 Ich beginne mit der Halterung für diese
Scheinwerfer. Von zwei schlagzahn-gefrästen Profilen mit 1,6-mm-Bohrungen im
Zentrum...
Ich beginne mit der Halterung für diese
Scheinwerfer. Von zwei schlagzahn-gefrästen Profilen mit 1,6-mm-Bohrungen im
Zentrum...12-Zoll-Signal- und Suchscheinwerfer
12" signal searchlight
Außen am Schanzkleid vom Brückendeck sind zwei Scheinwerfer mit einem Durchmesser der Optik von 12 Zoll (12 inch, das sind rund 305 mm) angebracht.
Ich beginne mit der Halterung für diese
Scheinwerfer. Von zwei schlagzahn-gefrästen Profilen mit 1,6-mm-Bohrungen im
Zentrum...
 ...werden 0,5 mm dicke Scheiben abgesägt
und entgratet.
...werden 0,5 mm dicke Scheiben abgesägt
und entgratet.
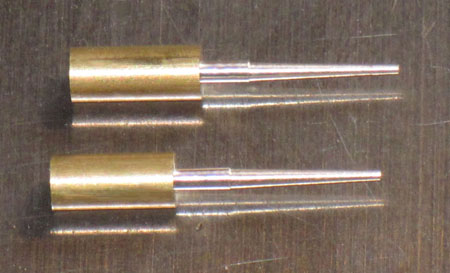
 Dazu zwei 7,9 mm lange Drehteile mit 0,4
bzw. 0,5 langen 1,6-mm-Zapfen an den Enden, 1-mm-Bohrung von einer Seite, 6 mm
tief.
Dazu zwei 7,9 mm lange Drehteile mit 0,4
bzw. 0,5 langen 1,6-mm-Zapfen an den Enden, 1-mm-Bohrung von einer Seite, 6 mm
tief.
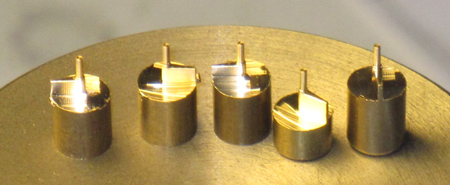
 Zusammengelötet werden die drei Teile
selbstverständlich im Lötprisma.
Zusammengelötet werden die drei Teile
selbstverständlich im Lötprisma.
 Gleichzeitig wird der nach oben
ragende "Stab" mit eingelötet.
Gleichzeitig wird der nach oben
ragende "Stab" mit eingelötet.
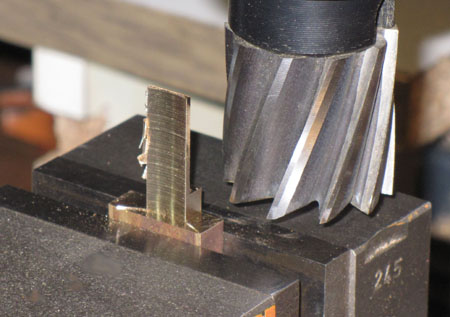 Jetzt fräse ich mit einem
28-mm-Walzenstirnfräser ein Profil für zwei "Grundplatten". Weil diese
Halterungen von außen an gerundete (Radius 14 mm) Schanzkleidteile angeklebt
werden, muß diese Seitenfläche gerundet sein. Im Bild wird die Stärke (1 mm) der
Platten gefräst. Ich gehe von oben in nur 1-mm-Schritten tiefer. Würde man
versuchen, die gesamte Höhe zu fräsen, würde sich das Profilstück einfach
wegbiegen. Zwei Platten werden vom fertigen Profil abgesägt.
Jetzt fräse ich mit einem
28-mm-Walzenstirnfräser ein Profil für zwei "Grundplatten". Weil diese
Halterungen von außen an gerundete (Radius 14 mm) Schanzkleidteile angeklebt
werden, muß diese Seitenfläche gerundet sein. Im Bild wird die Stärke (1 mm) der
Platten gefräst. Ich gehe von oben in nur 1-mm-Schritten tiefer. Würde man
versuchen, die gesamte Höhe zu fräsen, würde sich das Profilstück einfach
wegbiegen. Zwei Platten werden vom fertigen Profil abgesägt.
