
 (kleine Fotos anklicken)
(kleine Fotos anklicken)Willkommen an Bord!
welcome aboard!
Ich begrüße Sie auf meiner privaten Homepage, welche ich seit 2005 betreibe.
I welcome you as the visitor since 2005 to the website of ship model builders Juergen Eichardt
Jürgen Eichardt
Jürgen Eichardt ist am 30.09.2021 in Ettlingen nach langer schwerer Krankheit verstorben.
Der Plan-Versand wird wie gewohnt weiter laufen.
Jürgen Eichardt passed away on September 30th, 2021 in Ettlingen after a long and serious illness.
The plan dispatch will continue as usual.
(kleine Fotos anklicken)
JüEi an Bord des Segelschulschiffs KRUSENSTERN und mit seinem Brigg-Modell.
![]()
Auf den nächsten über 300 Web-Seiten erfahren Sie mehr über mich und meine Hobbys (Schiffsmodellbau, Zeichnen von Schiffsmodellplänen und Metallbearbeitung im Hobbybereich).
On the following over 300 web-sites you can learn more about me and my hobbies ship model-making, drawing of ship model plans and metalworking in the hobby area.
grün sind alle Innen- und Außen-Links gefärbt! Ich wünsche viel Freude beim "Blättern". Am unteren Rand der Seiten sind die "Buttons" für die Innenverlinkung angeordnet.
Auf meiner Homepage bemühe ich mich, alle Texte nach der einzig gültigen, sinnvoll gewachsenen deutschen Rechtschreibung zu schreiben. Die sog. "neue Rechtschreibung", welche keinen Regeln mehr folgt, unnötig wie eine dritte Schulter ist, nach Gutdünken festgelegt wurde, nur ein Zugeständnis, ein Verbiegen, vor der lernunwilligen Null-Bock-Generation unserer Zeit und lediglich ein Riesengeschäft für die DUDEN-Verlage ist, erkenne ich nie an. Meine richtig geschriebenen Texte werden bei den Verlagen gegen meinen Willen "verschlimmbessert". Der Irrsinn hat Methode, inzwischen haben die Volksverblöder noch die sog. "Leichte Sprache" erfunden. Wann endlich darf jeder schreiben wie er will....? Das haben "Pädagogen" natürlich auch schon angeregt, wie z.B. auch die Abschaffung der Zensuren... Irrenhaus Deutschland!
In unseren überfüllten Uni´s studiert inzwischen jeder Depp für die Zeit seiner Arbeitslosigkeit, keine MINT-Fächer, nee nee, was "Soziales" wird gern genommen oder Geschwätzwissenschaften...oder "irgendwas mit Medien", auf jeden Fall nix mit Hände Arbeit, was die Menschheit wirklich braucht, z.B. Handwerker, Techniker, Ingenieure...
Peter Scholl-Latour in einem Interview aus Anlaß seines 90. Geburtstages am 9.3.2014: "Wir leben in einem Zeitalter der Massenverblödung, besonders der medialen Massenverblödung."
Erschreckende Umfragen haben jetzt ergeben, daß ein Drittel der Deutschen nicht Kopfrechnen kann, das sind immerhin fast 15%.
Leseempfehlung von mir: Birgit Kelle, "Noch normal? - das läßt sich gendern!", erhältlich beim Kopp-Verlag.
Neues vom Suez-Kanal:





![]()
Drei neue Planbücher der Superlative sind bei ANATOMY OF THE SHIPS erschienen: BB YAMATO und MUSASHI, BB USS IOWA und BB BISMARCK, hier! Wegen einer Falschbestellung habe ich das IOWA-Buch doppelt. Wer Interesse hat, kann es von mir bekommen (€ 40,- plus Paketporto).
Ich kann nur den dringenden Rat geben, Modelle von so großen Originalen erst zu bauen, wenn man Jahrzehnte Modellbauerfahrungen hat. Zudem ist ein Maßstab von 1:100, in dem diese BB´s noch sinnvoll zu bauen sind, mehr als ungünstig. Ständig muß ich überlegen, was von dem, was der Zeichner zu Papier gebracht hat oder ich auf Fotos gut erkennen kann, ich mit meinen Möglichkeiten überhaupt noch bauen kann...
