Details am
Mast (Teil 4)
details on
the mast (part 4)
Hier nun die Fortsetzung
vom Teil 3 dieser Fotoserie:
 Das Verrunden an der anderen Seite kann
ich nicht mit dem Dreikantschaber machen, die vier Nuten machen das unmöglich,
es würde gefährlich haken und rattern. Ich habe mich entschlossen, für die zwei
verschieden großen Arten von Isoliereiern zwei Radius-Stechstähle herzustellen
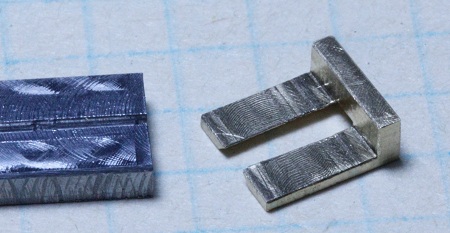
und mit diesen die Kugel-Rundungen anzudrehen. An Abschnitte von
5x5-mm-Silberstahl (Vierkant-Silberstahl gibt es bei WILMS-Metall)
fräse ich zuerst Stufen an. Unten bleibt nur eine Stärke von 1 mm.
Das Verrunden an der anderen Seite kann
ich nicht mit dem Dreikantschaber machen, die vier Nuten machen das unmöglich,
es würde gefährlich haken und rattern. Ich habe mich entschlossen, für die zwei
verschieden großen Arten von Isoliereiern zwei Radius-Stechstähle herzustellen
und mit diesen die Kugel-Rundungen anzudrehen. An Abschnitte von
5x5-mm-Silberstahl (Vierkant-Silberstahl gibt es bei WILMS-Metall)
fräse ich zuerst Stufen an. Unten bleibt nur eine Stärke von 1 mm.
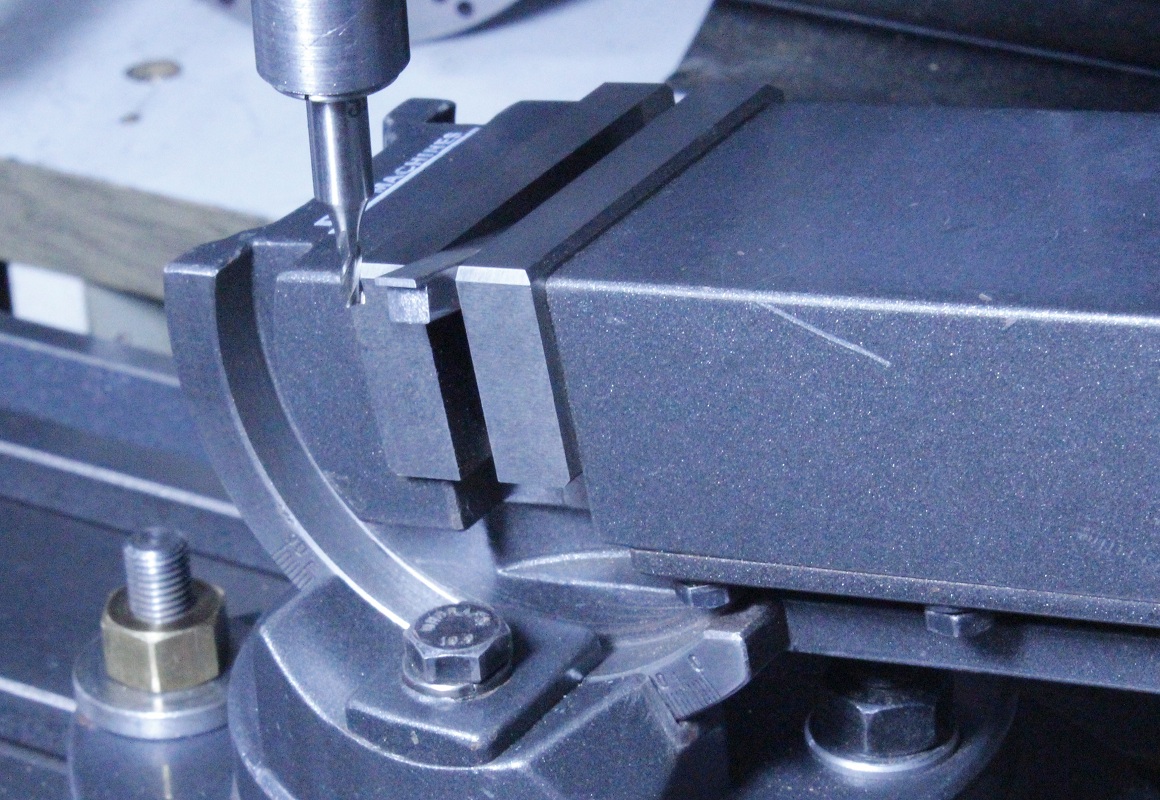
 (kleine
Fotos anklicken) Der Schwenk-Schraubstock wird 10° geschwenkt und das
Silberstahlstück ebenfalls etwa 10° schräg gespannt. Beide Schrägverstellungen
sind für die Erzeugung der Freiwinkel an den Formstechstählen nötig.
(kleine
Fotos anklicken) Der Schwenk-Schraubstock wird 10° geschwenkt und das
Silberstahlstück ebenfalls etwa 10° schräg gespannt. Beide Schrägverstellungen
sind für die Erzeugung der Freiwinkel an den Formstechstählen nötig.
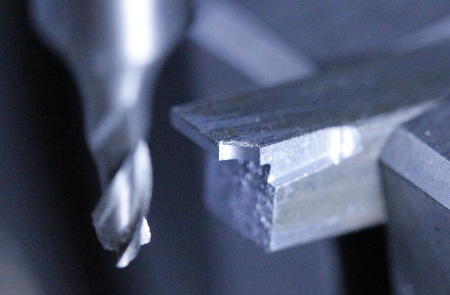
 Ich brauche einen Radius-Stechstahl mit einem
Radius von 0,9 mm und einen mit R 1,15. Im Bild habe ich die 1 mm hohe Kante mit
einem 2,3-mm-Fingerfräser (R 1,15!) soweit angefräst, daß die obere Kante sicher
scharf wird. Gleichzeitig habe ich die Seitenkante in knapp der halben Höhe vom
Schaft ebenfalls scharf gefräst.
Ich brauche einen Radius-Stechstahl mit einem
Radius von 0,9 mm und einen mit R 1,15. Im Bild habe ich die 1 mm hohe Kante mit
einem 2,3-mm-Fingerfräser (R 1,15!) soweit angefräst, daß die obere Kante sicher
scharf wird. Gleichzeitig habe ich die Seitenkante in knapp der halben Höhe vom
Schaft ebenfalls scharf gefräst.
 Die Supportskalen wurden dabei "genullt" und
so konnte ich in beiden Richtungen noch weitere 1,15 mm weiterfahren. Dabei
entstand die eigentliche Radiuskontur. Die Höhe von nur einem Millimeter genügt.
Die Supportskalen wurden dabei "genullt" und
so konnte ich in beiden Richtungen noch weitere 1,15 mm weiterfahren. Dabei
entstand die eigentliche Radiuskontur. Die Höhe von nur einem Millimeter genügt.
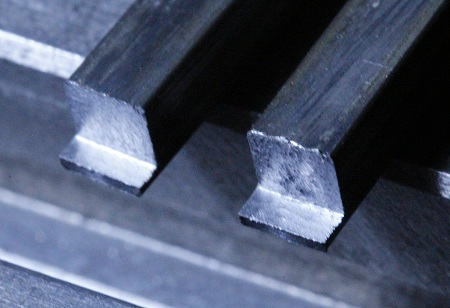
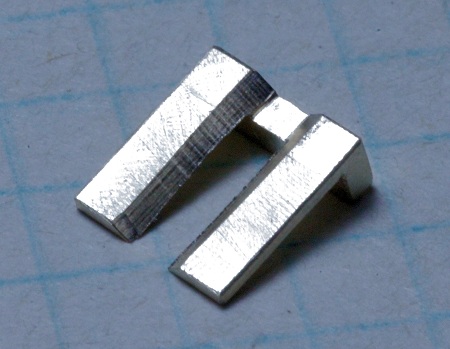
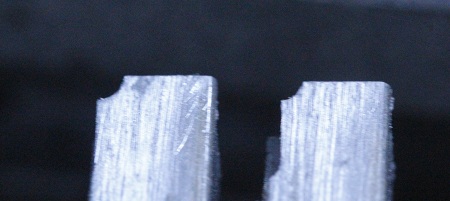 Links der 1,15- und rechts der
0,9-mm-Radius-Stechstahl in der Ansicht von oben - noch ungehärtet.
Links der 1,15- und rechts der
0,9-mm-Radius-Stechstahl in der Ansicht von oben - noch ungehärtet.
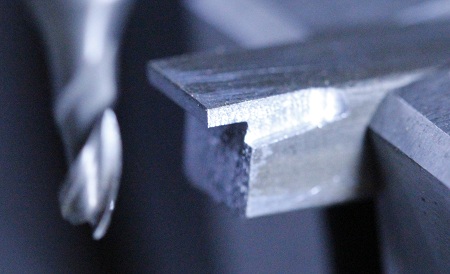
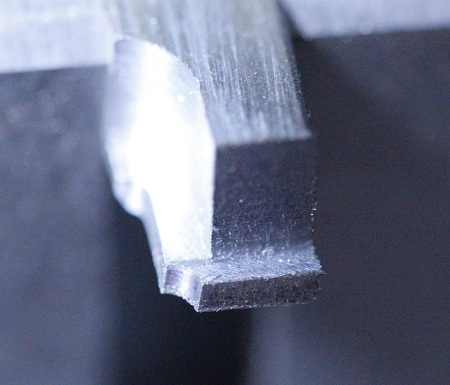 Auch die Seite wurde großzügig mit einer
Stufe freigefräst.
