Bohrer-Schleifeinrichtung
drill
grinding contraption
Sieht man sich gekaufte
Wendelbohrer (ein Spirale ist etwas anderes!) der kleineren Abmessungen
(besonders die, welche es zu 10 Stück in einer Schachtel für nen Appel un en Ei
gibt) bei starker Vergrößerung an den Schneiden an, so stellt man fest: die
können nie bohren, allerschlimmste Anschliffe, keine Freiwinkel, einseitig
angeschliffen, usw... Der unbedarfte Modellbauer drückt dann "wie Sau" - und
bricht den Bohrer ab. Alles andere, Material, Wendel, Führungsfasen, ist meist okay, .... Da hilft nur selbst scharfschleifen, aber richtig.
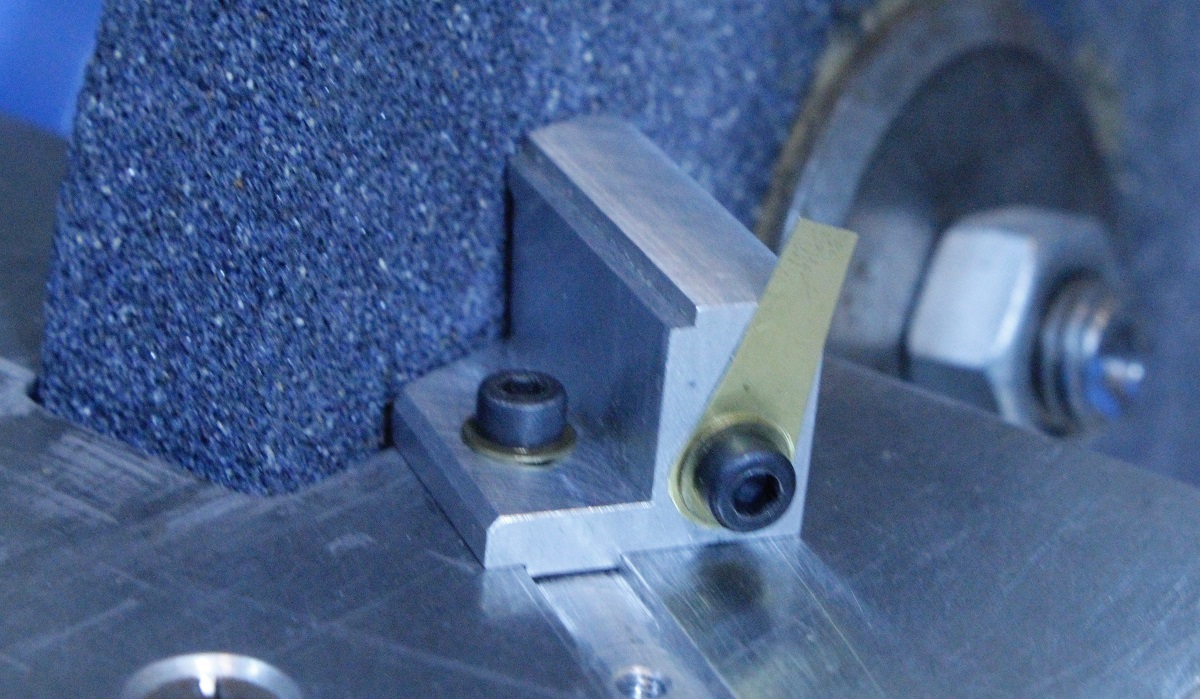
 (kleine Bilder anklicken) Seit langer Zeit benutze ich u.a.
auch für das Bohrerschleifen die Schwenkauflage (Bauplanbestellung dazu,
Best.-Nr. mz006, € 4,-) an
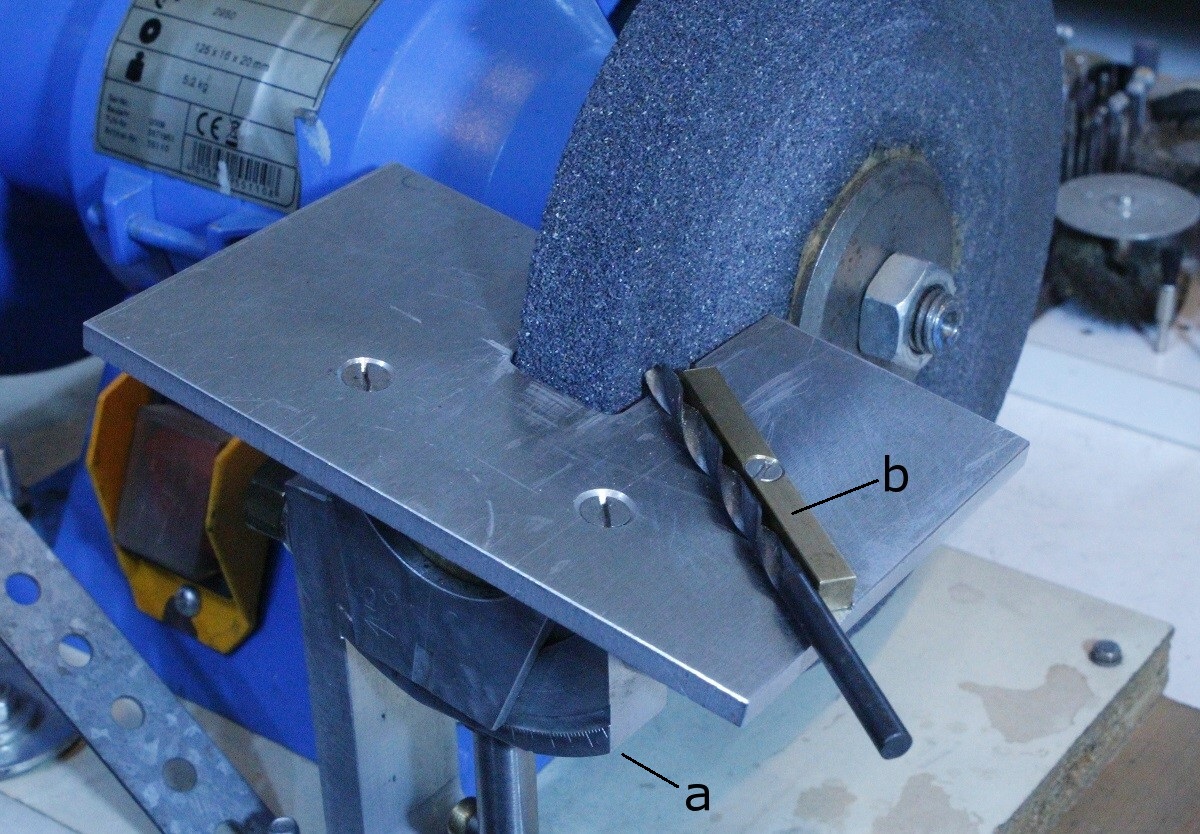
meiner Bankschleifmaschine. Am unteren Bildrand sieht man die Gradskala (a), mit
deren Hilfe der U-förmige Tisch nach beiden Seiten in 1-Grad-Schritten (!)
