Schäkel
shackle
Für den Weiterbau der
Relinge am Modell (alle Decks) und weiteren Takelage-Teilen benötige ich noch
etliche, teils sehr kleine Schäkel. In der Vergangenheit habe ich ganz ohne
schlechtes Gewissen Ätzteile
(z.B. von der Fa. Saemann) verwendet. Mit meiner
Eigenbau-Rundzange habe ich diese Teile
U-förmig gebogen. Die Rundzange hat gedrehte Schnäbel mit Absätzen, die in
0,1-mm-Abständen gestuft sind. So hatte ich die gewünschten kleinen
Schäkel. Diese Ätzteile
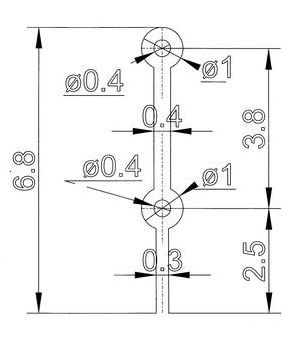
gibt es nicht mehr. Deshalb wollte ich die zukünftigen Schäkel, die Grundform
sieht einem Knochen nicht unähnlich
 , mit dem
Laserstrahl aus 0,2-mm-Messingblech scheiden lassen. Mein Freund Hans hat die
CAD-Zeichnungen angefertigt (Danke Hans!)
, mit dem
Laserstrahl aus 0,2-mm-Messingblech scheiden lassen. Mein Freund Hans hat die
CAD-Zeichnungen angefertigt (Danke Hans!)
 . Die benötigte
Anzahl paßt mitsamt der Haltestege etwa auf eine Postkarte
. Die benötigte
Anzahl paßt mitsamt der Haltestege etwa auf eine Postkarte
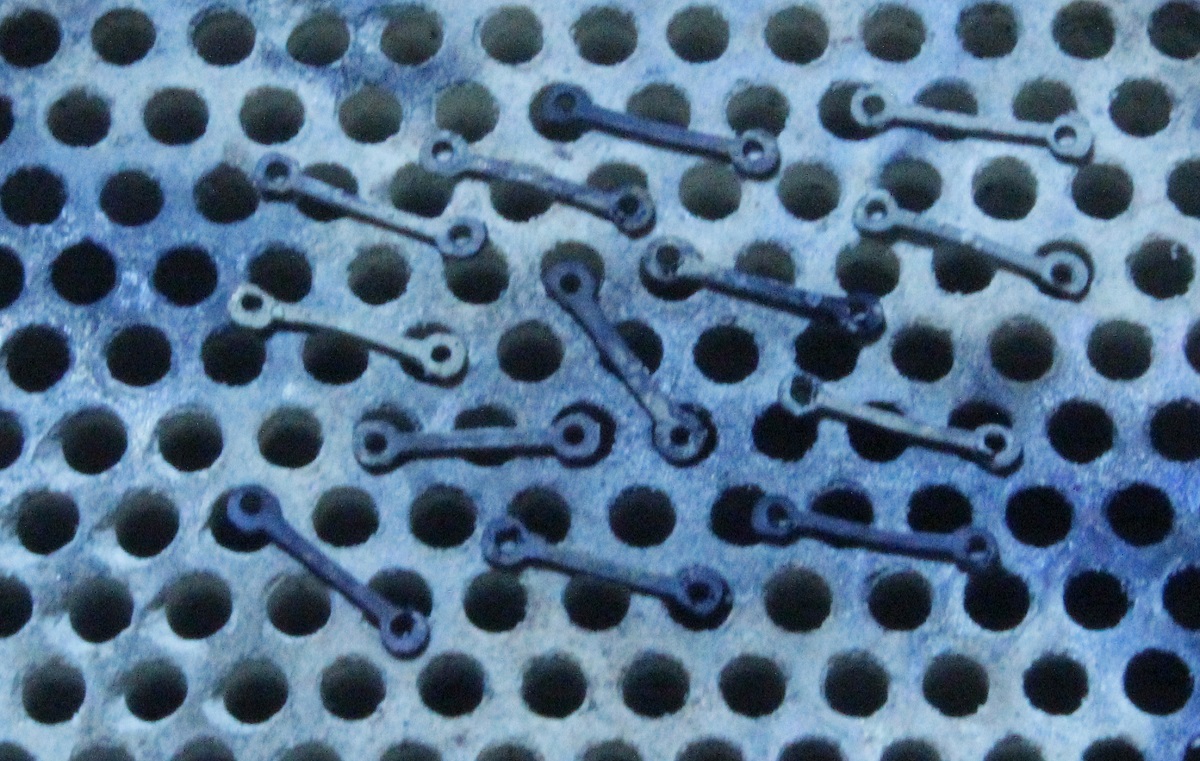
 (kleine Fotos anklicken).
In diesem Bild sehen wir 300 Schäkel an ihren Haltestegen. So vorbereitet habe
ich mich an div. Firmen gewandt, welche mit dem Laserstrahl schneiden. Das
Ergebnis: Ich habe keinen Betrieb gefunden, der mir die paar Teile schneidet.
Ich vermute, daß sich die Firmen mit derart unlukrativen Aufträgen nicht abgeben
möchten; sie wollen Riesen-Aufträge "an Land ziehen". Ein Mitarbeiter sagte mir
gar am Telefon, daß sie für einen Privatmann garnicht arbeiten dürfen -
Deutschland!
(kleine Fotos anklicken).
In diesem Bild sehen wir 300 Schäkel an ihren Haltestegen. So vorbereitet habe
ich mich an div. Firmen gewandt, welche mit dem Laserstrahl schneiden. Das
Ergebnis: Ich habe keinen Betrieb gefunden, der mir die paar Teile schneidet.
Ich vermute, daß sich die Firmen mit derart unlukrativen Aufträgen nicht abgeben
möchten; sie wollen Riesen-Aufträge "an Land ziehen". Ein Mitarbeiter sagte mir
gar am Telefon, daß sie für einen Privatmann garnicht arbeiten dürfen -
Deutschland!
Meine Schlußfolgerung: ich
mache die Teile selbst und eröffne hier einen eigenen Fotoreport darüber.
Ausreichend lange habe ich darüber nachgedacht, wie ich diese "Knochen" mit den
Löchern an den Enden in dieser Winzigkeit herstellen kann. Ich fand und
durchdachte mehrere Möglichkeiten: zwei Varianten biegen aus 0,2-mm-Draht, ein
Stanzwerkzeug bauen (ist nicht soooo schwierig, wenn man bereit ist exakt zu
arbeiten und wenn man weiß wie) und schließlich ein Profil fräsen und davon 0,2
mm breite Scheiben absägen, danach die Bohrungen mit einer einfachen
Bohrvorrichtung einbringen. Anschließend würde ich heute die Schäkel zu U´s
biegen - natürlich auch mit einer Vorrichtung.
Ich habe beschlossen, die
Variante auszuführen, die ich am besten kann, Ms-Profile fräsen und davon die Teile absägen. Dazu muß
(will, werde) ich Eigenbau-Formfräser aus Silberstahl
anfertigen und ich habe bereits ein nur 0,2 mm breites Metallkreissägeblatt
bestellt. Den Abstand der beiden Bohrungen habe ich inzwischen von 3,8 auf 4 mm
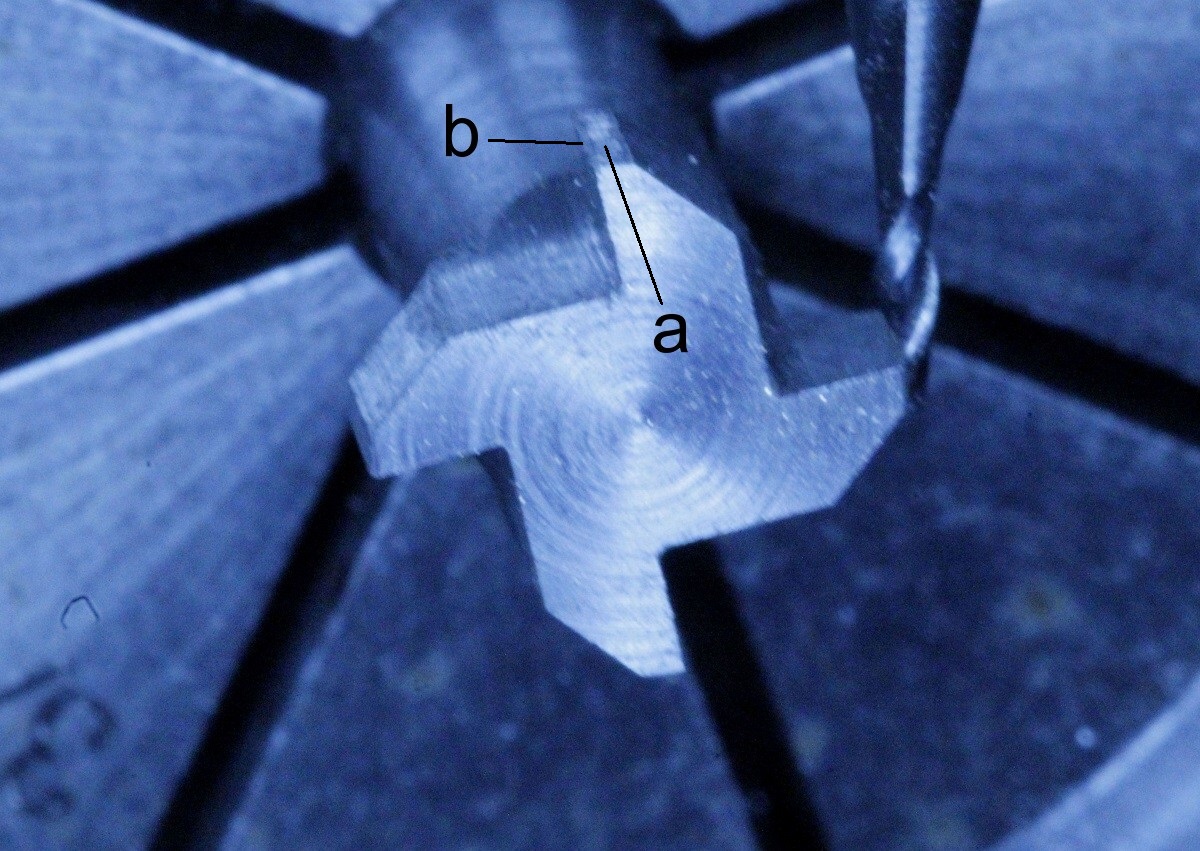
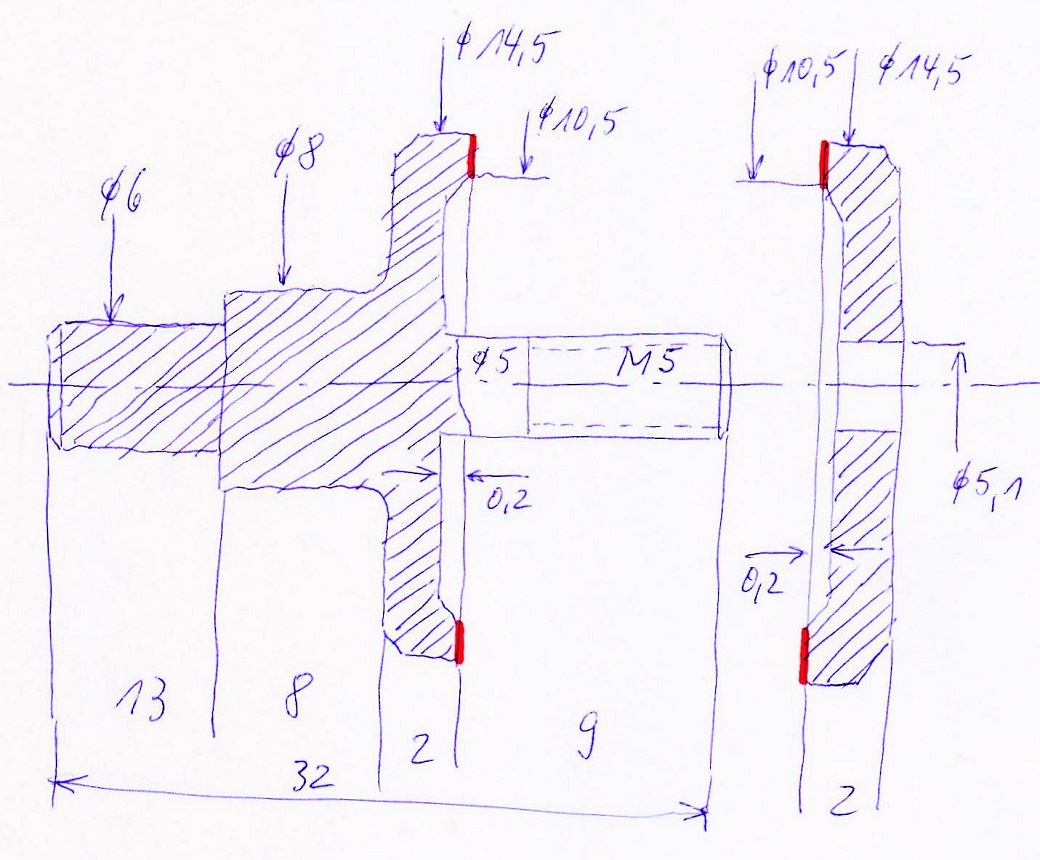
erhöht. Für das Fräsen sehe ich zwei Möglichkeiten: mit einem Formfräser
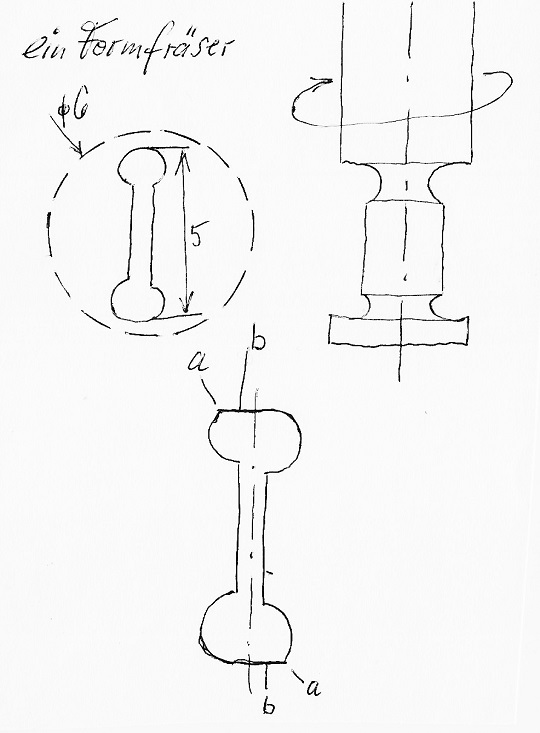 . Das Profil
würde dabei "stehend" und bei zwei Frässpänen nach 180°-Umschlag aus
6-mm-Rund-Ms entstehen. Rechts oben habe ich in meiner Ideenskizze den
Formfräser dargestellt. Die Höhenlage des Fräsers muß bei den zwei
Fräsdurchgängen exakt stimmen, ansonsten entsteht ein falsches Profil (unten)
mit Kanten (a) und Flächen (b). Das wollen wir nicht.
. Das Profil
würde dabei "stehend" und bei zwei Frässpänen nach 180°-Umschlag aus
6-mm-Rund-Ms entstehen. Rechts oben habe ich in meiner Ideenskizze den
Formfräser dargestellt. Die Höhenlage des Fräsers muß bei den zwei
Fräsdurchgängen exakt stimmen, ansonsten entsteht ein falsches Profil (unten)
mit Kanten (a) und Flächen (b). Das wollen wir nicht.
Die Ideenskizze für das
Fräsen mit zwei Formfräsern sehen wir hier:
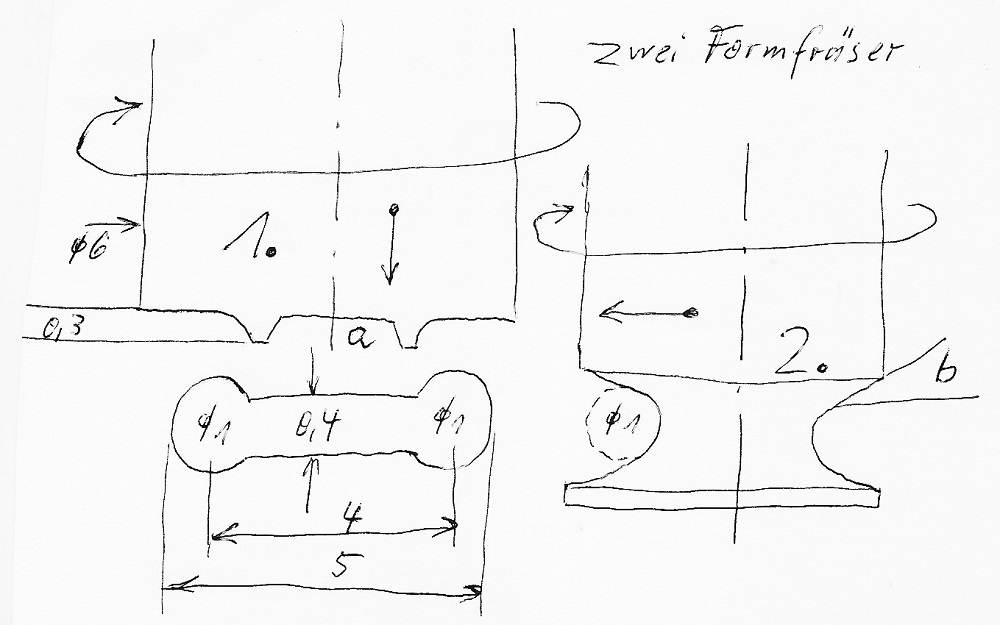 . Dabei
entsteht das Profil quasi "liegend". Der erste Formfräser (1.) stellt jeweils
nach 180°-Umschlag beide Seiten her. Dieser Fräser hat einen Mindest-Durchmesser
von 6 mm und an der Stirnseite unbedingt einen eingedrehten (!) Freistich.
Wichtig ist das Maß 0,3, damit die Maße 0,4 und Durchmesser 1 überhaupt
entstehen können. Mit dem zweiten Fräser (2.) werden schließlich nur noch die
Enden auf 5 mm Breite des Profils abgerundet. In der Skizze ist die Schräge (b)
etwas übertrieben dargestellt, es reichen wenige Grad oder ein leichtes
Andrechseln mit dem Dreikantschaber am gedrehten Fräser-Rohling.
. Dabei
entsteht das Profil quasi "liegend". Der erste Formfräser (1.) stellt jeweils
nach 180°-Umschlag beide Seiten her. Dieser Fräser hat einen Mindest-Durchmesser
von 6 mm und an der Stirnseite unbedingt einen eingedrehten (!) Freistich.
Wichtig ist das Maß 0,3, damit die Maße 0,4 und Durchmesser 1 überhaupt
entstehen können. Mit dem zweiten Fräser (2.) werden schließlich nur noch die
Enden auf 5 mm Breite des Profils abgerundet. In der Skizze ist die Schräge (b)
etwas übertrieben dargestellt, es reichen wenige Grad oder ein leichtes
Andrechseln mit dem Dreikantschaber am gedrehten Fräser-Rohling.
Wie der
Zweischneider-Fräser (1. der oberen Skizze) etwa im Querschnitt aussieht, sieht
man in dieser Skizze
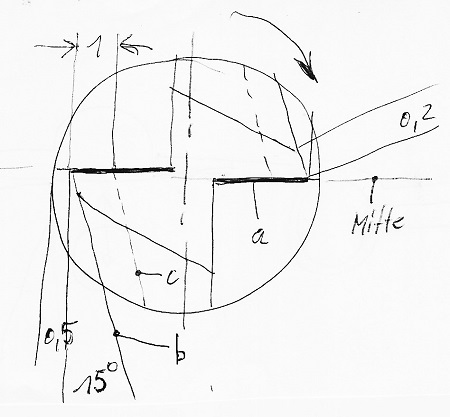 . Zuerst werden
die beiden sog. Spanräume gefräst. Dabei entstehen die Spanflächen (a), welche
exakt auf die Fräsermitte gerichtet sind (Spanwinkel
für das Fräsen von Messing immer 0° !). Von der Breite wird an beiden Seiten mit dem 1-mm-Fingerfräser 0,5 mm
weggenommen, damit das Maß 5 entsteht. Dann wird das Teilgerät je 15°
weitergedreht und so können die Freiflächen (b) ebenfalls noch mit dem
1-mm-Fingerfräser angefräst werden. Von dort wird bei gleicher Schräglage (15°)
mit dem 1-mm-Fingerfräser 1 mm tief mit sehr geringem Vorschub 2 x bis zu (c)
eingestochen.
. Zuerst werden
die beiden sog. Spanräume gefräst. Dabei entstehen die Spanflächen (a), welche
exakt auf die Fräsermitte gerichtet sind (Spanwinkel
für das Fräsen von Messing immer 0° !). Von der Breite wird an beiden Seiten mit dem 1-mm-Fingerfräser 0,5 mm
weggenommen, damit das Maß 5 entsteht. Dann wird das Teilgerät je 15°
weitergedreht und so können die Freiflächen (b) ebenfalls noch mit dem
1-mm-Fingerfräser angefräst werden. Von dort wird bei gleicher Schräglage (15°)
mit dem 1-mm-Fingerfräser 1 mm tief mit sehr geringem Vorschub 2 x bis zu (c)
eingestochen.