![]()
Das Hobby Schiffsmodellbau erzieht zu genauer und sorgfältiger Arbeit und zur Ordnung:

![]()
Literaturtip:
Philipp Hartwig, "Naturvölker im Rausch", ISBN 765-465700-12-3, Leserprobe hier
![]()
Nehmen Sie in Bilderserien am Detail-Modellbau für das 1:50-Modell des Zerstörer USS CASSIN YOUNG (FLETCHER-Klasse von 1943) teil...
Bei der Serie (Regale für Stahlhelme) geht es ab 4.2.2021 weiter!
auch interessant: Nr. 111 (Schraubstock)
 (klick)
(klick)
small images-series of my model construction for the 1:50-scale-model destroyer USS CASSIN YOUNG (FLETCHER-class)...
...und besuchen Sie mich in meiner Werkstatt.
...and visit my workshop.
![]()
NEU! Digitale Mikroskop-Kamera, hier
![]()
NEU! Schiffsposter und Schiffsskizzen, hier
![]()
NEU! Planbuch "Deutsche Kriegsmarine", hier und hier
![]()
Schleifteller-Zusatzeinrichtung für meine Drehmaschine WABECO D4000, hier
![]()
NEU! 1:700-Minimodell der AUGSBURG, hier
![]()
Meine vier wichtigen Bücher "Kleindrehmaschine im Eigenbau", "Kleinfräsmaschine im Eigenbau", "Rumpfbaupraxis - Kiel-oben-Bauweise für Schiffsmodellrümpfe" und "Modellbautechniken" kann man über den Buchhandel nicht mehr kaufen und Neuauflagen wird es beim VTH-Verlag nicht mehr geben. Für Interessierte habe ich nun die Möglichkeit geschaffen, diese Bücher auf CD-ROM zur Verfügung zu stellen. Bitte wenden Sie sich an mich (Tel.: 0721-47040072 oder juergen-eichardt@web.de ). Jede CD kostet € 20,00 plus die üblichen € 2,00 Versand. Die CD´s haben zudem den Vorteil, daß alle Fotos in Bildschirmgröße vorhanden sind, also nicht auf schwarz-weiß umgeschaltet und verkleinert, bzw. in ungünstiger Druckqualität.
![]()
Neu:
Dreh- und Frästeile für den Modellbau an mich vergeben. Mehr Info´s, bitte hier klicken.
![]()
![]()
"Das TS-Boot ist ein Schienenfahrzeug..." lesen Sie hier
![]()
In der letzten Zeit geistern oft "Berichte" über den 3-D-Druck durch die Medien, Internet usw. Weil auch ich oft nach meiner Meinung zu diesem Thema gefragt werde, möchte ich hier meine Ansicht darstellen: Der 3-D-Druck ist eine technische Revolution, vergleichbar mit der Erfindung der Dampfmaschine. Die Billiggeräte, die es derzeit (2014) schon für jedermann für unter 1000,- € zu kaufen gibt und welche nach dem FDM-Verfahren arbeiten, genügen nur bescheidensten Ansprüchen. Es sind in meinen Augen nichts weiter als computergesteuerte Heißluft-Klebepistolen, für den Modellbau und dessen hohe Anforderungen völlig ungeeignet. Die richtig guten 3-D-Maschinen, welche die Industrie durchaus schon hat und die glatte, "pixelfreie" Oberflächen und scharfe Kanten erzeugen können, kosten hohe sechsstellige Beträge. (vgl. hier) Bei diesem sog. Polyjet-Verfahren wird ein spezielles Harz unter UV-Licht in einem "Aquarium" schichtweise ausgehärtet. Ich vergleiche den heute für den Privatmann verfügbaren 3-D-Druck mit der Digital-Fotografie in den Anfangsjahren, als auch nur bescheidenste Ergebnisse zu erwarten waren. Wer sich ernsthaft mit dem tollen 3-D-Druck befassen will, sollte noch über 5 Jahre warten, bis annehmbare 3-D-Druckergebnisse auch aus "Heimmaschinen" kommen und wegen der massenhaften Herstellung dieser Geräte auch der Preis dafür annehmbar wird. In der Zwischenzeit kann man sich schon gründlich mit dem CAD-Zeichnen befassen, denn die Beherrschung dieser Technik ist die Voraussetzung für den 3-D-Druck, okay? Ich denke, daß in naher Zukunft eine gesunde Mischung aus der Nutzung moderner Technologien (3-D-Druck, Ätzen, Laserstrahlschneiden...) und altbewährten Arbeitsweisen (konventioneller, handwerklicher Modellbau) nebeneinander bestehen sollten. Keinesfalls sollte es so sein, wie wir das schon im "Ätz-Zeitalter" hatten, daß die besten Teile an den Modellen, deutlich sichtbar, Ätzteile (heute nun 3D-Teile) waren/sind und alles andere....ich halte mich zurück!