verstellt werden kann. Bei mir ist er fast immer 10° nach links geschwenkt - die
üblichen Freiwinkel für die HSS-Werkzeuge. In diesen Tisch habe ich 30° schräg
zur Schleifscheiben-Stirn (120° Spitzenwinkel für die Bohrerschneiden!) eine 6
mm breite und 1,5 mm tiefe Nut gefräst und in diese kann ich einen 6 x
6-mm-Ms-Stab (b) mit einer M3-Schraube befestigen. An dessen Kante lege ich den
Bohrer an. Zwei Winkel sind dadurch schon vorgegeben, der Spitzenwinkel und die
beiden Freiwinkel an den Schneiden.
(kleine Bilder anklicken) Seit langer Zeit benutze ich u.a.
auch für das Bohrerschleifen die Schwenkauflage (Bauplanbestellung dazu,
Best.-Nr. mz006, € 4,-) an
meiner Bankschleifmaschine. Am unteren Bildrand sieht man die Gradskala (a), mit
deren Hilfe der U-förmige Tisch nach beiden Seiten in 1-Grad-Schritten (!)
verstellt werden kann. Bei mir ist er fast immer 10° nach links geschwenkt - die
üblichen Freiwinkel für die HSS-Werkzeuge. In diesen Tisch habe ich 30° schräg
zur Schleifscheiben-Stirn (120° Spitzenwinkel für die Bohrerschneiden!) eine 6
mm breite und 1,5 mm tiefe Nut gefräst und in diese kann ich einen 6 x
6-mm-Ms-Stab (b) mit einer M3-Schraube befestigen. An dessen Kante lege ich den
Bohrer an. Zwei Winkel sind dadurch schon vorgegeben, der Spitzenwinkel und die
beiden Freiwinkel an den Schneiden.
 Wichtig ist, daß dabei der Bohrer so gedreht wird, daß die betreffende Schneide
parallel zur Tischfläche liegt, wie es dieses Foto zeigt. Bei großen Bohrern
kann man recht gut einschätzen, ob beide Schneiden (nach 180°-Drehung) gleich
angeschliffen sind.
Wichtig ist, daß dabei der Bohrer so gedreht wird, daß die betreffende Schneide
parallel zur Tischfläche liegt, wie es dieses Foto zeigt. Bei großen Bohrern
kann man recht gut einschätzen, ob beide Schneiden (nach 180°-Drehung) gleich
angeschliffen sind.
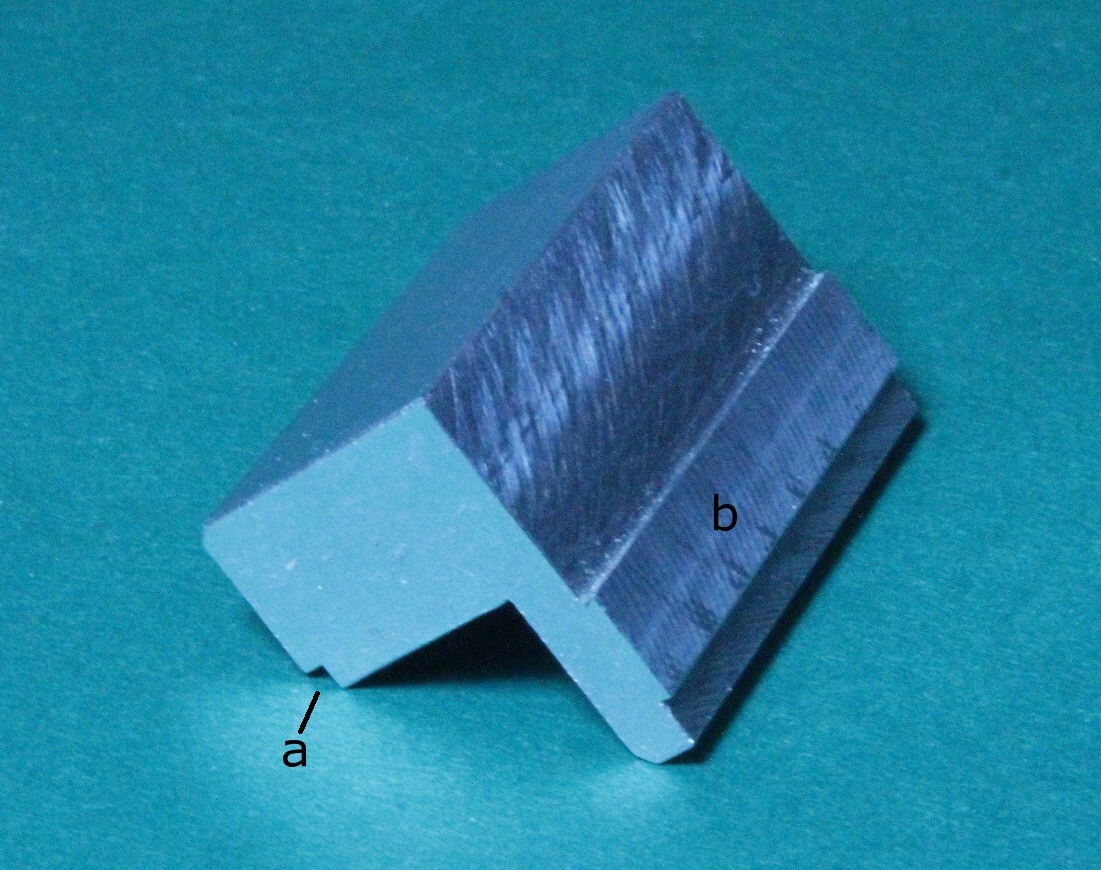
 Für kleinere Bohrer (Ø 1 bis über 5 mm) will ich mir eine (mehrere) Auflage
schaffen, weil man hier weder schätzen noch richtig messen kann, ob beide
Schneiden gleich geschliffen sind. Dazu habe ich aus Dural (Dur-Aluminium, auch
Flugzeug-Alu, lateinisch durus = hart, bis zu 5 x höhere Zugfestigkeit)
zuerst ein Prisma gefräst. Die Feder (b) paßt in die Nut vom Schwenktisch und
(a) ist eine Stufe, auf welche der Bohrer gelegt wird.
