Querbohrungen – z.B. Relingstützen
Für die
Detaillierung am Pfahlmast meines 1:50-Zerstörer-Modells USS CASSIN YOUNG vom
WWII hatte ich neulich eine Anzahl Sprossen für eine Strickleiter zu drehen und
an den Enden für die Durchführung der Seile quer zu durchbohren. Solche
Querbohrungen durch runde Stäbe hat der Schiffsmodellbauer relativ oft zu
machen, ich erinnere z.B. an die Bohrungen für Durchzüge bei Relingstützen. Weil
ich für eine sinnvolle und genaue Ausführung in diesen Fällen nur die Benutzung
von Bohrvorrichtungen sehe, möchte ich zuerst den besonderen Fall der
Leitersprossen erklären.
Die Teile nach Abb. 1
 aus
2-mm-Drehmessing zu drehen, war kein Problem, das geht sehr gut nach (1) Seite
91 bis 96. Zuerst war die vordere Planfläche (a) sauber planzudrehen, weil diese
Stirn später in der Bohrvorrichtung als Anschlagfläche dient. Dann habe ich die
Teile mit einem Spitzdrehstahl (1) Seite 96/97, ohne die Durchmesser messen zu
müssen, also nach „justierter Supportskala“ in einem Span gedreht und
gleichzeitig abgestochen (Abb. 2
aus
2-mm-Drehmessing zu drehen, war kein Problem, das geht sehr gut nach (1) Seite
91 bis 96. Zuerst war die vordere Planfläche (a) sauber planzudrehen, weil diese
Stirn später in der Bohrvorrichtung als Anschlagfläche dient. Dann habe ich die
Teile mit einem Spitzdrehstahl (1) Seite 96/97, ohne die Durchmesser messen zu
müssen, also nach „justierter Supportskala“ in einem Span gedreht und
gleichzeitig abgestochen (Abb. 2
 ). Am Abstech-Ende
bleibt dabei natürlich ein kleiner Abstechpieps (Abb. 3
). Am Abstech-Ende
bleibt dabei natürlich ein kleiner Abstechpieps (Abb. 3
 )(kleine
Fotos anklicken), dieser kann vorerst bleiben. Jetzt wird schon die
Bohrplatte aus Stahl (bei unseren geringen Stückzahlen genügt Automatenstahl)
angefertigt. Ein Stück 8 x 8 x 22 mm wurde zuerst an der Oberseite (a in Abb. 4
)(kleine
Fotos anklicken), dieser kann vorerst bleiben. Jetzt wird schon die
Bohrplatte aus Stahl (bei unseren geringen Stückzahlen genügt Automatenstahl)
angefertigt. Ein Stück 8 x 8 x 22 mm wurde zuerst an der Oberseite (a in Abb. 4
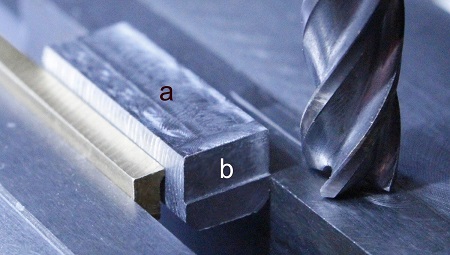 ) leicht überstirnt.
Dann wird die Stirn (b) etwa 6 mm tief leicht überfräst. Das macht man mit einem
Fingerfräser, dessen Durchmesser am Schneidenteil genau bekannt ist. In meinem
Fall war es ein 10-mm-Fingerfräser. Die wichtige Anfahrrichtung für diese
Spanabnahme (b) und den Skalenwert vom X-Support (üblicherweise „0“) merkt man
sich. Nun habe ich in der Mitte dieses Stahlstücks bei geklemmtem (!) Y-Support
mit einem 0,4-mm-Radius-Fräser (Pfeiffer-Werkzeuge) längs eine 0,5 mm tiefe Nut
gefräst (a in Abb. 5
) leicht überstirnt.
Dann wird die Stirn (b) etwa 6 mm tief leicht überfräst. Das macht man mit einem
Fingerfräser, dessen Durchmesser am Schneidenteil genau bekannt ist. In meinem
Fall war es ein 10-mm-Fingerfräser. Die wichtige Anfahrrichtung für diese
Spanabnahme (b) und den Skalenwert vom X-Support (üblicherweise „0“) merkt man
sich. Nun habe ich in der Mitte dieses Stahlstücks bei geklemmtem (!) Y-Support
mit einem 0,4-mm-Radius-Fräser (Pfeiffer-Werkzeuge) längs eine 0,5 mm tiefe Nut
gefräst (a in Abb. 5
 )
- in nur 0,1-mm-Tiefenzustellungen pro Spandurchgang. Hat man die beiden Ø 0,8
bei den gedrehten Sprossen genau eingehalten, so lassen sich diese nun leicht in
die Nut legen.
)
- in nur 0,1-mm-Tiefenzustellungen pro Spandurchgang. Hat man die beiden Ø 0,8
bei den gedrehten Sprossen genau eingehalten, so lassen sich diese nun leicht in
die Nut legen.
Jetzt sind die beiden
„Bohrbuchsen“ einzubohren. Bei einer richtigen Bohrvorrichtung für das Bohren
von Zehntausenden Löchern wären hier gehärtete Bohrbuchsen einzusetzen, das muß
hier nicht sein. Wir begnügen uns mit Bohrer-Führungen. Die erste zentriere ich
mit dem eben benutzten Radius-Fräser. Dazu fahre ich den X-Support um genau den
halben Fräser-Durchmesser, also 5 mm, plus 0,4 mm in der Anfahrrichtung weiter.
Die Fräsermitte steht nun bei (b in Abb. 5) und ich kann hier den Radius-Fräser
etwa 0,2 bis 0,3 mm als „Zentrierung“ einstechen. Dabei entsteht diese komische
ovale Form. Das Gleiche mache ich exakt 6 mm weiter links bei (c), denn 6 mm
soll der Abstand der Seile der Leiter sein.