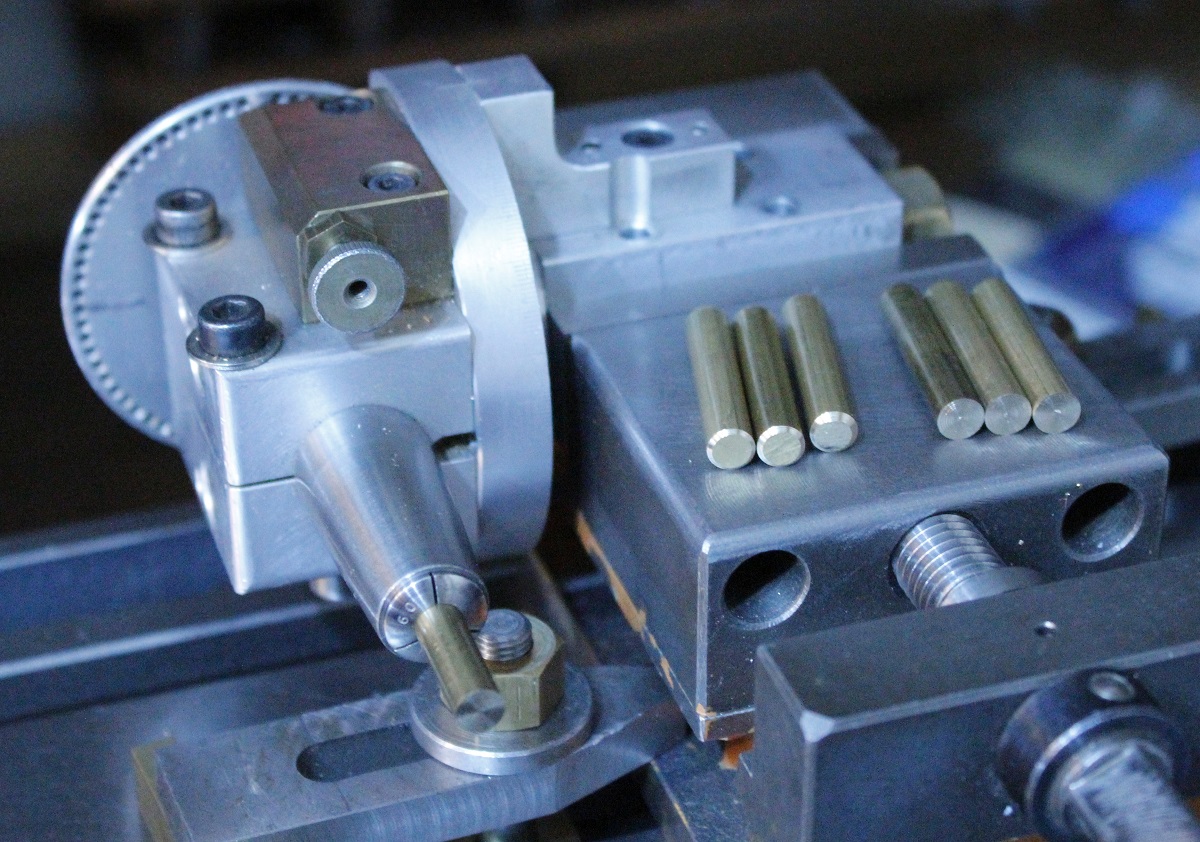
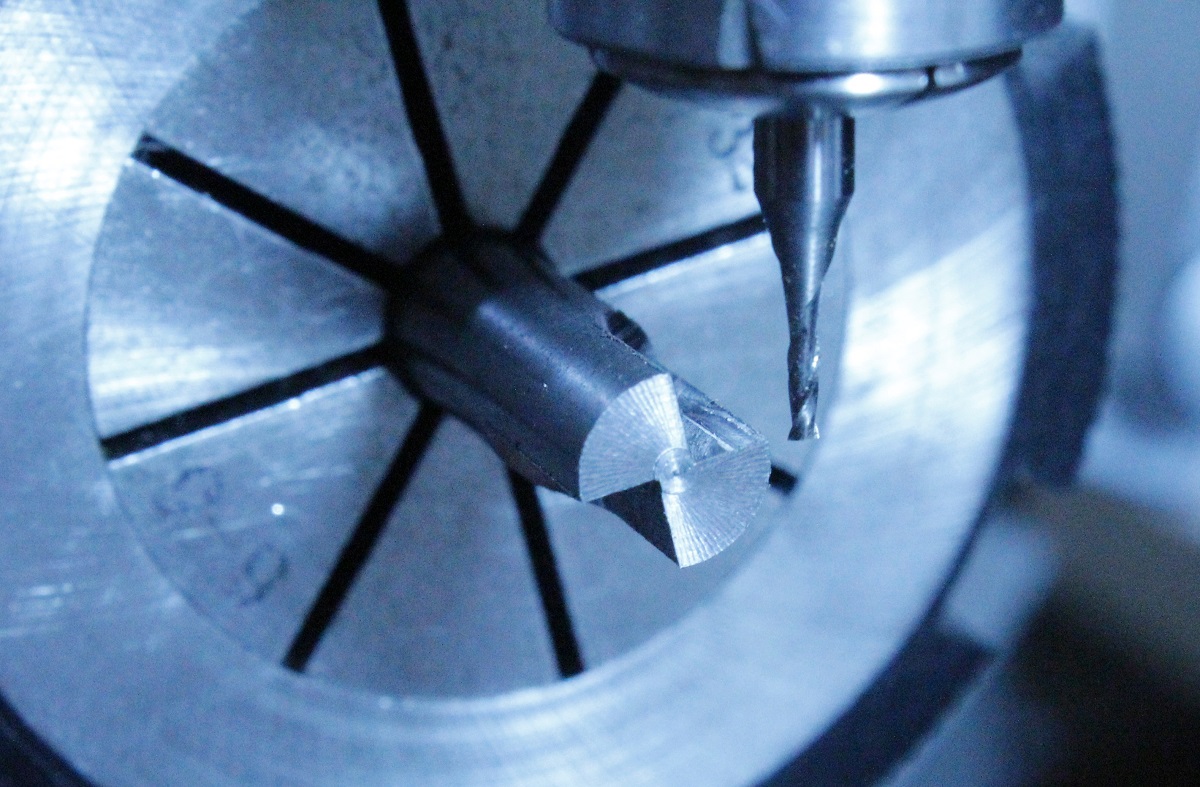
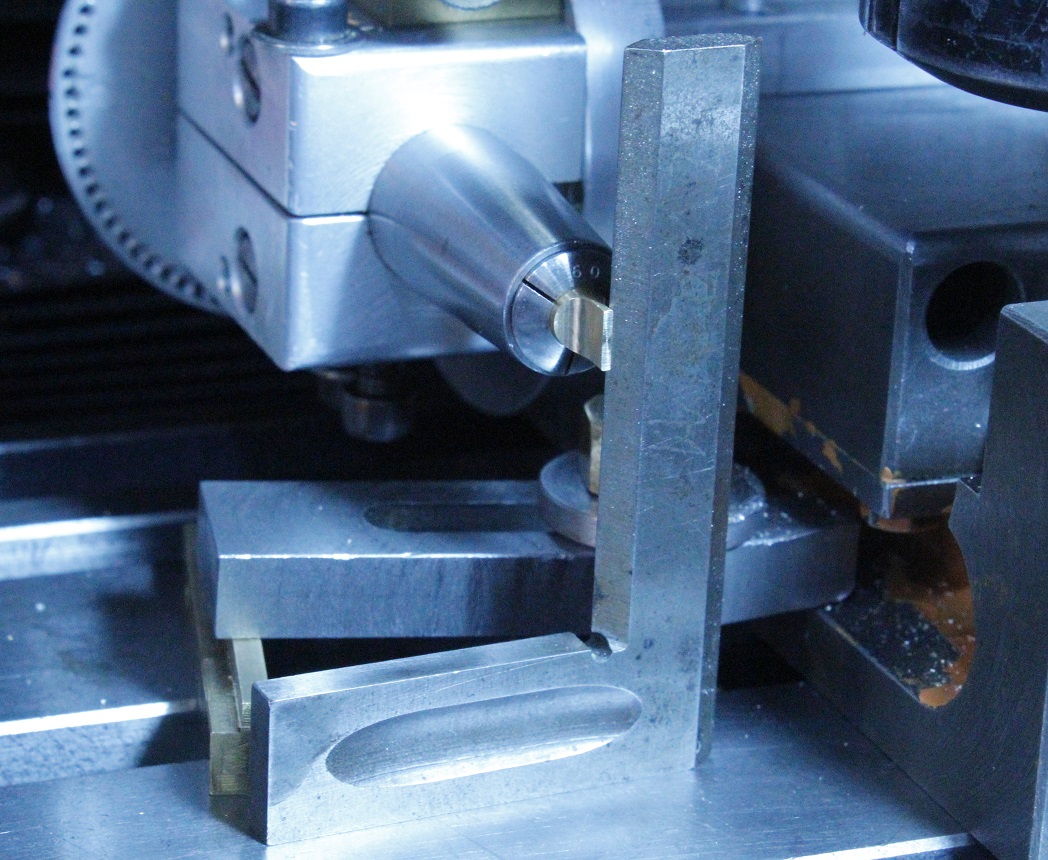
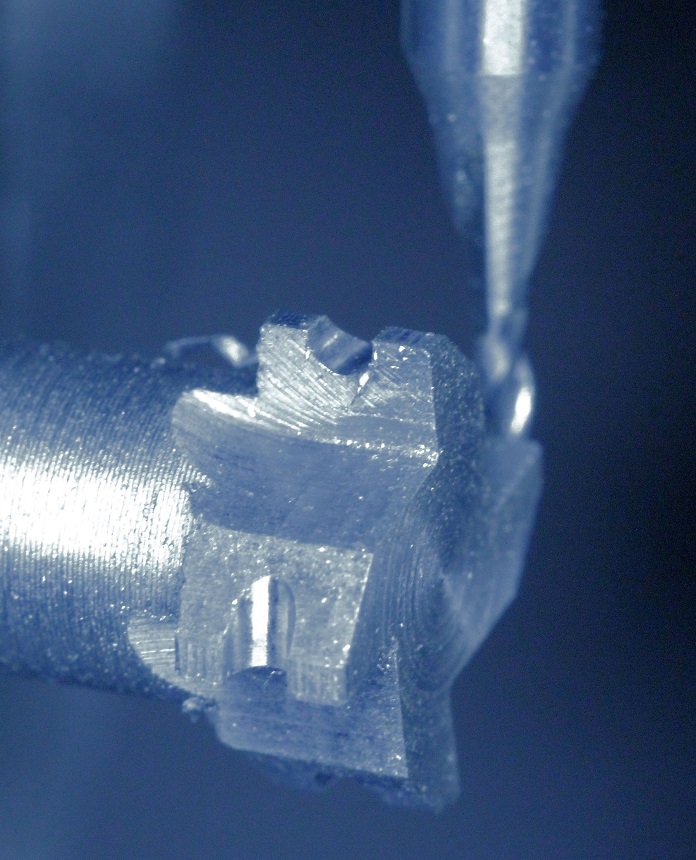
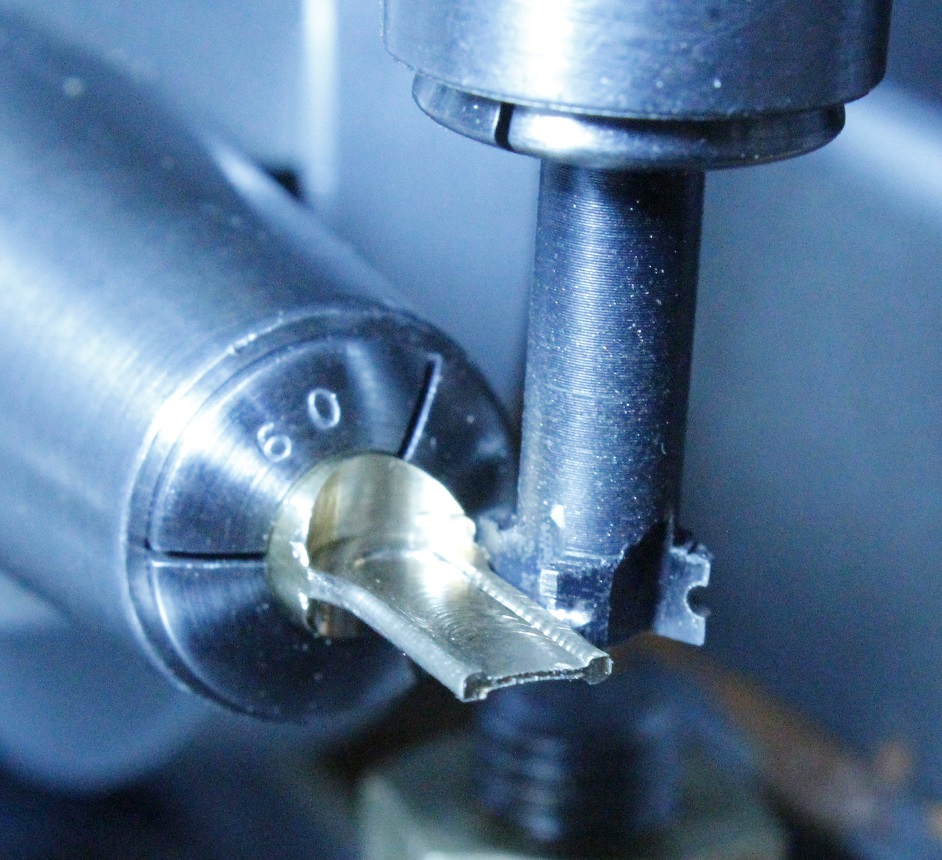
Für die stehende Variante
habe ich als erstes Fräsversuche vorerst mit einem normalen Fingerfräser
gemacht, um herauszufinden, inwieweit sich ein entstehendes schmales Profil
verbiegt. Um den Profilquerschnitt beobachten zu können, habe ich das Teilgerät
so aufgespannt, daß die Teilachse quer zur X-Richtung steht
 .
Auf der Schraubstockbacke liegen
sechs vorbereitete Stücke 6-mm-Rund-Ms. Das Ende, welches in die Spannzange
kommt MUSS eine angedrehte Fase haben (links). Nur einspannen mit z.B. Sägegrat
geht nicht!
.
Auf der Schraubstockbacke liegen
sechs vorbereitete Stücke 6-mm-Rund-Ms. Das Ende, welches in die Spannzange
kommt MUSS eine angedrehte Fase haben (links). Nur einspannen mit z.B. Sägegrat
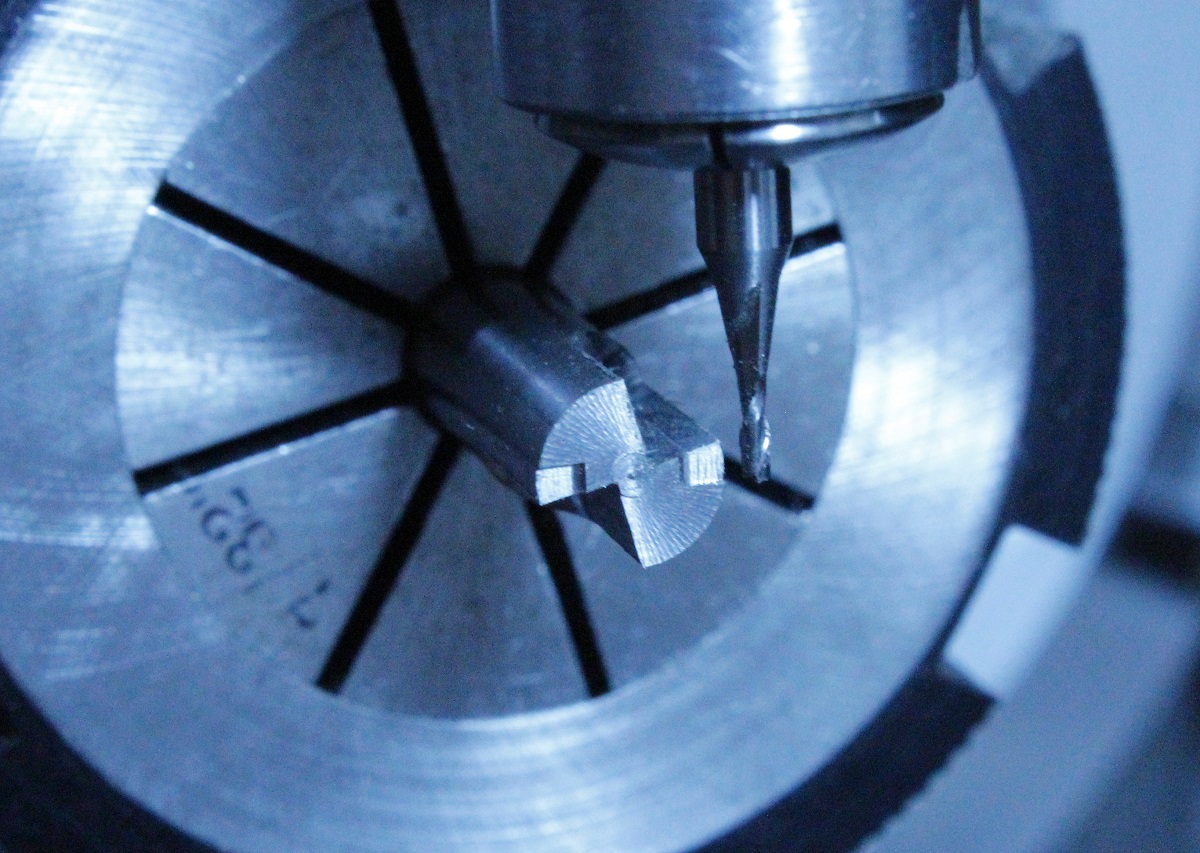
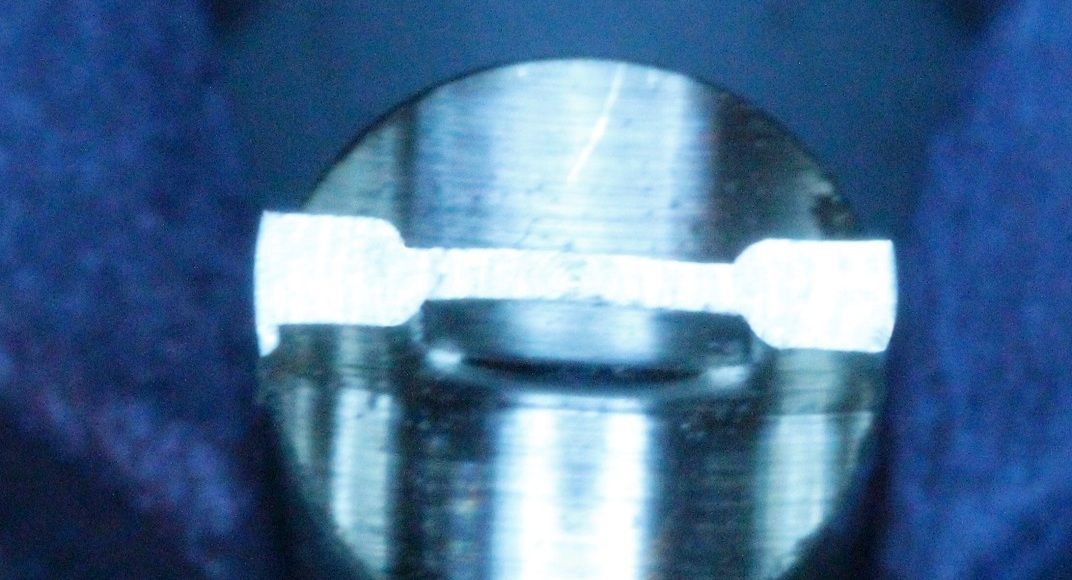
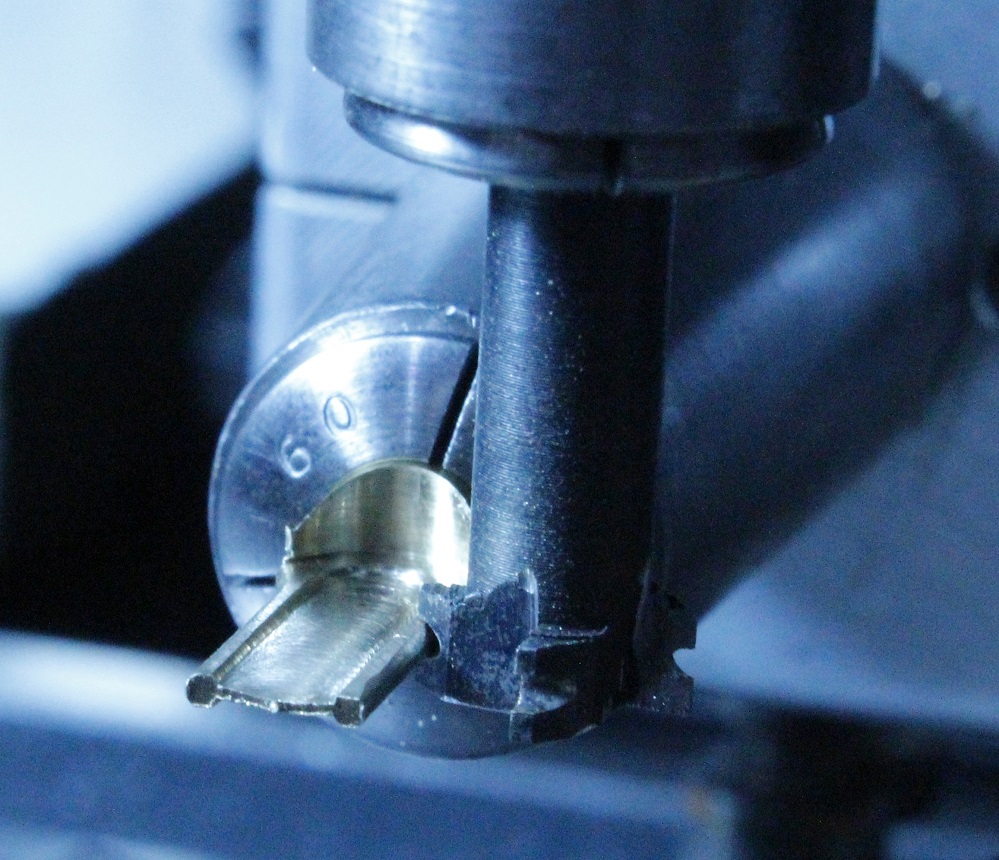
geht nicht!  Die
Stücke sind 30 mm lang. Ich habe von beiden Seiten im Gleichlauffräsen (beim
Gegenlauffräsen rattert die gesamte Vorrichtung höllisch!) Material abgefräst,
Die
Stücke sind 30 mm lang. Ich habe von beiden Seiten im Gleichlauffräsen (beim
Gegenlauffräsen rattert die gesamte Vorrichtung höllisch!) Material abgefräst,
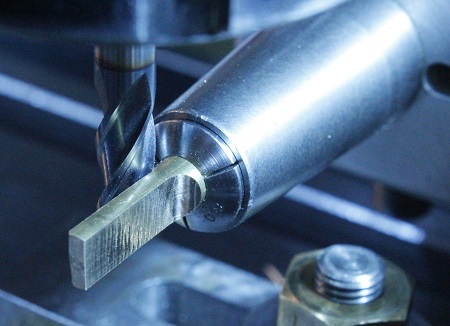 damit ich auf 1
mm Breite komme - mit Vorfrässpänen und ohne. (Im Bild ragt das
Ms-Stück knapp 17 mm aus der Spannzange). Wie auch immer, die kleine
Fahne hat sich stets weggebogen, sie weicht dem Fräser aus. Das Profil war vorn
0,3 bis 0,4 mm breiter als hinten an der Spannzange und selbst, wenn die
Ausraglänge nur noch 10 mm war
damit ich auf 1
mm Breite komme - mit Vorfrässpänen und ohne. (Im Bild ragt das
Ms-Stück knapp 17 mm aus der Spannzange). Wie auch immer, die kleine
Fahne hat sich stets weggebogen, sie weicht dem Fräser aus. Das Profil war vorn
0,3 bis 0,4 mm breiter als hinten an der Spannzange und selbst, wenn die
Ausraglänge nur noch 10 mm war
 , gab es von
hinten nach vorn eine Breiten-Differenz von 0,15 mm. Zu viel für den Zweck. Das
Wegbiegen wäre mit Sicherheit später mit dem Formfräser noch deutlich größer,
weil ja der mittlere Steg nur 0,4 mm breit ist. Die verfügbare Profillänge war
in diesem letzten Fall nur 6 mm. Das gäbe nur 15 abgesägte Teile bei 0,2 mm
Kreissägen-Breite. Ich habe also die Variante "stehendes Profil fräsen" schnell
verworfen und auf die Variante "liegendes Profil" "umgeschaltet". Auch beim
liegenden Profil wird sich die Fahne wegbiegen, jedoch nicht seitlich, sondern
nach unten. Und dafür habe ich ja meine stapelbaren Schraubböcke (als
wichtigstes Zubehör für jede Fräsmaschine), die ich jeweils unterstellen kann.