Auch die Seite wurde großzügig mit einer
Stufe freigefräst.
 Sieht in einer Nahaufnahme von unten so aus.
Sieht in einer Nahaufnahme von unten so aus.
 Gehärtet, schwarz verzundert. Die Stechstähle
habe ich nicht angelassen.
Gehärtet, schwarz verzundert. Die Stechstähle
habe ich nicht angelassen.
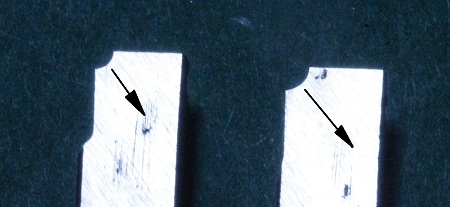 Nur die oberen Spanflächen werden nun an
einer Schleifscheibenstirn (an der Seite der Schleifscheibe!) angelegt und damit
alle drei Scheiden (die Scheide an der Rundung und die beiden Nebenschneiden)
geschärft. Ganz wichtig dabei: Die Schleifrichtung muß so erfolgen, wie
ich es mit den Pfeilen dargestellt habe, damit keinerlei Schleifgrat entsteht.
Entsprechend muß man die kleinen Drehstähle an die Schleifscheibe halten.
Nur die oberen Spanflächen werden nun an
einer Schleifscheibenstirn (an der Seite der Schleifscheibe!) angelegt und damit
alle drei Scheiden (die Scheide an der Rundung und die beiden Nebenschneiden)
geschärft. Ganz wichtig dabei: Die Schleifrichtung muß so erfolgen, wie
ich es mit den Pfeilen dargestellt habe, damit keinerlei Schleifgrat entsteht.
Entsprechend muß man die kleinen Drehstähle an die Schleifscheibe halten.
 An die Seiten habe ich mit einem kleinen
Schleifkörper die Radiusgrößen eingeschliffen.
An die Seiten habe ich mit einem kleinen
Schleifkörper die Radiusgrößen eingeschliffen.
 An einem Probe-Materialstück habe ich die exakte Höhe der Spanfläche
eingerichtet. Die Höhe muß nahezu auf 1/100 mm stimmen! Das ist mit meinem
Schnellwechsel-Stahlhalter
leicht möglich.
An einem Probe-Materialstück habe ich die exakte Höhe der Spanfläche
eingerichtet. Die Höhe muß nahezu auf 1/100 mm stimmen! Das ist mit meinem
Schnellwechsel-Stahlhalter
leicht möglich.
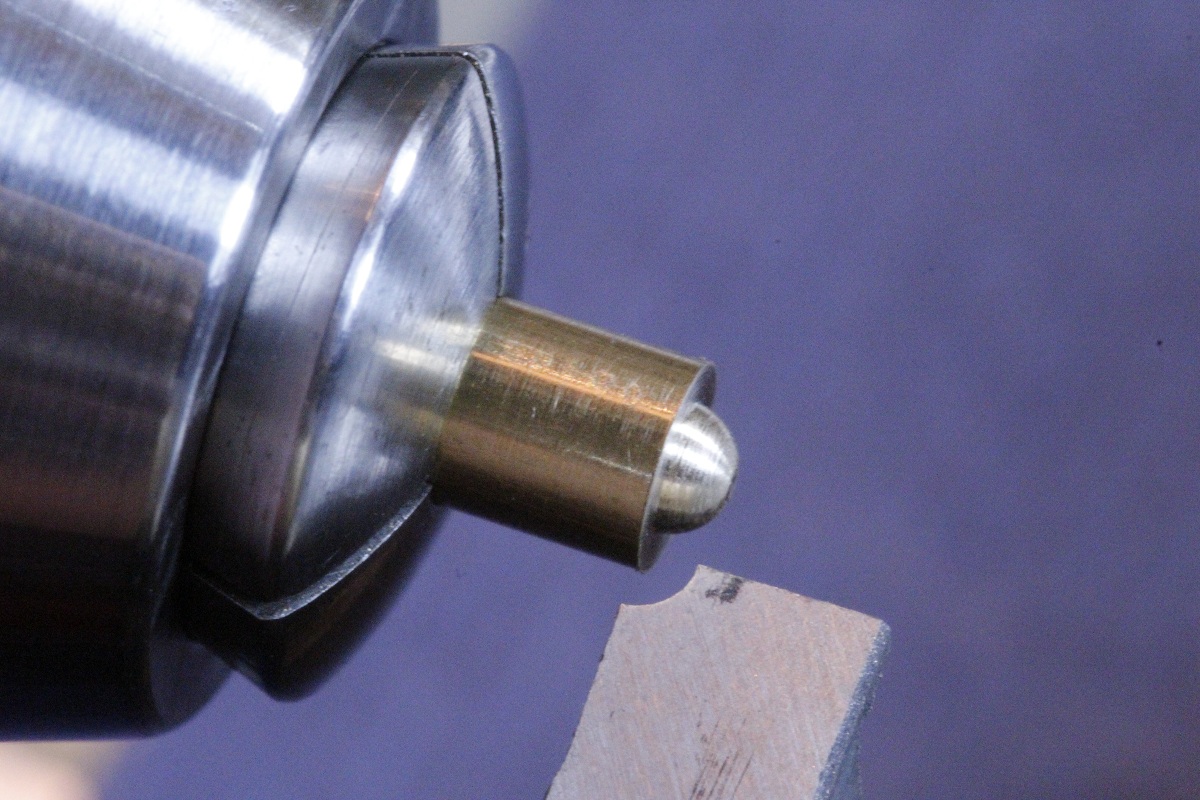
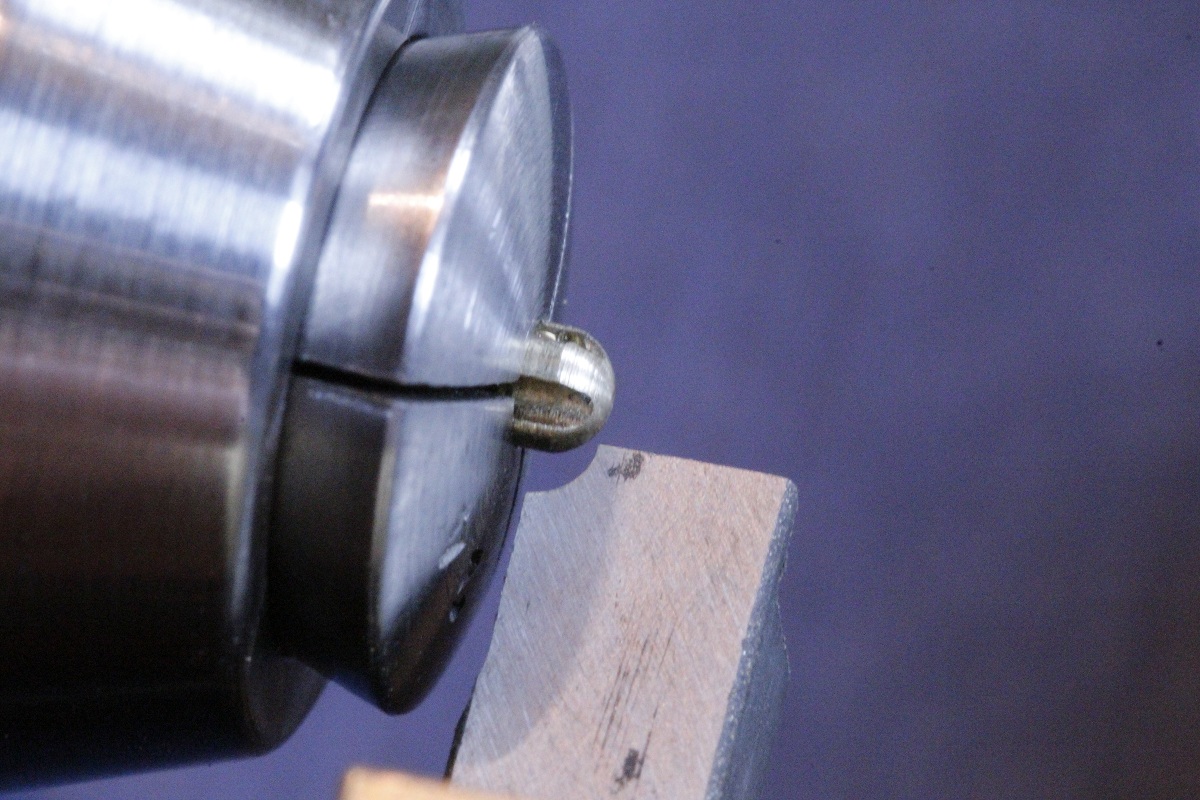
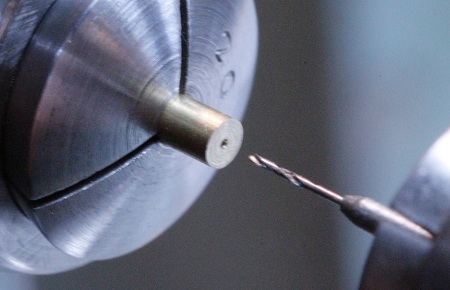
 Dann konnte ich die Rundungen anstechen. Die Isoliereier dürfen dabei nur so
knapp aus der Spannzange herausragen, daß es gerade so möglich ist, die Rundung
anzudrehen. Mit dem Drehstahl will man nicht in die Spannzangenstirn stechen...!
Dann konnte ich die Rundungen anstechen. Die Isoliereier dürfen dabei nur so
knapp aus der Spannzange herausragen, daß es gerade so möglich ist, die Rundung
anzudrehen. Mit dem Drehstahl will man nicht in die Spannzangenstirn stechen...!