Jetzt wechsle ich auf einen
0,4-mm-Wendelbohrer, um die eigentlichen Bohrer-Führungen zu bohren. Dabei ist
sehr wichtig, daß ich die Punkte (b) und (c) erneut in der gleichen
Anfahrrichtung (die zugehörigen Skalenwerte hatte ich mir notiert!) anfahre. In
Abb. 5 sind diese 0,4-mm-Bohrungen schwarz zu sehen. Durch die beschriebene
Arbeitsweise sitzen sie nun zwangsläufig genau in der Mitte der Nut.
Man muß die 0,8-mm-Nut nicht
unbedingt mit einem gerundeten Grund fräsen. Es genügt auch ein normaler
0,8-mm-Fingerfräser, Abb. 6
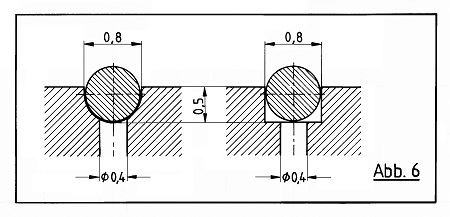 zeigt den
Unterschied. Eine gerundete Nut hat jedoch eine „zentrierende“ Wirkung, der Stab
wird folglich immer in der Mitte liegen. Bei einer Nut mit rechteckigem
Querschnitt muß deren Breite haargenau stimmen. Schon, wenn die Sprosse nur
einen geringsten Betrag seitlich wegrollen kann, kommt die Querbohrung nicht
genau in die Mitte. In Abb. 7
zeigt den
Unterschied. Eine gerundete Nut hat jedoch eine „zentrierende“ Wirkung, der Stab
wird folglich immer in der Mitte liegen. Bei einer Nut mit rechteckigem
Querschnitt muß deren Breite haargenau stimmen. Schon, wenn die Sprosse nur
einen geringsten Betrag seitlich wegrollen kann, kommt die Querbohrung nicht
genau in die Mitte. In Abb. 7
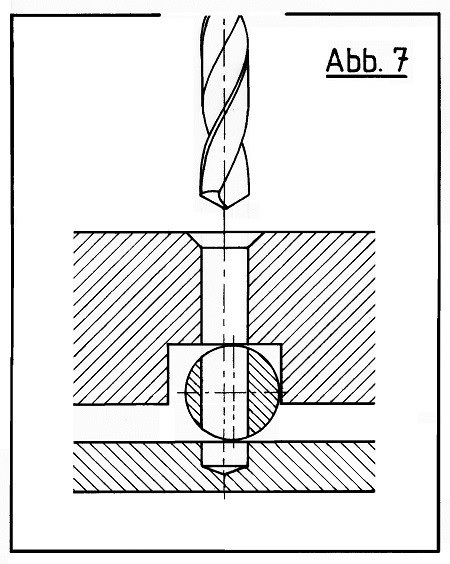 habe ich dies,
schon in die Bohrlage gedreht, dargestellt. Thema Bohrer: Wenn sich ein dünner
Wendelbohrer eher verbiegt, anstatt zu bohren, so ist er nicht richtig
angeschliffen. Mit einer starken Lupe oder unter dem Mikroskop sieht man, daß
die meisten Billigbohrer wegen völlig verkorkstem Anschliff gar nicht bohren
können. Kaufen Sie keine Bohrer in einer Plasteschachtel zu 10 Stück. Kaufen Sie
stattdessen bei einem guten Werkzeughändler (Pfeiffer-Werkzeuge) Einzelbohrer.
Nach meiner Erfahrung sind Wendelbohrer mit möglichst kurzem Schneidenteil und
verstärktem Schaft (Abb. 8, meist Ø 1,2 oder 1,5
habe ich dies,
schon in die Bohrlage gedreht, dargestellt. Thema Bohrer: Wenn sich ein dünner
Wendelbohrer eher verbiegt, anstatt zu bohren, so ist er nicht richtig
angeschliffen. Mit einer starken Lupe oder unter dem Mikroskop sieht man, daß
die meisten Billigbohrer wegen völlig verkorkstem Anschliff gar nicht bohren
können. Kaufen Sie keine Bohrer in einer Plasteschachtel zu 10 Stück. Kaufen Sie
stattdessen bei einem guten Werkzeughändler (Pfeiffer-Werkzeuge) Einzelbohrer.
Nach meiner Erfahrung sind Wendelbohrer mit möglichst kurzem Schneidenteil und
verstärktem Schaft (Abb. 8, meist Ø 1,2 oder 1,5
 )
gut geschliffen. Mit diesen Bohrern kann man in eine ebene Fläche (z.B. auch in
eine sauber plangedrehte Fläche eines Drehteils) sogar ohne Zentrierbohrung und
sehr langsam (!) einbohren. Bei der Nut nach Abb. 6 rechts könnte man mit einem
selbstgemachten Mini-Zentrierbohrer (Abb. 9
)
gut geschliffen. Mit diesen Bohrern kann man in eine ebene Fläche (z.B. auch in
eine sauber plangedrehte Fläche eines Drehteils) sogar ohne Zentrierbohrung und
sehr langsam (!) einbohren. Bei der Nut nach Abb. 6 rechts könnte man mit einem
selbstgemachten Mini-Zentrierbohrer (Abb. 9
 (1) Seite 102/103) in
den flachen Nutgrund zentrieren.
(1) Seite 102/103) in
den flachen Nutgrund zentrieren.
Nach dem Zentrieren (Radius-Fräser
oder Mini-Zentrierbohrer) bohre ich mit einem 0,4-mm-Bohrer jede Bohrung gut 3
mm tiefer (Anfahrrichtungen!), dabei den Bohrer sehr oft (!) aus der Bohrung
ziehen und die Späne entfernen (Pinsel, Fahrradöl). Ein dünner Bohrer bricht
eigentlich nur, wenn Sie das nicht so tun. Danach habe ich diese Bohrplatte von
der anderen Seite her auf eine Stärke von nur noch 2,5 mm abgefräst. Dabei
erscheinen die beiden Bohrungen, in Abb. 10
 habe ich zur Probe eine der Sprossen aufgelegt.
habe ich zur Probe eine der Sprossen aufgelegt.