Für kleinere Bohrer (Ø 1 bis über 5 mm) will ich mir eine (mehrere) Auflage
schaffen, weil man hier weder schätzen noch richtig messen kann, ob beide
Schneiden gleich geschliffen sind. Dazu habe ich aus Dural (Dur-Aluminium, auch
Flugzeug-Alu, lateinisch durus = hart, bis zu 5 x höhere Zugfestigkeit)
zuerst ein Prisma gefräst. Die Feder (b) paßt in die Nut vom Schwenktisch und
(a) ist eine Stufe, auf welche der Bohrer gelegt wird.
 Das sieht vorerst so aus. Bei rechtwinkliger "oberer" Stirn ist der Abstand der
Stufe zur Schleifscheibe viel zu groß....
Das sieht vorerst so aus. Bei rechtwinkliger "oberer" Stirn ist der Abstand der
Stufe zur Schleifscheibe viel zu groß....
 ...deshalb habe ich das Teil im 2-Achs-Maschinenschraubstock so gespannt, daß
ich in zwei Richtungen (Schrägstellung 30° für den Spitzenwinkel und 10° für den
Freiwinkel) anschrägen konnte.
...deshalb habe ich das Teil im 2-Achs-Maschinenschraubstock so gespannt, daß
ich in zwei Richtungen (Schrägstellung 30° für den Spitzenwinkel und 10° für den
Freiwinkel) anschrägen konnte.
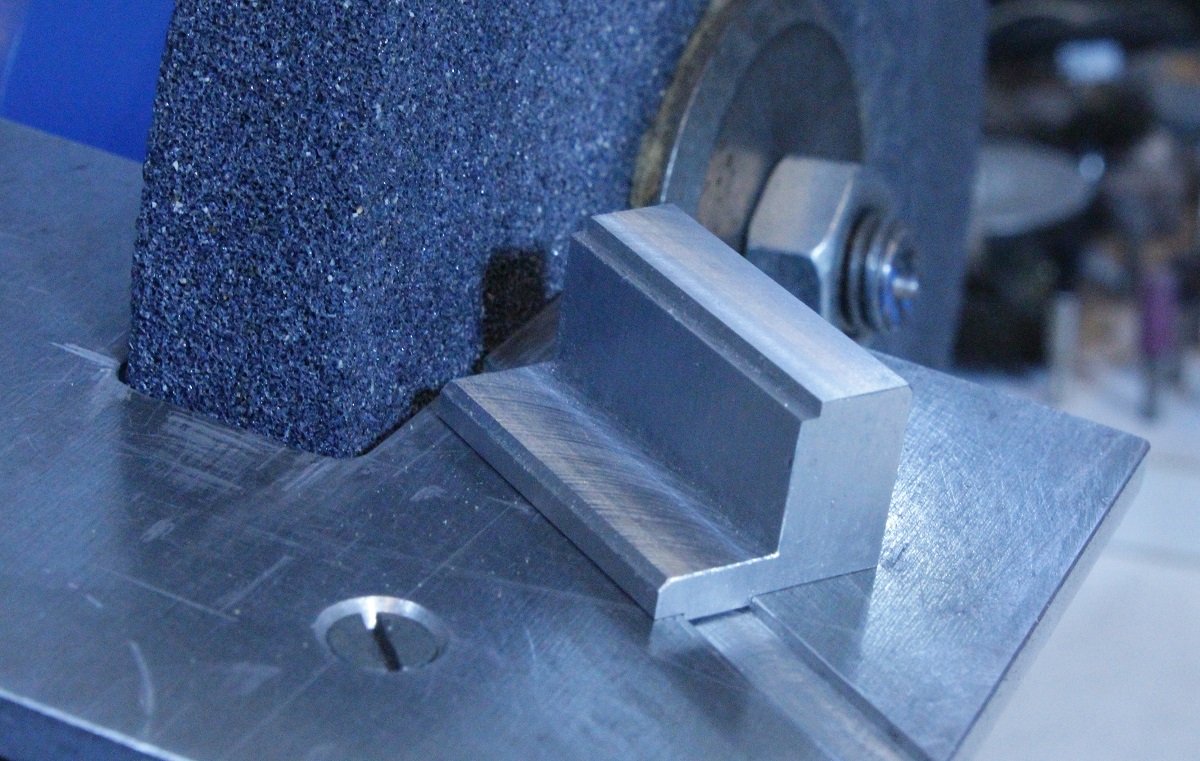
 Das sieht dann so aus. Der 2-mm-Wendelbohrer liegt hier nur zur Verdeutlichung
auf. Der Abstand zur Schleifscheibe war mir noch zu groß. Deshalb....
Das sieht dann so aus. Der 2-mm-Wendelbohrer liegt hier nur zur Verdeutlichung
auf. Der Abstand zur Schleifscheibe war mir noch zu groß. Deshalb....
 ...habe ich eine weitere 0,6-mm-Stufe (a) angefräst und zur Befestigung der
Bohrerauflage ein 3,3 mm breites Langloch in der Mitte der Feder gefräst.
...habe ich eine weitere 0,6-mm-Stufe (a) angefräst und zur Befestigung der
Bohrerauflage ein 3,3 mm breites Langloch in der Mitte der Feder gefräst.
 In die Stirn habe ich eine M3-Bohrung gebohrt und aus 0,15-mm-Ms-Blech einen
Riegel gefertigt (wie dünnes Blech richtig geschnitten wird:
mein Buch, Seite
91/92 im Kapitel "Messingblech im Modellbau"). Für die richtige Funktion der
Bohrerauflage muß die "untere" Stirn übrigens genau rechtwinklig zum Prisma
stehen.
In die Stirn habe ich eine M3-Bohrung gebohrt und aus 0,15-mm-Ms-Blech einen
Riegel gefertigt (wie dünnes Blech richtig geschnitten wird:
mein Buch, Seite
91/92 im Kapitel "Messingblech im Modellbau"). Für die richtige Funktion der
Bohrerauflage muß die "untere" Stirn übrigens genau rechtwinklig zum Prisma
stehen.