Dann könnte man die Ausraglänge z.B. auch vergrößern.
, gab es von
hinten nach vorn eine Breiten-Differenz von 0,15 mm. Zu viel für den Zweck. Das
Wegbiegen wäre mit Sicherheit später mit dem Formfräser noch deutlich größer,
weil ja der mittlere Steg nur 0,4 mm breit ist. Die verfügbare Profillänge war
in diesem letzten Fall nur 6 mm. Das gäbe nur 15 abgesägte Teile bei 0,2 mm
Kreissägen-Breite. Ich habe also die Variante "stehendes Profil fräsen" schnell
verworfen und auf die Variante "liegendes Profil" "umgeschaltet". Auch beim
liegenden Profil wird sich die Fahne wegbiegen, jedoch nicht seitlich, sondern
nach unten. Und dafür habe ich ja meine stapelbaren Schraubböcke (als
wichtigstes Zubehör für jede Fräsmaschine), die ich jeweils unterstellen kann.
Dann könnte man die Ausraglänge z.B. auch vergrößern.
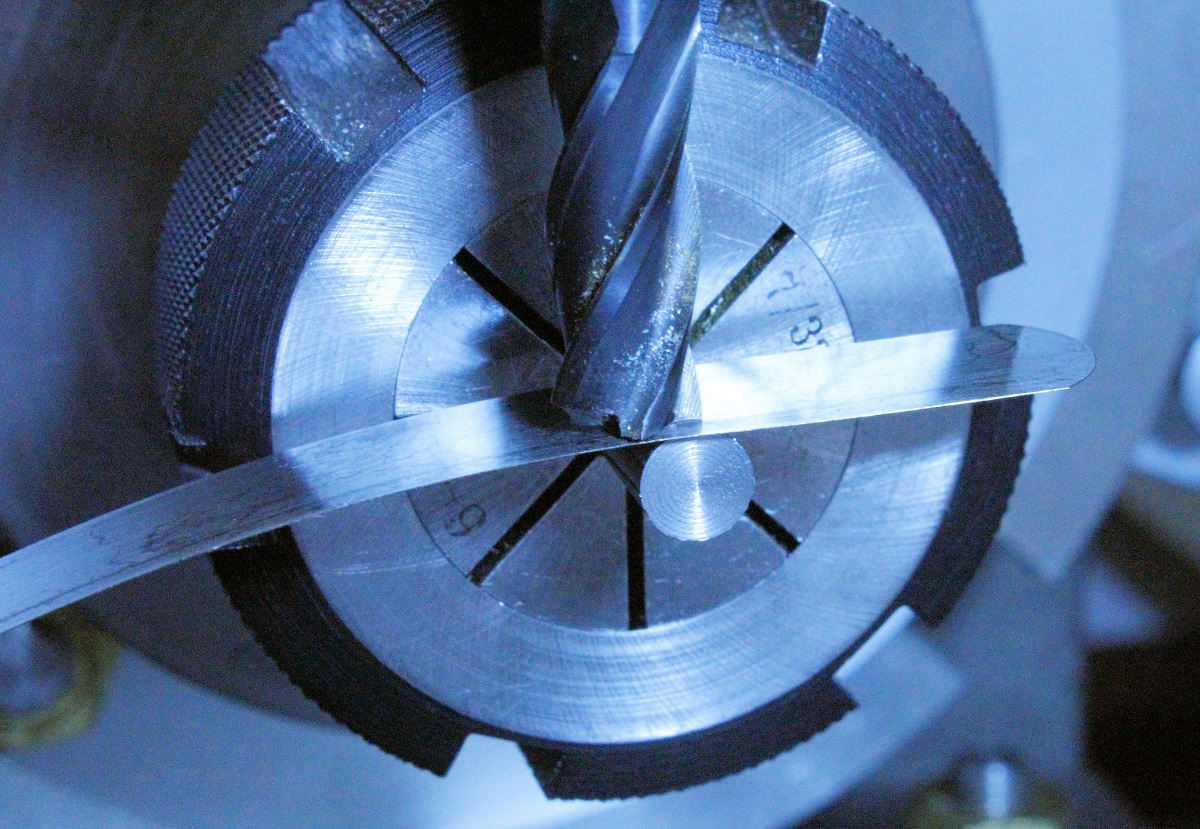
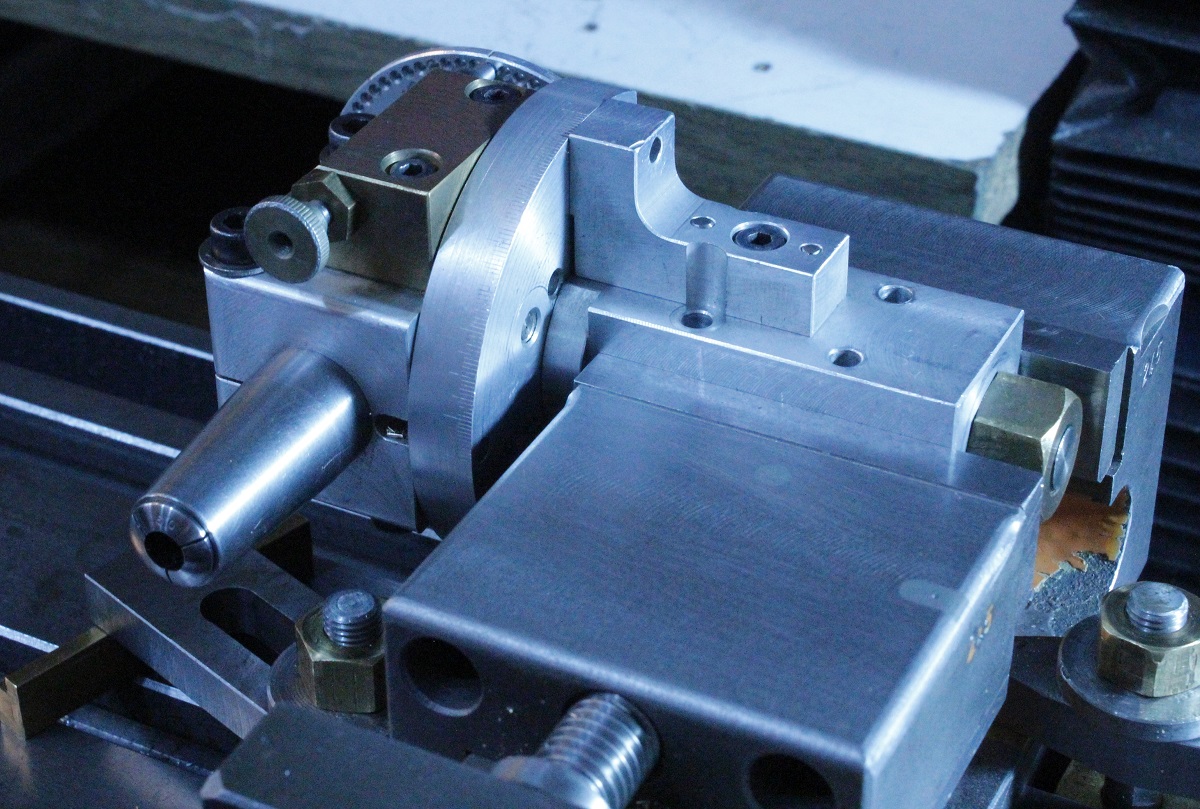
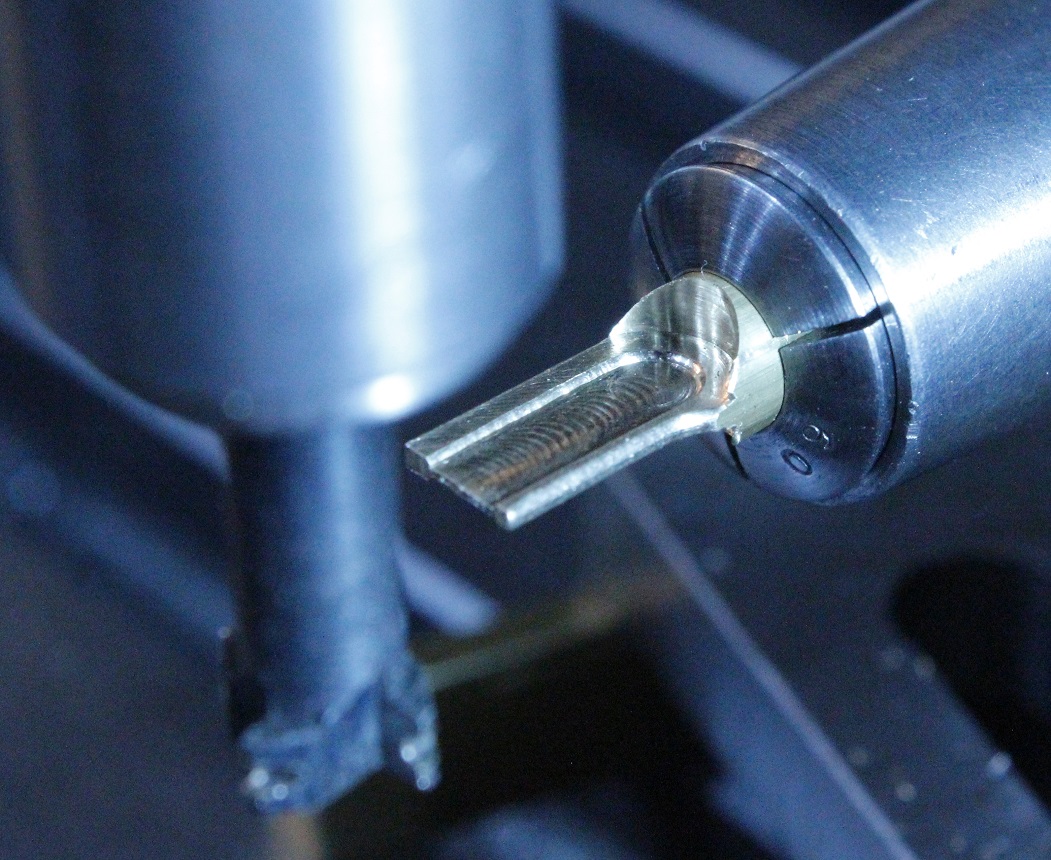
Verfolgen Sie nun die
Herstellung des 1. Profilfräsers aus 6-mm-Rund-Silberstahl: Im Teilkopf
(stehender Rundtisch) ist in der 6-mm-ER-Zange der ausreichend lange (!) Schaft
des Fräser-Rohlings gespannt
 .
Mit einer 0,1-mm-Fühllehre ertaste ich mit einer Stirnschneide des (stehenden)
VHM-Fräsers die obere Rundung des Materialstücks und kann nun den leicht
geklemmten (!) Teilkopf der Fräsmaschine 3,1 mm nach unten schieben (!), damit
ich die beiden Spanräume fräsen kann
.
Mit einer 0,1-mm-Fühllehre ertaste ich mit einer Stirnschneide des (stehenden)
VHM-Fräsers die obere Rundung des Materialstücks und kann nun den leicht
geklemmten (!) Teilkopf der Fräsmaschine 3,1 mm nach unten schieben (!), damit
ich die beiden Spanräume fräsen kann
 .
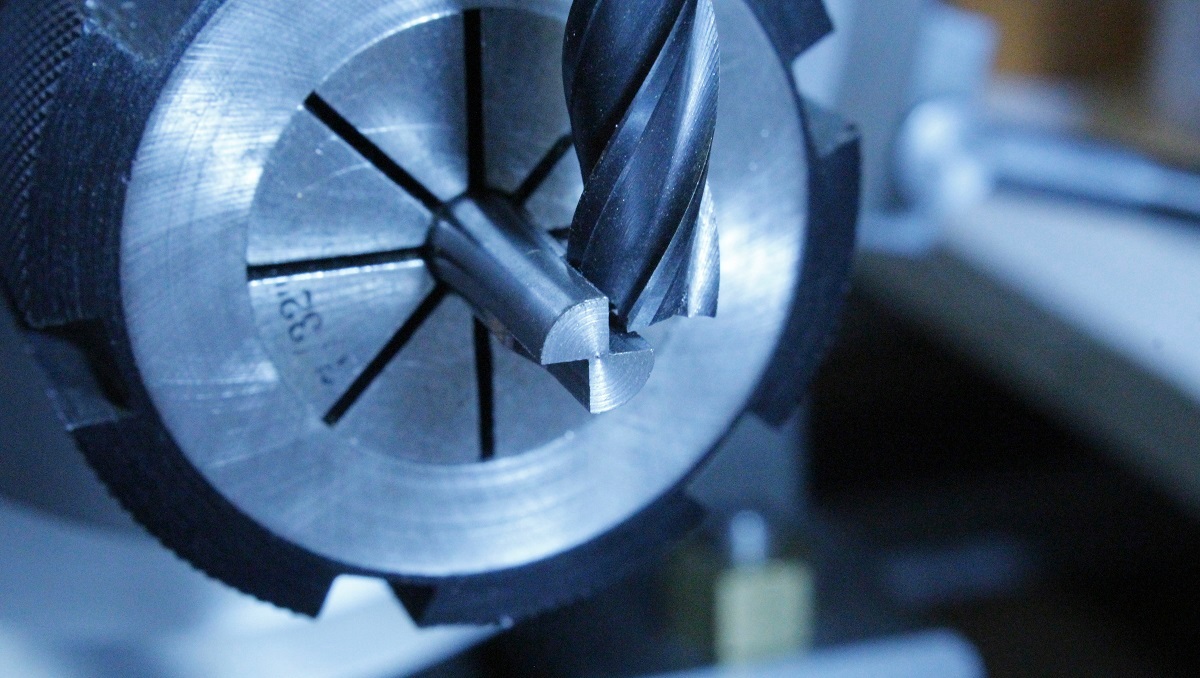
Im Bild liegen die Spanflächen waagerecht, sie zeigen auf den Fräser-Mittelpunkt
(Spanwinkel 0° bei Messing!). Hier fräse ich in 0,5-mm-Spänen im
Gegenlauffräsen. Nun kommt schon der 1-mm-Fingerfräser ins Spiel. Ich kratze die
Stirnseite des Fräsers nur extrem leicht an (Bruchgefahr) und "drehe" diese
Stirnseite bei drehendem Rundtisch plan. Bei diesem Arbeitsgang nulle ich die
Skala vom X-Support
.
Im Bild liegen die Spanflächen waagerecht, sie zeigen auf den Fräser-Mittelpunkt
(Spanwinkel 0° bei Messing!). Hier fräse ich in 0,5-mm-Spänen im
Gegenlauffräsen. Nun kommt schon der 1-mm-Fingerfräser ins Spiel. Ich kratze die
Stirnseite des Fräsers nur extrem leicht an (Bruchgefahr) und "drehe" diese
Stirnseite bei drehendem Rundtisch plan. Bei diesem Arbeitsgang nulle ich die
Skala vom X-Support
 .
Diese "angedrehte" Fläche ist quasi der Start, um danach das wichtige Maß 0,3 mm
zuzustellen (siehe oben).
.
Diese "angedrehte" Fläche ist quasi der Start, um danach das wichtige Maß 0,3 mm
zuzustellen (siehe oben).
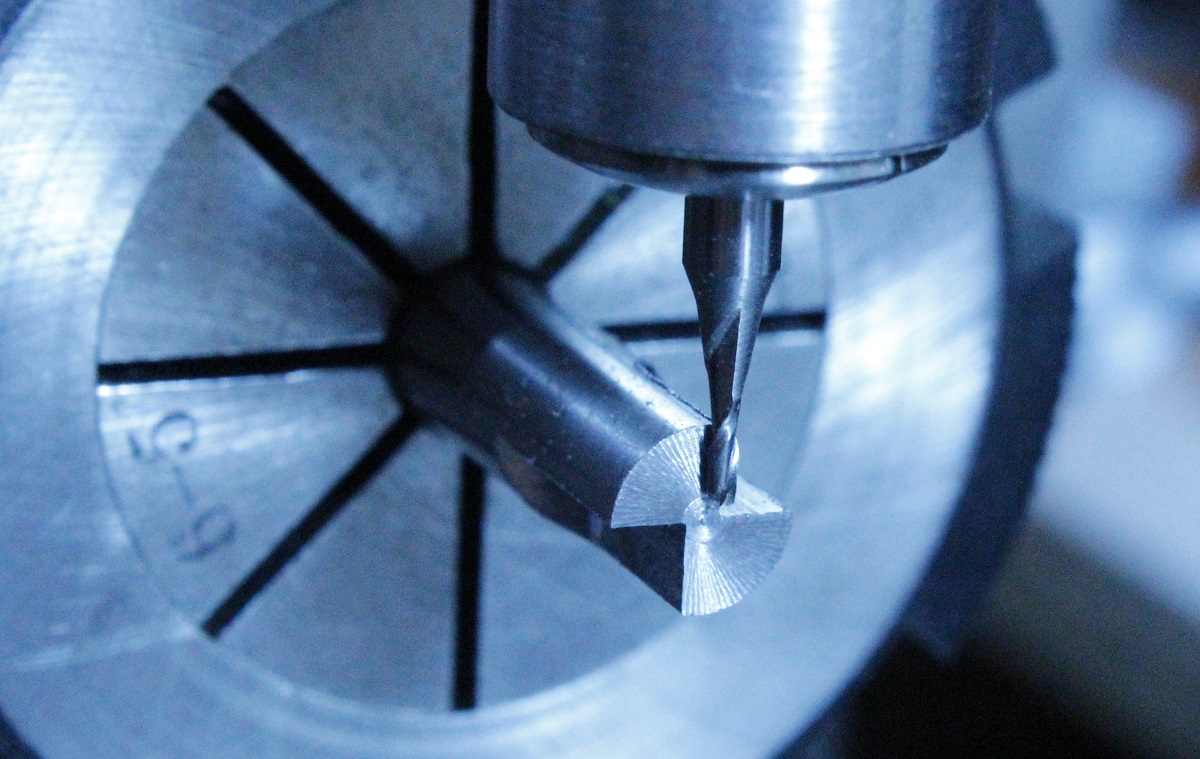
 Hier sieht man, daß ich den Teilkopf 15° weitergedreht habe. Und in diesem
Zustand werden in 0,1-mm-Spänchen auf 0,3 mm Tiefe (Länge) die beiden Radien
angefräst
Hier sieht man, daß ich den Teilkopf 15° weitergedreht habe. Und in diesem
Zustand werden in 0,1-mm-Spänchen auf 0,3 mm Tiefe (Länge) die beiden Radien
angefräst
 .
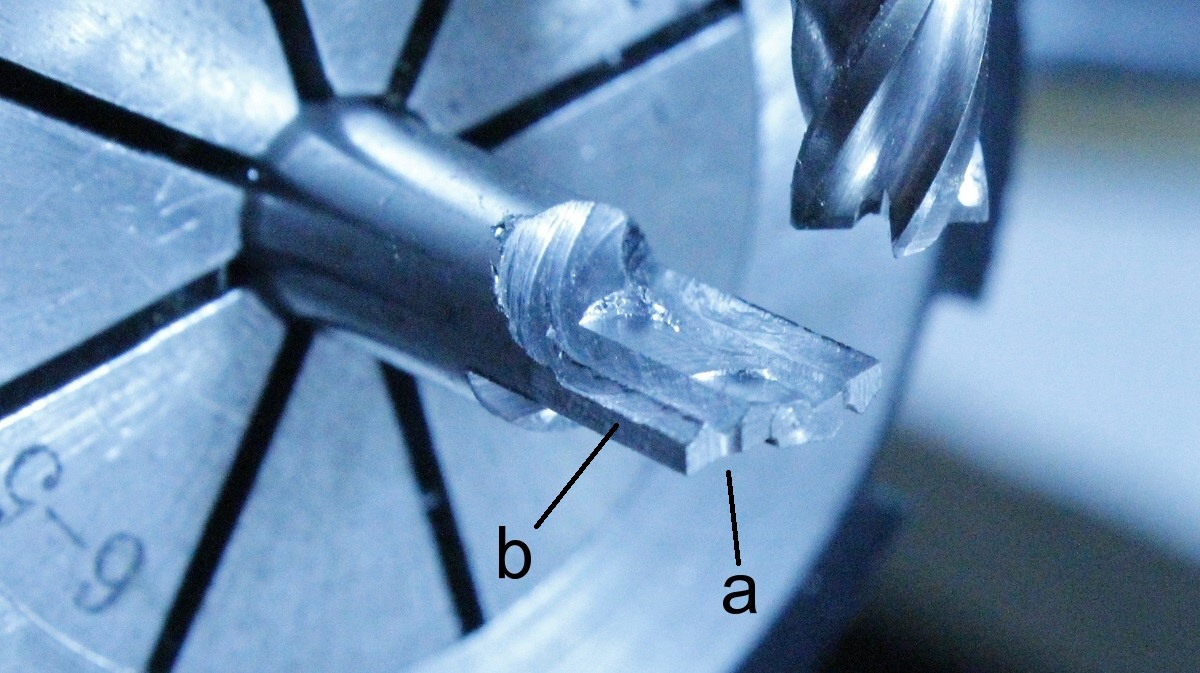
Besonders an der linken Seite erkennt man gut den 15°-Freiwinkel. Ebenfalls
unter 15° habe ich den äußersten Rand schräg angefräst (b in diesem Foto
.