Damit die Sprossen mit der
plangedrehten Stirn (a in Abb. 1) in der Nut auch einen Längs-Anschlag
(Axial-Anschlag) haben, habe ich nach Abb. 11
 und 12
und 12
 aus Messing einen
U-L-förmigen Anschlag gefräst. Im Schraubstock habe ich dieses Teil gegen die
Bohrplatte gedrückt und bei (a und b in Abb. 13
aus Messing einen
U-L-förmigen Anschlag gefräst. Im Schraubstock habe ich dieses Teil gegen die
Bohrplatte gedrückt und bei (a und b in Abb. 13
 ) dünnflüssigen
Sekundenkleber aufgegeben. Bei einer größeren Bohrvorrichtung würde man die
eigentliche Anschlagplatte (a in Abb. 11) besser mit zwei kleinen Schrauben
gegen die Vorrichtungsstirn schrauben. Bei Abb. 14
) dünnflüssigen
Sekundenkleber aufgegeben. Bei einer größeren Bohrvorrichtung würde man die
eigentliche Anschlagplatte (a in Abb. 11) besser mit zwei kleinen Schrauben
gegen die Vorrichtungsstirn schrauben. Bei Abb. 14
 habe ich eine
Sprosse in die Nut gelegt und dabei nach rechts gegen den Anschlag geschoben.
Die beiden dicken 0,8-mm-Enden ragen dabei 0,3 mm über die Fläche. Das erkennt
man bei dem Foto nicht gut, muß aber sein, damit die nun aufgelegte und mit zwei
M1,2-Schrauben befestigte (zufällig) runde Messingplatte die Sprosse in der Nut
festhält (Abb. 15
habe ich eine
Sprosse in die Nut gelegt und dabei nach rechts gegen den Anschlag geschoben.
Die beiden dicken 0,8-mm-Enden ragen dabei 0,3 mm über die Fläche. Das erkennt
man bei dem Foto nicht gut, muß aber sein, damit die nun aufgelegte und mit zwei
M1,2-Schrauben befestigte (zufällig) runde Messingplatte die Sprosse in der Nut
festhält (Abb. 15
 ).
).
Die beiden M1,2-Schrauben sind
leicht geöffnet, ich lege die Sprosse mit der plangedrehten Seite voraus in die
Nut (Abb. 16  ),
schiebe sie mit einem 0,6-mm-Draht hinein bis zum Anschlag und ziehe dann die
beiden Schrauben so fest, daß die Messingplatte möglichst waagerecht liegt. Abb.
17
),
schiebe sie mit einem 0,6-mm-Draht hinein bis zum Anschlag und ziehe dann die
beiden Schrauben so fest, daß die Messingplatte möglichst waagerecht liegt. Abb.
17  zeigt die
Messingplatte in Nahaufnahme. (a) sind die beiden Bohrungen, die beim Bohren der
ersten Sprosse entstehen, (b) sind die beiden M1,2-Bohrungen und (c) ist eine
zufällig vorhandene Senkung in der Mitte. Man sieht einen feinen Anriß, damit
ich beim Auflegen der Bohrplatte die Seiten nicht vertausche.
zeigt die
Messingplatte in Nahaufnahme. (a) sind die beiden Bohrungen, die beim Bohren der
ersten Sprosse entstehen, (b) sind die beiden M1,2-Bohrungen und (c) ist eine
zufällig vorhandene Senkung in der Mitte. Man sieht einen feinen Anriß, damit
ich beim Auflegen der Bohrplatte die Seiten nicht vertausche.
Abb. 18
 zeigt die erste gebohrte Sprosse (die Pinzette müßte mal wieder entmagnetisiert
werden). Beide Bohrungen müßten ein Zehntel-mm weiter rechts sein und die Mitte
ist auch nicht ganz genau getroffen. Sicher ist etwas vom Sekundenkleber in die
Innenecken der Nut gelaufen, wenn man aber die geringen Dimensionen bedenkt…
Jetzt kann auch der Abstechpieps weggefeilt werden. Abb. 19
zeigt die erste gebohrte Sprosse (die Pinzette müßte mal wieder entmagnetisiert
werden). Beide Bohrungen müßten ein Zehntel-mm weiter rechts sein und die Mitte
ist auch nicht ganz genau getroffen. Sicher ist etwas vom Sekundenkleber in die
Innenecken der Nut gelaufen, wenn man aber die geringen Dimensionen bedenkt…
Jetzt kann auch der Abstechpieps weggefeilt werden. Abb. 19
 zeigt einige der Sprossen auf die 0,3-mm-Drahtseilstücke aufgelötet, natürlich
für gleiche 6,3-mm-Abstände in einer Novotex-Lötvorrichtung. Das soll man nicht
ohne Lötvorrichtung tun. Bei diesen Dimensionen sieht man jedes Zehntel als
schlimmen Fehler!
zeigt einige der Sprossen auf die 0,3-mm-Drahtseilstücke aufgelötet, natürlich
für gleiche 6,3-mm-Abstände in einer Novotex-Lötvorrichtung. Das soll man nicht
ohne Lötvorrichtung tun. Bei diesen Dimensionen sieht man jedes Zehntel als
schlimmen Fehler!
Die gleiche Arbeitsweise würde ich
zur Herstellung einer Bohrvorrichtung für gerade Relingstützen anwenden. Immer
muß der Durchmesser des Finger-(Radius-)Fräsers dem Durchmesser der Relingstütze
entsprechen. Fingerfräser gibt es im guten Werkzeughandel schließlich in
0,05-mm-Ø-Stufungen! (Ja, 0,05-mm-Stufungen. Der dünnste Fräser
hat einen Durchmesser von 0,05 mm!!!! Dann 0,1; 0,15; 0,2 usw.) Und immer
bleibt der Y-Support nach dem Fräsen der Nut bis zum Zentrieren/Bohren der
Bohrer-Führungen fest geklemmt. Für die Herstellung der Abstände der Bohrungen
muß man Fräsen/Bohren nach Koordinaten beherrschen,
(2) Seite 73 bis 78.