 Links eine größere Anzahl Isoliereier Ø 1,8 x 2,2 mm lang für die Strickleiter,
Relingseile usw. und rechts acht Stück Ø 2,3 x 3,3 mm lang für die Wanten vom
Mast...
Links eine größere Anzahl Isoliereier Ø 1,8 x 2,2 mm lang für die Strickleiter,
Relingseile usw. und rechts acht Stück Ø 2,3 x 3,3 mm lang für die Wanten vom
Mast...
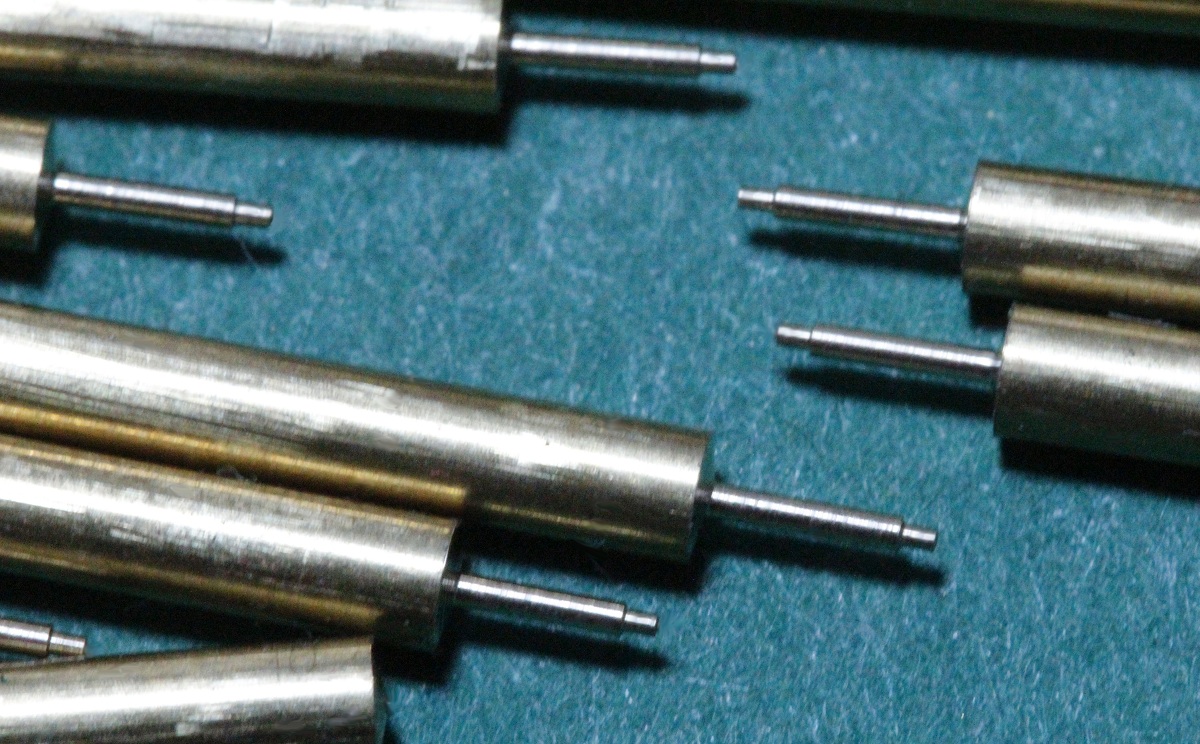
 Nun drehe ich aus 2-mm-Rund-Messing die Sprossen für die Strickleiter. Die
dünnen Stäbe werden zuerst (kurz ausragend) mit einem Seitendrehstahl
plangedreht. Das ist dringend für das spätere Bohren der Sprossen mit einer
Bohrvorrichtung nötig. Dann werden die Stäbe gleichweit ausragend (Tiefenmaß vom
Meßschieber) gespannt und mit einen Spitzdrehstahl drehe ich "in einem Ritt" die
Absätze an und steche die Sprossen ab. Die Enden Ø 0,8 x 0,8 mm und das lange
Mittelstück Ø 0,4 x 5,2 mm. Bei jedem Stab kurble ich mit dem Obersupport
vollkommen gleiche Skalenwerte an.
Nun drehe ich aus 2-mm-Rund-Messing die Sprossen für die Strickleiter. Die
dünnen Stäbe werden zuerst (kurz ausragend) mit einem Seitendrehstahl
plangedreht. Das ist dringend für das spätere Bohren der Sprossen mit einer
Bohrvorrichtung nötig. Dann werden die Stäbe gleichweit ausragend (Tiefenmaß vom
Meßschieber) gespannt und mit einen Spitzdrehstahl drehe ich "in einem Ritt" die
Absätze an und steche die Sprossen ab. Die Enden Ø 0,8 x 0,8 mm und das lange
Mittelstück Ø 0,4 x 5,2 mm. Bei jedem Stab kurble ich mit dem Obersupport
vollkommen gleiche Skalenwerte an.
 Die benötigte Anzahl plus ein paar mehr. An einer Seite erkennt man noch den
Abstechpieps. Er bleibt vorerst, damit ich erkenne, welche Ende das plangedrehte
ist.
Die benötigte Anzahl plus ein paar mehr. An einer Seite erkennt man noch den
Abstechpieps. Er bleibt vorerst, damit ich erkenne, welche Ende das plangedrehte
ist.
 Die dicken Sprossen-Enden sollen
0,4-mm-Querbohrungen bekommen. Das ist bei der Kleinheit nicht ohne eine
Bohrvorrichtung zu machen. Ein 8x8-mm-Stahlklotz wird oben überstirnt und in
gleicher Einspannung wird eine Stirn durch eine Stufe rechtwinklig überfräst.
Dabei ganz wichtig: die X-Support-Skala in der Anfahrrichtung nullen. Der Fräser
hat einen exakten Durchmesser von 8 mm (prüfen!). Ich verfahre den Support 4 mm
weiter, jetzt steht die Frässpindelachse genau über der Kante der Stirn. Dann
fahre ich weitere 0,4 mm weiter...
Die dicken Sprossen-Enden sollen
0,4-mm-Querbohrungen bekommen. Das ist bei der Kleinheit nicht ohne eine
Bohrvorrichtung zu machen. Ein 8x8-mm-Stahlklotz wird oben überstirnt und in
gleicher Einspannung wird eine Stirn durch eine Stufe rechtwinklig überfräst.
Dabei ganz wichtig: die X-Support-Skala in der Anfahrrichtung nullen. Der Fräser
hat einen exakten Durchmesser von 8 mm (prüfen!). Ich verfahre den Support 4 mm
weiter, jetzt steht die Frässpindelachse genau über der Kante der Stirn. Dann
fahre ich weitere 0,4 mm weiter...
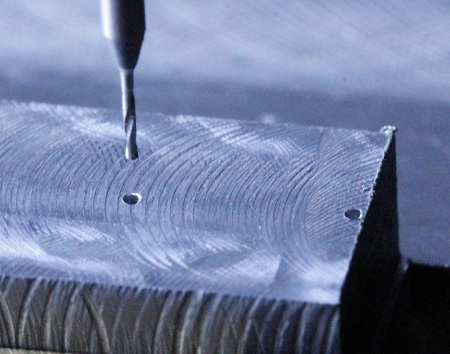 ...und kann nun mit einem abgesetzten
0,35-mm-Wendelbohrer in der Mitte vom Klotz die erste Bohrung gering tief
anbohren (im Bild die rechte Bohrung). In Querrichtung steht der Bohrer in der
Mitte und der Y-Support wird so fest geklemmt. Bei den abgesetzten Bohrern muß
man nicht zentrieren. Man muß aber dennoch sehr langsam anbohren, damit die
Querschneide des Bohrers Gelegenheit hat, die Mitte langsam "anzuschaben". Exakt
6 mm weiter die zweite Bohrung.
...und kann nun mit einem abgesetzten
0,35-mm-Wendelbohrer in der Mitte vom Klotz die erste Bohrung gering tief
anbohren (im Bild die rechte Bohrung). In Querrichtung steht der Bohrer in der
Mitte und der Y-Support wird so fest geklemmt. Bei den abgesetzten Bohrern muß
man nicht zentrieren. Man muß aber dennoch sehr langsam anbohren, damit die
Querschneide des Bohrers Gelegenheit hat, die Mitte langsam "anzuschaben". Exakt
6 mm weiter die zweite Bohrung.