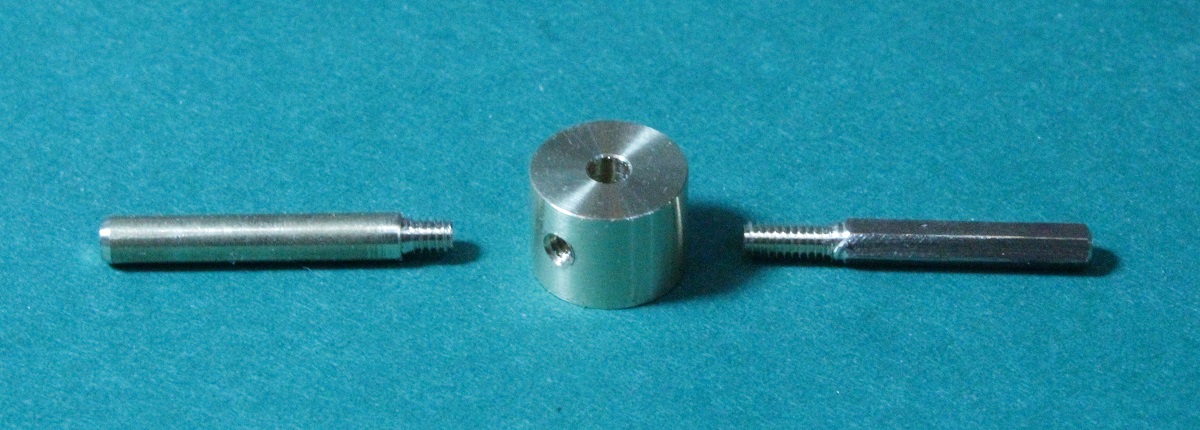
 Für das Halten des Bohrers wird aus drei Teilen eine Art Drehherz angefertigt.
Der links liegende Stift wird mit seinem M2-Gewinde fest in den mittigen Ring
mit einer 2-mm-Durchgangsbohrung geschraubt (sogar festlöten?). Der rechte
Stift, aus Sechskant-Ms gedreht (alternativ gerädeltes Material, gerändelte
Mutter verwenden...!), hat ein längeres M2-Gewinde. Mit dem wird der
Bohrerschaft im Ring geklemmt.
Für das Halten des Bohrers wird aus drei Teilen eine Art Drehherz angefertigt.
Der links liegende Stift wird mit seinem M2-Gewinde fest in den mittigen Ring
mit einer 2-mm-Durchgangsbohrung geschraubt (sogar festlöten?). Der rechte
Stift, aus Sechskant-Ms gedreht (alternativ gerädeltes Material, gerändelte
Mutter verwenden...!), hat ein längeres M2-Gewinde. Mit dem wird der
Bohrerschaft im Ring geklemmt.
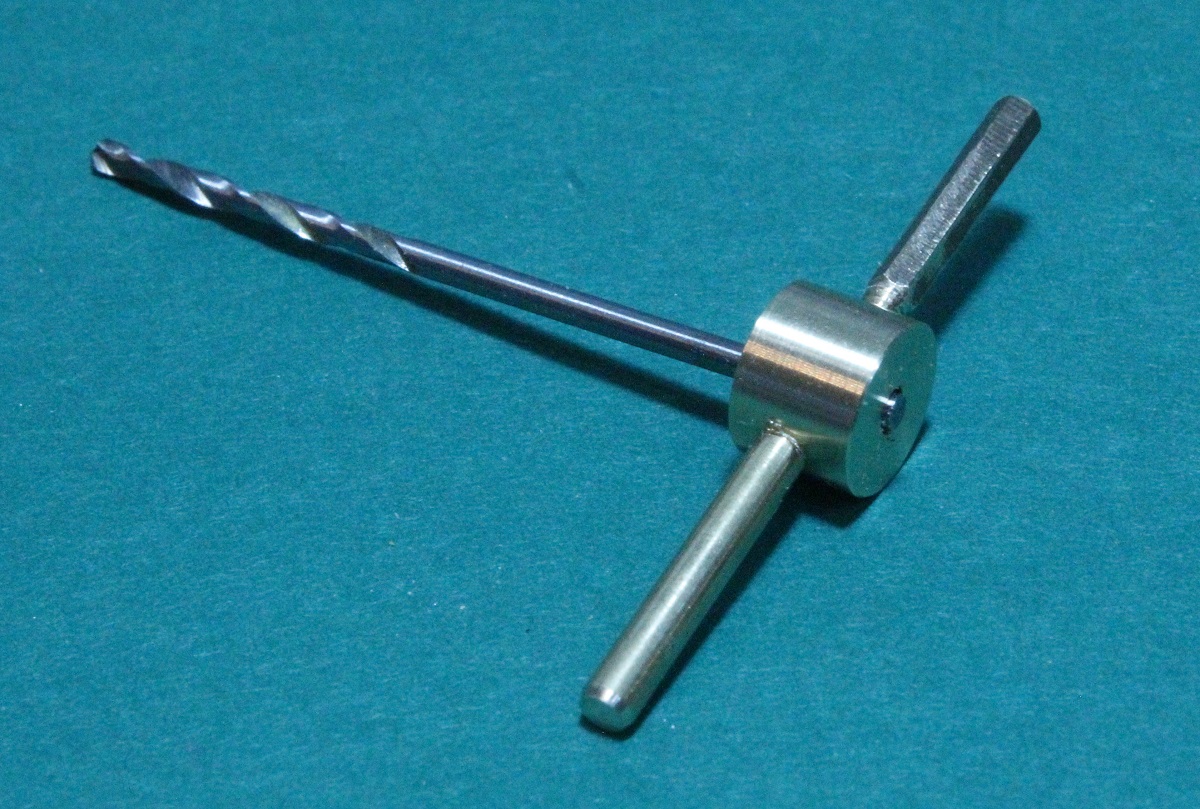
 Das sieht so aus.
Das sieht so aus.