 Die ebenen Flächen der Platten werden
verzinnt. Darauf stelle ich die Teile (zwei Fotos weiter oben), richte sie
leicht beschwert aus und erhitze noch einmal (bei Zugabe von Lötwasser!) mit dem
Propangasbrenner. So löten sie sicher an, ohne daß alles auseinanderfällt.
Die ebenen Flächen der Platten werden
verzinnt. Darauf stelle ich die Teile (zwei Fotos weiter oben), richte sie
leicht beschwert aus und erhitze noch einmal (bei Zugabe von Lötwasser!) mit dem
Propangasbrenner. So löten sie sicher an, ohne daß alles auseinanderfällt.
 (Foto anklicken) Mit dem Ausleger der
Hellingbohrmaschine wird
das Teil mit der 1,7-mm-Spannzange der Uhrmacherdrehmaschine exakt senkrecht
gehalten und so an das Schanzkleid geklebt.
(Foto anklicken) Mit dem Ausleger der
Hellingbohrmaschine wird
das Teil mit der 1,7-mm-Spannzange der Uhrmacherdrehmaschine exakt senkrecht
gehalten und so an das Schanzkleid geklebt.
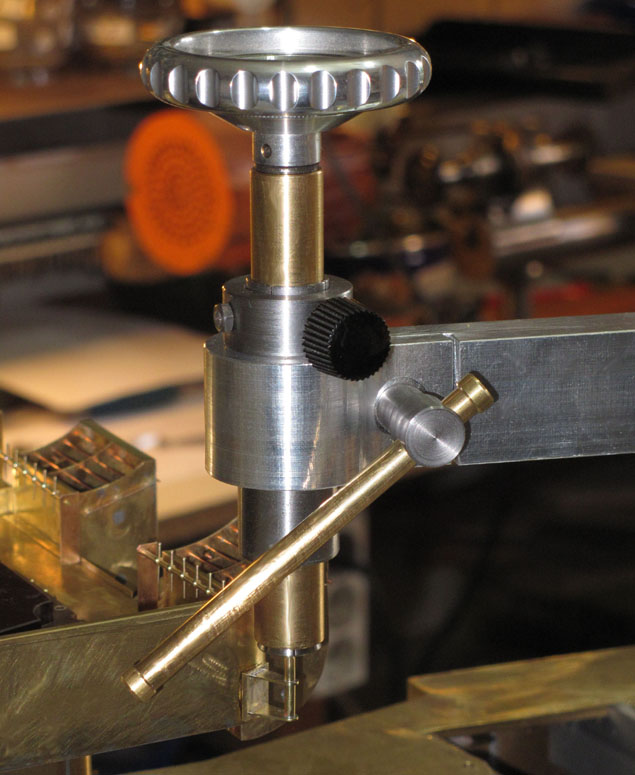
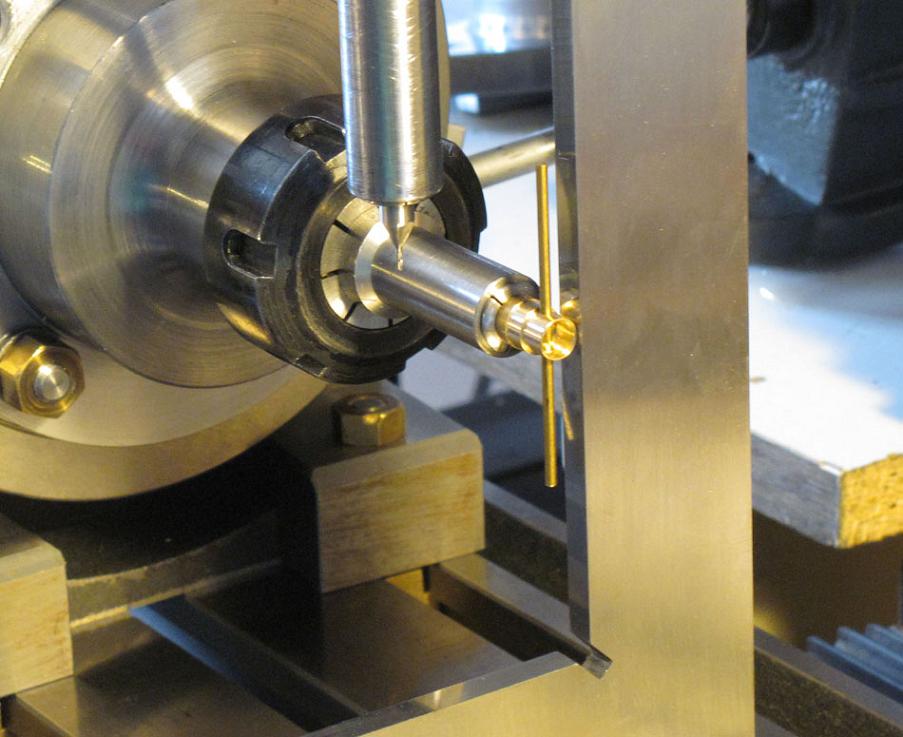
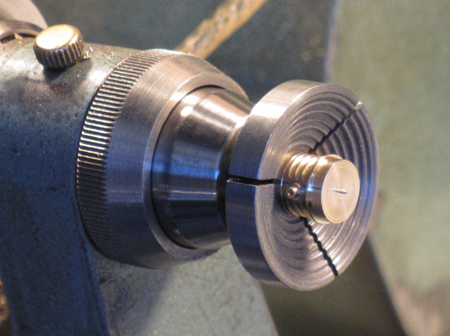
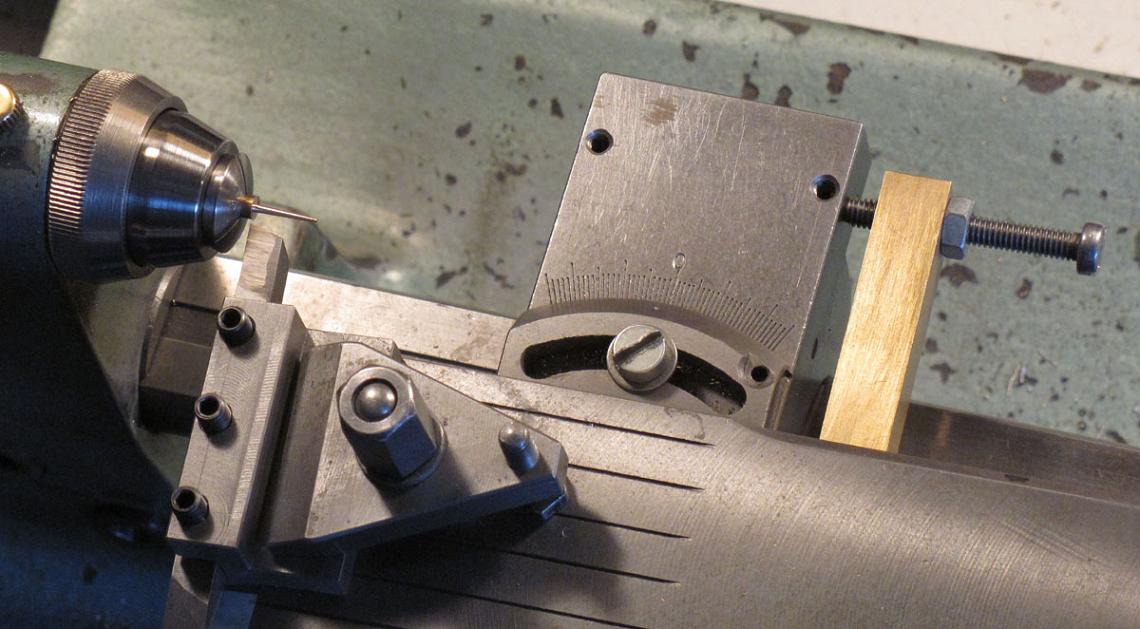 (Foto anklicken) Jetzt werden die konischen "Haltegabeln"
für das Scheinwerfergehäuse aus 3-mm-Rund-Messing gedreht. Die Verstellung der
Obersupports beträgt (errechnet) etwa 1,8°. Exakt eingestellt wird jedoch mit
der gekonterten Einstellschraube rechts im Bild.