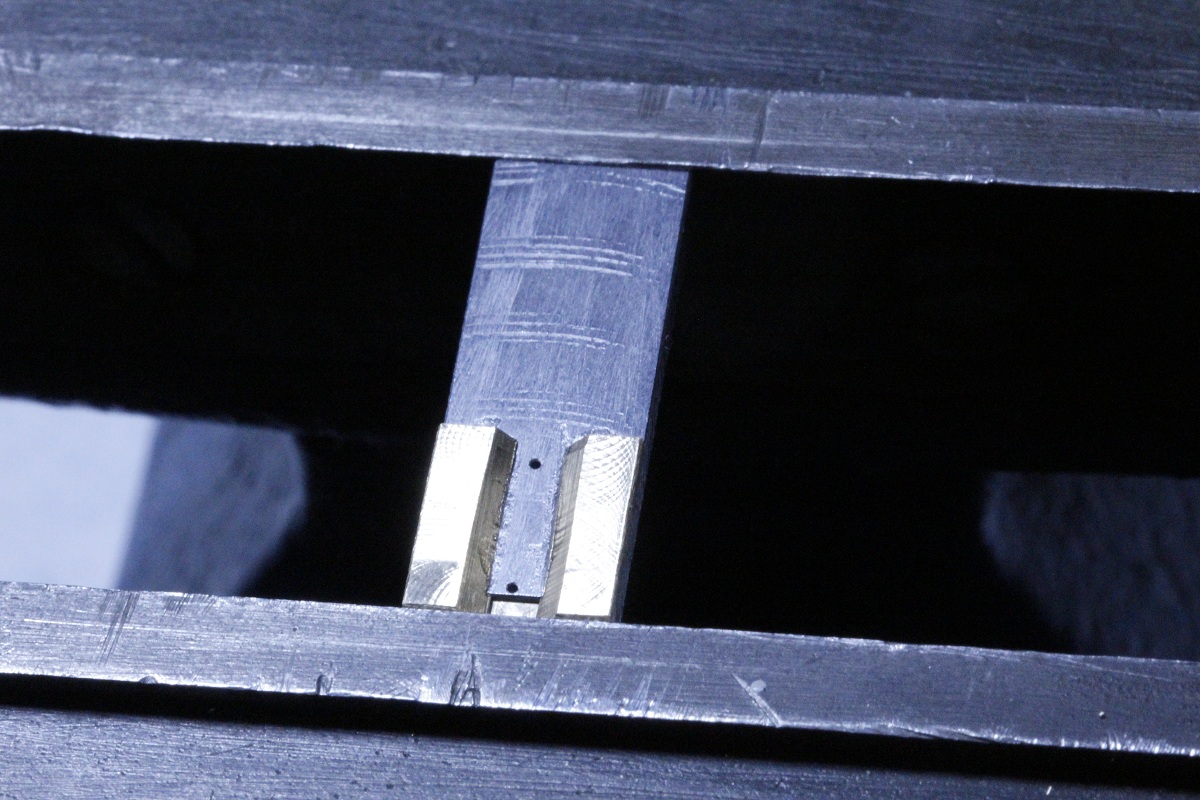
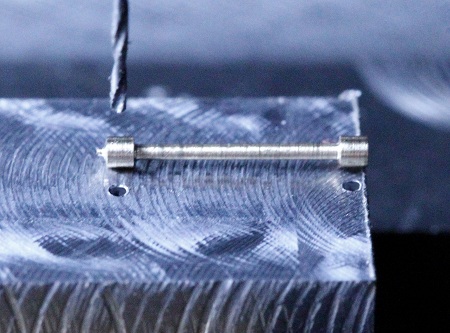 Dann wechsle ich auf einen 0,4-mm-Bohrer, und
bohre auf und durch. Nicht jeder von den kleinen Bohrern bohrt wirklich,
besonders nicht die, welche man zu 10 Stück für 3 Euro bekommt. Wenn sich der
Bohrer eher verbiegt, als daß er ins Material geht, dann ist er von Haus aus
stumpf... Im Bild habe ich eine Sprosse neben die Bohrungen gelegt, damit man
die richtigen Längen erkennt. Die plangedrehte Seite liegt rechts, fast bündig
mit der Vorrichtungsstirn.
Dann wechsle ich auf einen 0,4-mm-Bohrer, und
bohre auf und durch. Nicht jeder von den kleinen Bohrern bohrt wirklich,
besonders nicht die, welche man zu 10 Stück für 3 Euro bekommt. Wenn sich der
Bohrer eher verbiegt, als daß er ins Material geht, dann ist er von Haus aus
stumpf... Im Bild habe ich eine Sprosse neben die Bohrungen gelegt, damit man
die richtigen Längen erkennt. Die plangedrehte Seite liegt rechts, fast bündig
mit der Vorrichtungsstirn.
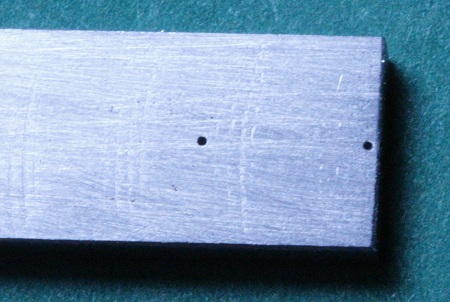
 Mein Plan war, nun mit einem 0,4-mm-Radius-Fräser eine 0,5 mm tiefe und 0,8 mm
breite Nut zu fräsen, in die ich die Sprossen legen kann. Durch den
Werkzeugwechsel geschah es jedoch, daß die Nut nicht genau über die beiden
vorhandenen Bohrungen läuft. Im Bild ist die Nut erst 0,2 mm tief und man
erkennt, daß sie etwas nach rechts gerutscht ist. Im Hintergrund sieht man den
Radiusfräser (Voll-Hartmetall).
Mein Plan war, nun mit einem 0,4-mm-Radius-Fräser eine 0,5 mm tiefe und 0,8 mm
breite Nut zu fräsen, in die ich die Sprossen legen kann. Durch den
Werkzeugwechsel geschah es jedoch, daß die Nut nicht genau über die beiden
vorhandenen Bohrungen läuft. Im Bild ist die Nut erst 0,2 mm tief und man
erkennt, daß sie etwas nach rechts gerutscht ist. Im Hintergrund sieht man den
Radiusfräser (Voll-Hartmetall).
 Ich habe mich daher entschlossen, die beiden Bohrungen nicht zu verwenden. Ich
habe von der Stirn (rechts) exakt 1 mm noch weggenommen und die Bohrungen
ebenfalls 1 mm versetzt. Diesmal aber ohne Werkzeugwechsel gleich mit dem
Radiusfräser sehr gering tief zentriert, man sieht die ovalen Senkungen. Der
0,4-mm-Bohrer hat dann schön die Mitte gefunden.
Ich habe mich daher entschlossen, die beiden Bohrungen nicht zu verwenden. Ich
habe von der Stirn (rechts) exakt 1 mm noch weggenommen und die Bohrungen
ebenfalls 1 mm versetzt. Diesmal aber ohne Werkzeugwechsel gleich mit dem
Radiusfräser sehr gering tief zentriert, man sieht die ovalen Senkungen. Der
0,4-mm-Bohrer hat dann schön die Mitte gefunden.
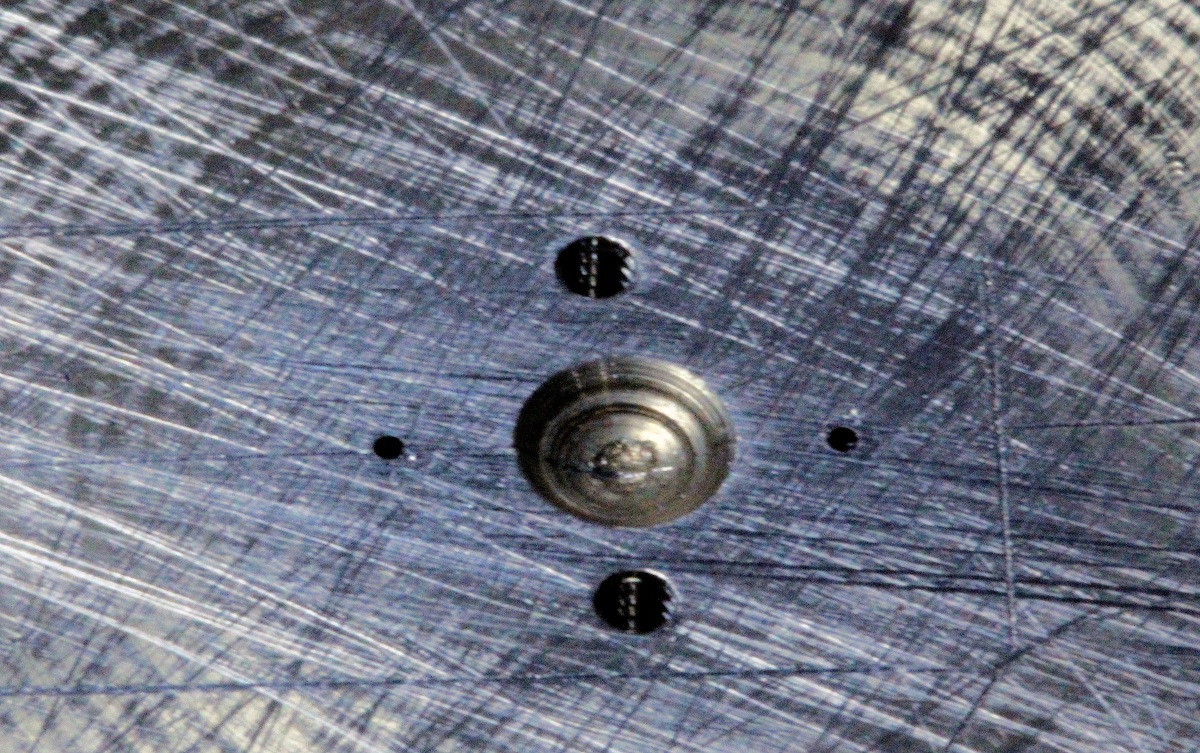
 Von unten (also von oben) die beiden
0,4-mm-Bohrungen. Der Steg zwischen der rechten Bohrungswand und der Stirn ist
nur 0,2 mm dick, nie gemessen, nur per Koordinaten-Fräsen und -Bohren
"zurechtgekurbelt". Hier wird wieder deutlich, wie wichtig das Fräsen und Bohren
NUR nach Koordinaten ist, wer das nicht beherrscht, sollte gar keine
Fräsmaschine haben, der nutzt die Möglichkeiten, die in so einem Gerät stecken,
nur halb...
Von unten (also von oben) die beiden
0,4-mm-Bohrungen. Der Steg zwischen der rechten Bohrungswand und der Stirn ist
nur 0,2 mm dick, nie gemessen, nur per Koordinaten-Fräsen und -Bohren
"zurechtgekurbelt". Hier wird wieder deutlich, wie wichtig das Fräsen und Bohren
NUR nach Koordinaten ist, wer das nicht beherrscht, sollte gar keine
Fräsmaschine haben, der nutzt die Möglichkeiten, die in so einem Gerät stecken,
nur halb...
 Einen Anschlag aus Messing habe ich gefräst,
von unten so...
Einen Anschlag aus Messing habe ich gefräst,
von unten so...