Besonders an der linken Seite erkennt man gut den 15°-Freiwinkel. Ebenfalls
unter 15° habe ich den äußersten Rand schräg angefräst (b in diesem Foto
 )
und bei (a) sieht man gut eine der beiden gerundeten Schneiden (0,3 mm breit).
Das restliche, nicht benötigte Material wird mit Fingerfräsern grob weggefräst.
In diesem etwas unscharfen Foto
)
und bei (a) sieht man gut eine der beiden gerundeten Schneiden (0,3 mm breit).
Das restliche, nicht benötigte Material wird mit Fingerfräsern grob weggefräst.
In diesem etwas unscharfen Foto
 sind beide Schneidenrundungen zu sehen. Das Schneidenteil des
Formfräsers wurde nun gehärtet (Herdplatte in der Küche die "Grundhitze",
Propangas-Brenner nur das Scheidenteil auf Rotglut, Wasser abschrecken, nicht
anlassen)
sind beide Schneidenrundungen zu sehen. Das Schneidenteil des
Formfräsers wurde nun gehärtet (Herdplatte in der Küche die "Grundhitze",
Propangas-Brenner nur das Scheidenteil auf Rotglut, Wasser abschrecken, nicht
anlassen)  . Im
Bild liegt rechts eine kleine Härteprobe. Bevor ich ein arbeitsintensives
Werkzeug herstelle, mache ich IMMER von der Materialstange eine Härteprobe. Es
ist peinlich, wenn man erst bei Härten bemerkt, daß es doch kein Silberstahl
war. Hier noch eine andere Sicht auf das Schneidenteil des Formfräsers Nr. 1
. Im
Bild liegt rechts eine kleine Härteprobe. Bevor ich ein arbeitsintensives
Werkzeug herstelle, mache ich IMMER von der Materialstange eine Härteprobe. Es
ist peinlich, wenn man erst bei Härten bemerkt, daß es doch kein Silberstahl
war. Hier noch eine andere Sicht auf das Schneidenteil des Formfräsers Nr. 1
 . Und hier sind
beide Spanflächen mit der Stirn (!) einer kleinen Trennscheibe überschliffen
. Und hier sind
beide Spanflächen mit der Stirn (!) einer kleinen Trennscheibe überschliffen
 .
Dabei darf man keinesfalls in die Schneiden hinein verkanten!!!! Das ergäbe
einen sehr unerwünschten negativen Spanwinkel. Man sieht auch, daß ich das
Zentrum, den Mittenfreistich, mit der Trennscheibe eingeschliffen habe,
ansonsten würde der Fräser nicht (gut) schneiden. Die Fräsversuche von gestern
habe ich für die Tests mit dem fertigen Formfräser wieder verwendet. Die
richtige Stellung im Teilgerät habe ich mit einem Winkel eingerichtet
.
Dabei darf man keinesfalls in die Schneiden hinein verkanten!!!! Das ergäbe
einen sehr unerwünschten negativen Spanwinkel. Man sieht auch, daß ich das
Zentrum, den Mittenfreistich, mit der Trennscheibe eingeschliffen habe,
ansonsten würde der Fräser nicht (gut) schneiden. Die Fräsversuche von gestern
habe ich für die Tests mit dem fertigen Formfräser wieder verwendet. Die
richtige Stellung im Teilgerät habe ich mit einem Winkel eingerichtet
 .
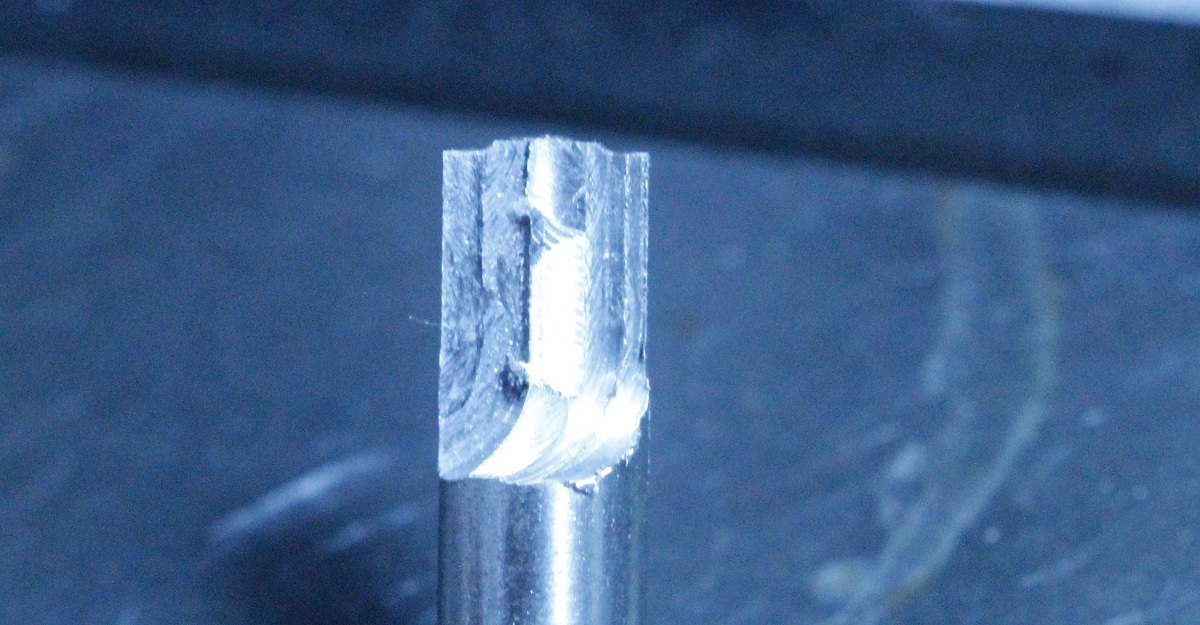
Damit ich die Entstehung des Profils gut beobachten kann, habe ich die
Stirnflächen mit einem Edding geschwärzt
.
Damit ich die Entstehung des Profils gut beobachten kann, habe ich die
Stirnflächen mit einem Edding geschwärzt
 . Der Formfräser
hat erwartungsgemäß sehr gut geschnitten, ich habe alles richtig gemacht und es
ist ja beileibe nicht der erste Formfräser, den ich selbst mache! Ich habe OHNE
Vorfräsen beide Seiten in einem (höhen-eingerichteten) Span angefräst. Beim
ersten Versuch stimmte die seitliche Ausrichtung noch nicht vollkommen
. Der Formfräser
hat erwartungsgemäß sehr gut geschnitten, ich habe alles richtig gemacht und es
ist ja beileibe nicht der erste Formfräser, den ich selbst mache! Ich habe OHNE
Vorfräsen beide Seiten in einem (höhen-eingerichteten) Span angefräst. Beim
ersten Versuch stimmte die seitliche Ausrichtung noch nicht vollkommen
 .
Bei weiteren Versuchen habe ich seitlich um 0,1- und 0,05-mm-Beträge
nachgerichtet, bis es mir gefiel
.
Bei weiteren Versuchen habe ich seitlich um 0,1- und 0,05-mm-Beträge
nachgerichtet, bis es mir gefiel
 , bis oben und
unten übereinstimmten. Der dünne Steg in der Mitte ist 0,35 dick (0,4 war
angestrebt) und die Seiten sind 0,95 dick (1 mm war das Ziel). Es ist nicht zu
schwierig, Formfräser selbst zu machen
, bis oben und
unten übereinstimmten. Der dünne Steg in der Mitte ist 0,35 dick (0,4 war
angestrebt) und die Seiten sind 0,95 dick (1 mm war das Ziel). Es ist nicht zu
schwierig, Formfräser selbst zu machen
 .
In meinem Buch "Fräsen für
Modellbauer" Band 1 hatte ich schon im Jahre 2002 auf den Seiten 106
bis 109 die Herstellung von Eigenbau-Fräsern ausführlich erklärt.
.
In meinem Buch "Fräsen für
Modellbauer" Band 1 hatte ich schon im Jahre 2002 auf den Seiten 106
bis 109 die Herstellung von Eigenbau-Fräsern ausführlich erklärt.
Ich habe den Versuch
gemacht, ein 35 mm langes Materialstück zum Profil zu fräsen. Das war eindeutig
zu lang. Durch das Rattern hatte ich die Befürchtung, daß mir der wertvolle
Eigenbau-Fräser abbricht. Ich habe dann eine ganze Anzahl 26 mm lange Stücke
vorbereitet. Dabei steckt das 6-mm-Material über 12 mm in der Zange, 14 mm ragen
aus und das verfügbare Profil, das ich fräsen kann, ist etwa 8 mm lang, das gibt
am Ende 20 Teile (bei einer 0,2-mm-Säge).
In dem Foto
 liegt links der
mit einem 5-mm-Schaft (Durchmesser 4,98 mm) vorgedrehte Rohling aus
8-mm-Silberstahl für den Fräser Nr. 2 (0,5-mm-Abrund-Formfräser) und darüber die
Härteprobe. Rechts liegen zwei 6-mm-Silberstahlrohlinge. Ich wollte daraus mit
dem vorhandenen Formfräser Nr. 1 einen Stempel für ein Schnittwerkzeug fräsen.
Weil ich die Schneiden dieses Formfräsers zu schmächtig gemacht hatte, ist eine
Schneide schon bei 0,5 mm Spantiefe abgebrochen und die andere wurde verbogen.
Ich wiederhole das vllt. später noch mit einem stabileren Fräser.
liegt links der
mit einem 5-mm-Schaft (Durchmesser 4,98 mm) vorgedrehte Rohling aus
8-mm-Silberstahl für den Fräser Nr. 2 (0,5-mm-Abrund-Formfräser) und darüber die
Härteprobe. Rechts liegen zwei 6-mm-Silberstahlrohlinge. Ich wollte daraus mit
dem vorhandenen Formfräser Nr. 1 einen Stempel für ein Schnittwerkzeug fräsen.
Weil ich die Schneiden dieses Formfräsers zu schmächtig gemacht hatte, ist eine
Schneide schon bei 0,5 mm Spantiefe abgebrochen und die andere wurde verbogen.
Ich wiederhole das vllt. später noch mit einem stabileren Fräser.
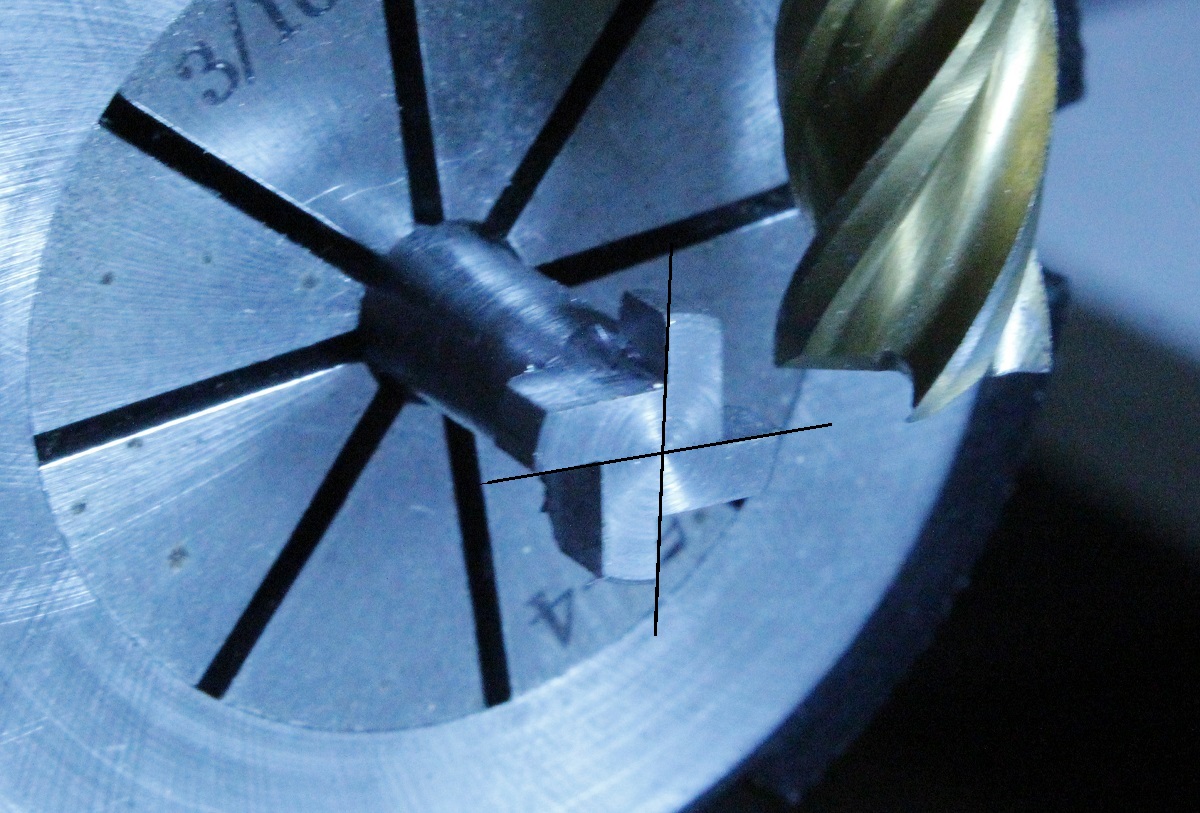
Bei "stehendem" Rundtisch
(mit ER-Zangenaufnahme im Zentrum) habe ich in den Rohling zuerst vier Spanräume
gefräst
 .
Alle vier Spanflächen zeigen auf den Fräsermittelpunkt (schwarze Linien). Dann
habe ich 30° schrägstehend die Zahnrücken (a) angefräst
.
Alle vier Spanflächen zeigen auf den Fräsermittelpunkt (schwarze Linien). Dann
habe ich 30° schrägstehend die Zahnrücken (a) angefräst
 .
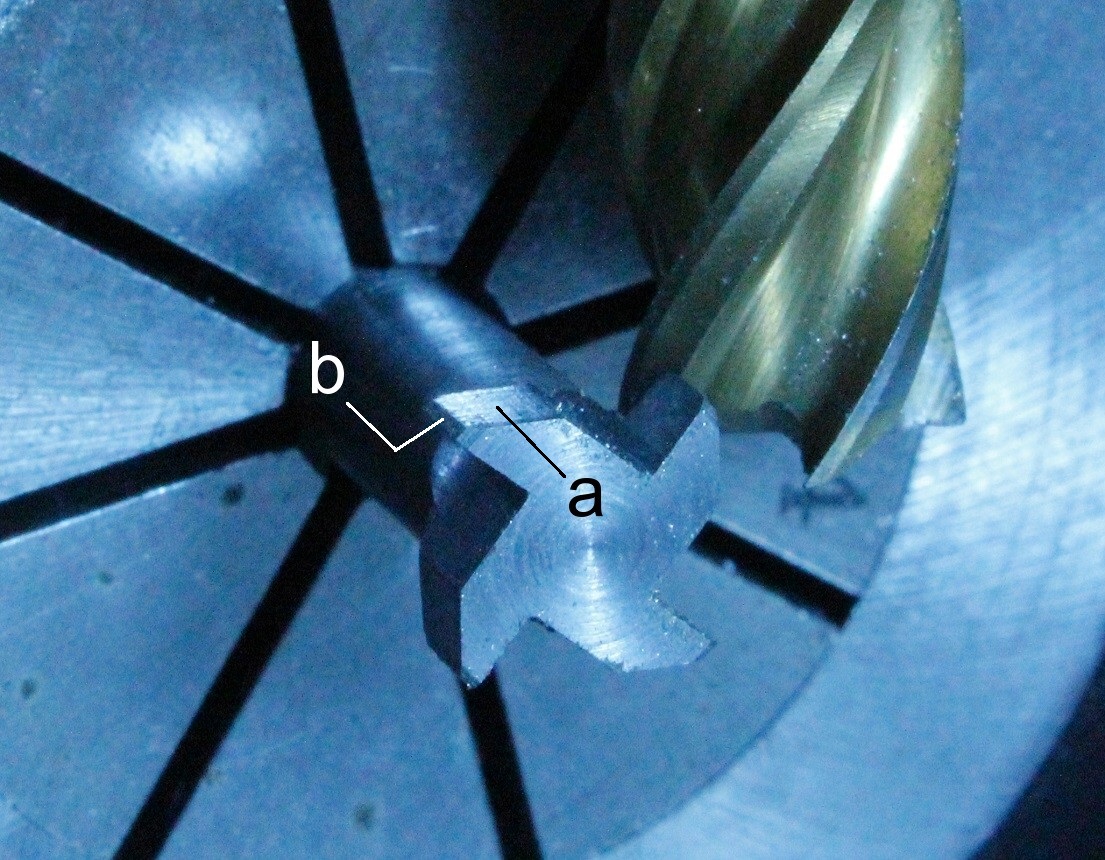
Am Außenrand habe ich dabei sehr schmale Streifen (b) am Mantel des
Fräser-Rohlings stehen lassen. Vor dem Einstechen der Radiusform mit dem
1-mm-Schaftfräser habe ich mit diesem zuerst diese schmalen Streifen unter 15°
Schräglage angefräst. So entstanden die Freiflächen (a)
.
Am Außenrand habe ich dabei sehr schmale Streifen (b) am Mantel des
Fräser-Rohlings stehen lassen. Vor dem Einstechen der Radiusform mit dem
1-mm-Schaftfräser habe ich mit diesem zuerst diese schmalen Streifen unter 15°
Schräglage angefräst. So entstanden die Freiflächen (a)
 und aus den nur etwa 3 mm langen Längskanten (b) wurden scharfe Schneiden. Die
15°-Schräge habe ich stehen lassen und als nächstes sehr langsam die Rundungen
0,7 mm tief eingestochen
und aus den nur etwa 3 mm langen Längskanten (b) wurden scharfe Schneiden. Die
15°-Schräge habe ich stehen lassen und als nächstes sehr langsam die Rundungen
0,7 mm tief eingestochen
 .
Schon bei diesem Foto erkennt man die sauberen und exakten Radius-Flächen
(Freiflächen!). Damit ich mich an der Gradskala vom Teilkopf nicht ständig
verzähle, habe ich vier 90° Markierungen angebracht (Edding)
.
Schon bei diesem Foto erkennt man die sauberen und exakten Radius-Flächen
(Freiflächen!). Damit ich mich an der Gradskala vom Teilkopf nicht ständig
verzähle, habe ich vier 90° Markierungen angebracht (Edding)
 . Hier eine
Nahaufnahme des bereits gehärteten (nur das untere Stück mit den Schneiden auf
Hellrotglut bringen, der Schaft kann "kühl" bleiben, wenn man den auch
rotglühend macht, kann man darauf warten, daß er sich beim Abschrecken total
verzieht (Unrundlauf!), außerdem müßte man dann auch unbedingt anlassen)
Formfräsers Nr. 2. Die Spanflächen sind mit der kleinen Trennscheibe bereits
nach-(über-)schliffen
. Hier eine
Nahaufnahme des bereits gehärteten (nur das untere Stück mit den Schneiden auf
Hellrotglut bringen, der Schaft kann "kühl" bleiben, wenn man den auch
rotglühend macht, kann man darauf warten, daß er sich beim Abschrecken total
verzieht (Unrundlauf!), außerdem müßte man dann auch unbedingt anlassen)
Formfräsers Nr. 2. Die Spanflächen sind mit der kleinen Trennscheibe bereits
nach-(über-)schliffen
 (nicht
verkanten, beide Hände sicher auflegen, Lupe, gutes Licht!). Mein schwenkbares
Teilgerät (Best.-Nr. bei mir: mz003 (€ 15,-) wird mit der 6-mm-Spannzange im
Schraubstock gespannt
(nicht
verkanten, beide Hände sicher auflegen, Lupe, gutes Licht!). Mein schwenkbares
Teilgerät (Best.-Nr. bei mir: mz003 (€ 15,-) wird mit der 6-mm-Spannzange im
Schraubstock gespannt
 .
Der Bereich unter der Spannzange muß frei bleiben, weil ich hier einen
Haarwinkel aufstellen will
.
Der Bereich unter der Spannzange muß frei bleiben, weil ich hier einen
Haarwinkel aufstellen will
 .
Die vier Kanten am Profil, die nun gerundet angefräst werden sollen, muß man
gründlich entgraten. Ansonsten ist die Arbeit mit dem Haarwinkel unnütz. Ich
drücke den Haarwinkel bei noch loser Spannzange kräftig gegen das senkrecht
stehende Profil und ziehe so das Spannrohr der Teilspindel fest (SW 13 hinter
der Alu-Teilscheibe). Damit sich die Spannzange bei diesem Festziehen nicht den
geringsten Betrag verdrehen kann, muß sowohl der Zangenkegel als auch das Innere
der Teilspindel VOLLKOMMEN fettfrei sein (Spiritus, Waschbenzin). Danach wird
die Teilspindel 90° verdreht und die erste Rundung kann gefräst werden
.
Die vier Kanten am Profil, die nun gerundet angefräst werden sollen, muß man
gründlich entgraten. Ansonsten ist die Arbeit mit dem Haarwinkel unnütz. Ich
drücke den Haarwinkel bei noch loser Spannzange kräftig gegen das senkrecht
stehende Profil und ziehe so das Spannrohr der Teilspindel fest (SW 13 hinter
der Alu-Teilscheibe). Damit sich die Spannzange bei diesem Festziehen nicht den
geringsten Betrag verdrehen kann, muß sowohl der Zangenkegel als auch das Innere
der Teilspindel VOLLKOMMEN fettfrei sein (Spiritus, Waschbenzin). Danach wird
die Teilspindel 90° verdreht und die erste Rundung kann gefräst werden
 .