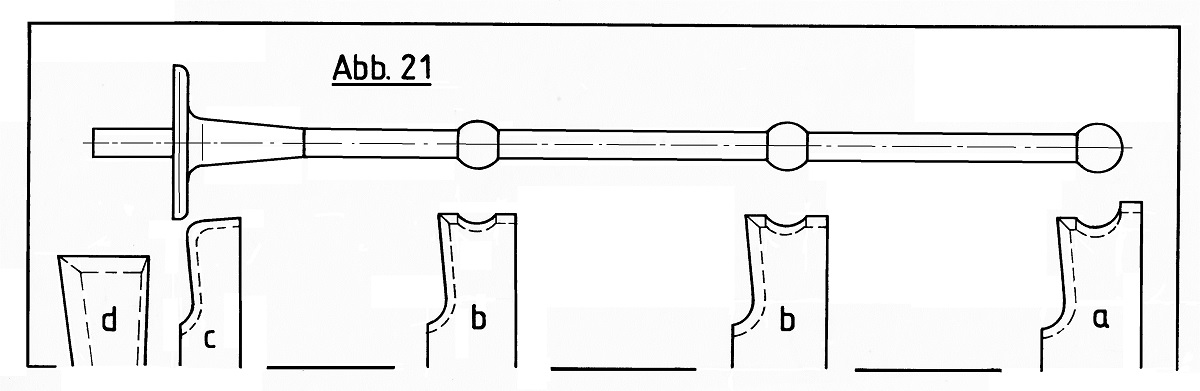
Historische Schiffe haben oft
gußeiserne Relingstützen mit kugeligen Verdickungen an den Stellen, wo die
Durchzüge (Drahtseil oder auch Ketten) durchfahren (Abb. 20
 mit Maßen für den M 1:25). Für die Kugelverdickungen fertigt man sich
Formstechstähle (Abb. 21
mit Maßen für den M 1:25). Für die Kugelverdickungen fertigt man sich
Formstechstähle (Abb. 21
 ),
wie in (1) Seite 53 bis
55 beschrieben und die langen Zwischenstücke dreht man wieder nach
(1) Seite 91 bis 96. Bei
(a) stellt der Formstahl die Kugelform oben bis zur Mitte her und beim Formstahl
(b) wird nur ein Teil der Kugel geformt. (c) zeigt, wie ein Formstahl für die
Rundung am Fuß aussehen könnte und bei (d) habe ich den von mir so genannten
Seiten-Abstechdrehstahl, (1)
Seite 84 bis 90, angedeutet, mit dem man sowohl den 1,5-mm-Zapfen andrehen und
auch das Teil endgültig abstechen kann. Bei allen Drehstählen habe ich die
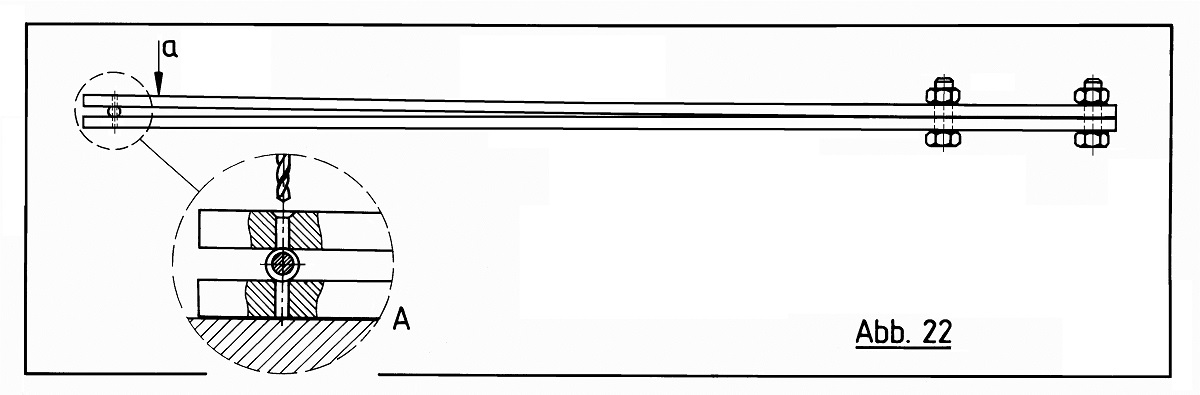
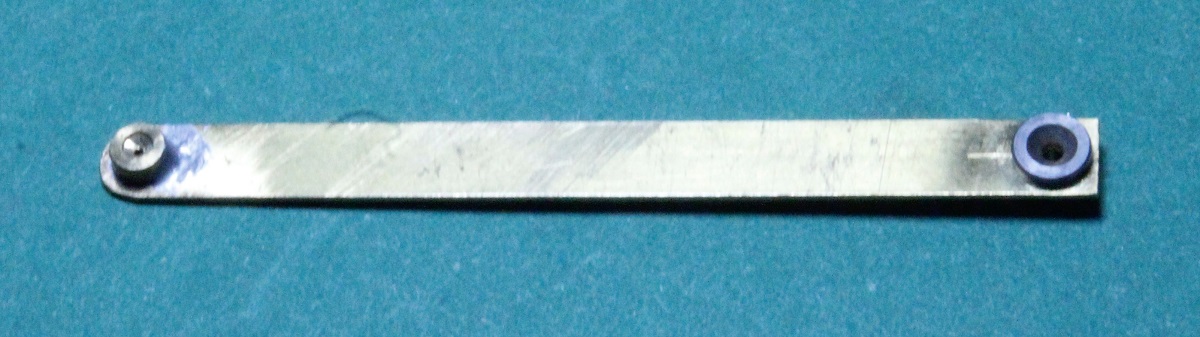
nötigen Freiwinkel/Freiflächen durch gestrichelte Linien angedeutet. Die sehr
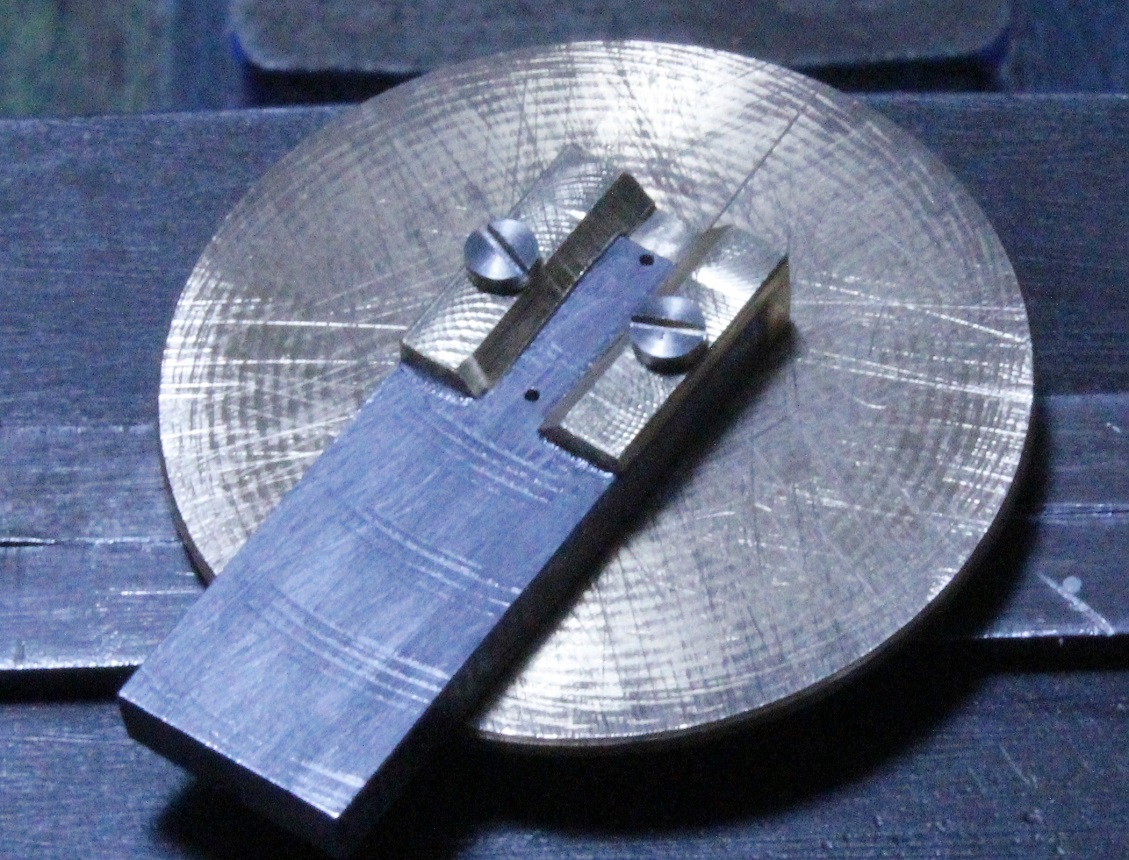