(Foto anklicken) Jetzt werden die konischen "Haltegabeln"
für das Scheinwerfergehäuse aus 3-mm-Rund-Messing gedreht. Die Verstellung der
Obersupports beträgt (errechnet) etwa 1,8°. Exakt eingestellt wird jedoch mit
der gekonterten Einstellschraube rechts im Bild.
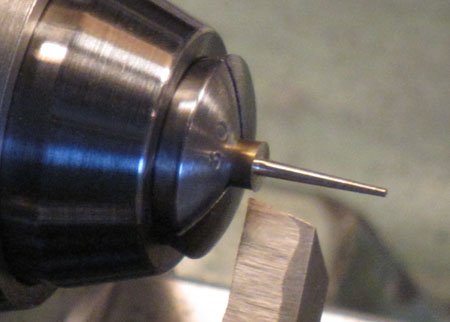 Eine Nahaufnahme davon. D = 1 mm, d= 0,5
mm und die Länge des Konus beträgt 8 mm.
Eine Nahaufnahme davon. D = 1 mm, d= 0,5
mm und die Länge des Konus beträgt 8 mm.
 Auf einer anderen Drehmaschine drehe ich
das zylindrische Mittelstück (Durchmesser 1,2 mm) an. Ich will den einmal
eingestellten Konus nicht verstellen müssen!
Auf einer anderen Drehmaschine drehe ich
das zylindrische Mittelstück (Durchmesser 1,2 mm) an. Ich will den einmal
eingestellten Konus nicht verstellen müssen!
 Zurück auf der Uhrmacherdrehmaschine wird
in der 3-mm-Zange die andere Seite vorgedreht.
Zurück auf der Uhrmacherdrehmaschine wird
in der 3-mm-Zange die andere Seite vorgedreht.
 Dann wird auf das 1,2-mm-Mittelstück
gespannt und der Konus...
Dann wird auf das 1,2-mm-Mittelstück
gespannt und der Konus...
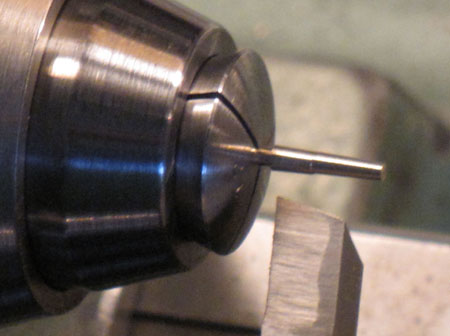 ...vorgedreht und...
...vorgedreht und...
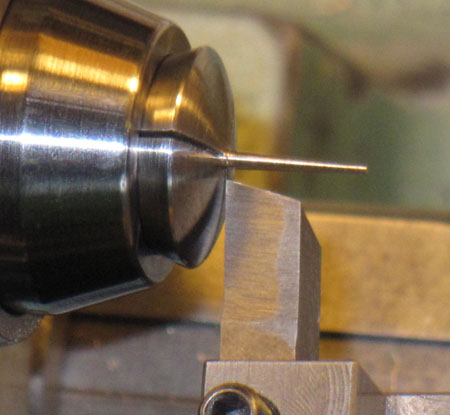 schließlich fertiggedreht.
schließlich fertiggedreht.
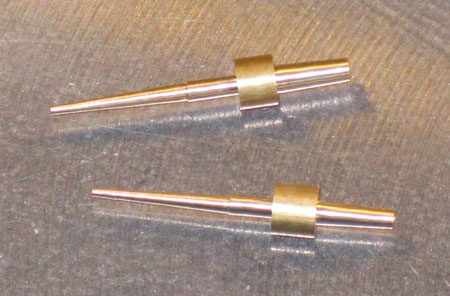
 Sieht fertig so aus. Ich habe das hier aus
dem Grunde so ausführlich gezeigt, weil "Scheinwerfer-Gabeln" meistens so
geformt sind.
Sieht fertig so aus. Ich habe das hier aus
dem Grunde so ausführlich gezeigt, weil "Scheinwerfer-Gabeln" meistens so
geformt sind.
 Vor dem Biegen werden die kleinen Teile
ausgeglüht, das Messing dabei nicht verbrennen!