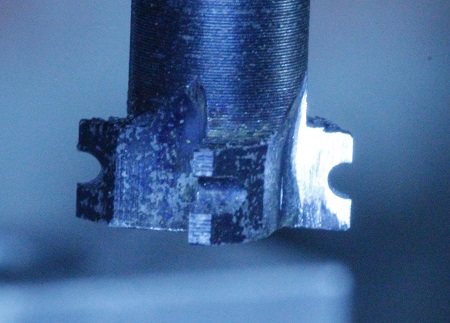
Im Bild sind bereits beide Seiten gerundet. Das Einrichten der Breite von 5 mm
mit dem X-Support war weniger problematisch. Aber auch die richtige
Höhen(ein)richtung ging per digitaler Höhen-Meßeinrichtung gut
.
Im Bild sind bereits beide Seiten gerundet. Das Einrichten der Breite von 5 mm
mit dem X-Support war weniger problematisch. Aber auch die richtige
Höhen(ein)richtung ging per digitaler Höhen-Meßeinrichtung gut
 .
Im Bild sieht man, daß sich der "Steg" schon beim Fräsen mit dem Fräser Nr. 1
etwas nach unten verbogen hat (nur ganz vorn). Das ist kein Problem, ein
Hammerschlag auf einem Amboß genügt! Die Außenrundungen wurden jeweils in einem
Span angefräst, das vorgefräste Profil war in Richtung der "Höhe" erstaunlich
stabil. Noch einmal aus anderer Sicht
.
Im Bild sieht man, daß sich der "Steg" schon beim Fräsen mit dem Fräser Nr. 1
etwas nach unten verbogen hat (nur ganz vorn). Das ist kein Problem, ein
Hammerschlag auf einem Amboß genügt! Die Außenrundungen wurden jeweils in einem
Span angefräst, das vorgefräste Profil war in Richtung der "Höhe" erstaunlich
stabil. Noch einmal aus anderer Sicht
 .
Nur die vordere Kante ist hier gerundet.
.
Nur die vordere Kante ist hier gerundet.
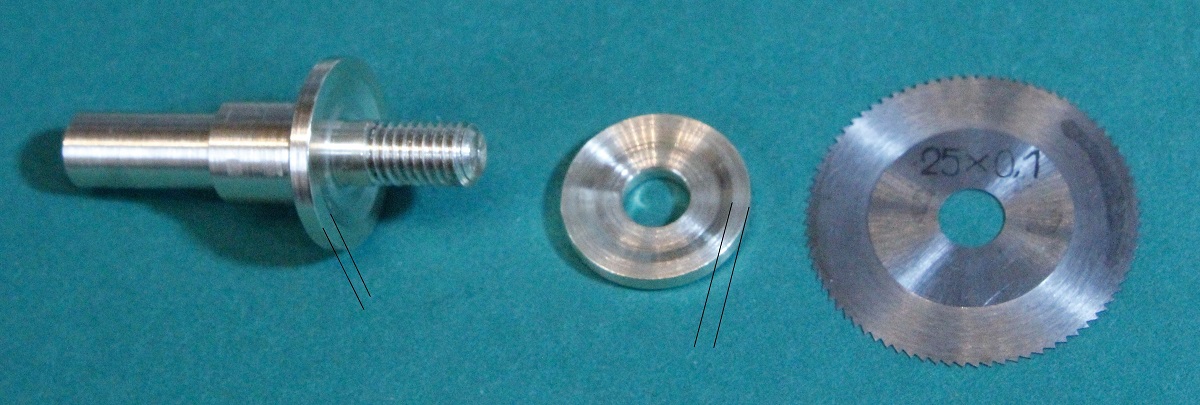
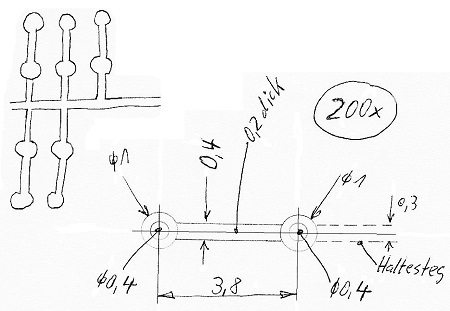
Die Teile müssen nun "nur"
noch abgesägt werden. In meinem Kramladen (Plasteschachtel mit Namen
"Rotorwerkzeuge") fand ich ein Metallkreissägeblatt Durchmesser 25 mm, 5 mm
Bohrung und 0,1 mm (!) dick (ein Stück papier ist 0,1 mm dick!). Für die exakte
Aufnahme dieser Säge habe ich einen Sägedorn gedreht, nach dieser Handskizze:
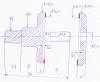 .
Der Durchmesser 6 soll 5,98 bis 6,00 sein. Der Durchmesser 8 ist nur zum Klemmen
im 3-Backenfutter beim Gewindeschneiden M5 vorgesehen und dann beim Festziehen
der M5-Mutter. Der Durchmesser 5 ist etwa 4,95 bis 4,99 gedreht. Der Freistich
0,2 mm beim Sägedorn und auch bei der Druckscheibe muß unbedingt vorhanden sein,
die Säge wird nur außen am Rand geklemmt. Dieser Rand (rot markiert) am Sägedorn
MUSS auf der Maschine plangedreht werden, auf welcher der Dorn zum
Einsatz kommt. Die Sägeblattanlage am Sägedorn (2 mm breit) und auch die
Druckscheibe sollten eher 3 mm breit sein als nur 1 mm. Was ist noch zu sagen?
Wegen der geringen Kräfte dürfen beide Teile aus Messing gedreht sein. Hier nun
das Foto der Teile
.
Der Durchmesser 6 soll 5,98 bis 6,00 sein. Der Durchmesser 8 ist nur zum Klemmen
im 3-Backenfutter beim Gewindeschneiden M5 vorgesehen und dann beim Festziehen
der M5-Mutter. Der Durchmesser 5 ist etwa 4,95 bis 4,99 gedreht. Der Freistich
0,2 mm beim Sägedorn und auch bei der Druckscheibe muß unbedingt vorhanden sein,
die Säge wird nur außen am Rand geklemmt. Dieser Rand (rot markiert) am Sägedorn
MUSS auf der Maschine plangedreht werden, auf welcher der Dorn zum
Einsatz kommt. Die Sägeblattanlage am Sägedorn (2 mm breit) und auch die
Druckscheibe sollten eher 3 mm breit sein als nur 1 mm. Was ist noch zu sagen?
Wegen der geringen Kräfte dürfen beide Teile aus Messing gedreht sein. Hier nun
das Foto der Teile
 .
Die erwähnten Außenränder, an denen die Säge anliegt, habe ich mit Strichen
markiert. Am Durchmesser 8 vom Sägedorn sind die Druckstellen vom Backenfutter
zu sehen. Die will man nicht am Zangen-Durchmesser 6 haben! Die Teile
zusammengeschraubt
.
Die erwähnten Außenränder, an denen die Säge anliegt, habe ich mit Strichen
markiert. Am Durchmesser 8 vom Sägedorn sind die Druckstellen vom Backenfutter
zu sehen. Die will man nicht am Zangen-Durchmesser 6 haben! Die Teile
zusammengeschraubt
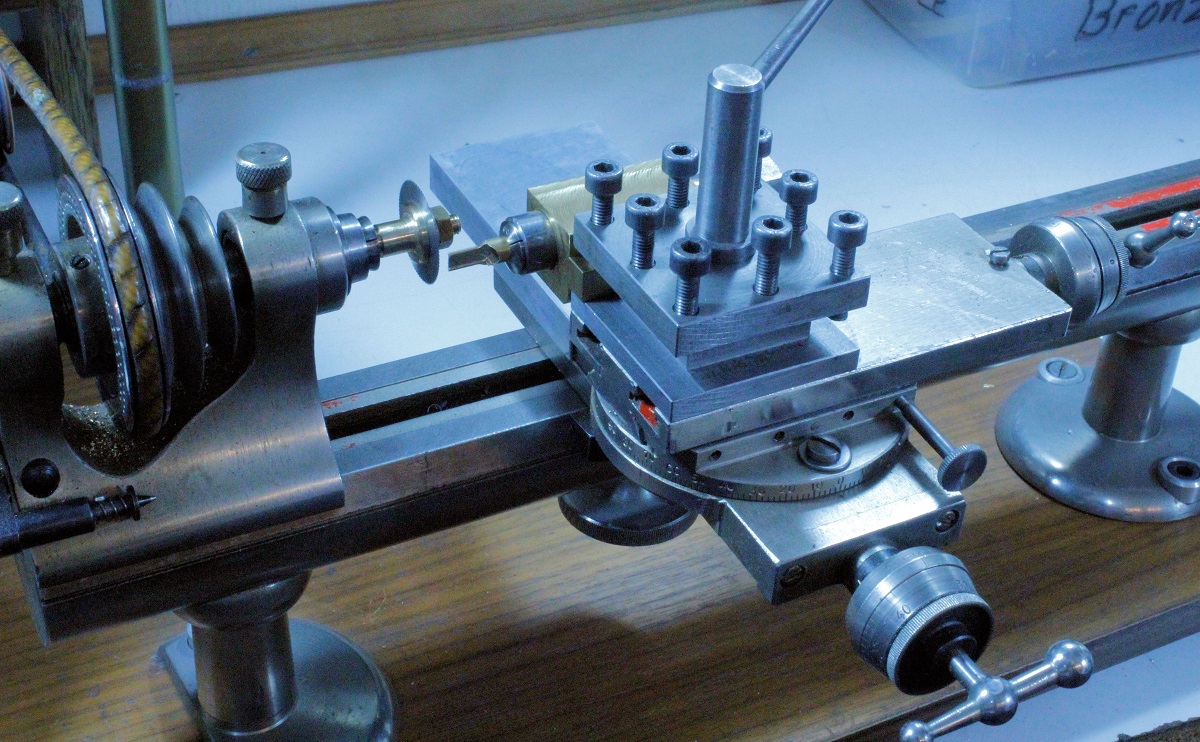
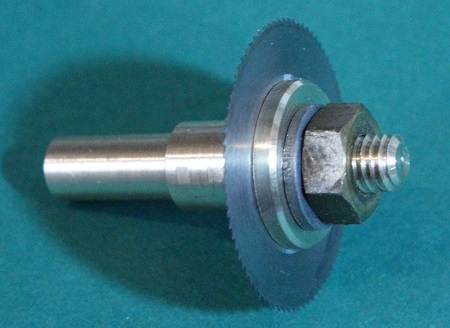 . Man erkennt,
daß dieses dünne Sägeblatt auf einem möglichst großem Durchmesser "gehalten"
wird, um möglichst nicht zum Schwingen zu kommen. Hier nun die gesamte
Sägeeinrichtung auf meiner
Kleindrehmaschine, die ich sonst zum
Schlagzahnfräsen benutze
. Man erkennt,
daß dieses dünne Sägeblatt auf einem möglichst großem Durchmesser "gehalten"
wird, um möglichst nicht zum Schwingen zu kommen. Hier nun die gesamte
Sägeeinrichtung auf meiner
Kleindrehmaschine, die ich sonst zum
Schlagzahnfräsen benutze
 .
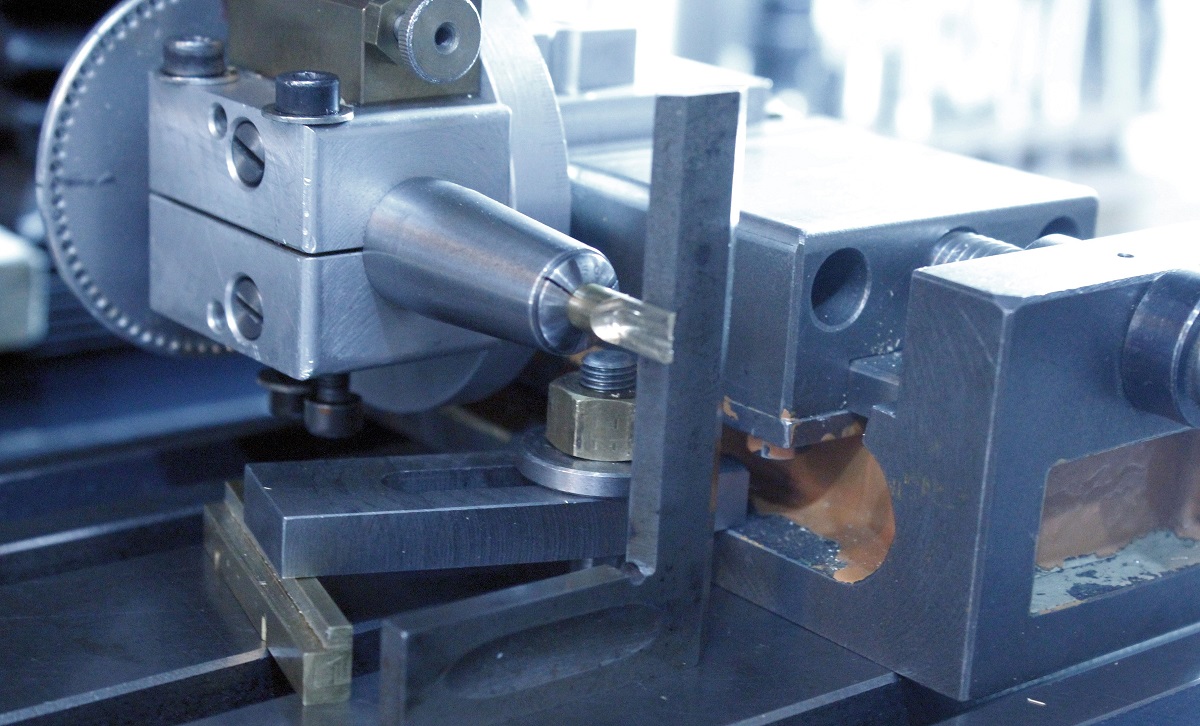
Die Sägebewegung wird mit dem Quersupport gemacht und die Zustellung (Breite der
Teile) mit dem Obersupport. Im Vierstahlhalter ist die sog. Sägehalterung (mit
Aufnahme der Spannzangen vom Uhrmacherdrehstuhl) gespannt. Die Sägesituation in
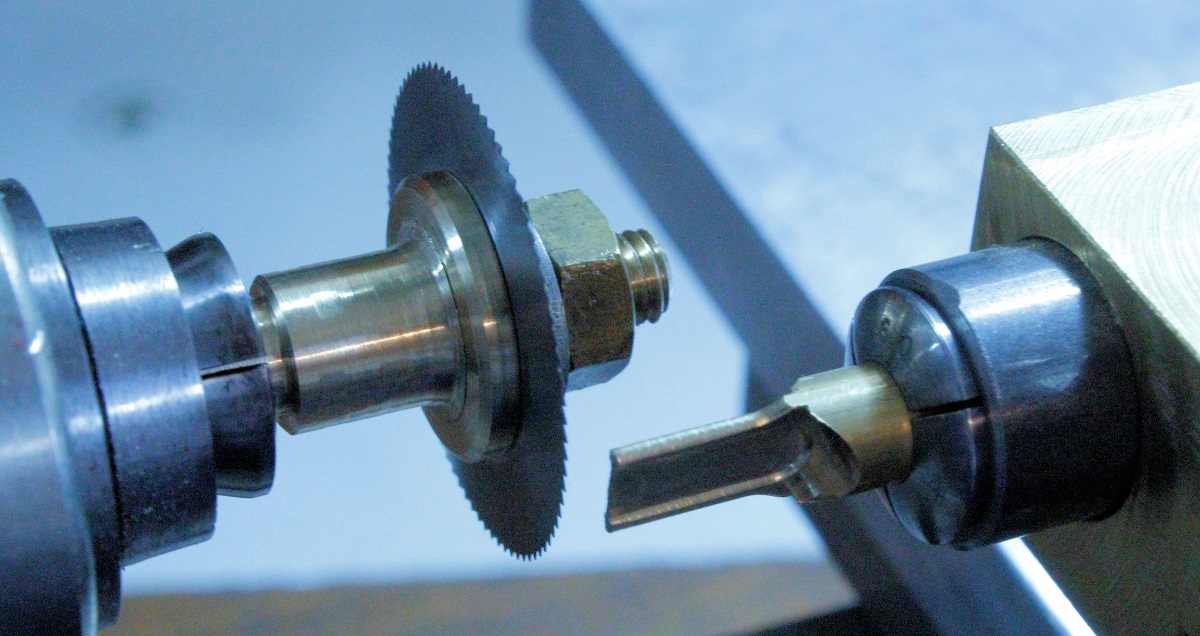
einer Nahaufnahme
.
Die Sägebewegung wird mit dem Quersupport gemacht und die Zustellung (Breite der
Teile) mit dem Obersupport. Im Vierstahlhalter ist die sog. Sägehalterung (mit
Aufnahme der Spannzangen vom Uhrmacherdrehstuhl) gespannt. Die Sägesituation in
einer Nahaufnahme
 .
Das Profil steht senkrecht. Würde es waagerecht liegen, würden die Sägezähne es
verbiegen, das dünne Sägeblatt völlig zerbrechen. Nach einem sog. Startschnitt (mein
Buch) von etwa 0,5 mm Breite und Nullen des Obersupports schiebe ich
diesen jeweils gleiche Beträge (!) in Richtung Sägeblatt und schneide die Teile
ab. In dem Falle: Sägeblattbreite 0,1 mm plus gewünschte Teilbreite 0,25 mm =
0,35 mm. Es war in der Regel so, daß das Teil an einem feinen Grat hängenblieb
.
Das Profil steht senkrecht. Würde es waagerecht liegen, würden die Sägezähne es
verbiegen, das dünne Sägeblatt völlig zerbrechen. Nach einem sog. Startschnitt (mein
Buch) von etwa 0,5 mm Breite und Nullen des Obersupports schiebe ich
diesen jeweils gleiche Beträge (!) in Richtung Sägeblatt und schneide die Teile
ab. In dem Falle: Sägeblattbreite 0,1 mm plus gewünschte Teilbreite 0,25 mm =
0,35 mm. Es war in der Regel so, daß das Teil an einem feinen Grat hängenblieb
 .
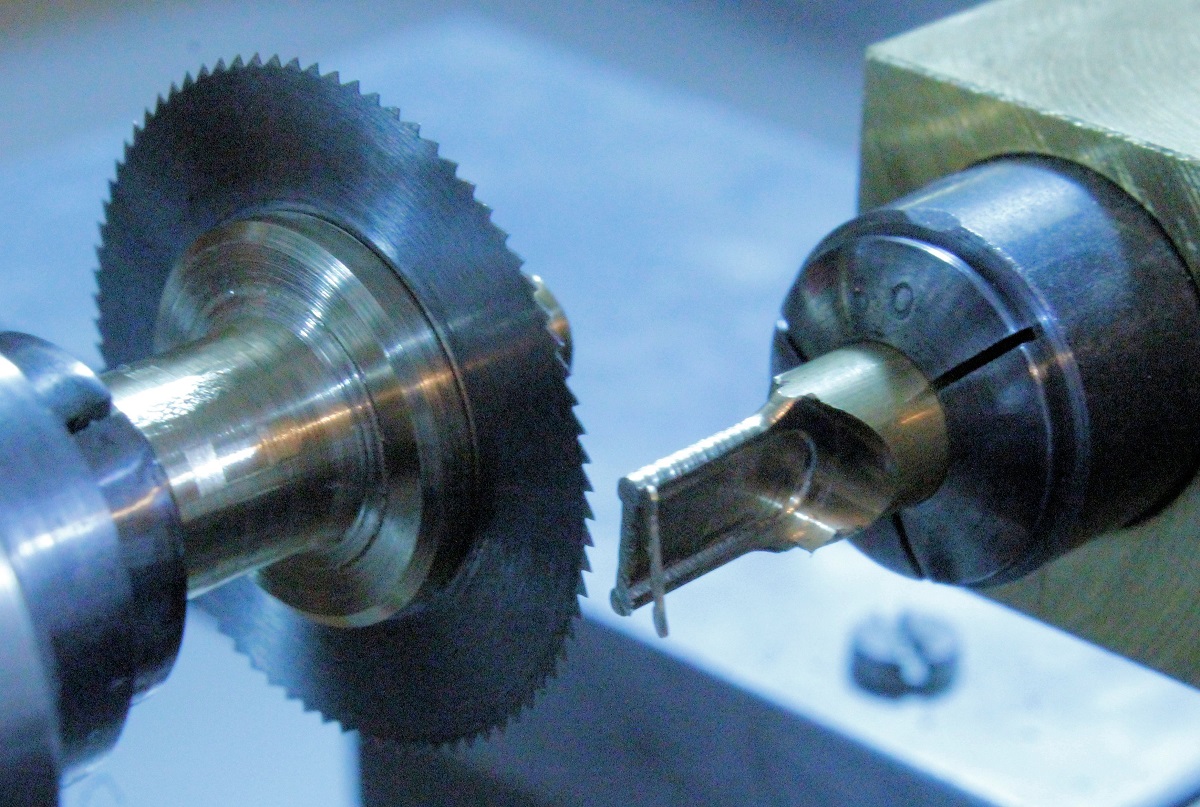
Nach Ausschalten der Maschine konnte ich das Teil mit den Fingern wegnehmen. Das
Gleiche noch einmal in einer Nahaufnahme
.
Nach Ausschalten der Maschine konnte ich das Teil mit den Fingern wegnehmen. Das
Gleiche noch einmal in einer Nahaufnahme
 .
Man erkennt deutlich rundum den Grat, Metallbearbeitung ohne Gratbildung an den
Kanten gibt es kaum. Hier nun eine Anzahl der (schon) abgesägten "Knochen" im
Streichholzvergleich
.
Man erkennt deutlich rundum den Grat, Metallbearbeitung ohne Gratbildung an den
Kanten gibt es kaum. Hier nun eine Anzahl der (schon) abgesägten "Knochen" im
Streichholzvergleich
 .