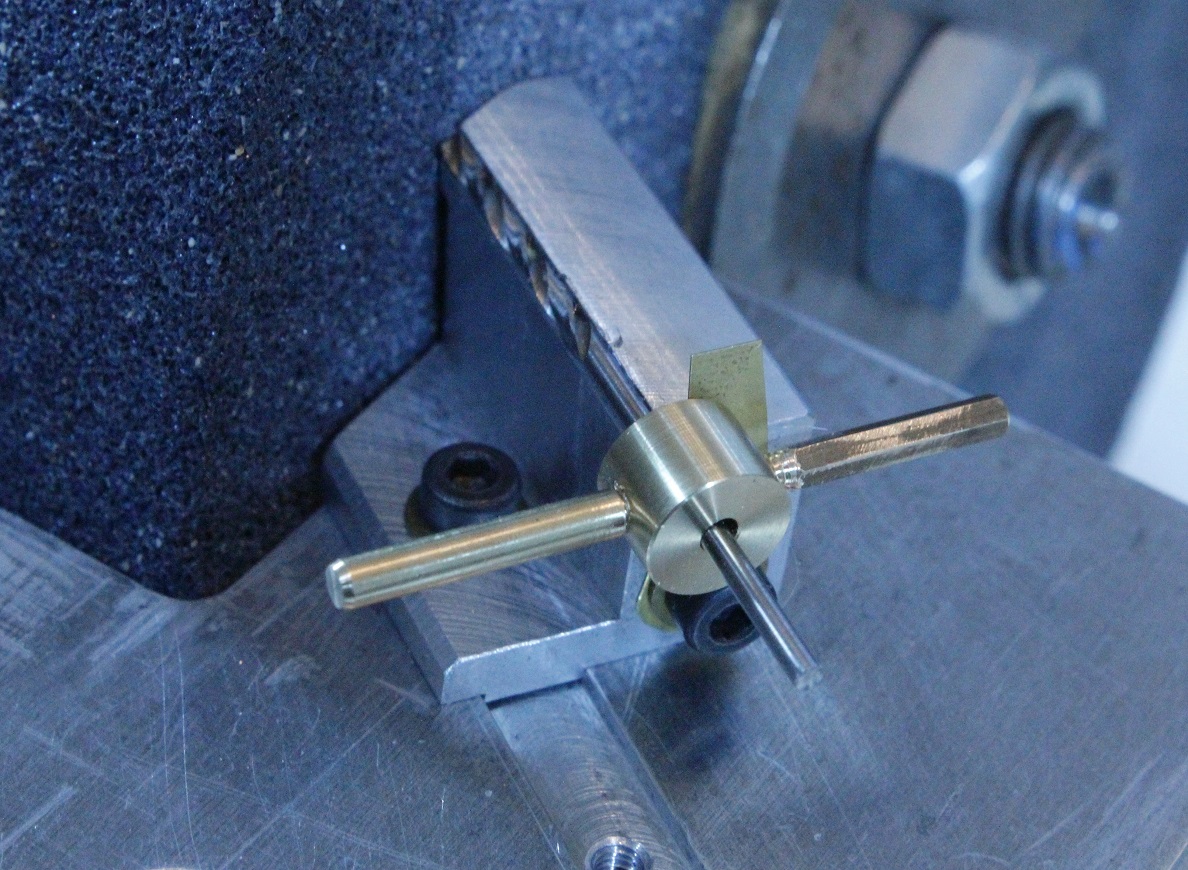
 Wie ist nun die Arbeitsweise?
Wie ist nun die Arbeitsweise?
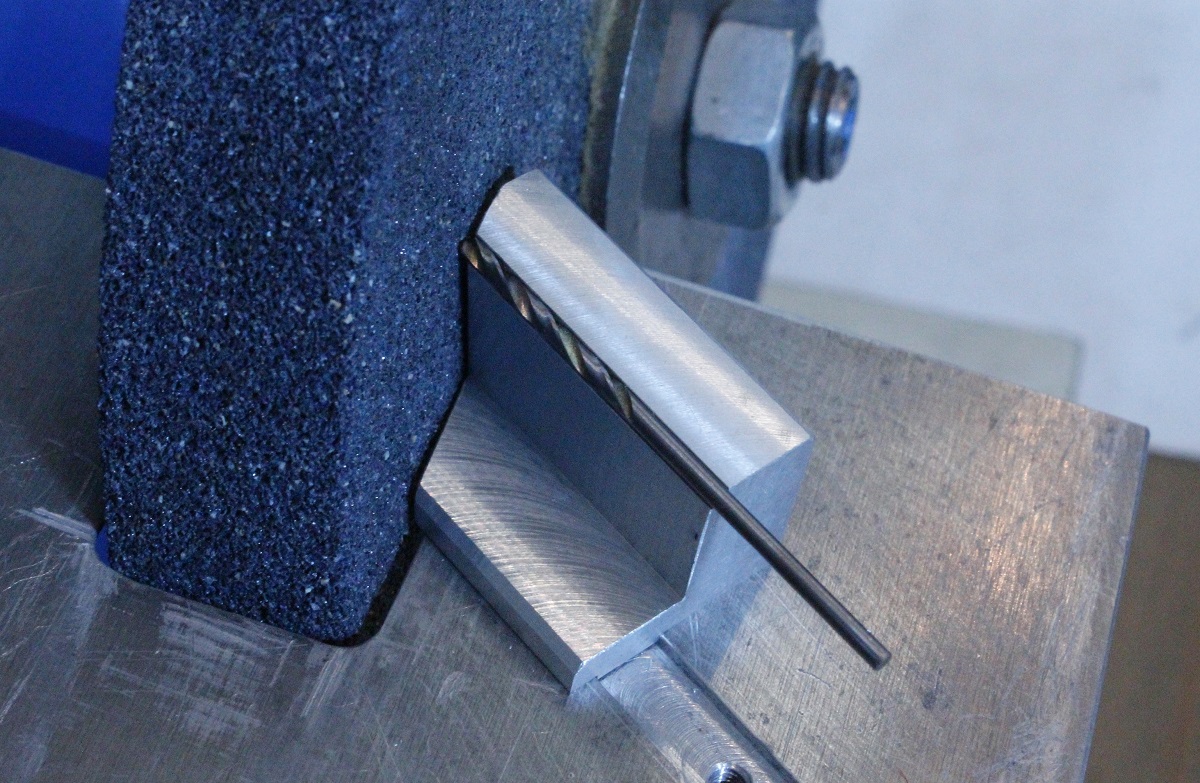
- Der Bohrer wird auf/in
die Stufe gelegt und so gedreht, wie es im
Foto oben gezeigt wurde.
- Er wird mit dem
Zeigefinger der linken Hand in der Stufe gehalten und gleichzeitig gegen die
noch stehende Schleifscheibe geschoben.
- Der Ms-Blech-Riegel wird
nach oben geklappt.