einfache Bohrvorrichtung, mit der man exakt in der Mitte der Kugeln durchbohren
kann, besteht aus zwei an den Enden zusammengeschraubten Flachstahlstäben nach
Abb. 22
),
wie in (1) Seite 53 bis
55 beschrieben und die langen Zwischenstücke dreht man wieder nach
(1) Seite 91 bis 96. Bei
(a) stellt der Formstahl die Kugelform oben bis zur Mitte her und beim Formstahl
(b) wird nur ein Teil der Kugel geformt. (c) zeigt, wie ein Formstahl für die
Rundung am Fuß aussehen könnte und bei (d) habe ich den von mir so genannten
Seiten-Abstechdrehstahl, (1)
Seite 84 bis 90, angedeutet, mit dem man sowohl den 1,5-mm-Zapfen andrehen und
auch das Teil endgültig abstechen kann. Bei allen Drehstählen habe ich die
nötigen Freiwinkel/Freiflächen durch gestrichelte Linien angedeutet. Die sehr
einfache Bohrvorrichtung, mit der man exakt in der Mitte der Kugeln durchbohren
kann, besteht aus zwei an den Enden zusammengeschraubten Flachstahlstäben nach
Abb. 22
 .
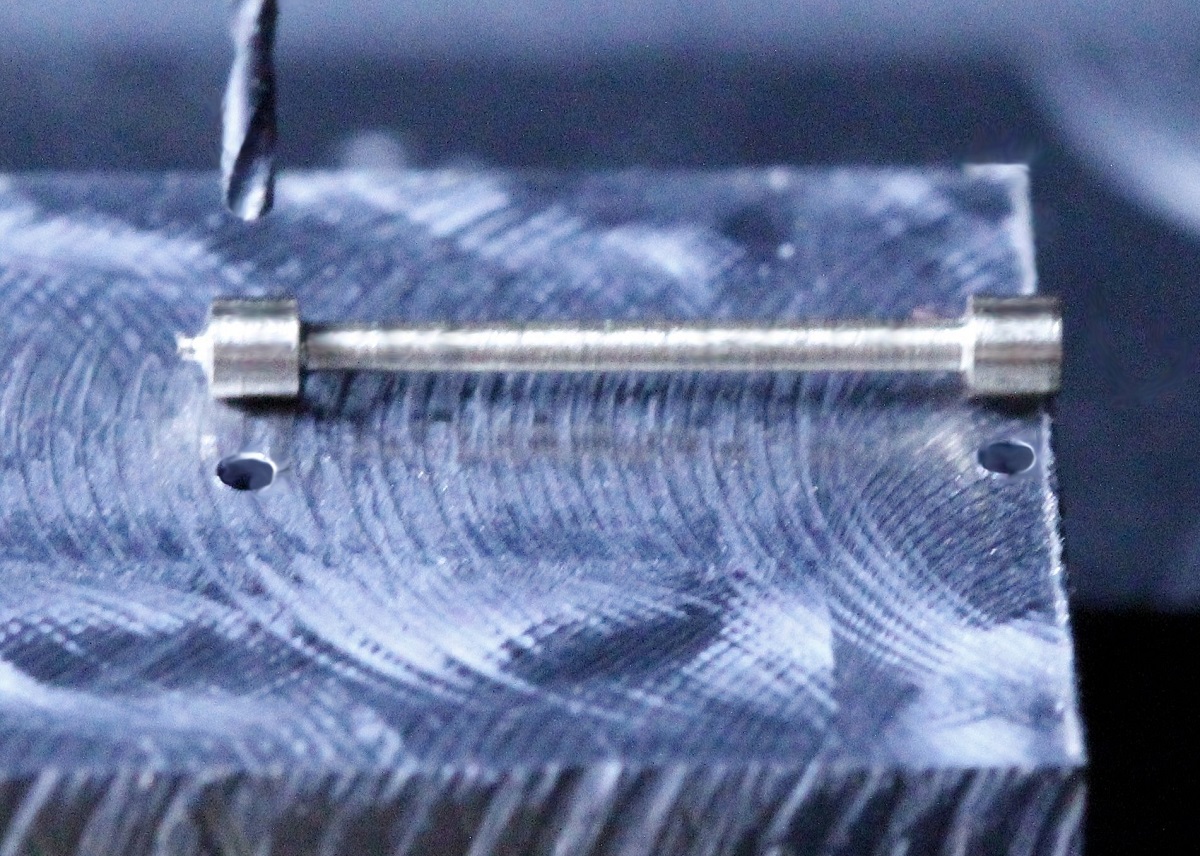
Die Vergrößerung bei A zeigt, wie die Kugel sich beim Einklemmen von selbst
zwischen den beiden Bohrungen zentriert. Beim Bohren drücke ich die Flachstäbe
zusätzlich bei (a) zusammen. Abb. 23
.