Am Anfang war ich wegen dem dünnen Sägeblatt ängstlich, gab wenig Vorschub. Das
hat an den Sägeflächen unliebsame Sägespuren ergeben. Erst als ich mutiger wurde
und wesentlich schnelle sägte, kam das Sägeblatt nicht mehr zum Schwingen und
die Sägespuren wurden deutlich weniger! Wie auch immer, die Arbeit hat sich
gelohnt, die 1-mm-Rundungen an den Enden der Teile sind gut zu erkennen. Auf
eine Rechtschreibprüfung verzichte ich heute, wer Fehler findet, darf sie
behalten...
.
Am Anfang war ich wegen dem dünnen Sägeblatt ängstlich, gab wenig Vorschub. Das
hat an den Sägeflächen unliebsame Sägespuren ergeben. Erst als ich mutiger wurde
und wesentlich schnelle sägte, kam das Sägeblatt nicht mehr zum Schwingen und
die Sägespuren wurden deutlich weniger! Wie auch immer, die Arbeit hat sich
gelohnt, die 1-mm-Rundungen an den Enden der Teile sind gut zu erkennen. Auf
eine Rechtschreibprüfung verzichte ich heute, wer Fehler findet, darf sie
behalten...
Von Schnitt zu Schnitt muß
ich den Obersupport-Schlitten 0,35 mm weiterschieben. Pro Kurbel-Umdrehung
bewegt sich der Schlitten 0,5 mm. Damit ich bei jedem 2. Schnitt nicht ständig
die 5 Hundertstel auszählen muß, habe ich rote Markierungen auf die
Skalenscheibe gemacht
 . Fertig mit dem
Absägen, 200? 300 Teile? Auf jeden Fall reichlich
. Fertig mit dem
Absägen, 200? 300 Teile? Auf jeden Fall reichlich
 .
Sie sind nun schon in der Entgratungstrommel....
.
Sie sind nun schon in der Entgratungstrommel....
Die Entgratungstrommel
ähnelt einem Betonmischer, die Drehzahl auch. Innen ist Schmirgelleinen
eingeklebt und zwei "Stolperschienen"
 .
Der Antrieb ist ein kleiner Getriebemotor
.
Der Antrieb ist ein kleiner Getriebemotor
 .
Die abgesägten Teile und "Schleifkörper" werden eingegeben und ich lasse das
Maschinchen mehrere Stunden drehen. Die Schleifkörper sind neuerdings bei mir
kleine Schleifscheiben, Schleifscheibenbruch und Bruchstücke von Trennscheiben
.
Die abgesägten Teile und "Schleifkörper" werden eingegeben und ich lasse das
Maschinchen mehrere Stunden drehen. Die Schleifkörper sind neuerdings bei mir
kleine Schleifscheiben, Schleifscheibenbruch und Bruchstücke von Trennscheiben
 .
.
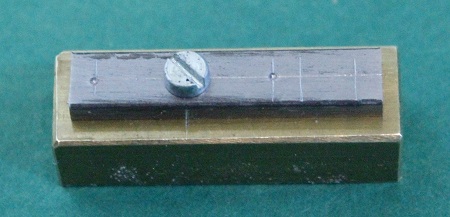
Jetzt stelle ich die
Bohrvorrichtung her. Das Unterteil (links im Bild
 )
ist aus Messing mit einer M2-Bohrung. Rechts liegt das Oberteil, die Bohrplatte.
Für sie habe ich ein Vierkant-Silberstahlstück 5 x 5 mm (WILMS-Metall) zu einer
2,5 mm dicken Platte dünner gefräst und sie erhielt eine 2,1-mm-Bohrung. Die
beiden Teile wurden in etwa ausgerichtet, fest übereinandergeschraubt
)
ist aus Messing mit einer M2-Bohrung. Rechts liegt das Oberteil, die Bohrplatte.
Für sie habe ich ein Vierkant-Silberstahlstück 5 x 5 mm (WILMS-Metall) zu einer
2,5 mm dicken Platte dünner gefräst und sie erhielt eine 2,1-mm-Bohrung. Die
beiden Teile wurden in etwa ausgerichtet, fest übereinandergeschraubt
 und bei den
beiden Körnungen 1,6, dann 1,9 gebohrt und Durchmesser 2 gerieben
und bei den
beiden Körnungen 1,6, dann 1,9 gebohrt und Durchmesser 2 gerieben
 . Damit die
Platte nie verdreht auf das Unterteil gesteckt wird, erhielten beide Teile
Körnungen. Zur Sicherheit habe ich beim Reiben der zweiten Bohrung eine weitere
M2-Schraube verwendet
. Damit die
Platte nie verdreht auf das Unterteil gesteckt wird, erhielten beide Teile
Körnungen. Zur Sicherheit habe ich beim Reiben der zweiten Bohrung eine weitere
M2-Schraube verwendet
 .
Die Teile wieder auseinandergenommen
.
Die Teile wieder auseinandergenommen
 .
Oben rechts liegen zwei 2-mm-Ms-Bolzen als Verdrehungsschutz. Die ausragenden
Stücke habe ich 0,05 mm dünner gedreht und sie erhielten "Suchkanten". Die
2-mm-Bolzen hielten nicht fest genug im Unterteil (gezogenes Material ist meist
0,02 mm dünner als der Nenndurchmesser). Daher habe ich mit einem schweren
Seitenschneider Kerben in das Material gedrückt
.
Oben rechts liegen zwei 2-mm-Ms-Bolzen als Verdrehungsschutz. Die ausragenden
Stücke habe ich 0,05 mm dünner gedreht und sie erhielten "Suchkanten". Die
2-mm-Bolzen hielten nicht fest genug im Unterteil (gezogenes Material ist meist
0,02 mm dünner als der Nenndurchmesser). Daher habe ich mit einem schweren
Seitenschneider Kerben in das Material gedrückt
 . Im
Schraubstock habe ich beide Bolzen bis zum Boden eingedrückt
. Im
Schraubstock habe ich beide Bolzen bis zum Boden eingedrückt
 .
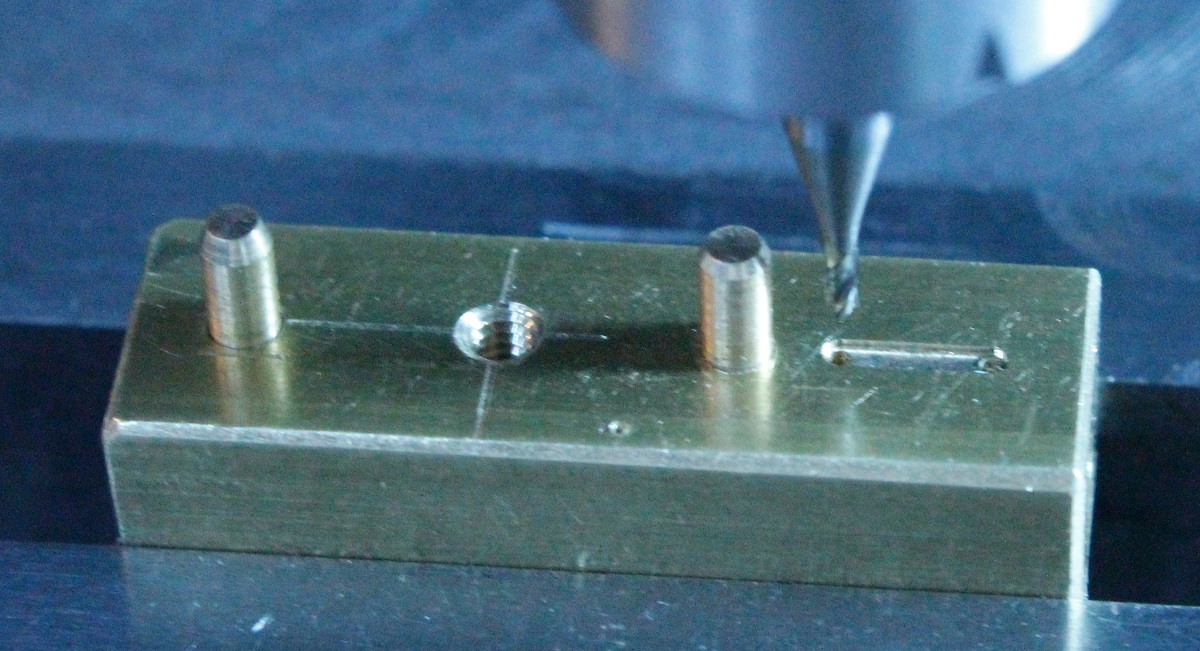
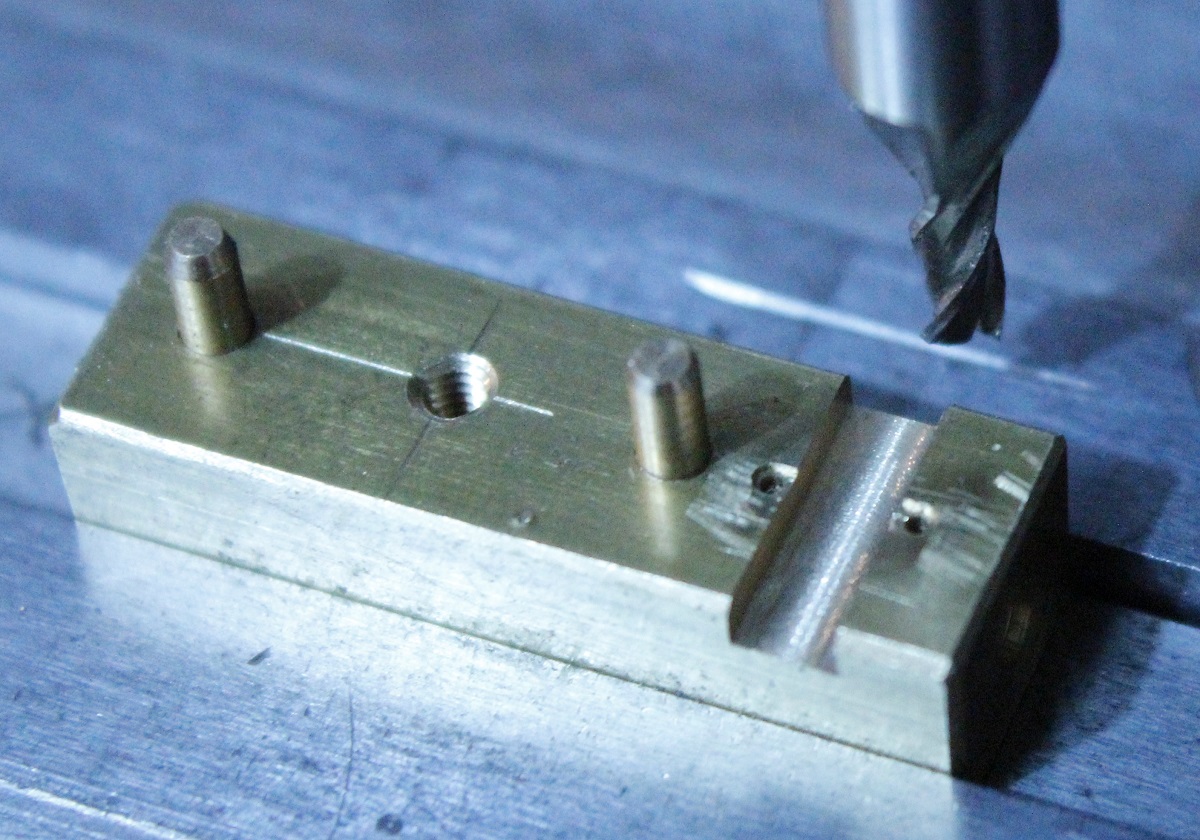
Die Bohrplatte kann nun recht lose aufgesteckt,
.
Die Bohrplatte kann nun recht lose aufgesteckt,
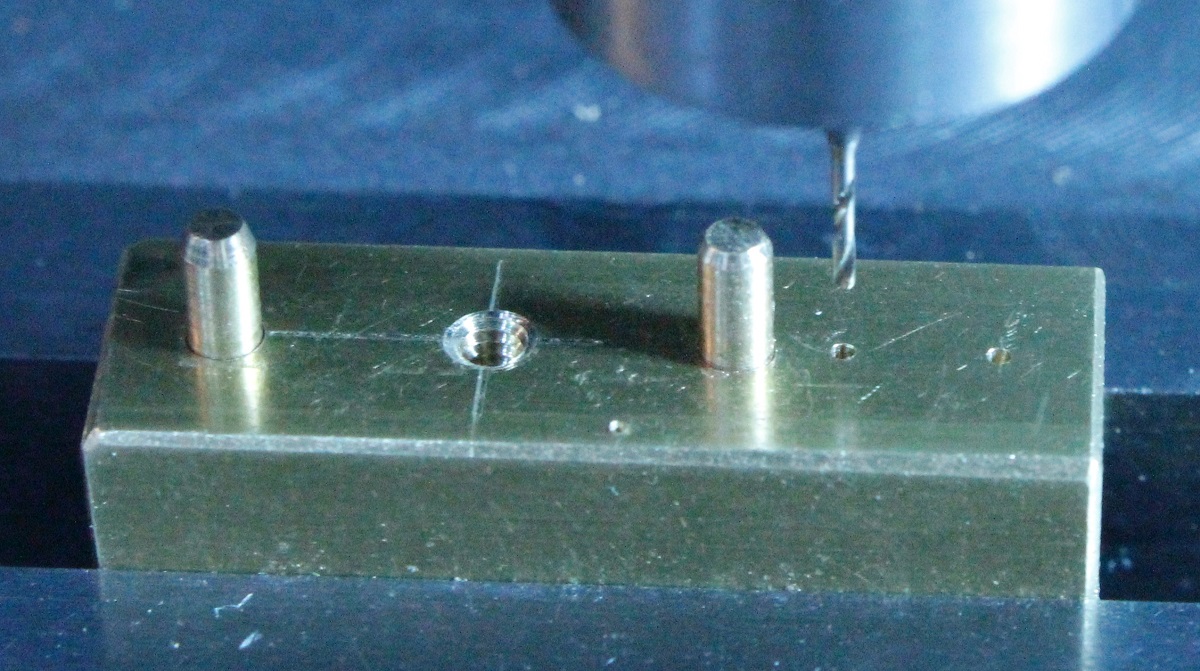
 mit der M2-Schraube festgezogen und das Ganze auf der Fräsmaschine gespannt
werden. Mit einem (abgesetzten) 0,45-mm-Wendelbohrer bohre ich die Löcher
(Bohrbuchsen) im Abstand von exakt 4 mm (Koordinaten-Bohren) in die Bohrplatte
bis in das Ms-Unterteil hinein
mit der M2-Schraube festgezogen und das Ganze auf der Fräsmaschine gespannt
werden. Mit einem (abgesetzten) 0,45-mm-Wendelbohrer bohre ich die Löcher
(Bohrbuchsen) im Abstand von exakt 4 mm (Koordinaten-Bohren) in die Bohrplatte
bis in das Ms-Unterteil hinein
 .
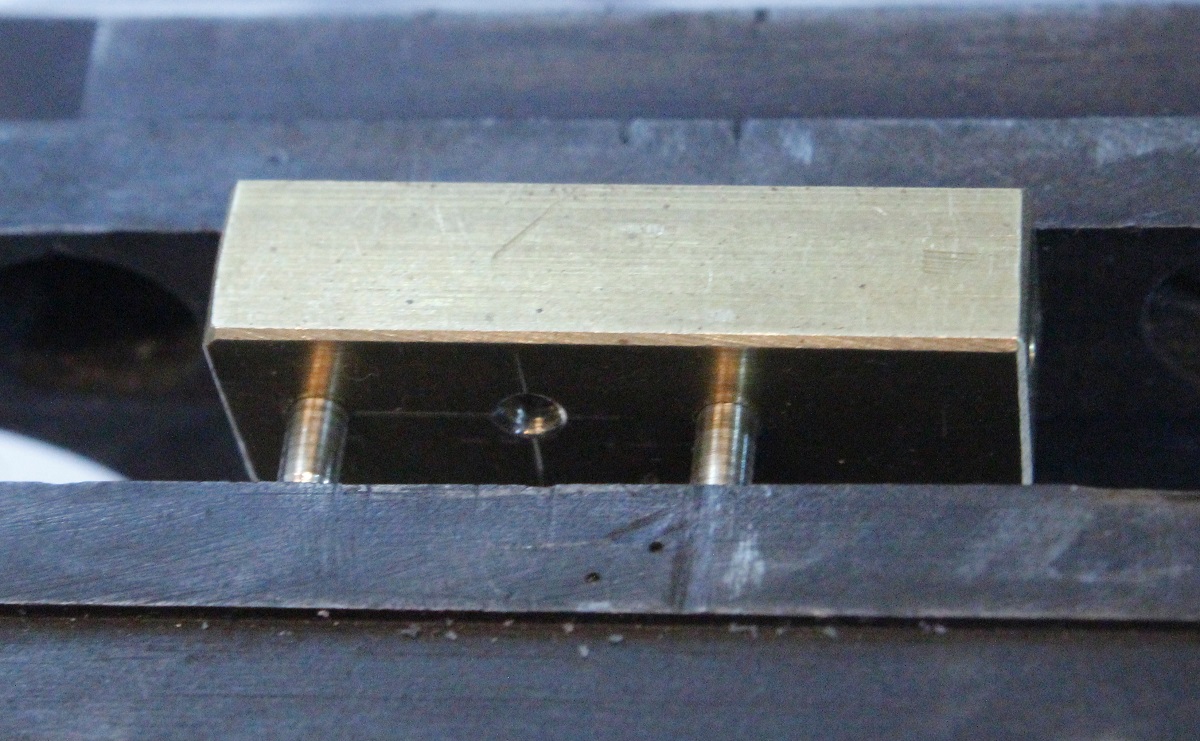
Nach Wegnahme der Bohrplatte wurden die Bohrungen von 0,45 auf 0,6 mm aufgebohrt
.
Nach Wegnahme der Bohrplatte wurden die Bohrungen von 0,45 auf 0,6 mm aufgebohrt
 .
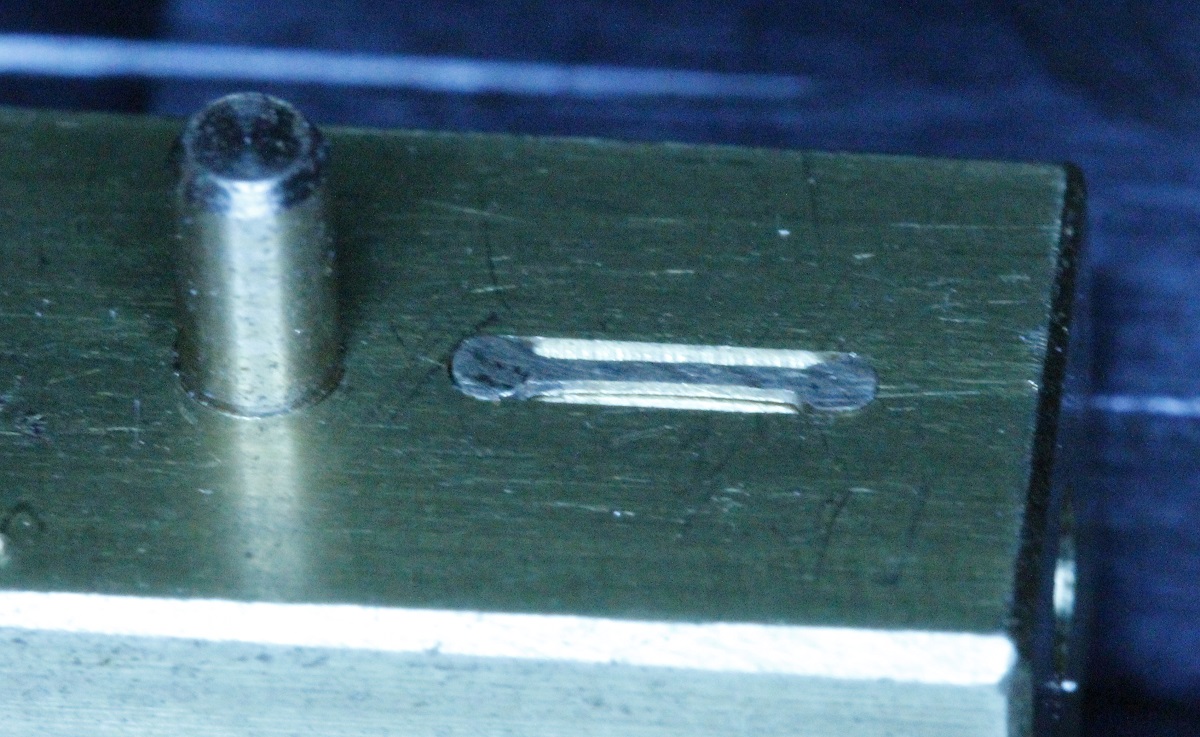
Danach habe ich mit einem 1-mm-Fingerfräser 0,17 mm tief das Lager für die Teile
eingefräst (digitale Höhen-Meßeinrichtung, wieder Koordinaten-Arbeit!)
.
Danach habe ich mit einem 1-mm-Fingerfräser 0,17 mm tief das Lager für die Teile
eingefräst (digitale Höhen-Meßeinrichtung, wieder Koordinaten-Arbeit!)
 .
In der Nahaufnahme sieht man das erste Teil in diesem Lager liegen
.
In der Nahaufnahme sieht man das erste Teil in diesem Lager liegen
 .