Vor dem Biegen werden die kleinen Teile
ausgeglüht, das Messing dabei nicht verbrennen!
 Ein gedrehter Rundungskörper...
Ein gedrehter Rundungskörper...
 ...wird zusammen mit einem Drehteil im
Schraubstock gespannt...
...wird zusammen mit einem Drehteil im
Schraubstock gespannt...
 ...und so kann die "Gabel" gebogen werden.
...und so kann die "Gabel" gebogen werden.
 Beide in einer Nahaufnahme.
Beide in einer Nahaufnahme.
 Zwei Teile (ich habe vier gemacht) und von
einem Profil mit gerundeten Kanten...
Zwei Teile (ich habe vier gemacht) und von
einem Profil mit gerundeten Kanten...
 ...werden 0,4 mm dicke Scheiben abgesägt.
...werden 0,4 mm dicke Scheiben abgesägt.
 Vier Schraubenkopf-Imitate werden
eingelötet. Die Fläche (hier untenliegend) wird zuvor verzinnt.
Vier Schraubenkopf-Imitate werden
eingelötet. Die Fläche (hier untenliegend) wird zuvor verzinnt.
 Die Teile der Haltegabel. Damit die
gebogene Gabel gerade eingeklebt wird, lege ich den Schaft eines
0,85-mm-Wendelbohrers (errechnet!) unter.
Die Teile der Haltegabel. Damit die
gebogene Gabel gerade eingeklebt wird, lege ich den Schaft eines
0,85-mm-Wendelbohrers (errechnet!) unter.
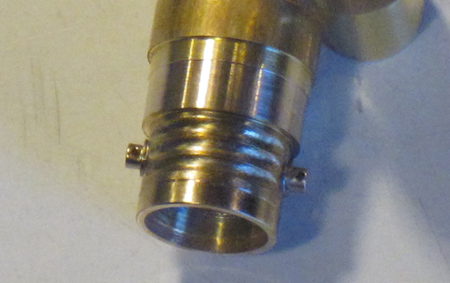
 Zwei Scheinwerfergehäuse werden im
Taktverfahren vorgedreht...
Zwei Scheinwerfergehäuse werden im
Taktverfahren vorgedreht...
 ...und die 2-mm-Querbohrung gebohrt.
...und die 2-mm-Querbohrung gebohrt.
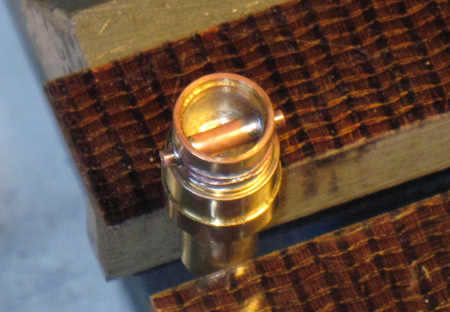
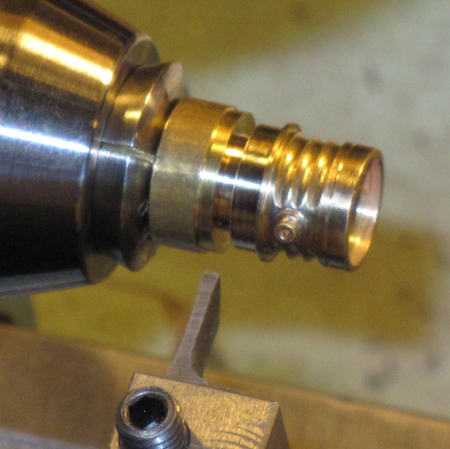
 (Foto anklicken) Mit der Querbohrung kann ich die Gehäuse
im Teilkopf (gestellter Rundtisch) ausrichten...
(Foto anklicken) Mit der Querbohrung kann ich die Gehäuse
im Teilkopf (gestellter Rundtisch) ausrichten...
 ...und so je sechs Wellenrippen mit einem
1-mm-Fingerfräser gerundet einarbeiten.
...und so je sechs Wellenrippen mit einem
1-mm-Fingerfräser gerundet einarbeiten.