 ...und von oben sieht er so aus.
...und von oben sieht er so aus.
 Stahl-Bohrvorrichtung und Ms-Anschlag habe ich im Schraubstock geklemmt und mit
Sekundenkleber zusammengefügt.
Stahl-Bohrvorrichtung und Ms-Anschlag habe ich im Schraubstock geklemmt und mit
Sekundenkleber zusammengefügt.
 Das Ganze von unten. Jetzt wird klar, warum ich eine Seite der Sprossen
plangedreht hatte. Die Sprosse liegt hier in der 0,5 mm tiefen Nut, mit einem
Ende am Anschlag. Beide Enden ragen 0,3 mm über die Fläche.
Das Ganze von unten. Jetzt wird klar, warum ich eine Seite der Sprossen
plangedreht hatte. Die Sprosse liegt hier in der 0,5 mm tiefen Nut, mit einem
Ende am Anschlag. Beide Enden ragen 0,3 mm über die Fläche.
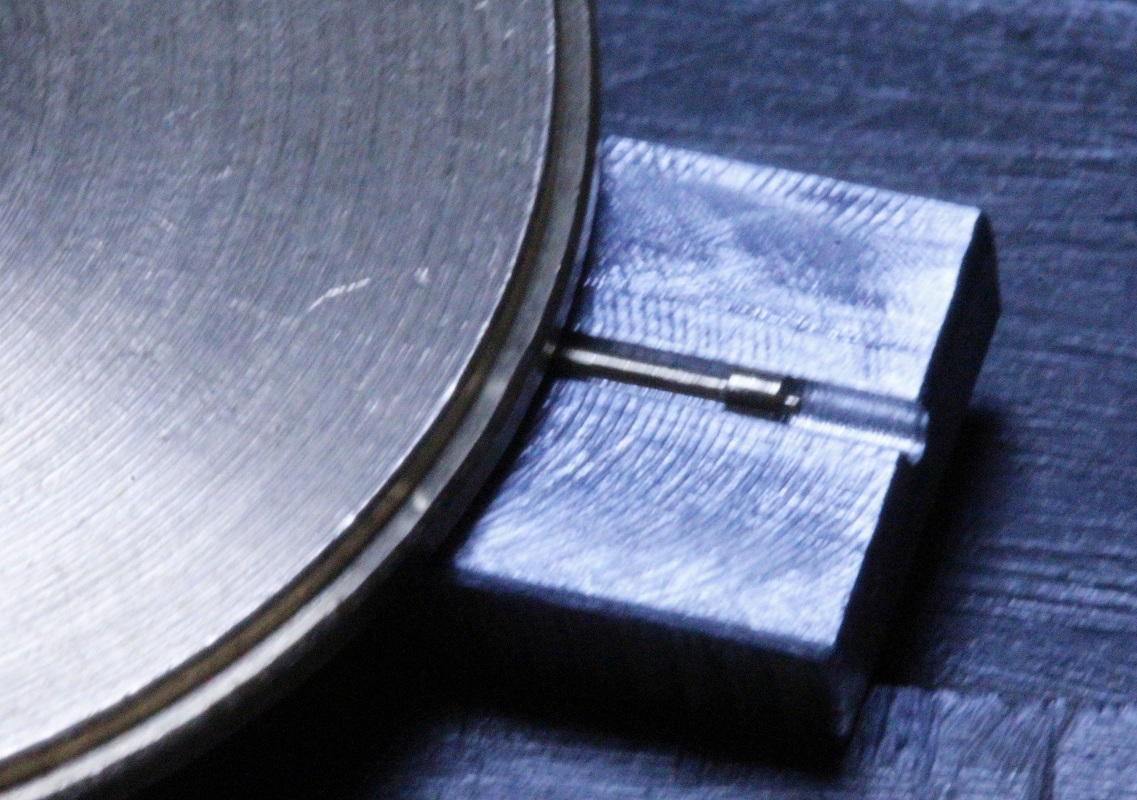
 Für das Bohren wird die Vorrichtung mit dem Teil mit zwei M1,2-mm-Schrauben
gegen eine runde Ms-Platte geklemmt.
Für das Bohren wird die Vorrichtung mit dem Teil mit zwei M1,2-mm-Schrauben
gegen eine runde Ms-Platte geklemmt.
 Die "Technik" sieht von oben so aus.
Die "Technik" sieht von oben so aus.
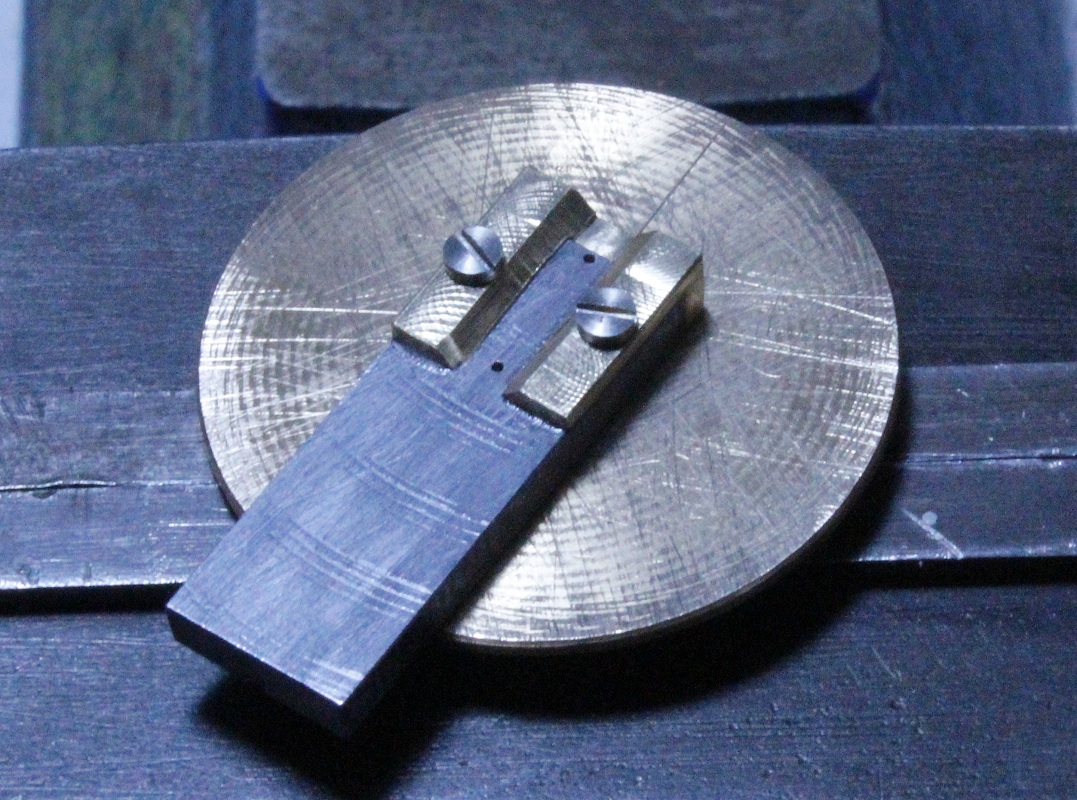
 Damit ich durchbohren kann, wurde auch die runde Platte 0,4 mm durchbohrt (von
der Vorrichtung einfach abbohren), oben und unten die beiden M1,2-Bohrungen, in
der Mitte sieht man nur eine bedeutungslose Senkung.
Damit ich durchbohren kann, wurde auch die runde Platte 0,4 mm durchbohrt (von
der Vorrichtung einfach abbohren), oben und unten die beiden M1,2-Bohrungen, in
der Mitte sieht man nur eine bedeutungslose Senkung.