Die Vergrößerung bei A zeigt, wie die Kugel sich beim Einklemmen von selbst
zwischen den beiden Bohrungen zentriert. Beim Bohren drücke ich die Flachstäbe
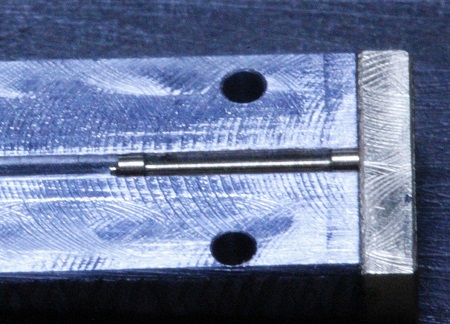
zusätzlich bei (a) zusammen. Abb. 23
 zeigt einen
Formstechstahl und einige damit angestochene Teile für Handgriffe, einige
bereits mit gebohrten Sacklöchern. Hier war die „Bohrvorrichtung“ ein einfacher
Flachstahl-Stab mit der entsprechenden Bohrung. Den habe ich von Hand kräftig
auf die Kugel gedrückt (Abb. 24
zeigt einen
Formstechstahl und einige damit angestochene Teile für Handgriffe, einige
bereits mit gebohrten Sacklöchern. Hier war die „Bohrvorrichtung“ ein einfacher
Flachstahl-Stab mit der entsprechenden Bohrung. Den habe ich von Hand kräftig
auf die Kugel gedrückt (Abb. 24
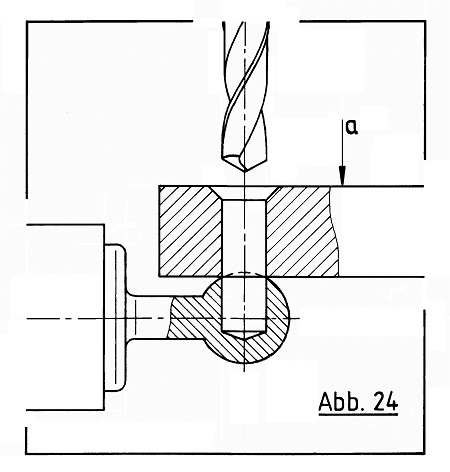 ). Bei dieser
Abbildung und schon bei Abb. 7 sieht man, daß die Bohrer-Führungen oben eine
nicht zu kleine 90°-Senkung haben. Diese erleichtern das Einführen der Bohrer.
Gehärtete Bohrbuchsen haben hier sogar gerundete Übergänge. In den
zurückliegenden Jahren haben sich bei mir viele selbst hergestellte
Kugelstechstähle angesammelt (Abb. 25
). Bei dieser
Abbildung und schon bei Abb. 7 sieht man, daß die Bohrer-Führungen oben eine
nicht zu kleine 90°-Senkung haben. Diese erleichtern das Einführen der Bohrer.
Gehärtete Bohrbuchsen haben hier sogar gerundete Übergänge. In den
zurückliegenden Jahren haben sich bei mir viele selbst hergestellte
Kugelstechstähle angesammelt (Abb. 25
 ),
die kleinsten für 0,8-mm-Kugeln!
),
die kleinsten für 0,8-mm-Kugeln!
Eine ähnliche Anwendung einer sich
selbst zentrierenden Bohrbuchse zeigt die Abb. 26
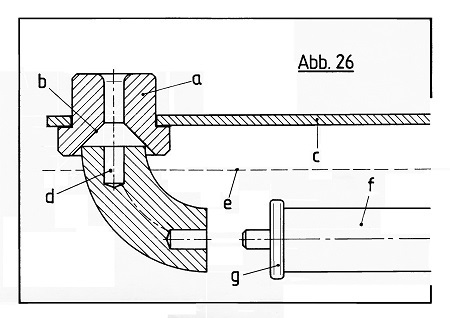 . Für die
Darstellung von Rohrleitungen sollten die Rohr-Knie (a in Abb. 27
. Für die
Darstellung von Rohrleitungen sollten die Rohr-Knie (a in Abb. 27
 ), die ich in einer
Vorrichtung gebogen und denen ich in einer weiteren Klemmvorrichtung den exakten
90°-Winkel angefräst hatte, kleine Zentrierungen erhalten. Diese Zentrierungen
müssen selbstverständlich exakt mittig sein, damit die Anschluß-Rohrstücke (b)
mit ihren angedrehten Zentrierzapfen und den charakteristischen Wülsten (c) für
die Rohr-Knie gut fluchten, wie das im Foto rechts-unten schon zu sehen ist. Die
in dem Fall gehärtete Bohrbuchse (a in Abb. 26) hat unten eine angedrehte
90°-Zentriersenkung (b), welche unbedingt mit der Bohrung zusammen in einer
Einspannung gedreht werden muß. Nach dem Härten habe ich die Bohrbuchse in einen
einfachen 0,4-mm-Blechstreifen (c) gepresst (Abb. 28
), die ich in einer
Vorrichtung gebogen und denen ich in einer weiteren Klemmvorrichtung den exakten
90°-Winkel angefräst hatte, kleine Zentrierungen erhalten. Diese Zentrierungen
müssen selbstverständlich exakt mittig sein, damit die Anschluß-Rohrstücke (b)
mit ihren angedrehten Zentrierzapfen und den charakteristischen Wülsten (c) für
die Rohr-Knie gut fluchten, wie das im Foto rechts-unten schon zu sehen ist. Die
in dem Fall gehärtete Bohrbuchse (a in Abb. 26) hat unten eine angedrehte
90°-Zentriersenkung (b), welche unbedingt mit der Bohrung zusammen in einer
Einspannung gedreht werden muß. Nach dem Härten habe ich die Bohrbuchse in einen
einfachen 0,4-mm-Blechstreifen (c) gepresst (Abb. 28
 ).