- Mit der rechten Hand wird
das "Drehherz" aufgesteckt, gegen den Blech-Riegel geschoben und mit den
Sechskant-Stift geklemmt. Die Stifte liegen dabei möglichst waagerecht, also
parallel zum Schwenktisch.
- So geklemmt, kann der
Bohrer weggenommen werden.
- Der Blech-Riegel wird
nach unten geklappt.
- Der Bohrer wird mit
waagerecht liegenden Stiften auf die Stufe gelegt und vorsichtig nach oben gegen
die nun drehende Schleifscheibe geschoben. Der linke Zeigefinger hält ihn dabei
wieder. Vorsicht Unfallgefahr!
- Weil der Blechriegel nun
fehlt, kann der Bohrer 0,15 mm weiter nach oben geschoben werden. Das ist der
Betrag, um den beide Schneiden, nach 180° Umschlag, gekürzt scharfgeschliffen
werden. Und weil der Ring dabei immer bis an das Alu-Prisma geschoben wird,
geschieht an beiden Schneiden haargenau das gleiche.
Für größere Bohrer könnte
man den Blech-Riegel gut und gerne auch aus dickerem Blech machen.
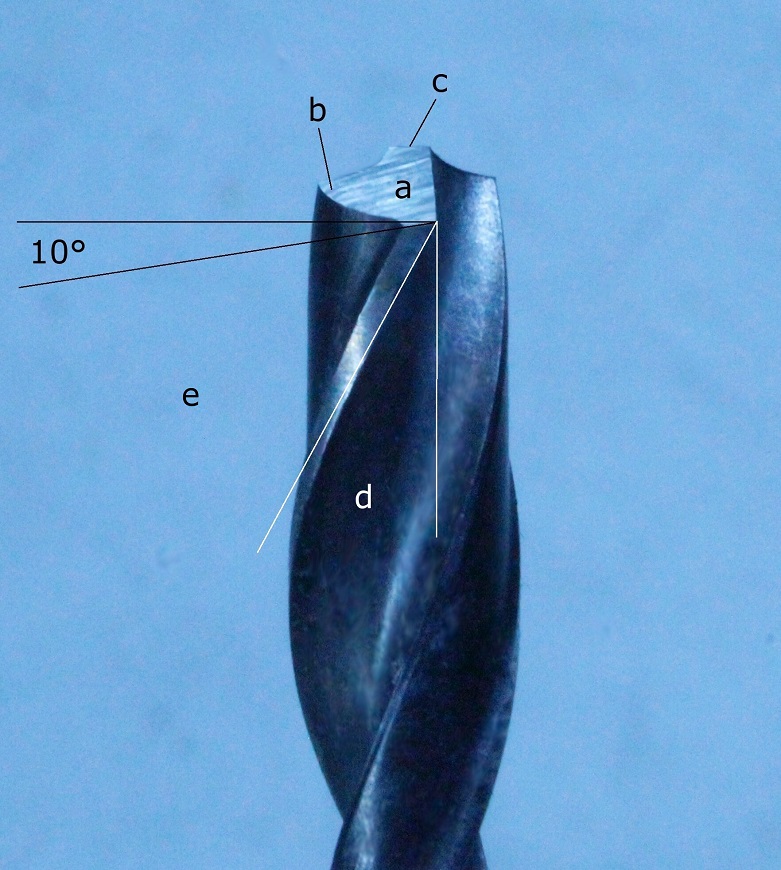 Die so
geschliffenen Bohrer haben vollkommen gleichseitige, also auch gleich lange
Schneiden mit gleichen Freiwinkeln von genau 10°. Es entstehen vollkommen
ebene Freiflächen (a). Die Bohrer können so (noch) nicht bohren, weil die
Enden (b) der (a) zu hoch liegen, sie schleifen auf dem entstehenden
Bohrungsgrund. Im Bild ist (c) die sog. Querschneide, die wegen des Bohrerkerns
immer entsteht. (d) ist der Spanwinkel. Er ist z.B. bei Alu-Bohrern größer und
für das Bohren harter Werkstoffe kleiner. 90° minus Freiwinkel, minus Spanwinkel ergibt den
sog. Keilwinkel (e).
Die so
geschliffenen Bohrer haben vollkommen gleichseitige, also auch gleich lange
Schneiden mit gleichen Freiwinkeln von genau 10°. Es entstehen vollkommen
ebene Freiflächen (a). Die Bohrer können so (noch) nicht bohren, weil die
Enden (b) der (a) zu hoch liegen, sie schleifen auf dem entstehenden
Bohrungsgrund. Im Bild ist (c) die sog. Querschneide, die wegen des Bohrerkerns
immer entsteht. (d) ist der Spanwinkel. Er ist z.B. bei Alu-Bohrern größer und
für das Bohren harter Werkstoffe kleiner. 90° minus Freiwinkel, minus Spanwinkel ergibt den
sog. Keilwinkel (e).