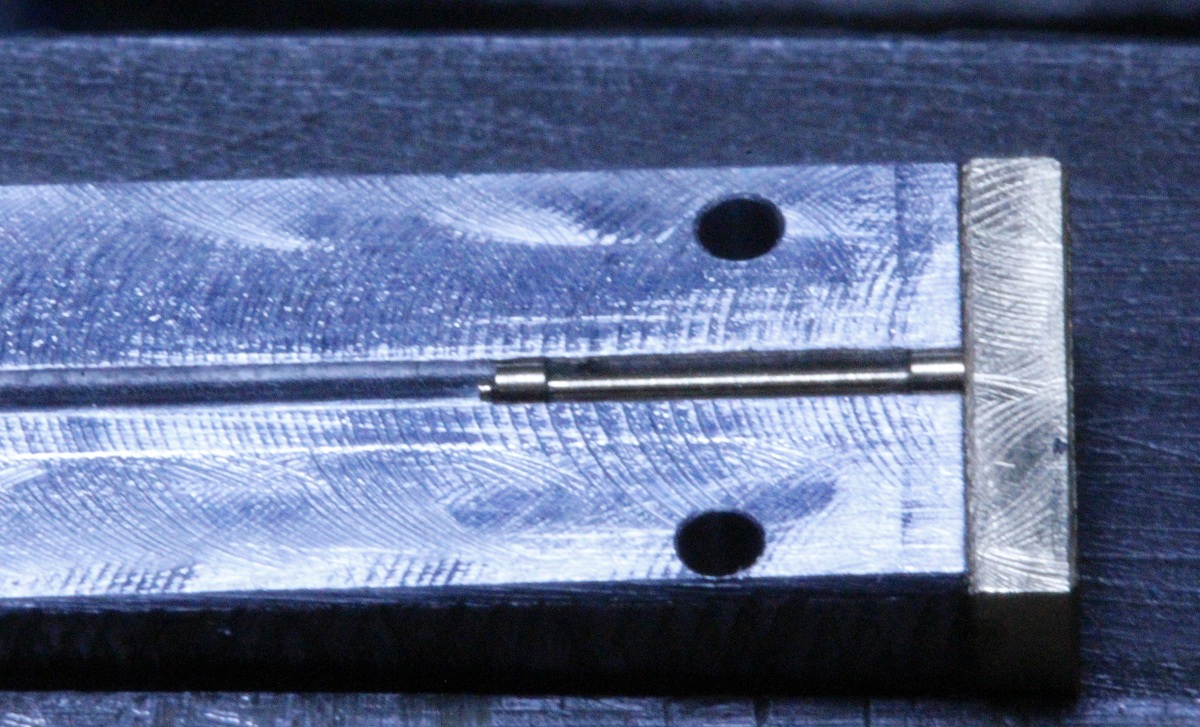
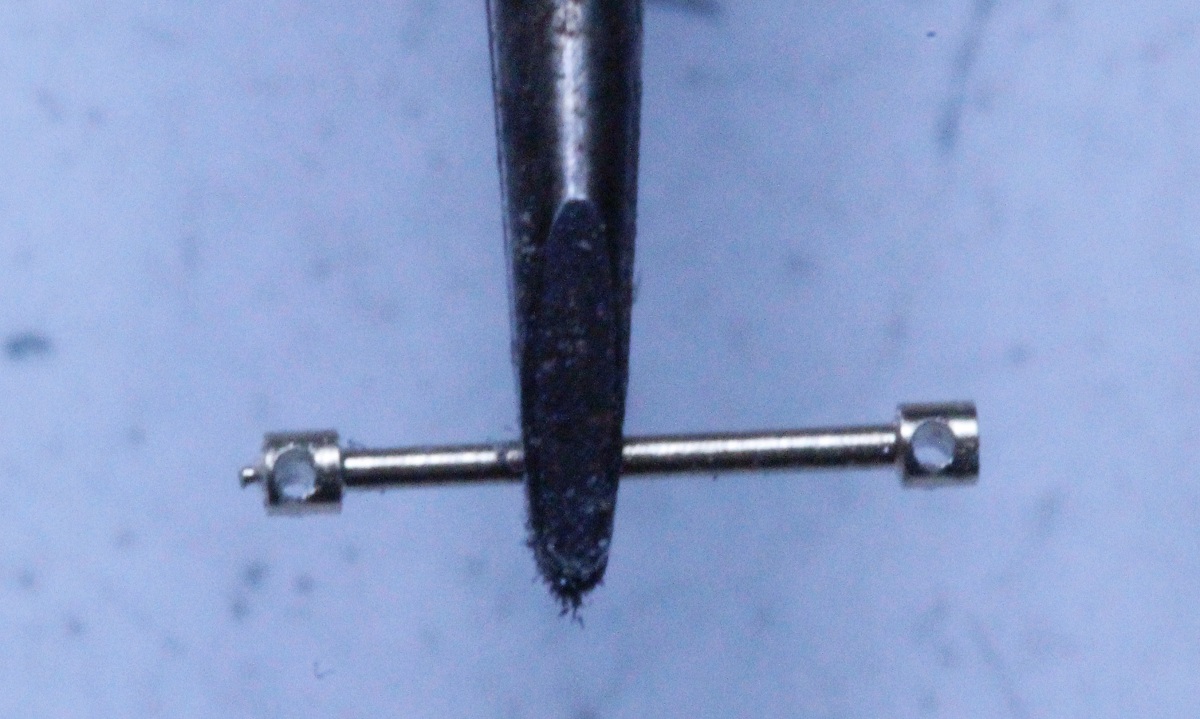
 Ich schiebe mit dem Schaft eines 0,7-mm-Wendelbohrers die Sprosse in der Nut bis
hinein an den Ms-Anschlag. Erst dann ziehe ich die beiden Schrauben fest und
kann bohren. Im Bild der erste Versuch, sieht recht gut aus. In der Länge
könnten beide Bohrungen etwa 0,1 mm weiter rechts sein und in Querrichtung
stimmt es auch nicht vollkommen. Ich muß zugeben, eine Bohrvorrichtung für
derart kleine Teile hatte ich noch nie gebaut. Okay, bei 0,8-mm-Kugeln an
Jackstagen für meine engl.
Kriegsbrigg hatte ich ebenfalls 0,4-mm-Bohrungen durchzubohren. Doch
für das Durchbohren von Kugeln ist eine Bohrvorrichtung vergleichweise simpel
einfach, denkbar einfach!
Ich schiebe mit dem Schaft eines 0,7-mm-Wendelbohrers die Sprosse in der Nut bis
hinein an den Ms-Anschlag. Erst dann ziehe ich die beiden Schrauben fest und
kann bohren. Im Bild der erste Versuch, sieht recht gut aus. In der Länge
könnten beide Bohrungen etwa 0,1 mm weiter rechts sein und in Querrichtung
stimmt es auch nicht vollkommen. Ich muß zugeben, eine Bohrvorrichtung für
derart kleine Teile hatte ich noch nie gebaut. Okay, bei 0,8-mm-Kugeln an
Jackstagen für meine engl.
Kriegsbrigg hatte ich ebenfalls 0,4-mm-Bohrungen durchzubohren. Doch
für das Durchbohren von Kugeln ist eine Bohrvorrichtung vergleichweise simpel
einfach, denkbar einfach!
 Die
Abstechpiepse sind nun auch von Hand (!) weggefeilt, jawohl ich mache auch
gelegentlich Handarbeit. Hier habe ich die Sprossen nur mal zur Probe in
Abständen von 6 mm auf zwei 0,24-mm-Ms-Drähte gefädelt, das wäre realistisches
12-mm-Stahlseil beim Original. Die Sache gefällt mir. Ich habe es mir aber mit
der Bohrvorrichtung auch wieder schwer gemacht. Ich hätte die Steigleitern doch
auch ätzen können oder der neueste Clou: 3D-Druck, warum mache ich das nicht?
Weil es ScheiXe aussieht.
Die
Abstechpiepse sind nun auch von Hand (!) weggefeilt, jawohl ich mache auch
gelegentlich Handarbeit. Hier habe ich die Sprossen nur mal zur Probe in
Abständen von 6 mm auf zwei 0,24-mm-Ms-Drähte gefädelt, das wäre realistisches
12-mm-Stahlseil beim Original. Die Sache gefällt mir. Ich habe es mir aber mit
der Bohrvorrichtung auch wieder schwer gemacht. Ich hätte die Steigleitern doch
auch ätzen können oder der neueste Clou: 3D-Druck, warum mache ich das nicht?
Weil es ScheiXe aussieht.
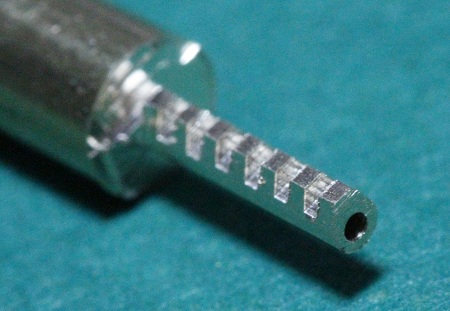 Nun werden Aug-Kauschen einschließlich
der (gedrehten) Stahlseilanschlüsse hergestellt. Ich
fräse ein entsprechendes Profil, durchgängig eine 0,7-mm-Bohrung und
in Abständen von exakt 1 mm säge ich mit einer 0,4-mm-Metallkreissäge (vorerst)
nur ein. Dadurch entstehen Scheiben von 0,6 mm Dicke.
Nun werden Aug-Kauschen einschließlich
der (gedrehten) Stahlseilanschlüsse hergestellt. Ich
fräse ein entsprechendes Profil, durchgängig eine 0,7-mm-Bohrung und
in Abständen von exakt 1 mm säge ich mit einer 0,4-mm-Metallkreissäge (vorerst)
nur ein. Dadurch entstehen Scheiben von 0,6 mm Dicke.
 In die Stirnflächen bohre ich ebenfalls in
exakt 1-mm-Abständen (macht die Drehmaschine sehr genau!) 0,36-mm-Löcher bis
hinein in die 0,9-mm-Mittenbohrung.
In die Stirnflächen bohre ich ebenfalls in
exakt 1-mm-Abständen (macht die Drehmaschine sehr genau!) 0,36-mm-Löcher bis
hinein in die 0,9-mm-Mittenbohrung.
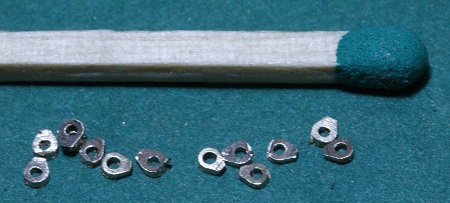 Danach säge ich die winzigen Teile 0,6 mm
dick ganz ab.
Danach säge ich die winzigen Teile 0,6 mm
dick ganz ab.
 Als Drahtanschlüsse drehe ich an 2-mm-Rund-Messing Zapfen Ø 0,34 x 0,5 mm lang
(sie passen gut in die 0,36-mm-Löcher) und noch etwa 2,5 bis 3 mm weiter Ø 0,5.
Dieser 0,5-mm-Durchmesser stellt die sog. Kleedung dar, eine Umwicklung des
Kauschen-Spleißes mit Schiemannsgarn.
Als Drahtanschlüsse drehe ich an 2-mm-Rund-Messing Zapfen Ø 0,34 x 0,5 mm lang
(sie passen gut in die 0,36-mm-Löcher) und noch etwa 2,5 bis 3 mm weiter Ø 0,5.
Dieser 0,5-mm-Durchmesser stellt die sog. Kleedung dar, eine Umwicklung des
Kauschen-Spleißes mit Schiemannsgarn.
