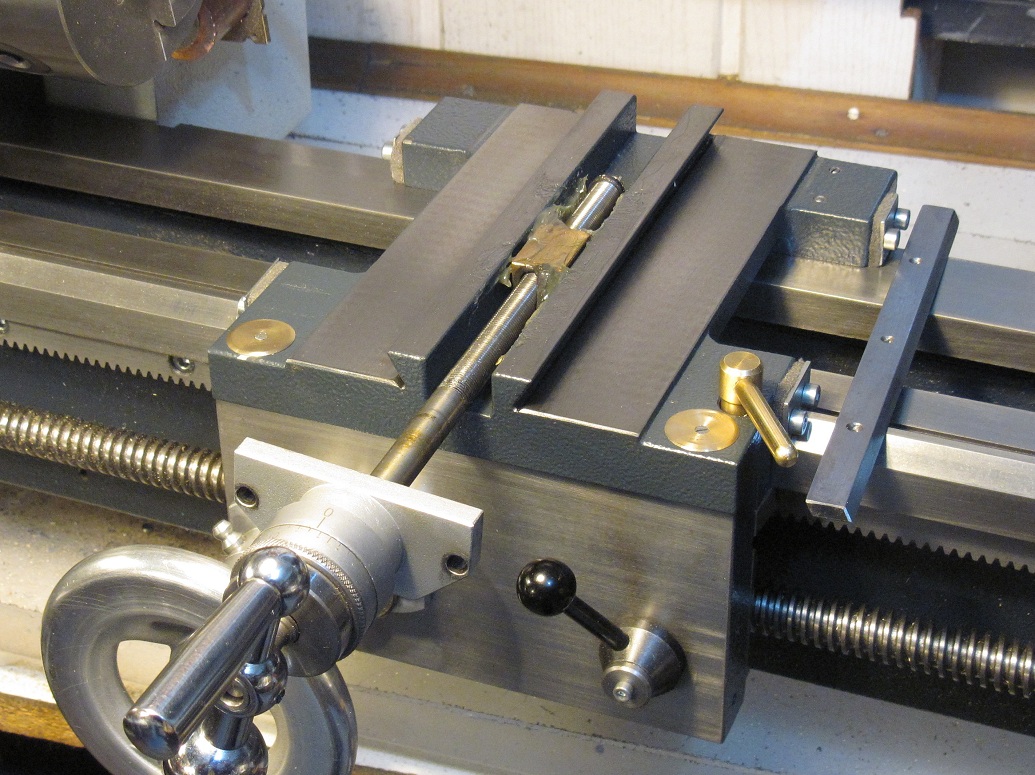
 Nachdem beide Schrauben an der Quersupport-Schiebeplatte entfernt wurden, kann
man den Quersupport-Schieber mitsamt dem eingerichteten Obersupport nach hinten
herausziehen. Dabei fällt die Einstell-Leiste (liegt rechts im Bild) heraus. An
den drei Einstellschrauben wird nichts verändert. Bei dieser Gelegenheit erkennt
man die sehr schön breiten Auflageflächen der Schwalbenschwanzführung und die
lange (gut gefettete) Mutter des Spindelantriebs.
Nachdem beide Schrauben an der Quersupport-Schiebeplatte entfernt wurden, kann
man den Quersupport-Schieber mitsamt dem eingerichteten Obersupport nach hinten
herausziehen. Dabei fällt die Einstell-Leiste (liegt rechts im Bild) heraus. An
den drei Einstellschrauben wird nichts verändert. Bei dieser Gelegenheit erkennt
man die sehr schön breiten Auflageflächen der Schwalbenschwanzführung und die
lange (gut gefettete) Mutter des Spindelantriebs.
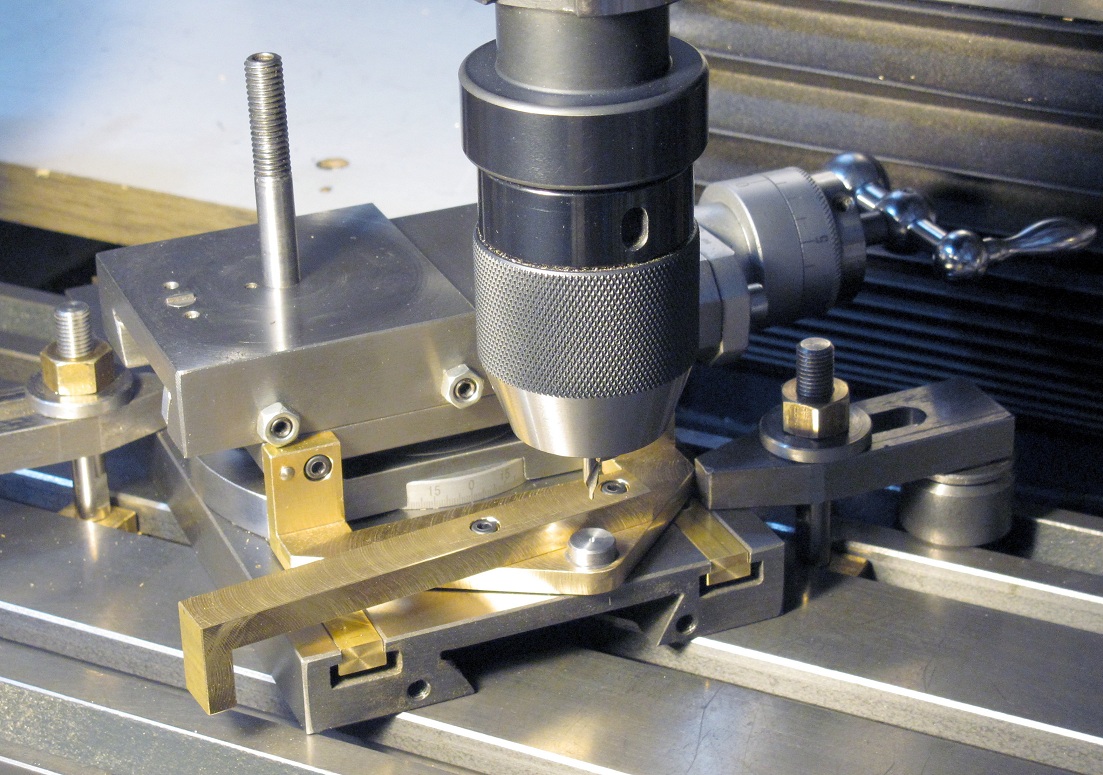
 Den Schlitten habe ich auf dem Fräsmaschinentisch aufgeknackt, die Frässpindel
in etwa über die Stahlbuchse gerichtet und so die Tische geklemmt. Dann wird
nacheinander zentriert (Bild)...