 Aus 2-mm-Rund-Messing wird eine Achse
mit 0,9 mm langen 1,3-mm-Zapfen und 0,6-mm-Bohrungen in den Enden eingelötet.
Das Teil ist dazu im Schraubstock mit Pertinax-Backen gespannt und wird mit dem
Propangas-Brenner erhitzt. Das Zinn gebe ich von innen an die Achse.
Aus 2-mm-Rund-Messing wird eine Achse
mit 0,9 mm langen 1,3-mm-Zapfen und 0,6-mm-Bohrungen in den Enden eingelötet.
Das Teil ist dazu im Schraubstock mit Pertinax-Backen gespannt und wird mit dem
Propangas-Brenner erhitzt. Das Zinn gebe ich von innen an die Achse.
 Damit es nicht zu viel wird, benutze ich
einen stark verjüngten Lötzinn-Draht dazu.
Damit es nicht zu viel wird, benutze ich
einen stark verjüngten Lötzinn-Draht dazu.
 Beide Teile anschließend verputzt.
Beide Teile anschließend verputzt.
 Kleine Handhebel werden als
Schlagzahnteile vorgedreht und -fräst (Durchmesser 5 mm)...
Kleine Handhebel werden als
Schlagzahnteile vorgedreht und -fräst (Durchmesser 5 mm)...
 ...und davon die Hebel 0,25 mm dick
abgesägt. So kleine Teile zu machen, ist null Problem, wenn man sich dazu alle
technischen Möglichkeiten geschaffen hat. Das sollte man tun - bevor man mit dem
Bau eines guten Modells beginnt!
...und davon die Hebel 0,25 mm dick
abgesägt. So kleine Teile zu machen, ist null Problem, wenn man sich dazu alle
technischen Möglichkeiten geschaffen hat. Das sollte man tun - bevor man mit dem
Bau eines guten Modells beginnt!
 Die Querachse wird mit einem
5-mm-Fingerfräser herausgestochen. Es muß ein Fräser sein, bei dem eine Schneide
bis zur Mitte reicht, ein sog. Tauchfräser!
Die Querachse wird mit einem
5-mm-Fingerfräser herausgestochen. Es muß ein Fräser sein, bei dem eine Schneide
bis zur Mitte reicht, ein sog. Tauchfräser!
 Das kann man hier gut erkennen. Die kurzen
Stifte an den Hebeln reichen nun bis innen und können von innen mit
Sekundenkleber befestigt werden.
Das kann man hier gut erkennen. Die kurzen
Stifte an den Hebeln reichen nun bis innen und können von innen mit
Sekundenkleber befestigt werden.
 In die Achsstummel werden mit dem Maß der
"Gabelweite" 0,5-mm-Bohrungen gebohrt. Mit dem kleinsten Zahnarzt-Kugelfräser
habe ich hier zentriert.
In die Achsstummel werden mit dem Maß der
"Gabelweite" 0,5-mm-Bohrungen gebohrt. Mit dem kleinsten Zahnarzt-Kugelfräser
habe ich hier zentriert.
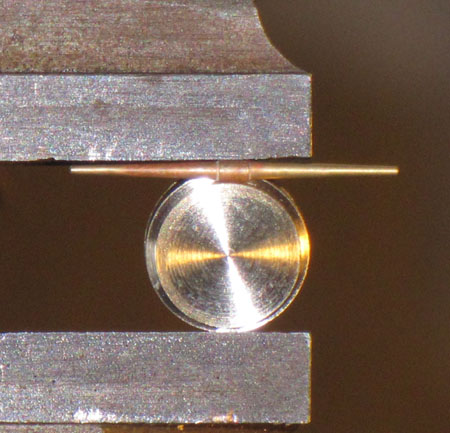
 Nun ist es Zeit, die Gehäuse abzustechen.
Nun ist es Zeit, die Gehäuse abzustechen.
 Spannung in einer Stufenspannzange (gut,
wenn man alle Spannmöglichkeiten an der Drehmaschine hat). Plandrehen und
Anarbeiten der hinteren Rundung.
Spannung in einer Stufenspannzange (gut,
wenn man alle Spannmöglichkeiten an der Drehmaschine hat). Plandrehen und
Anarbeiten der hinteren Rundung.