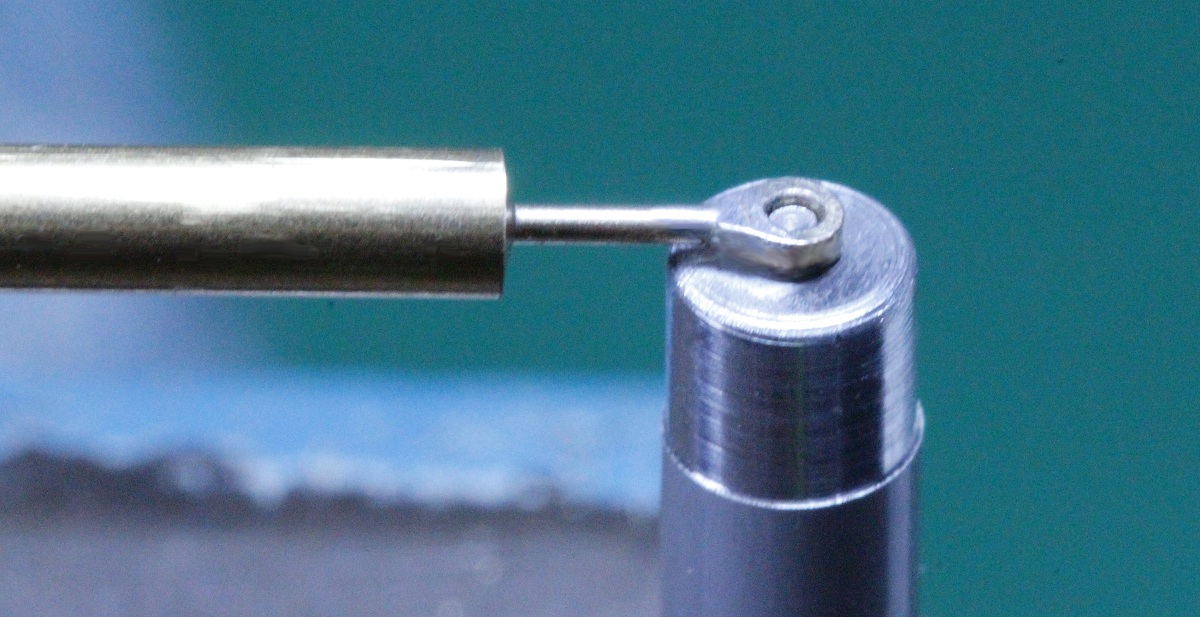
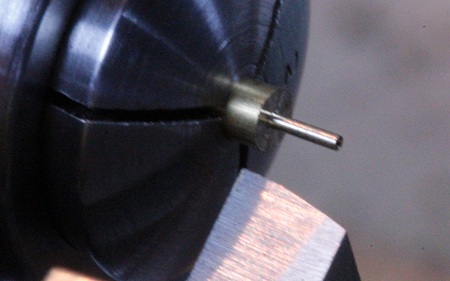
 Um diese Drahtanschlüsse problemlos in die
Kauschen-Stücke zu löten, drehe ich an ein 3-mm-Rund-Alu einen Zapfen Ø 0,7 x
0,5 mm lang an. Im Bild ist ein Kauschen-Stück schonmal aufgesteckt.
Um diese Drahtanschlüsse problemlos in die
Kauschen-Stücke zu löten, drehe ich an ein 3-mm-Rund-Alu einen Zapfen Ø 0,7 x
0,5 mm lang an. Im Bild ist ein Kauschen-Stück schonmal aufgesteckt.
 Ein Drahtanschluß ist eingesteckt und angelötet.
Ein Drahtanschluß ist eingesteckt und angelötet.
 Noch auf dieser Lötvorrichtung bürste ich
überschüssiges Lötzinn weg. Das Alu-Stück sieht danach nicht mehr so toll aus.
Noch auf dieser Lötvorrichtung bürste ich
überschüssiges Lötzinn weg. Das Alu-Stück sieht danach nicht mehr so toll aus.
 Mit einem selbst angeschliffenen 90°-Mini-Senker (aus einer Dreikant-Nadelfeile)
entgrate ich die 0,7er-Bohrungen an beiden Seiten.
Mit einem selbst angeschliffenen 90°-Mini-Senker (aus einer Dreikant-Nadelfeile)
entgrate ich die 0,7er-Bohrungen an beiden Seiten.
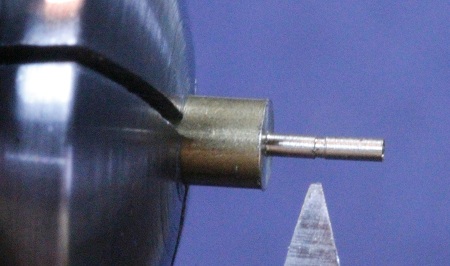
 Danach drehe ich mit einem Spitzdrehstahl den Seil-Durchmesser 0,3 mm an (das
sind Ø 15 beim Original), vom Ø 0,5 lasse ich dabei 1,4 mm Länge stehen (Spleiß
puls Kleedung).
Danach drehe ich mit einem Spitzdrehstahl den Seil-Durchmesser 0,3 mm an (das
sind Ø 15 beim Original), vom Ø 0,5 lasse ich dabei 1,4 mm Länge stehen (Spleiß
puls Kleedung).
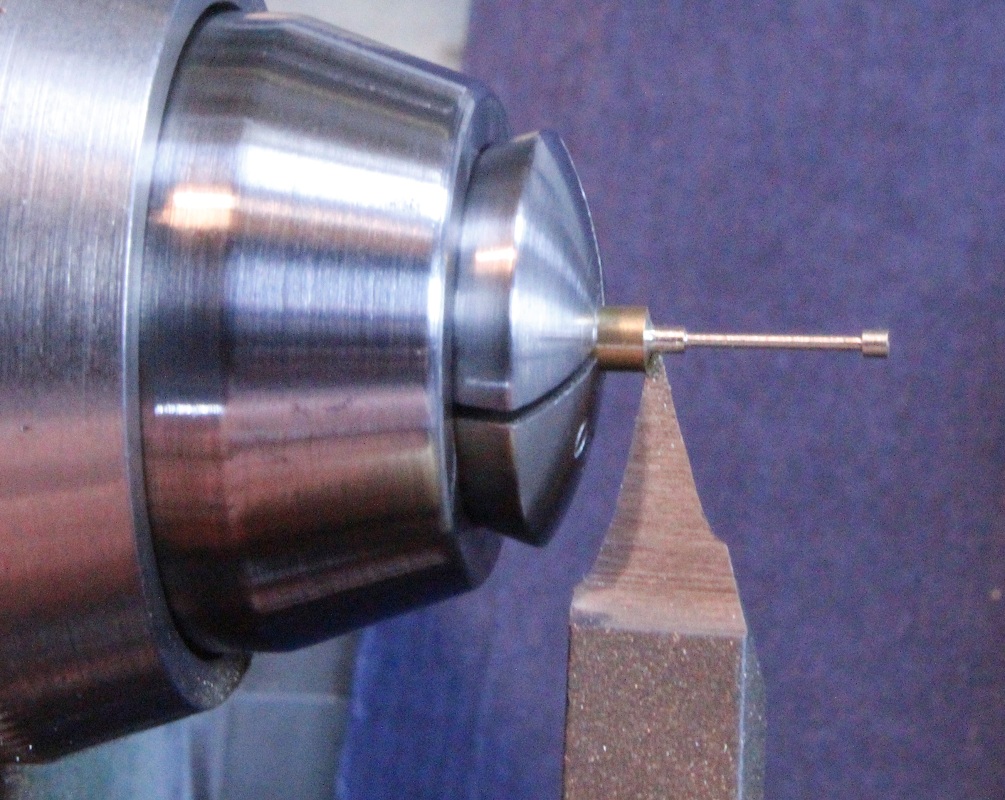
 Das Materialstück wird noch weiter aus der Zange herausgezogen und insgesamt so
etwa 10 mm Länge angedreht. Man könnte das nun fast unendlich fortführen. Sollte
das ausragende Ende zu lang werden und anfangen zu "schlagen" (d.h. verbiegen),
wird es einfach in einem dünnen Rohr (im Reitstock-Bohrfutter) "gebändigt".
Das Materialstück wird noch weiter aus der Zange herausgezogen und insgesamt so
etwa 10 mm Länge angedreht. Man könnte das nun fast unendlich fortführen. Sollte
das ausragende Ende zu lang werden und anfangen zu "schlagen" (d.h. verbiegen),
wird es einfach in einem dünnen Rohr (im Reitstock-Bohrfutter) "gebändigt".