Das Rohr-Knie wird leicht ausragend im Schraubstock gespannt (e in Abb. 26), so
kann die Bohrbuchse waagerecht aufgesetzt und die etwa nur 1,5 mm tiefe
Zentrierbohrung (d) gebohrt werden.
).
Das Rohr-Knie wird leicht ausragend im Schraubstock gespannt (e in Abb. 26), so
kann die Bohrbuchse waagerecht aufgesetzt und die etwa nur 1,5 mm tiefe
Zentrierbohrung (d) gebohrt werden.
Eine weitere sehr gute
Möglichkeit, die Bohrer-Führungen exakt mittig in die gefräste Nut nach Abb. 6
rechts zu bringen, sehe ich in der Benutzung von Zentrierkörnern. In Abb. 29
 habe ich das
dargestellt. Ich selbst habe seit vielen Jahren einen aus Silberstahl gedrehten
und gehärteten Satz Zentrierkörner (Abb. 30
habe ich das
dargestellt. Ich selbst habe seit vielen Jahren einen aus Silberstahl gedrehten
und gehärteten Satz Zentrierkörner (Abb. 30
 )
von Ø 0,6 bis 4,6 mm in 0,1-mm-Stufungen. Größere Durchmesser fertige ich mir
bei Bedarf. In jede Modellbauerwerkstatt gehört ein Satz Zentrierkörner! Bei
einer Bohrlehre z.B. für Relingstützen wird zuerst das oberste Loch (zentrier-)gekörnt
(Abb. 31
)
von Ø 0,6 bis 4,6 mm in 0,1-mm-Stufungen. Größere Durchmesser fertige ich mir
bei Bedarf. In jede Modellbauerwerkstatt gehört ein Satz Zentrierkörner! Bei
einer Bohrlehre z.B. für Relingstützen wird zuerst das oberste Loch (zentrier-)gekörnt
(Abb. 31  ) und
sogleich die erste Bohrer-Führung gebohrt. Dabei ist der obere Abstand (a) noch
länger als nötig. Dann fertigt man sich aus einem Blechstreifen eine
Abstands-Lehre (c in Abb. 32
) und
sogleich die erste Bohrer-Führung gebohrt. Dabei ist der obere Abstand (a) noch
länger als nötig. Dann fertigt man sich aus einem Blechstreifen eine
Abstands-Lehre (c in Abb. 32
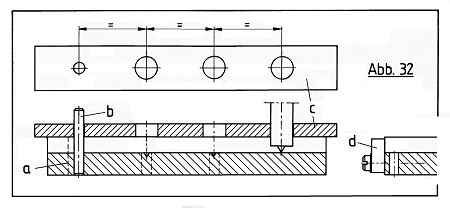 ). Die geforderten
z.B. drei Bohrungsabstände (=) kann man mit der Skala der Fräsmaschine
„abfahren“. Die Bohrungsdurchmesser entsprechen der Nutbreite und dem
Durchmesser des Zentrierkörners. In die erste Bohrer-Führung wird ein passender
Stift (b) gesteckt und darauf die Abstands-Lehre. Nun kann man die weiteren drei
Körnungen im exakten Abstand durch die Lehre hindurch in die Nut übertragen. Und
zum Schluß wird die oberste Länge abgefräst und auch hier der Längenanschlag (d)
angeschraubt/-geklebt.
). Die geforderten
z.B. drei Bohrungsabstände (=) kann man mit der Skala der Fräsmaschine
„abfahren“. Die Bohrungsdurchmesser entsprechen der Nutbreite und dem
Durchmesser des Zentrierkörners. In die erste Bohrer-Führung wird ein passender
Stift (b) gesteckt und darauf die Abstands-Lehre. Nun kann man die weiteren drei
Körnungen im exakten Abstand durch die Lehre hindurch in die Nut übertragen. Und
zum Schluß wird die oberste Länge abgefräst und auch hier der Längenanschlag (d)
angeschraubt/-geklebt.
Ein Problem stellen außermittige
und/oder schräg stehende Querbohrungen dar. In beiden Fällen kommt man nicht um
Bohrbuchsen herum. Weil der Wendelbohrer beim Anbohren z.B. bei einer
Außermitte-Bohrung zuerst nur mit einer Hälfte (a in Abb. 33
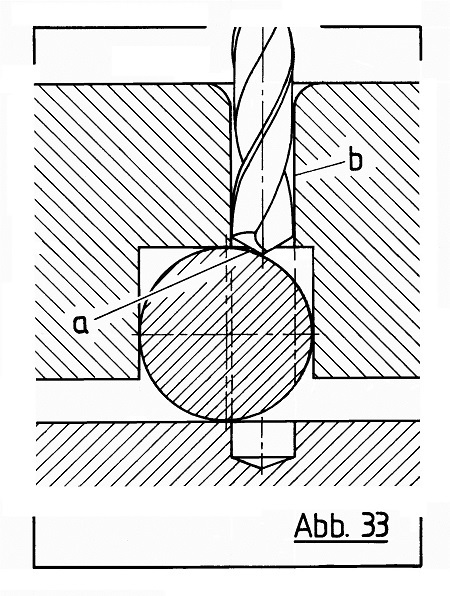 ) schneidet, er
rutscht quasi seitlich ab, drücken seine Führungsfasen, das sind ja auch
Schneiden, kräftig gegen die gegenüberliegende Seite der Bohrer-Führung (b). Sie
würden die anfangs runde Führung schnell oval ausfräsen. Deshalb muß man eine
gehärtete Bohrbuchse einsetzen. In Abb. 34
) schneidet, er
rutscht quasi seitlich ab, drücken seine Führungsfasen, das sind ja auch
Schneiden, kräftig gegen die gegenüberliegende Seite der Bohrer-Führung (b). Sie
würden die anfangs runde Führung schnell oval ausfräsen. Deshalb muß man eine
gehärtete Bohrbuchse einsetzen. In Abb. 34
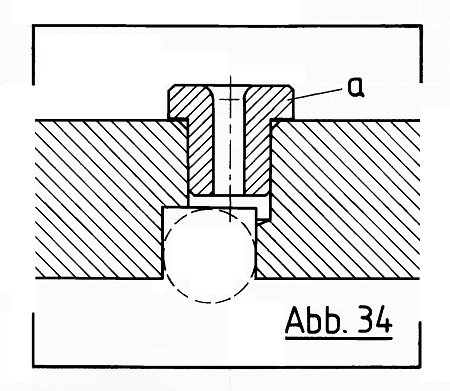 hat diese oben
einen Rand (a) und auch eine profimäßige Rundung. Ähnlich verhält es sich, wenn
man schräg einbohren will (Abb. 35
hat diese oben
einen Rand (a) und auch eine profimäßige Rundung. Ähnlich verhält es sich, wenn
man schräg einbohren will (Abb. 35
 ). Viele moderne
Gittermasten haben z.B. schräg in die Mastbeine gehende Querstreben.