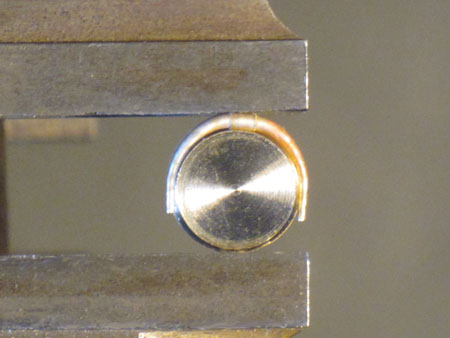
 Fertig.
Fertig.
 Endmontage: Einkleben der beiden
seitlichen Hebel (zur Bedienung der Blinkklappen), der "Gabel" und des
Kabelanschlusses.
Endmontage: Einkleben der beiden
seitlichen Hebel (zur Bedienung der Blinkklappen), der "Gabel" und des
Kabelanschlusses.
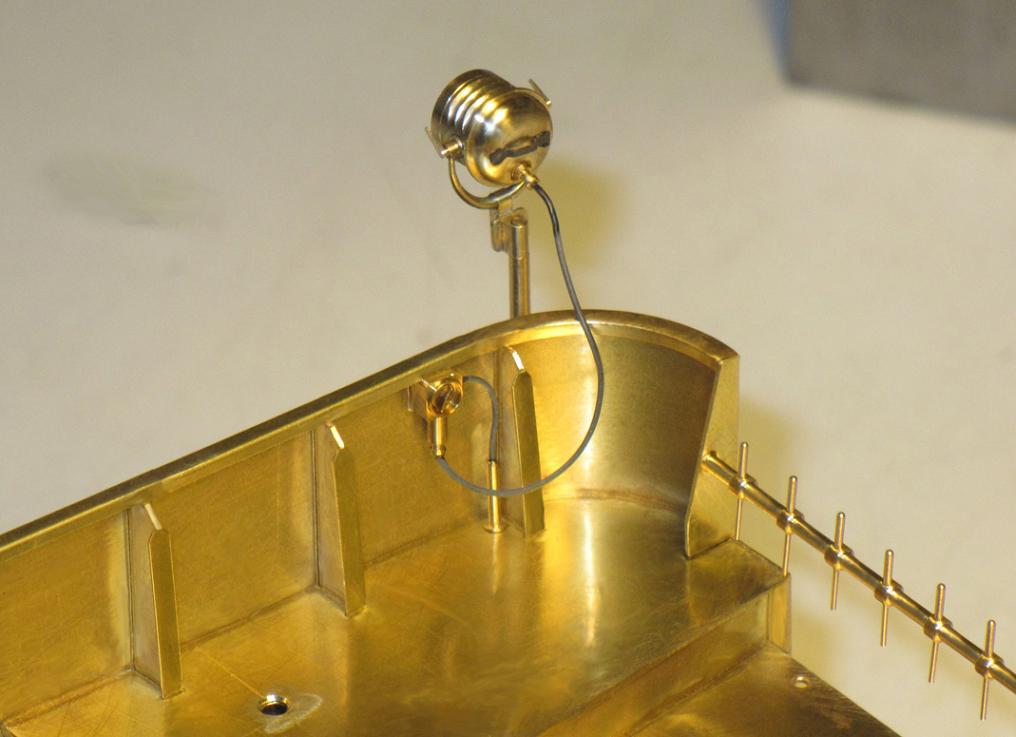 (Foto anklicken) So sieht die komplette Anlage an
Steuerbord aus.
(Foto anklicken) So sieht die komplette Anlage an
Steuerbord aus.