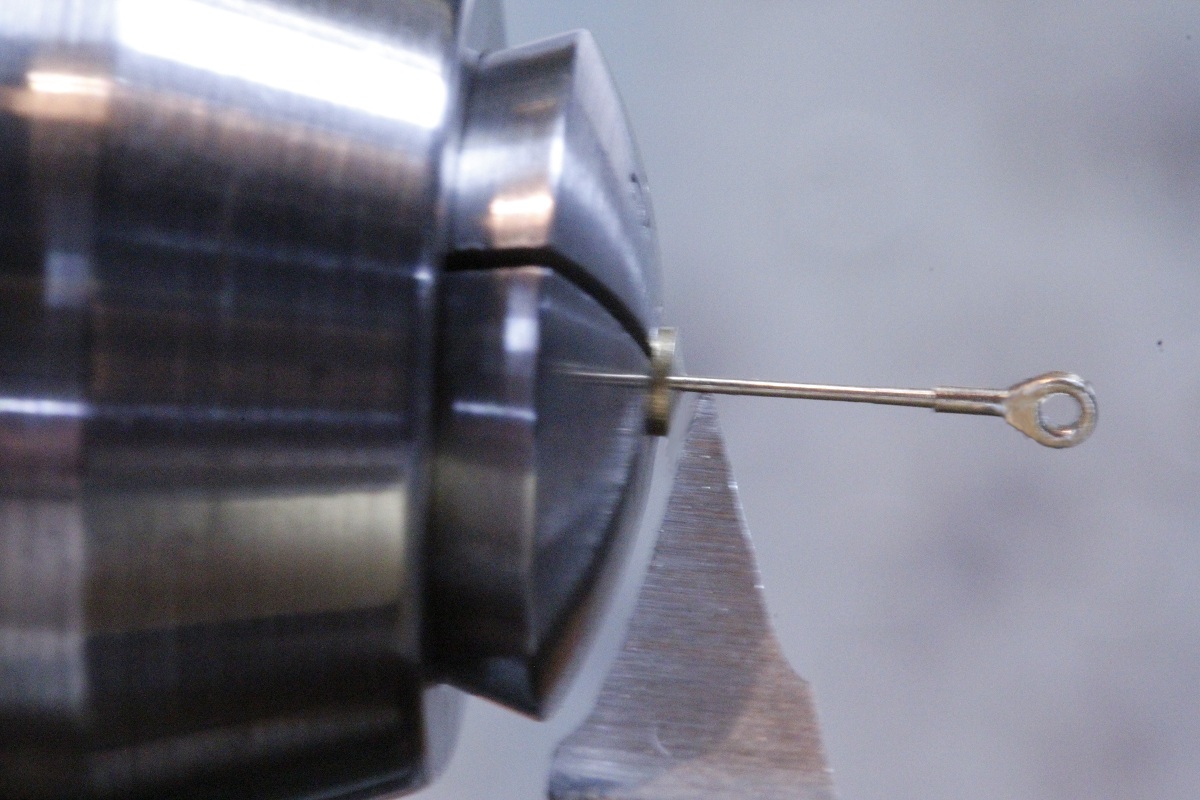
 Kauschen (Spitzkausch), Spleiß mit Kleedung, ein Stück Drahtseil, alles
gebürstet - noch vor dem Abtrennen auf exakte Länge...
Kauschen (Spitzkausch), Spleiß mit Kleedung, ein Stück Drahtseil, alles
gebürstet - noch vor dem Abtrennen auf exakte Länge...
 Weitere Spitzkauschen will ich
anfertigen, diesmal eine etwas andere Art der Herstellung. Die Kleedung will ich
zuerst als dünnwandige Buchse drehen. Was ich hier nun wieder schildere, kann
man auf JEDER Drehmaschine "veranstalten", es muß keine Uhrmacherdrehmaschine
sein - nur die Bedingungen müssen stimmen. 2-mm-Rundmessing wird bis zur Mitte
(!) sauber plangedreht, dann bohre ich mit einem abgesetzten
0,35-mm-Wendelbohrer ohne zu zentrieren etwa 2 mm tief.
Weitere Spitzkauschen will ich
anfertigen, diesmal eine etwas andere Art der Herstellung. Die Kleedung will ich
zuerst als dünnwandige Buchse drehen. Was ich hier nun wieder schildere, kann
man auf JEDER Drehmaschine "veranstalten", es muß keine Uhrmacherdrehmaschine
sein - nur die Bedingungen müssen stimmen. 2-mm-Rundmessing wird bis zur Mitte
(!) sauber plangedreht, dann bohre ich mit einem abgesetzten
0,35-mm-Wendelbohrer ohne zu zentrieren etwa 2 mm tief.
 DANACH drehe ich mit einem
HSS-Seitendrehstahl etwa 2 bis 2,5 mm lang den Ø 0,5 an (Kleedung). Als
Wandstärke bleibt 0,075 mm!
DANACH drehe ich mit einem
HSS-Seitendrehstahl etwa 2 bis 2,5 mm lang den Ø 0,5 an (Kleedung). Als
Wandstärke bleibt 0,075 mm!
 Mit dem Spitzdrehstahl steche ich die Buchsen
auf 1,2 mm Länge ab. Im Bild sieht man, daß auch der Spitzdrehstahl nicht
vollkommen spitz ist; man könnte ihn bei Bedarf natürlich auch sehr spitz
schleifen.
Mit dem Spitzdrehstahl steche ich die Buchsen
auf 1,2 mm Länge ab. Im Bild sieht man, daß auch der Spitzdrehstahl nicht
vollkommen spitz ist; man könnte ihn bei Bedarf natürlich auch sehr spitz
schleifen.
 Links liegen die abgestochenen Buchsen, noch mit Abstechrest. Diese stecke ich
auf einen 0,3-mm-Draht (unten) und kann so mit einer Mini-Nagelschere oder
-Seitenschneider den Abstechrest abschneiden (rechts).
Links liegen die abgestochenen Buchsen, noch mit Abstechrest. Diese stecke ich
auf einen 0,3-mm-Draht (unten) und kann so mit einer Mini-Nagelschere oder
-Seitenschneider den Abstechrest abschneiden (rechts).
 Hier habe ich aus weichem 0,4-mm-Messingdraht
ein Spleißauge um einen 0,7-mm-Bohrerschaft gebogen und ein 0,3-mm-Drahtstück
mit einer aufgesteckten Kleedung nur zusammengelegt. Das Spleißauge erscheint
mir noch zu kurz. Ich habe es vorsichtig aufgebogen, die gestreckte Länge
ermittelt und um 0,6 mm verlängert.
Hier habe ich aus weichem 0,4-mm-Messingdraht
ein Spleißauge um einen 0,7-mm-Bohrerschaft gebogen und ein 0,3-mm-Drahtstück
mit einer aufgesteckten Kleedung nur zusammengelegt. Das Spleißauge erscheint
mir noch zu kurz. Ich habe es vorsichtig aufgebogen, die gestreckte Länge
ermittelt und um 0,6 mm verlängert.
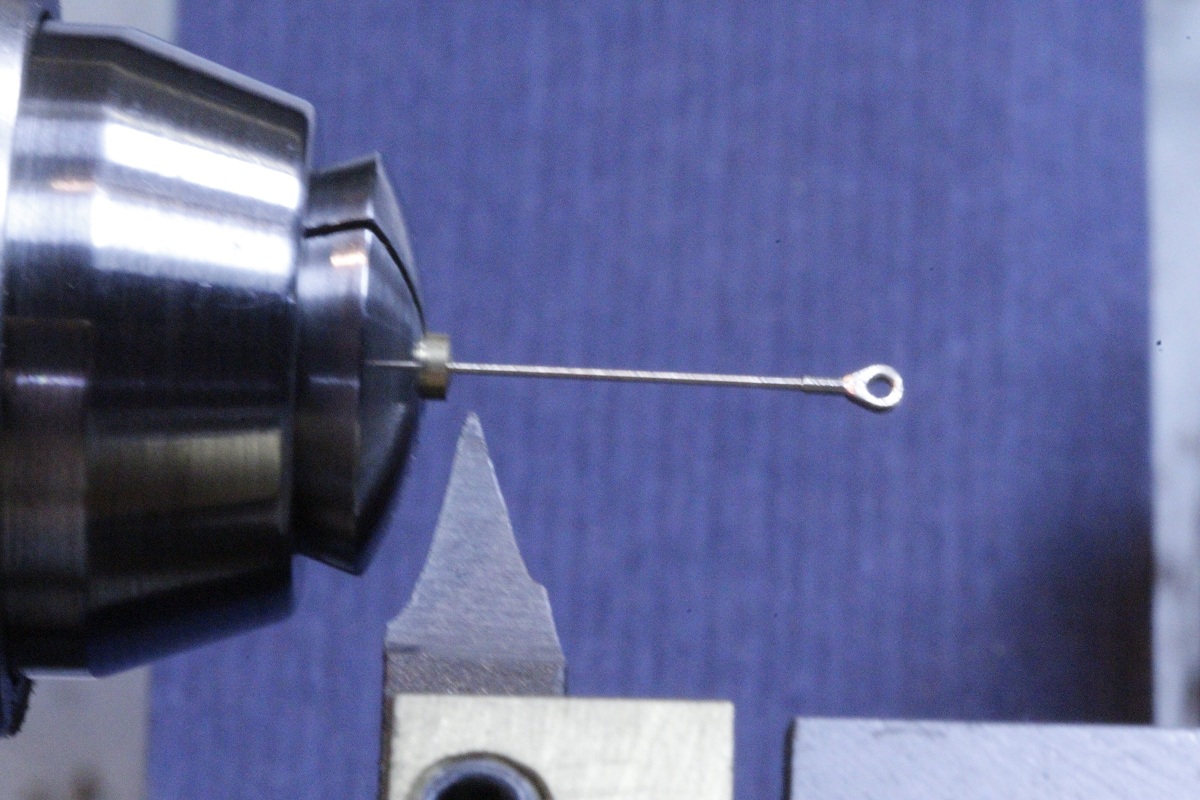
 Als Versuch ragt hier der 0,7-mm-Bohrerschaft
nur kurz aus den Schraubstockbacken, das Spleißauge in der neuen Länge ist
herumgebogen.
Als Versuch ragt hier der 0,7-mm-Bohrerschaft
nur kurz aus den Schraubstockbacken, das Spleißauge in der neuen Länge ist
herumgebogen.
 So gefällt es mir besser. Ich warte nun auf
den gestern bei amazon bestellten 0,3-mm-Ms-Draht und dann kann die Produktion
von Spleiß-Kauschen beginnen. Sie, wie im Bild gezeigt, zusammenzulöten, dürfte
eine kleinere Übung sein. Noch einmal: der Draht im Bild rechts hat 0,3 mm
Durchmesser.
So gefällt es mir besser. Ich warte nun auf
den gestern bei amazon bestellten 0,3-mm-Ms-Draht und dann kann die Produktion
von Spleiß-Kauschen beginnen. Sie, wie im Bild gezeigt, zusammenzulöten, dürfte
eine kleinere Übung sein. Noch einmal: der Draht im Bild rechts hat 0,3 mm
Durchmesser.
Weiter im
Teil 5 dieser Serie...

zurück/back |
home