). Viele moderne
Gittermasten haben z.B. schräg in die Mastbeine gehende Querstreben.
In der wahrhaft „historischen“
Abb. 36  ist eine
Bohr-Vorrichtung aus Alu (!) für die Querbohrungen in (Alu-)Poller zu sehen. Und
auch die Quer-Einbohrungen in die winzigen Ventile von Abb. 37
ist eine
Bohr-Vorrichtung aus Alu (!) für die Querbohrungen in (Alu-)Poller zu sehen. Und
auch die Quer-Einbohrungen in die winzigen Ventile von Abb. 37
 (beachte die Streichholzkuppe) habe ich mit einer Bohrbuchse nach Abb. 28
gemacht. Das Teil im Foto links muß nur noch abgestochen werden.
(beachte die Streichholzkuppe) habe ich mit einer Bohrbuchse nach Abb. 28
gemacht. Das Teil im Foto links muß nur noch abgestochen werden.
Jürgen Eichardt
Literatur:
-
(1) Jürgen Eichardt, „Drehen
für Modellbauer“ Band 2, VTH-Verlag, 2001, ISBN 3-88180-713-6, 187
Seiten, € 19,-
-
(2) Jürgen Eichardt,
„Fräsen für Modellbauer“ Band 2, VTH-Verlag, 2002, ISBN
3-88180-718-7, 171 Seiten, € 19,-
-
(3) Jürgen Eichardt, „Drehen
für Modellbauer“ Band 1, VTH-Verlag, 2002, ISBN 3-88180-713-6, 187
Seiten, € 19,-
Bildtexte:
Abb. 02: Die Position zum
Abstechen ist erreicht.
Abb. 03: Bei derartigen Teilen
arbeite ich nach dem sog. Doppel-End-Drehverfahren,
(1) Seite 90/91.
Abb. 04: Der Fräser-Durchmesser
muß genau bekannt sein und er muß gut rundlaufen, letzter Span dünn im
Gleichlauffräsen.
Abb. 05: Sehr langsamer
Handvorschub beim Fräsen der Nut.
Abb. 08: Für diese kleinen Bohrer
immer gut rundlaufende Bohrfutter.
Abb. 09: Nur die angeschliffene
pyramidenförmige Spitze muß gehärtet sein.
Abb. 10: Eine extreme Nahaufnahme,
im Bild ein 0,4-mm-Wendelbohrer.
Abb. 11: Die Kante der Bohrplatte
soll eine größere Fase haben.
Abb. 12: Die 45°-Fasen habe ich
mit einem 90°-Senker gefräst.
Abb. 13: Exakt 6 mm Mittenabstand
der beiden Bohrlöcher.
Abb. 14: Zwei 1,3-mm-Bohrungen für
M1,2-Schrauben.
Abb. 15: Die Ms-Platte muß nicht
rund sein.
Abb. 16: Der Abstechpieps ist noch
vorhanden.
Abb. 17: Bei größeren Bohrplatten
können die Gewinde größer sein.
Abb. 18: Der Obersupport muß für
solche Teile auf exaktes Zylinder-Drehen eingerichtet sein,
(3) Seite 47/48.
Abb. 19: Die Sprossen-Abstände
sind mit Hilfe einer Pertinax-Vorrichtung gelötet/-klebt.
Abb. 23: Stets 0°-Spanwinkel bei
Messing und die Schneiden-Höhe muß auf 1/100 mm stimmen!
Abb. 25: Der zweite von links ist
ein gedrehter Formdrehstahl mit seinem Halter,
(1) Seite 59/60.
Abb. 27: Die Einzelstücke dieser
Rohrleitungen habe ich je nach Situation geklebt oder auch gelötet.
Abb. 28: Der Ms-Blech-Streifen
trägt zwei verschiedene Bohrbuchsen.
Abb. 30: Der Nenndurchmesser und
die winzige Zentrierspitze müssen jeweils entweder in einer Einspannung oder in
einer Spannzange angedreht werden.
Abb. 36: Die M4-Schraube klemmt
den Pollerkopf in der Vorrichtung.
Abb. 37: Für das Drehen des
Ventil-Grundkörpers gibt es einen Formstechstahl.
zurück/back |
home
 )(kleine
Fotos anklicken), dieser kann vorerst bleiben. Jetzt wird schon die
Bohrplatte aus Stahl (bei unseren geringen Stückzahlen genügt Automatenstahl)
angefertigt. Ein Stück 8 x 8 x 22 mm wurde zuerst an der Oberseite (a in Abb. 4
)(kleine
Fotos anklicken), dieser kann vorerst bleiben. Jetzt wird schon die
Bohrplatte aus Stahl (bei unseren geringen Stückzahlen genügt Automatenstahl)
angefertigt. Ein Stück 8 x 8 x 22 mm wurde zuerst an der Oberseite (a in Abb. 4
 )
- in nur 0,1-mm-Tiefenzustellungen pro Spandurchgang. Hat man die beiden Ø 0,8
bei den gedrehten Sprossen genau eingehalten, so lassen sich diese nun leicht in
die Nut legen.
)
- in nur 0,1-mm-Tiefenzustellungen pro Spandurchgang. Hat man die beiden Ø 0,8
bei den gedrehten Sprossen genau eingehalten, so lassen sich diese nun leicht in
die Nut legen.