![]()
Mein Planbuch (DIN A3-Querformat) "Segelschulschiff GREIF" kann nun als Ringbuch bei mir bestellt werden. Das Buch kostet € 55,- plus Versand € 5,-. Sie bestellen bei mir ( juergen-eichardt@web.de ) oder per Telefon (0721-47040072) mit Ihrer Anschrift und nach Vorkasse sende ich Ihnen das Buch.
![]()
Verkäufe
von Schiffsmodellen / Sales of ship modells und anderes (z.B. Jahrgänge von "Maschinen im Modellbau")! and other things!
hier !

![]()
Ein guter Freund hat neulich zu einem erträglichen Preis für mich bei ebay.de ein sowjetisches Stereo-Mikroskop ersteigert (Hans, Danke dafür!). Inzwischen habe ich für das Gerät schon eine Eigenbau-Schwenkhalterung über meiner Uhrmacherdrehmaschine gebaut:

Man kann fünf verschiedene Vergrößerungsstufen einstellen, den Augenabstand und selbstverständlich eine Korrektur vom linken zum rechten Auge. Es ist eine Freude mit der Optik zu arbeiten. Wie auf dem Foto zu sehen, ist der Abstand Linse bis zur Arbeitsspindel bei allen Vergrößerungsstufen recht groß, sodaß man genügend Platz zum Arbeiten hat. In der Vergangenheit bin ich nur deshalb an Machbarkeitsgrenzen gestoßen, weil ich kleinste Details einfach nicht mehr richtig gesehen habe, auch nicht mit der Kopflupe. Heute gibt es diese Probleme nicht mehr. Ich war über die schlechten Schneiden erschrocken, als ich z.B. meine Wendelbohrer (Durchmesser bis weit untere 1 mm) unter dem Mikroskop angesehen habe, Krankheiten, sie können gar nicht bohren! Das gleiche traf für meine HSS-Drehlinge zu. Ich habe alle Bohrer jetzt unter dem Mikroskop nachgeschliffen, sie bohren heute wie eine Eins. Auch für die Fräsmaschine und für die Bankschleifmaschine wird eine Schwenkhalterung gebaut, damit ich auch dort viel besser sehen kann, was ich tue...
![]()
Hier werde ich zukünftig ältere Technologie-Zeitschriftenbeiträge (nach-)veröffentlichen.
und hier werde ich nach und nach meine diversen Schiffs-Porträts (nach-)veröffentlichen.
![]()
Für meine Fräsmaschine WABECO F1210 habe ich z.B. vor einiger Zeit einen Schnellfräskopf konstruiert und gebaut. Mit diesem ist beim Arbeiten mit sehr kleinen Bohrern und Fräsern eine erhebliche Energieeinsparung möglich. Der entsprechende Beitrag ist im Heft 02/2015 von "JD&H" erschienen. Und auch bereits im Heft 03/2015 ist ein zweiter Beitrag von mir über die Selbstherstellung eines Schnellwechsel-Stahlhalters für meine Uhrmacher-Drehmaschine in "JD&H" erschienen. Die Konstruktion dieses Stahlhalters mit Schwalbenschwanz-Aufnahme kann man "eine Nummer größer" auch für jede größere Drehmaschine verwenden! Hier zwei Fotos schon vorab:
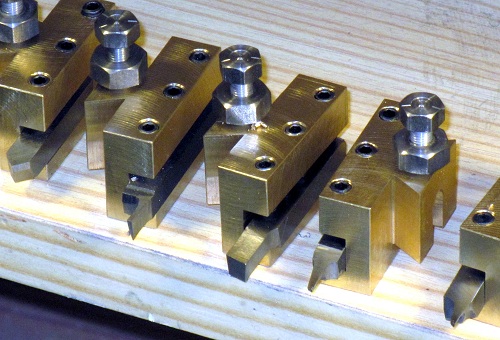 Die Einsätze können durchaus aus Messing
gemacht werden.