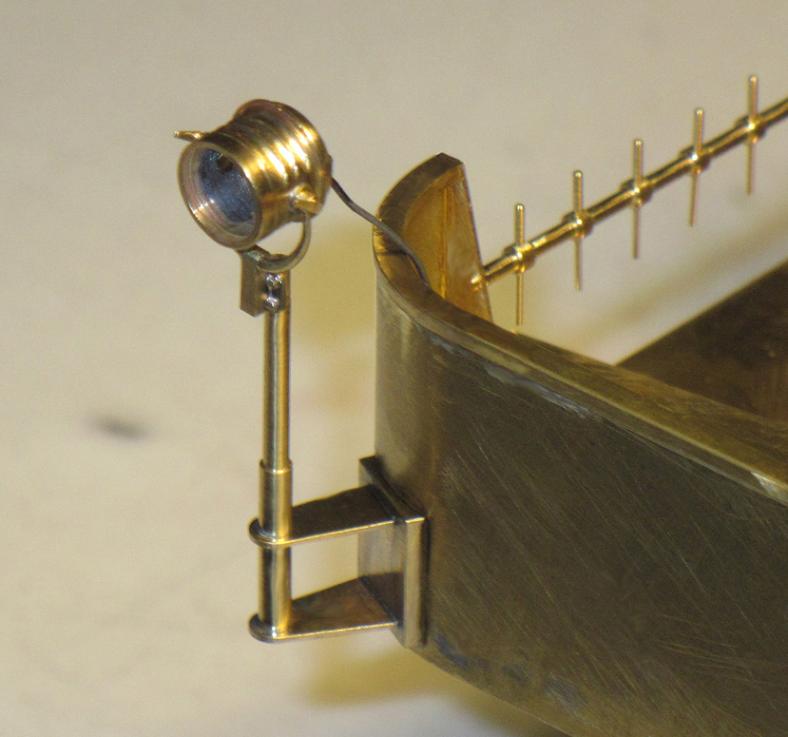 (Foto anklicken) Von außen gesehen.
(Foto anklicken) Von außen gesehen.
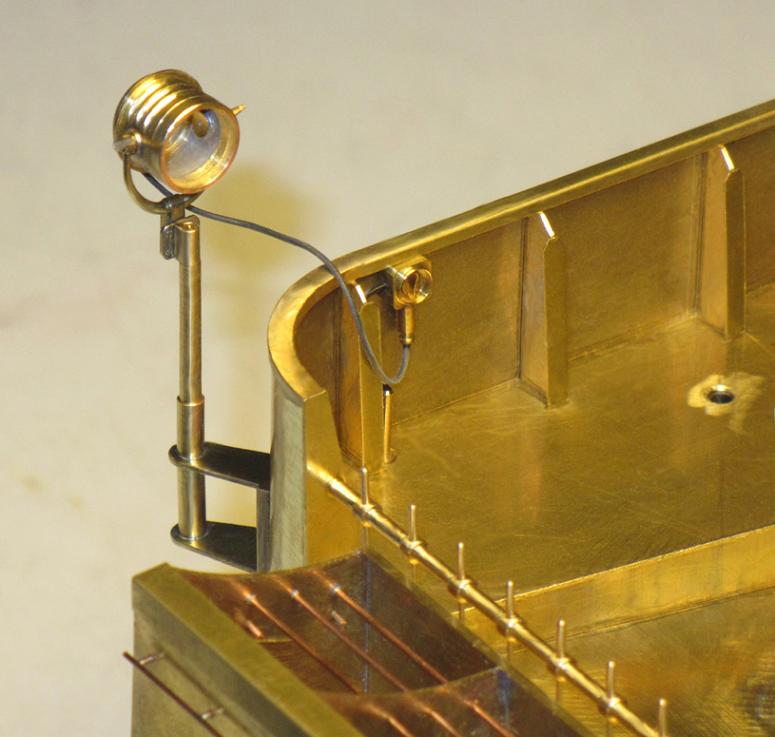 (Foto anklicken) Und ebenso an Backbord. Erst nach dem
Spritzen werden die Plexiglas-Scheiben eingeklebt. (Eben hat Ghana das zweite
Tor geschossen! Jetzt haben die Deutschen aber zu tun...! Jetzt der Ausgleich,
2:2 durch Klose, Sekunden nach seiner Einwechslung!)
(Foto anklicken) Und ebenso an Backbord. Erst nach dem
Spritzen werden die Plexiglas-Scheiben eingeklebt. (Eben hat Ghana das zweite
Tor geschossen! Jetzt haben die Deutschen aber zu tun...! Jetzt der Ausgleich,
2:2 durch Klose, Sekunden nach seiner Einwechslung!)
045
![]()