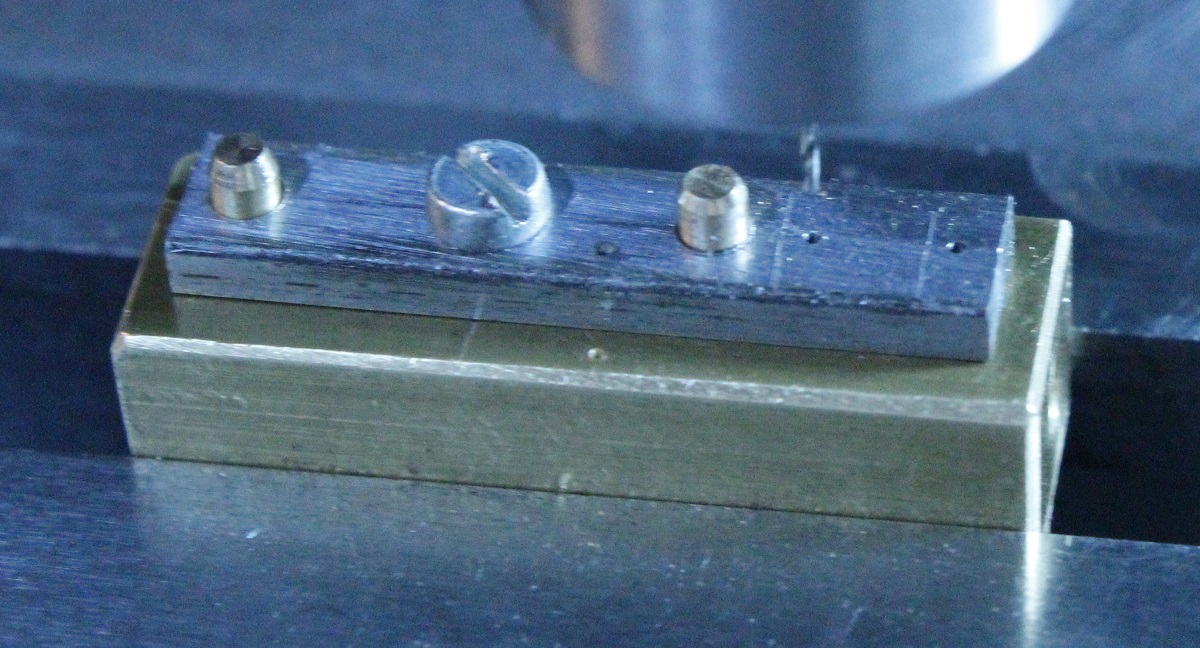
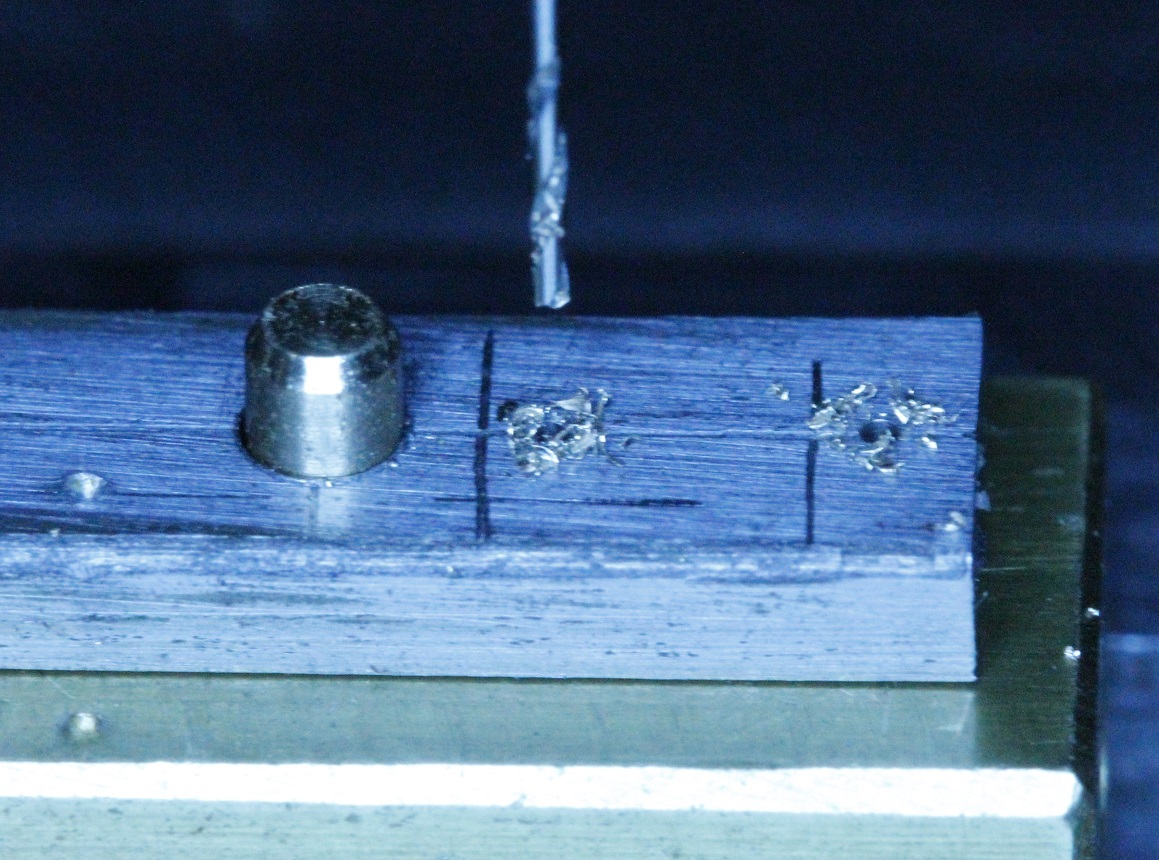
Die Bohrplatte wird aufgesteckt, so kann man das Teil 2 x 0,45 bohren
.
Die Bohrplatte wird aufgesteckt, so kann man das Teil 2 x 0,45 bohren
 .
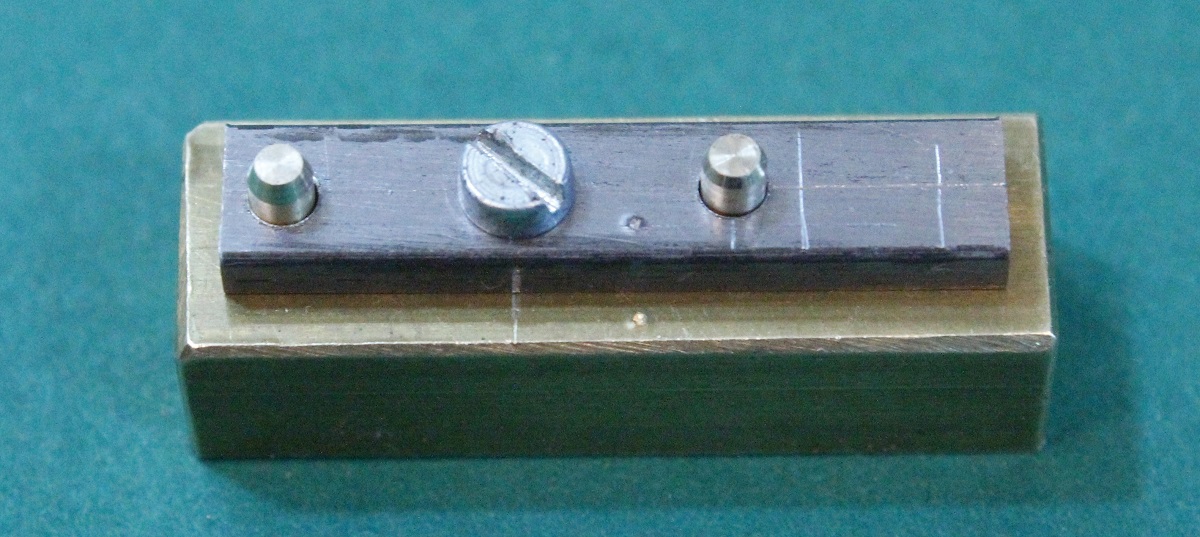
Die Bohrplatte ist weggenommen, die beiden Bohrungen sind zu erkennen
.
Die Bohrplatte ist weggenommen, die beiden Bohrungen sind zu erkennen
 .
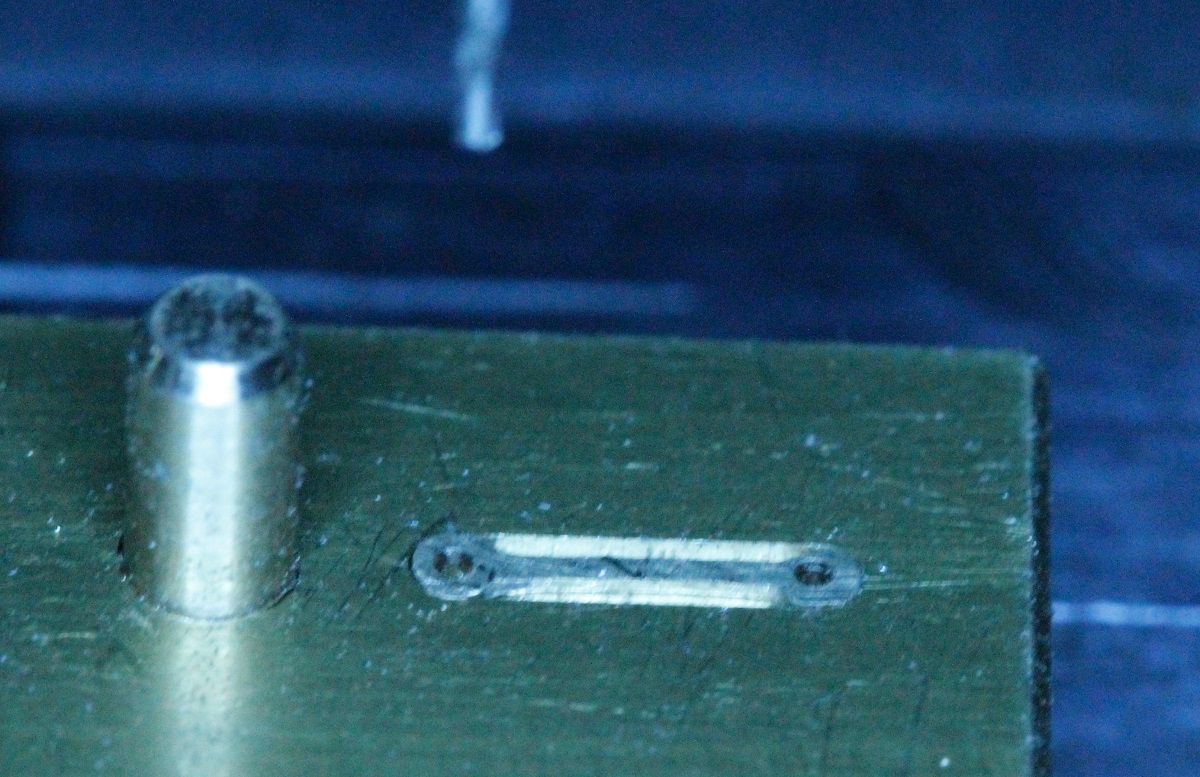
Eine Nahaufnahme
.
Eine Nahaufnahme
 ,
ausreichend genau gebohrt, wenn man die Dimensionen bedenkt! Die Bohrvorrichtung
ist fertig
,
ausreichend genau gebohrt, wenn man die Dimensionen bedenkt! Die Bohrvorrichtung
ist fertig
 .
.
Die "Knochen" haben an den
vier Kanten vom mittleren "Steg" vom Absägen her feinen Grad, der spätestens
nach dem Farbespritzen unschön sichtbar würde. In
Querrichtung habe ich mit einem 2,5-mm-Schaftfräser einen 3 mm breiten und 1,5
mm tiefen Kanal eingefräst
 .
Die Teile liegen nun nur noch an den gerudeten Enden im Lager, das genügt ja für
das Bohren. Im Stegbereich kann ich aber nun die Kanten (in der Regel ist es nur
eine!) mit einem spitzgeschliffenen Dreikantschaber entgraten. Außerdem lassen
sich die Teile so mit einer Pinzette besser einlegen und nach dem Bohren wieder
ausheben. Die Bohrplatte (Silberstahl) mit den 0,45-mm-Bohrungen wollte ich
ungern härten (Verzug !). Deshalb habe ich zwei Bohrbuchsen im Miniformat
gedreht
.
Die Teile liegen nun nur noch an den gerudeten Enden im Lager, das genügt ja für
das Bohren. Im Stegbereich kann ich aber nun die Kanten (in der Regel ist es nur
eine!) mit einem spitzgeschliffenen Dreikantschaber entgraten. Außerdem lassen
sich die Teile so mit einer Pinzette besser einlegen und nach dem Bohren wieder
ausheben. Die Bohrplatte (Silberstahl) mit den 0,45-mm-Bohrungen wollte ich
ungern härten (Verzug !). Deshalb habe ich zwei Bohrbuchsen im Miniformat
gedreht 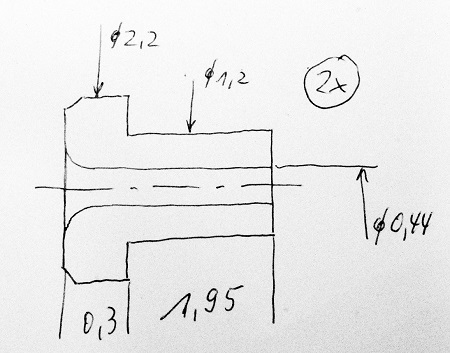 und nur
diese gehärtet
und nur
diese gehärtet  .
Der Durchmesser 1,2 paßt stramm in die auf 1,2 mm aufgebohrten 0,44-mm-Bohrungen
in der Bohrplatte. Nach dem Einpressen der Bohrbuchsen in die Bohrplatte sieht
die Vorrichtung nun so aus
.
Der Durchmesser 1,2 paßt stramm in die auf 1,2 mm aufgebohrten 0,44-mm-Bohrungen
in der Bohrplatte. Nach dem Einpressen der Bohrbuchsen in die Bohrplatte sieht
die Vorrichtung nun so aus
 .
.
115 Teile sind gebohrt
 ,
das wird für das gesamte Modell reichen. Es sind ein paar "Gurken" dabei, doch
bei den Dimensionen erkennt man dies nicht und ich kann alle verwenden. Die
Teile sind aus Drehmessing gemacht und beim Biegen brechen sie erwartungsgemäß.
Ich habe sie auf einer Keramikplatte liegend mit dem Propangas-Brenner
vorsichtig ausgeglüht
,
das wird für das gesamte Modell reichen. Es sind ein paar "Gurken" dabei, doch
bei den Dimensionen erkennt man dies nicht und ich kann alle verwenden. Die
Teile sind aus Drehmessing gemacht und beim Biegen brechen sie erwartungsgemäß.
Ich habe sie auf einer Keramikplatte liegend mit dem Propangas-Brenner
vorsichtig ausgeglüht
 ,
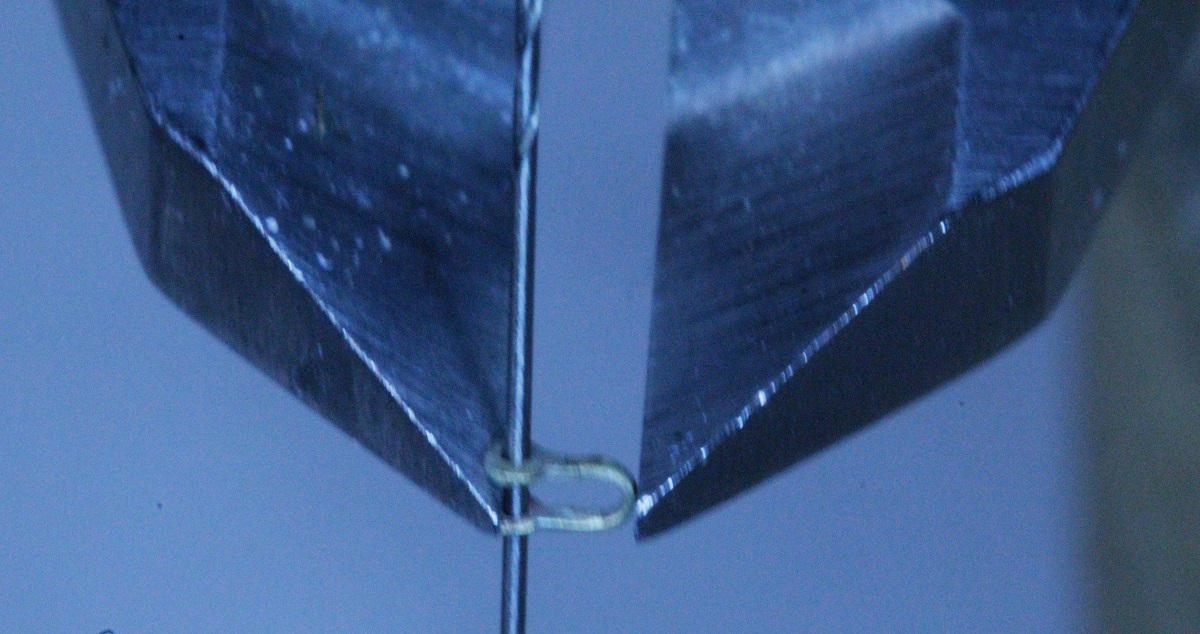
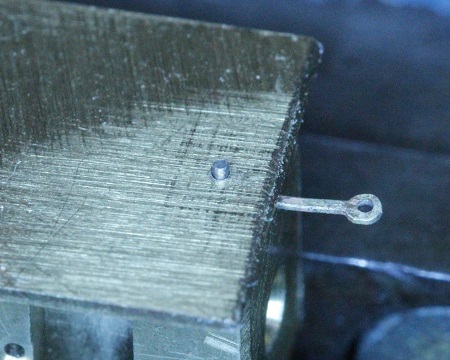
man hat sie schnell VERbrannt. Ein Teil habe ich mit meiner
Spezialrundzange zu
einem Schäkel mit lichter Weite 0,6 mm gebogen
,
man hat sie schnell VERbrannt. Ein Teil habe ich mit meiner
Spezialrundzange zu
einem Schäkel mit lichter Weite 0,6 mm gebogen
 .
Mittels eines eingesteckten 0,44-mm-Bohrerschafts konnte ich das Maß zu 2,05 mm
ermitteln. Das wird in der Folge gebraucht.
.
Mittels eines eingesteckten 0,44-mm-Bohrerschafts konnte ich das Maß zu 2,05 mm
ermitteln. Das wird in der Folge gebraucht.
Für das Biegen der
Schäkel habe ich an eine Kante einer 0,6 mm dicken Messingplatte mit längs (!)
angelegter Feile eine Rundung angefeilt
 und darauf den
schon probegebogenen Schäkel gesteckt. Etwa 0,2 mm weiter nach innen versetzt,
habe ich eine 0,44-mm-Durchgangsbohrung durch die Platte gebohrt. In ein anderes
Materialstück habe ich nahe am Rand ebenfalls 0,44 mm gebohrt und dort mit
Sekundenkleber den abgelängten Teil eines 0,44-mm-Bohrerschafts eingeklebt
und darauf den
schon probegebogenen Schäkel gesteckt. Etwa 0,2 mm weiter nach innen versetzt,
habe ich eine 0,44-mm-Durchgangsbohrung durch die Platte gebohrt. In ein anderes
Materialstück habe ich nahe am Rand ebenfalls 0,44 mm gebohrt und dort mit
Sekundenkleber den abgelängten Teil eines 0,44-mm-Bohrerschafts eingeklebt
 Das obere Ende
dieses 0,44-mm-Stabes hat rundum eine Suchkante (etwa 20°, Schleifstein). Darauf
stecke ich nach rechts ausragend einen Schäkel-Rohling und darauf die
0,6-mm-Platte mit der Rundung nach außen
Das obere Ende
dieses 0,44-mm-Stabes hat rundum eine Suchkante (etwa 20°, Schleifstein). Darauf
stecke ich nach rechts ausragend einen Schäkel-Rohling und darauf die
0,6-mm-Platte mit der Rundung nach außen
 . Bei mehreren
Biegeversuchen habe ich die Rundung an der Platte noch soweit in geringen
Beträgen kürzer gefeilt, bis das mit einem kleinen Schraubenzieher umgebogene
Schäkelende exakt auf den gering überstehenden 0,44-mm-Zapfen stößt
. Bei mehreren
Biegeversuchen habe ich die Rundung an der Platte noch soweit in geringen
Beträgen kürzer gefeilt, bis das mit einem kleinen Schraubenzieher umgebogene
Schäkelende exakt auf den gering überstehenden 0,44-mm-Zapfen stößt
 . Die
Kantenrundung stimmte am Ende so genau, daß es je einen hörbaren Knacks machte,
wenn das Auge auf den Zapfen stößt. 0,6-mm-Platte mit Schäkel kann ich vom
0,44-mm-Zapfen ziehen und dann den exakt gebogenen Schäkel von der Platte......
. Die
Kantenrundung stimmte am Ende so genau, daß es je einen hörbaren Knacks machte,
wenn das Auge auf den Zapfen stößt. 0,6-mm-Platte mit Schäkel kann ich vom
0,44-mm-Zapfen ziehen und dann den exakt gebogenen Schäkel von der Platte......
Erst als ich die Augen an
den Teilen und auch die Platte von 0,44 auf 0,47 aufgebohrt hatte, konnte ich
die Platte mit dem Schäkel leichtgängig vom 0,44-mm-Zapfen entnehmen. Für das
Aufbohren hielt ich die Teile mit den Augen kurz ausragend in einer Justierzange
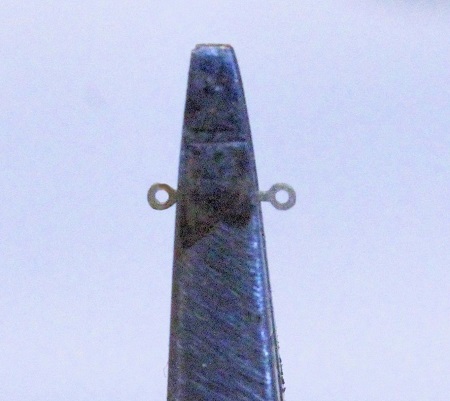 . Nach dem
U-Biegen federte selbst das ausgeglühte Ms-Material noch gering auf. Mit einer
Pinzette habe ich die U´s "parallel" zusammengedrückt. Hier im Bild nun 150
Teile
. Nach dem
U-Biegen federte selbst das ausgeglühte Ms-Material noch gering auf. Mit einer
Pinzette habe ich die U´s "parallel" zusammengedrückt. Hier im Bild nun 150
Teile
 .
.
Ich habe nun sehr
ausführlich die erste Variante vorgestellt, wie man diese Schäkel herstellen
kann: Profil fräsen, Teile absägen, Bohren, Biegen. In dieser Variante muß ich
später für die Takellage ((Mast-)Wantenverspannung usw.) noch Schäkel in zwei
weiteren Größen herstellen, die Arbeitsweise wäre gleich.