Die Einsätze können durchaus aus Messing
gemacht werden.
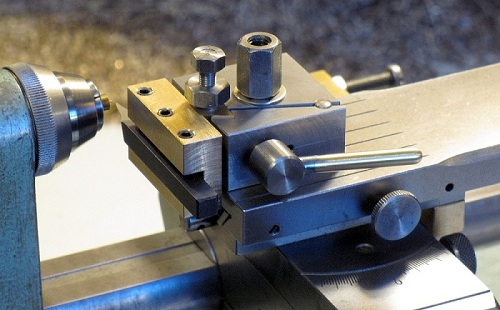 Hier sieht man den (Stahl-)Grundkörper auf dem Obersupport-Schlitten, im Einsatz
ist ein Spitz-Drehstahl geklemmt, den ich häufig für kleinere Drehteile benutze.
Hier sieht man den (Stahl-)Grundkörper auf dem Obersupport-Schlitten, im Einsatz
ist ein Spitz-Drehstahl geklemmt, den ich häufig für kleinere Drehteile benutze.
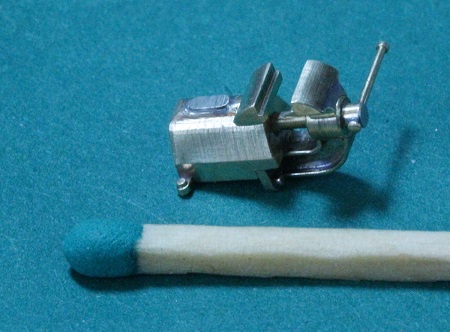
Im Heft 1/2018 von "Journal Dampf Heißluft" lesen Sie auf den Seiten 20 bis 25 meinen Beitrag "Schnellwechsel-Stahlhalter für die D4000". Ich beschreibe mit 29 Fotos gut illustriert, wie ich nun auch für meine "große" Drehmaschine diesen nützlichen Werkzeughalter angefertigt habe. Inzwischen ist im Heft 1/2019 auf den Seiten 74 bis 77 auch der Beitrag "Teilen - mal einfach" erschienen. Ich habe mir für die oft vorkommenden Teilungen: 2, 3, 4 und 6 einfache Haltevorrichtungen für Werkstückspannungen in Spannzangen gebaut. Damit kommt man für den Anfang und für viele Teilarbeiten ganz ohne Teilgeräte aus...
![]()
 (zu beachten:
das Streichholz in der Bildmitte)
(zu beachten:
das Streichholz in der Bildmitte)
Wollen auch Sie exakte Teile an Ihren Modellen verbauen? Lesen Sie mein Büchlein "Fräsen mit der Drehmaschine".
You also want to produce precise and intricate parts? Reading my book "Fräsen mit der Drehmaschine".
![]()
 (Streichholz)
(Streichholz)
Miniatur-Drehteile? Lesen Sie meine Bücher "Drehen für Modellbauer" Band 1 und 2
Miniature parts of the lathe? Read my books "Drehen für Modellbauer" Volume 1 and 2
![]()
Haben Sie schon von der BEMER-Magnetfeld-Therapie gehört? Kein Hokuspokus! Magnet-Armbänder sind Quatsch. Lesen Sie einmal hier
![]()
"Wo Eichardt drauf steht, ist auch Eichardt drin!" - Zitat von einem meiner Leser in einem Internet-Diskussionsforum, in dem es auch um meine Buchveröffentlichungen geht. Danke für das Lob! Ich mache weiter so, warum auch nicht?
Ich zitiere "Claudio", zufällig im Internet gefunden: "So wie ich das hier lese, ist der Herr Eichardt bei einigen schuld an ihrer Begeisterung für Metallbearbeitung. So war es auch bei mir. Drei seiner Bücher waren die Lektüre im Italienurlaub. Da hast du am Strand keine Zeit mehr auf irgendwelche Mädels zu schauen :-)) Die Bücher sind echt sehr empfehlenswert. Vor allem von einem Praktiker geschrieben. Für den Anfänger wirklich leicht und gut nachvollziehbar. Besonders gut ist seine Beschreibung betreffend dem Schleifen von Drehstählen."
![]()
über mich | Modellbau | Modellpläne | Schiffsdetail-Zeichnungen | Bücher | CD-ROMs | Werkstatt | Maschinen-Zubehör | Kontakt | Links | Literatur
{kind=link}