 Das
Herumschwenken des Bohrers beim Scharfschleifen kennt wohl jeder. Dabei
entstehen gewölbte Freiflächen. Das ist nicht einfach, aber bei großen Bohrern gut zu machen. Bei
sehr kleinen Bohrern - um die geht es hier - besteht die Gefahr, daß bei der
Schwenk-Methode die eben erzeugten Schneiden beschädigt werden und diese dann
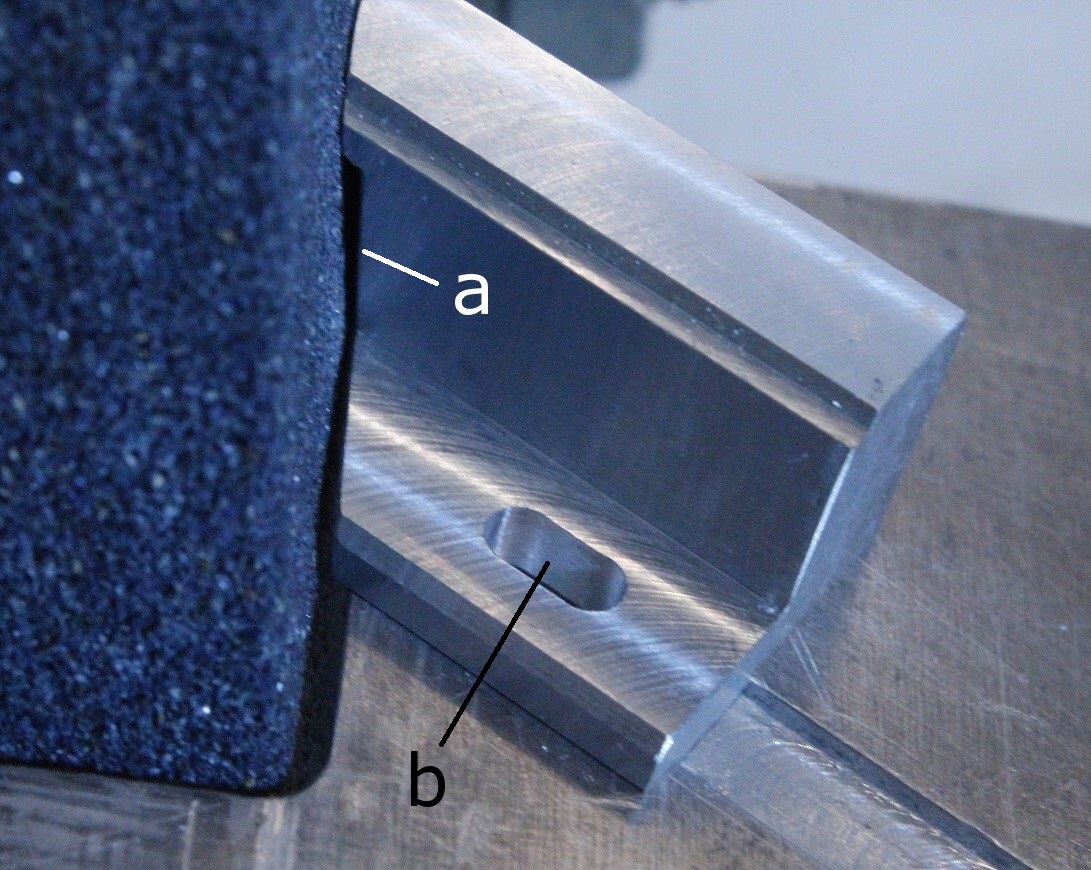
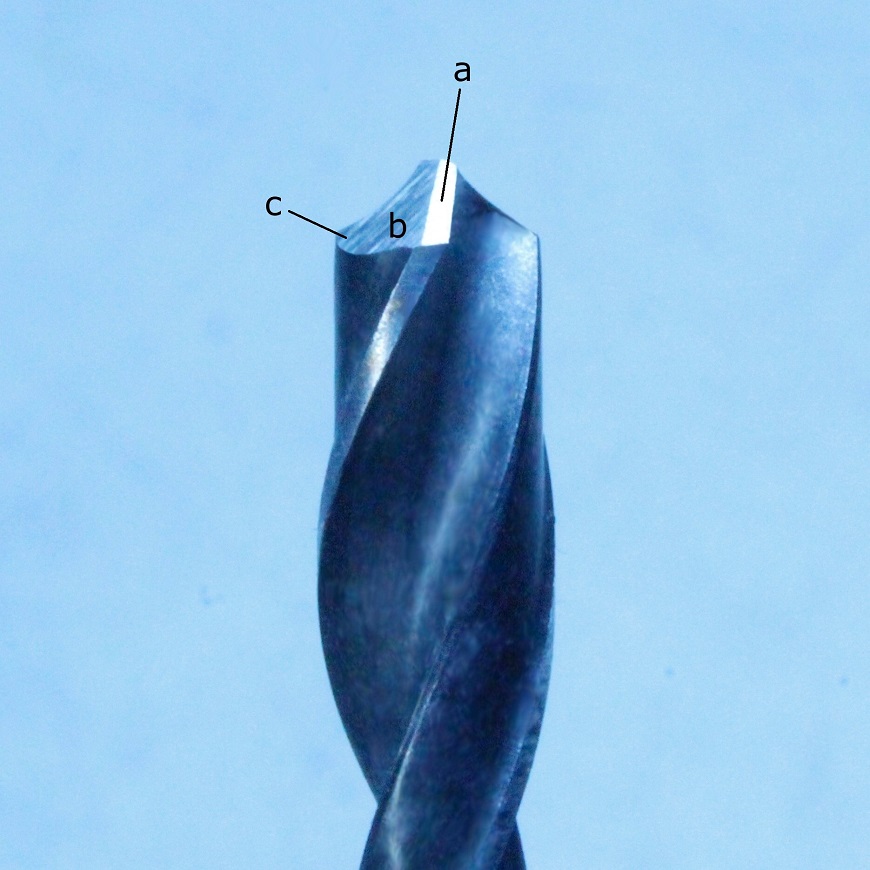
nicht mehr symmetrisch sind. Ich schleife
daher zwei ebenfalls ebene Freiflächen (b) unter Schräghaltung des Bohrers (gut
45°) an der Schleifscheibenstirn an. Hierbei ist die Schräghaltung bedeutungslos, besser mehr als zu wenig! Ich achte aber darauf,
daß von der ursprünglichen
10°-Freifläche (a in diesem Foto) mindestens 0,2 mm erhalten bleiben. Im Bild
sieht man, daß diese Rest-10°-Fläche etwa die Breite der Führungsfase an den
Wendeln hat. Das hintere Ende (c) der zweiten Freifläche liegt nun so tief, daß
die Schneiden arbeiten können.
Weitere Spezialschliffe (Neutral-Schleifen für das Bohren von Messing,
Ausspitzung der Querschneiden für ein leichteres Bohren ohne Vorbohrung, Spitzenanschliffe für das Bohren von Blech usw.) kann man immer noch
anbringen...
Das
Herumschwenken des Bohrers beim Scharfschleifen kennt wohl jeder. Dabei
entstehen gewölbte Freiflächen. Das ist nicht einfach, aber bei großen Bohrern gut zu machen. Bei
sehr kleinen Bohrern - um die geht es hier - besteht die Gefahr, daß bei der
Schwenk-Methode die eben erzeugten Schneiden beschädigt werden und diese dann
nicht mehr symmetrisch sind. Ich schleife
daher zwei ebenfalls ebene Freiflächen (b) unter Schräghaltung des Bohrers (gut
45°) an der Schleifscheibenstirn an. Hierbei ist die Schräghaltung bedeutungslos, besser mehr als zu wenig! Ich achte aber darauf,
daß von der ursprünglichen
10°-Freifläche (a in diesem Foto) mindestens 0,2 mm erhalten bleiben. Im Bild
sieht man, daß diese Rest-10°-Fläche etwa die Breite der Führungsfase an den
Wendeln hat. Das hintere Ende (c) der zweiten Freifläche liegt nun so tief, daß
die Schneiden arbeiten können.