Inzwischen habe ich mir
noch mehrere andere Varianten ausgedacht, wie man diese Schäkel-Rohlinge auch
herstellen kann, die 2. Variante: aus Draht biegen und löten
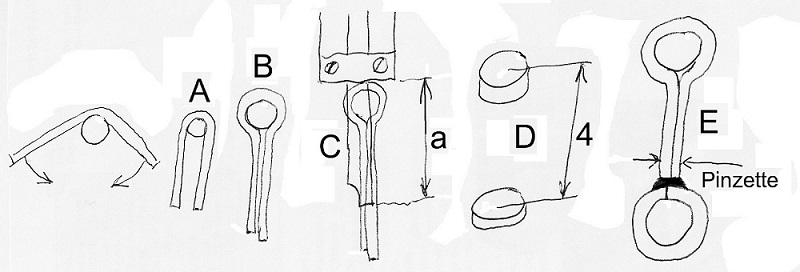 . Aus einer
Platte ragt ein 0,5-mm-Stahlstift etwa 1 mm aus. Um diesen Stift wird ein
0,25-mm-Kupferdraht zuerst U-förmig gebogen (A). Mit einer Justierzange werden
beide Schenkel aneinander gepresst (B). Die Schenkel sind noch überlang. Mit dem
eingestellten Tiefenmaß einer Schieblehre und einem Seitenschneider wird die
richtige Länge (a) abgeschnitten (C). Für das zweite "Auge" wird ein kleiner
Ring (0,25-mm-Cu-Draht, Innen-Ø 0,5 mm; Außen-Ø 1 mm), wie
hier beschrieben, verwendet. Um diesen Ring und
das gebogene Ösenteil zusammenzulöten, werden in eine Pertinax-Platte zwei
gedrehte 0,45-mm-Pertinax-Stifte auf 4 mm Abstand nur kurz ausragend eingebohrt
(D). Hier kann man die Teile aufstecken und zusammenlöten (E). Die leicht
aufgefederten Schenkel muß man dabei natürlich zusammenhalten - mit einer
Pinzette. Damit die Pinzette dabei nicht mit angelötet wird, drehe ich für beide
Pinzetten-Schnäbel Verlängerungen aus Alu, die aufgesteckt/-geklebt werden....
. Aus einer
Platte ragt ein 0,5-mm-Stahlstift etwa 1 mm aus. Um diesen Stift wird ein
0,25-mm-Kupferdraht zuerst U-förmig gebogen (A). Mit einer Justierzange werden
beide Schenkel aneinander gepresst (B). Die Schenkel sind noch überlang. Mit dem
eingestellten Tiefenmaß einer Schieblehre und einem Seitenschneider wird die
richtige Länge (a) abgeschnitten (C). Für das zweite "Auge" wird ein kleiner
Ring (0,25-mm-Cu-Draht, Innen-Ø 0,5 mm; Außen-Ø 1 mm), wie
hier beschrieben, verwendet. Um diesen Ring und
das gebogene Ösenteil zusammenzulöten, werden in eine Pertinax-Platte zwei
gedrehte 0,45-mm-Pertinax-Stifte auf 4 mm Abstand nur kurz ausragend eingebohrt
(D). Hier kann man die Teile aufstecken und zusammenlöten (E). Die leicht
aufgefederten Schenkel muß man dabei natürlich zusammenhalten - mit einer
Pinzette. Damit die Pinzette dabei nicht mit angelötet wird, drehe ich für beide
Pinzetten-Schnäbel Verlängerungen aus Alu, die aufgesteckt/-geklebt werden....
Die 3. Variante:
noch einmal 0,25-mm-Draht. In einer Biegevorrichtung (vergessen Sie in solchen
Fällen eine Rundzange) werden zwei Teile gebogen und zusammengelötet
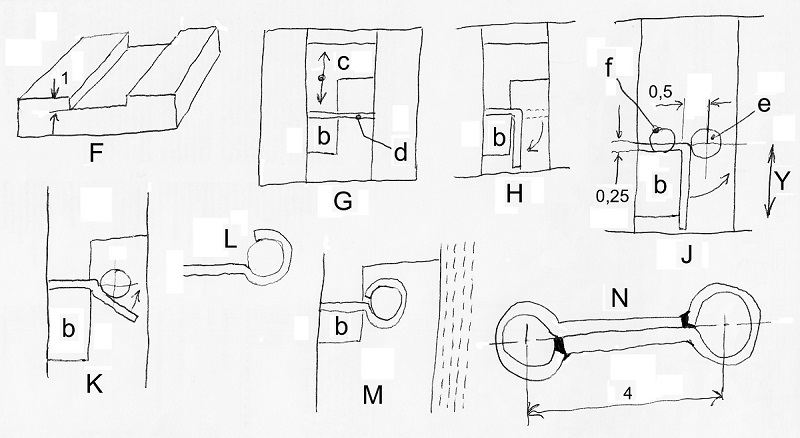 . Für die
Biegevorrichtung wird in eine Ms-Platte ein flacher Kanal etwa nur 1 bis 1,5 mm
tief gefräst (F). Dieser Kanal hat noch nicht die endgültige Breite! In diesem
Kanal ist eine feste Backe (b) eingeklebt/-gelötet. Mit einer beweglichen Backe
(c) wird ein 0,25-mm-Cu-Draht (d) geklemmt, welcher die Länge der Breite des
Kanals hat (G). So kann der Draht rechtwinklig und sehr scharfkantig (Kupfer
erlaubt das) nach unten gebogen werden (H). Die (c) klemmt weiterhin den Draht.
Dieser wird nun um einen kurz ausragenden 0,5-mm-Stahlstift (e) gebogen, welcher
von unten in eine exakte Bohrung gesteckt wird (J). Wichtig ist die Einhaltung
der Maße 0,25 und 0,5 (Koordinaten-Bohren und -Fräsen, vgl. SchiffsModell
Hefte 9/2019 und 11/2019). Ein Tip: beim Einkleben der (b) wird diese
gegen einen "genullten" 4-mm-Zylinderstift (in Y-Richtung) geschoben. Das freie
Drahtende wird nun um den Stift gebogen (K). Dabei wird die volle Öse noch nicht
gebildet (L). In Zehntelspänen wird der Kanal an der rechten Seite stückweise
solange verbreitert, bis die auch zehntelweise verlängerten Drahtstücke fast
eine volle Öse bilden (M). Zwei solcher Biegestücke werden nun auf die Löthilfe
(D) gesteckt und zusammengelötet (N).
. Für die
Biegevorrichtung wird in eine Ms-Platte ein flacher Kanal etwa nur 1 bis 1,5 mm
tief gefräst (F). Dieser Kanal hat noch nicht die endgültige Breite! In diesem
Kanal ist eine feste Backe (b) eingeklebt/-gelötet. Mit einer beweglichen Backe
(c) wird ein 0,25-mm-Cu-Draht (d) geklemmt, welcher die Länge der Breite des
Kanals hat (G). So kann der Draht rechtwinklig und sehr scharfkantig (Kupfer
erlaubt das) nach unten gebogen werden (H). Die (c) klemmt weiterhin den Draht.
Dieser wird nun um einen kurz ausragenden 0,5-mm-Stahlstift (e) gebogen, welcher
von unten in eine exakte Bohrung gesteckt wird (J). Wichtig ist die Einhaltung
der Maße 0,25 und 0,5 (Koordinaten-Bohren und -Fräsen, vgl. SchiffsModell
Hefte 9/2019 und 11/2019). Ein Tip: beim Einkleben der (b) wird diese
gegen einen "genullten" 4-mm-Zylinderstift (in Y-Richtung) geschoben. Das freie
Drahtende wird nun um den Stift gebogen (K). Dabei wird die volle Öse noch nicht
gebildet (L). In Zehntelspänen wird der Kanal an der rechten Seite stückweise
solange verbreitert, bis die auch zehntelweise verlängerten Drahtstücke fast
eine volle Öse bilden (M). Zwei solcher Biegestücke werden nun auf die Löthilfe
(D) gesteckt und zusammengelötet (N).
Bei der 4. Variante
werden auf der (D) zwei Ringe (aus 0,25-mm-Cu-Draht) gesteckt und mit einem
Mittelstück (g) zusammengelötet
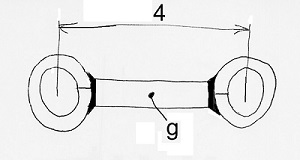 . Für das (g)
sehe ich drei Herstellungsvarianten: die einfachste, ich
fräste einen Riegel
(3 x 0,5 x 0,25 mm) oder ich löte zwei 0,25-mm-Cu-Drähte zusammen und länge sie
danach auf 3 mm ab oder ich quetsche ein gedrehtes Ms- oder Cu-Stück von etwa 5
mm Länge mit exakt Ø 0,332 (0,33 genügt) auf 0,25 mm dicke. Danach länge ich das
Stück auf 3 mm ab. Betr. das Quetschen siehe nächste Variante.
. Für das (g)
sehe ich drei Herstellungsvarianten: die einfachste, ich
fräste einen Riegel
(3 x 0,5 x 0,25 mm) oder ich löte zwei 0,25-mm-Cu-Drähte zusammen und länge sie
danach auf 3 mm ab oder ich quetsche ein gedrehtes Ms- oder Cu-Stück von etwa 5
mm Länge mit exakt Ø 0,332 (0,33 genügt) auf 0,25 mm dicke. Danach länge ich das
Stück auf 3 mm ab. Betr. das Quetschen siehe nächste Variante.
Eine interessante 5.
Variante geht so: Ich drehe einen Rohling aus Drehmessing, der wird
ausgeglüht und danach mit Hilfe der
Kniehebelpresse auf exakt 0,25 mm Dicke gequetscht
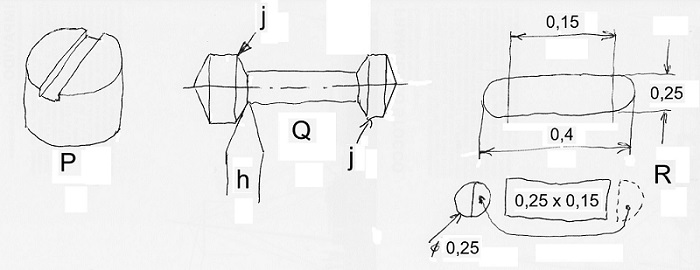 . Wie kann man
diese 0,25 mm einhalten? Für die Presse benötigt man je ein Unter- und ein
Oberteil (beides runde Platten) aus Silberstahl, weil ich sie härten will, die
Durchmesser etwa 7 bis 8 mm. Die Platte des Unterteils wird mit einem
2,5-mm-Fingerfräser sparsam überstirnt und sofort die digitale Meßleiste
(0,01-mm-Anzeige) des Höhensupports "genullt". Danach wird in mehreren geringen
Spänen in der Mitte quer eine 0,25 tiefe Nut gefräst (P), das Maß soll genau
eingehalten werden. Die obere Platte wird nur plangedreht. Beide Platten werden
gehärtet. Der gedrehte Rohling könnte so aussehen (Q). Ich würde dafür einen
Spitzdrehstahl (h) verwenden. Das Problem: in welchen Durchmesser muß ich
vordrehen, damit gequetscht eine bestimmte Breite erlangt wird? Bei (R) wird das
Ganze erklärt. Der gequetschte Querschnitt (oben) vom Steg wird in ein Rechteck
(0,25 x 0,15) und einen Kreis (Ø 0,25) zerlegt. Das Rechteck ist 0,0375 mm² groß
und der Kreis hat 0,04909 mm², beide zusammen 0,08659 mm². Um den Steg
auf die richtige Dicke und Breite zu quetschen, muß ich einen Stab von
0,08659 mm² drehen. Welchem Durchmesser dies entspricht, kann man mit der
Kreisflächenformel errechnen oder ganz einfach im Internet mit dem Kreisrechner
ermitteln (flaecheninhalt-von-kreis-kreisflaeche-berechnen als Suchwort!)
Der Kreisrechner gibt für diese Kreisfläche einen Durchmesser von 0,33204 mm an
WOW! Für unsere Dreherei genügen 0,33 mm. Ähnlich ist es bei den beiden Köpfen.
Ein gedrehter Durchmesser 0,55 mm ergibt nach den Quetschen auf 0,25 mm Dicke
einen Durchmesser von 1 mm, den wir haben wollen. Ob man die Kanten (j)
verrunden und wie man die Längen drehen muß, das müssen Versuche ergeben. Der
gedrehte Rohling wird in die 0,25 mm tiefe Nut gelegt und mit der oberen Platte
zusammengequetscht.
. Wie kann man
diese 0,25 mm einhalten? Für die Presse benötigt man je ein Unter- und ein
Oberteil (beides runde Platten) aus Silberstahl, weil ich sie härten will, die
Durchmesser etwa 7 bis 8 mm. Die Platte des Unterteils wird mit einem
2,5-mm-Fingerfräser sparsam überstirnt und sofort die digitale Meßleiste
(0,01-mm-Anzeige) des Höhensupports "genullt". Danach wird in mehreren geringen
Spänen in der Mitte quer eine 0,25 tiefe Nut gefräst (P), das Maß soll genau
eingehalten werden. Die obere Platte wird nur plangedreht. Beide Platten werden
gehärtet. Der gedrehte Rohling könnte so aussehen (Q). Ich würde dafür einen
Spitzdrehstahl (h) verwenden. Das Problem: in welchen Durchmesser muß ich
vordrehen, damit gequetscht eine bestimmte Breite erlangt wird? Bei (R) wird das
Ganze erklärt. Der gequetschte Querschnitt (oben) vom Steg wird in ein Rechteck
(0,25 x 0,15) und einen Kreis (Ø 0,25) zerlegt. Das Rechteck ist 0,0375 mm² groß
und der Kreis hat 0,04909 mm², beide zusammen 0,08659 mm². Um den Steg
auf die richtige Dicke und Breite zu quetschen, muß ich einen Stab von
0,08659 mm² drehen. Welchem Durchmesser dies entspricht, kann man mit der
Kreisflächenformel errechnen oder ganz einfach im Internet mit dem Kreisrechner
ermitteln (flaecheninhalt-von-kreis-kreisflaeche-berechnen als Suchwort!)
Der Kreisrechner gibt für diese Kreisfläche einen Durchmesser von 0,33204 mm an
WOW! Für unsere Dreherei genügen 0,33 mm. Ähnlich ist es bei den beiden Köpfen.
Ein gedrehter Durchmesser 0,55 mm ergibt nach den Quetschen auf 0,25 mm Dicke
einen Durchmesser von 1 mm, den wir haben wollen. Ob man die Kanten (j)
verrunden und wie man die Längen drehen muß, das müssen Versuche ergeben. Der
gedrehte Rohling wird in die 0,25 mm tiefe Nut gelegt und mit der oberen Platte
zusammengequetscht.
Die 6. Variante ist
bei richtiger Anwendung machbar, auch für einen Modellbauer, der
überdurchschnittlich gut drehen und fräsen kann: Die Teile werden aus
0,2-mm-Ms-Blech unter Benutzung der Kniehebelpresse gestanzt (Die Bohrpinole der
Fräsmaschine genügt bei den relativ geringen Kräften auch). Der Schnittstempel
wird mit zwei aus Silberstahl gefrästen Eigenbau-Formfräsern ähnlich der
Messing-Profile ganz
oben hergestellt und gehärtet. Hätte man einen 0,4-mm-Fingerfräser könnte man
den Durchbruch in der Schnittplatte (sie bleibt ungehärtet!) so herstellen:
bohren von zwei Löchern 4 mm Abstand, danach mit dem Minifräser bei
feststehendem Y-Support in Zehntel-Spänen tiefergehend die Nut zwischen den
beiden Bohrungen einfräsen. Die Kontur, wie bei (S) gezeichnet, muß nicht sehr
tief eingefräst werden 0,7 mm genügen
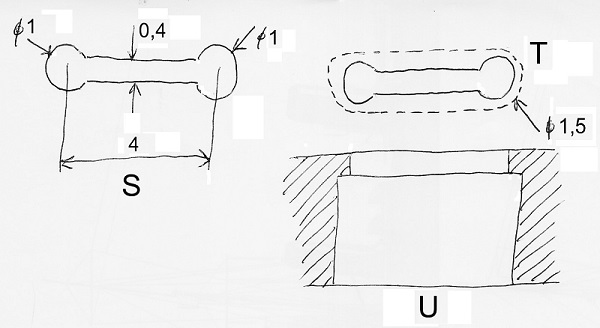 . Denn fast die
gesamte Dicke der Schnittplatte wird später von unten her z.B. mit einem
1,5-mm-Fingerfräser (oder auch größer) "größer gefräst", damit die Stanzteile
frei durchfallen können (T). (U) zeigt das im Querschnitt.
. Denn fast die
gesamte Dicke der Schnittplatte wird später von unten her z.B. mit einem
1,5-mm-Fingerfräser (oder auch größer) "größer gefräst", damit die Stanzteile
frei durchfallen können (T). (U) zeigt das im Querschnitt.
Man kann allerdings diese
spezielle Durchbruchsform auch anders "erzeugen", indem man die Schnittplatte
teilt (V) 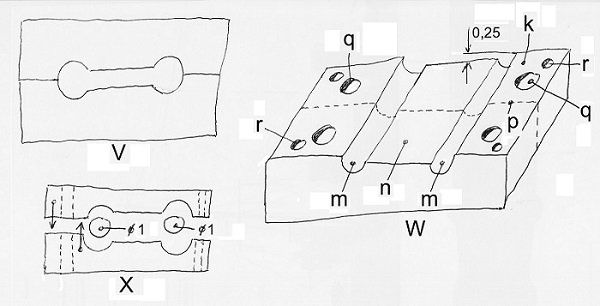 . Eine
größere Platte (W) wird oben (k) sparsam überstirnt. Dann werden mit einem
0,5-mm-Radius-Fräser auf 4 mm Abstand die beiden Nuten in Zehntel-Spänen exakt
0,5 mm tief (digitale Höhen-Meßeinrichtung am Höhensupport) eingefräst und
danach die Fläche (n) 0,25 mm tiefer (digitale....) gefräst. Nun wird die Platte
in zwei Hälften zersägt (p), die paßgenau übereinander verschraubt und
verstiftet werden (X). Bei (W) habe ich die Schrauben-Bohrungen (q) und die
geriebenen Stift-Bohrungen (r) schon angedeutet. (X) macht deutlich, daß man für
das richtige Bohren/Reiben zwei 1-mm-Drähte einlegen muß. Wenn man richtig
gearbeitet hat, hat man am Ende eine Schnittplatte nach (V).
. Eine
größere Platte (W) wird oben (k) sparsam überstirnt. Dann werden mit einem
0,5-mm-Radius-Fräser auf 4 mm Abstand die beiden Nuten in Zehntel-Spänen exakt
0,5 mm tief (digitale Höhen-Meßeinrichtung am Höhensupport) eingefräst und
danach die Fläche (n) 0,25 mm tiefer (digitale....) gefräst. Nun wird die Platte
in zwei Hälften zersägt (p), die paßgenau übereinander verschraubt und
verstiftet werden (X). Bei (W) habe ich die Schrauben-Bohrungen (q) und die
geriebenen Stift-Bohrungen (r) schon angedeutet. (X) macht deutlich, daß man für
das richtige Bohren/Reiben zwei 1-mm-Drähte einlegen muß. Wenn man richtig
gearbeitet hat, hat man am Ende eine Schnittplatte nach (V).
Der Schnittstempel muß
vollkommen spielfrei in die Kontur der Schnittplatte passen. Bei zu viel
"Schnittluft" gibt es sog. Schnittgrat. Ist dieser vorhanden, so schraubt man
die Schnittplatte auseinander (Richtung nicht verwechseln, Markierung!) und
beschleift von Hand auf Schmirgelleinen die Flächen (k) in (W) solange, bis der
Stempel ohne Schnittluft gut schneidet....
zurück/back
|
home
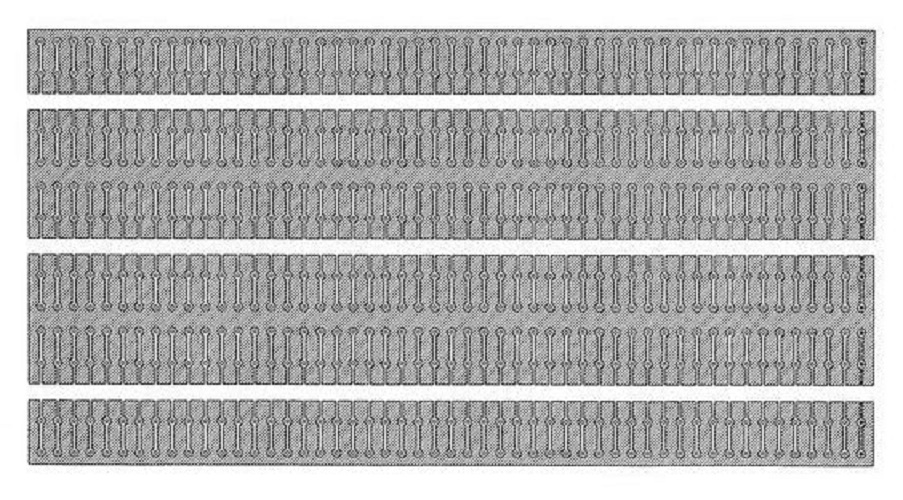 (kleine Fotos anklicken).
In diesem Bild sehen wir 300 Schäkel an ihren Haltestegen. So vorbereitet habe
ich mich an div. Firmen gewandt, welche mit dem Laserstrahl schneiden. Das
Ergebnis: Ich habe keinen Betrieb gefunden, der mir die paar Teile schneidet.
Ich vermute, daß sich die Firmen mit derart unlukrativen Aufträgen nicht abgeben
möchten; sie wollen Riesen-Aufträge "an Land ziehen". Ein Mitarbeiter sagte mir
gar am Telefon, daß sie für einen Privatmann garnicht arbeiten dürfen -
Deutschland!
(kleine Fotos anklicken).
In diesem Bild sehen wir 300 Schäkel an ihren Haltestegen. So vorbereitet habe
ich mich an div. Firmen gewandt, welche mit dem Laserstrahl schneiden. Das
Ergebnis: Ich habe keinen Betrieb gefunden, der mir die paar Teile schneidet.
Ich vermute, daß sich die Firmen mit derart unlukrativen Aufträgen nicht abgeben
möchten; sie wollen Riesen-Aufträge "an Land ziehen". Ein Mitarbeiter sagte mir
gar am Telefon, daß sie für einen Privatmann garnicht arbeiten dürfen -
Deutschland!