Den Schlitten habe ich auf dem Fräsmaschinentisch aufgeknackt, die Frässpindel
in etwa über die Stahlbuchse gerichtet und so die Tische geklemmt. Dann wird
nacheinander zentriert (Bild)...
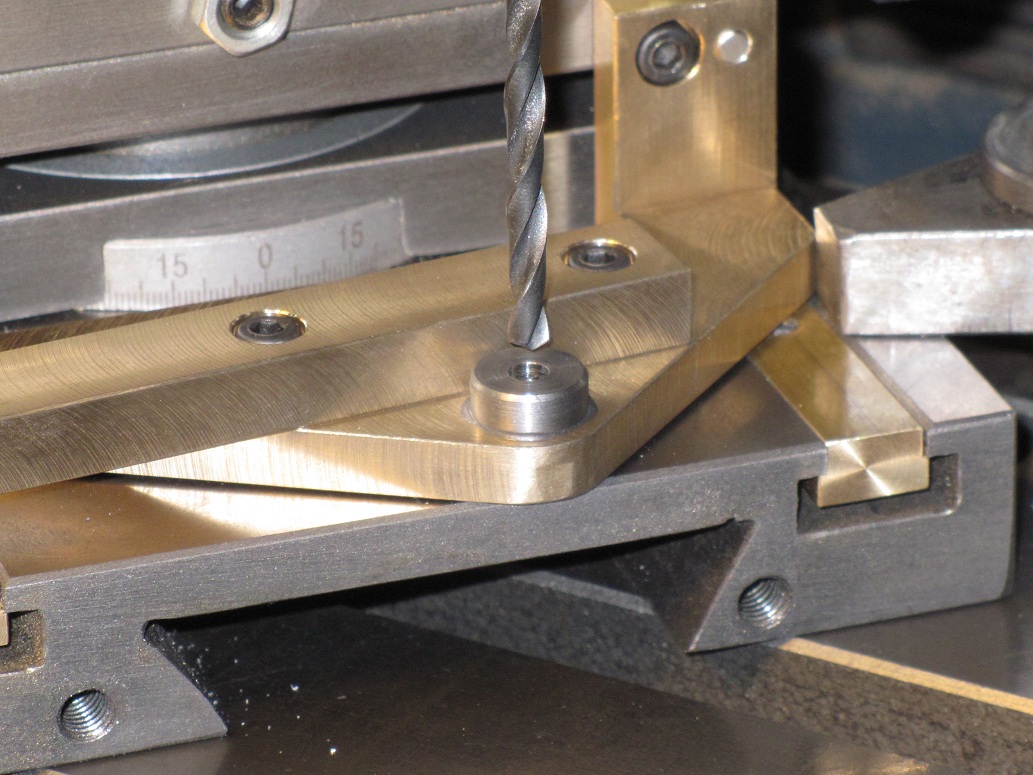
 ...durch Buchse und Schlitten 3-mm- vorgebohrt, 3,8- und 3,9-mm fertiggebohrt.
Dann habe ich das Teil von der Fräsmaschine genommen und mit einer Handreibahle
4H7 gerieben.
...durch Buchse und Schlitten 3-mm- vorgebohrt, 3,8- und 3,9-mm fertiggebohrt.
Dann habe ich das Teil von der Fräsmaschine genommen und mit einer Handreibahle
4H7 gerieben.
 Zum Schluß erhielt der Einstellarm noch eine M4-Einstellschraube mit
Kontermutter. Im Bild ist der Stift nicht eingesteckt.
Zum Schluß erhielt der Einstellarm noch eine M4-Einstellschraube mit
Kontermutter. Im Bild ist der Stift nicht eingesteckt.

zurück/back
|
home
 (alle Fotos zum Vergrößern anklicken) Hier sieht man bei
(a) diesen gehärteten 2-mm-Zylinderstift. (b) ist ein Arm, welcher an der
Unterseite vom Obersupport angeschraubt wurde. Er hat vorn eine gekonterte
Einstellschraube (c), mit welcher ich gegen die Seitenfläche vom Quersupport
z.B. das Drehen von sehr schlanken Kegeln (Beispiel Kanonenrohre) einrichten
kann.
(alle Fotos zum Vergrößern anklicken) Hier sieht man bei
(a) diesen gehärteten 2-mm-Zylinderstift. (b) ist ein Arm, welcher an der
Unterseite vom Obersupport angeschraubt wurde. Er hat vorn eine gekonterte
Einstellschraube (c), mit welcher ich gegen die Seitenfläche vom Quersupport
z.B. das Drehen von sehr schlanken Kegeln (Beispiel Kanonenrohre) einrichten
kann.