Weitere Spezialschliffe (Neutral-Schleifen für das Bohren von Messing,
Ausspitzung der Querschneiden für ein leichteres Bohren ohne Vorbohrung, Spitzenanschliffe für das Bohren von Blech usw.) kann man immer noch
anbringen...
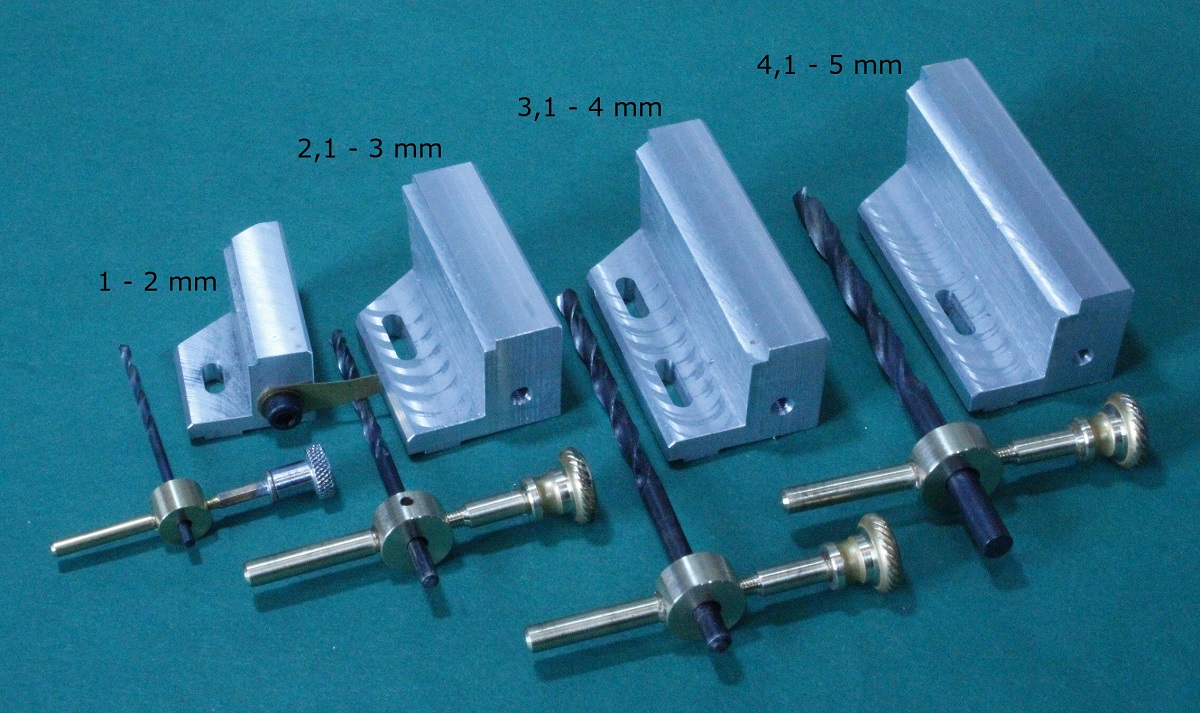
 Für
die Bohrer der Größen 2,1 bis 5 mm habe ich inzwischen drei weitere
Auflage-Bänke mit den zugehörigen "Drehherzen" angefertigt. Alle Klemmbolzen
haben nun Rändelgriffe. Im Bild fehlen noch die drei Blech-Riegel, die ich nun
aber aus 0,2-mm-Ms-Blech gemacht habe.
Für
die Bohrer der Größen 2,1 bis 5 mm habe ich inzwischen drei weitere
Auflage-Bänke mit den zugehörigen "Drehherzen" angefertigt. Alle Klemmbolzen
haben nun Rändelgriffe. Im Bild fehlen noch die drei Blech-Riegel, die ich nun
aber aus 0,2-mm-Ms-Blech gemacht habe.
Die auf diese Weise
scharfgeschliffenen Bohrer bohren wie eine "Eins". Selbst der ansonsten negative
Einfluß der Querschneide (hier wird bekanntlich nicht zerspant, sondern nur
geschabt!) ist nur noch wenig zu spüren und ein Größer-Bohren der
Bohrungsdurchmesser (wie sonst bei einseitigem Anschliff) gibt es auch nicht
mehr. Aus beiden Spanwendeln erscheinen gleichgeformte Späne in gleichen
Mengen - ein Indiz dafür, daß der Bohrer richtig geschliffen ist. Ich empfehle
jedem Modellbauer, sich diese Vorrichtung zu schaffen.
zurück/back |
home
 (kleine Bilder anklicken) Seit langer Zeit benutze ich u.a.
auch für das Bohrerschleifen die Schwenkauflage (Bauplanbestellung dazu,
Best.-Nr. mz006, € 4,-) an
meiner Bankschleifmaschine. Am unteren Bildrand sieht man die Gradskala (a), mit
deren Hilfe der U-förmige Tisch nach beiden Seiten in 1-Grad-Schritten (!)
verstellt werden kann. Bei mir ist er fast immer 10° nach links geschwenkt - die
üblichen Freiwinkel für die HSS-Werkzeuge. In diesen Tisch habe ich 30° schräg
zur Schleifscheiben-Stirn (120° Spitzenwinkel für die Bohrerschneiden!) eine 6
mm breite und 1,5 mm tiefe Nut gefräst und in diese kann ich einen 6 x
6-mm-Ms-Stab (b) mit einer M3-Schraube befestigen. An dessen Kante lege ich den
Bohrer an. Zwei Winkel sind dadurch schon vorgegeben, der Spitzenwinkel und die
beiden Freiwinkel an den Schneiden.
(kleine Bilder anklicken) Seit langer Zeit benutze ich u.a.
auch für das Bohrerschleifen die Schwenkauflage (Bauplanbestellung dazu,
Best.-Nr. mz006, € 4,-) an
meiner Bankschleifmaschine. Am unteren Bildrand sieht man die Gradskala (a), mit
deren Hilfe der U-förmige Tisch nach beiden Seiten in 1-Grad-Schritten (!)
verstellt werden kann. Bei mir ist er fast immer 10° nach links geschwenkt - die
üblichen Freiwinkel für die HSS-Werkzeuge. In diesen Tisch habe ich 30° schräg
zur Schleifscheiben-Stirn (120° Spitzenwinkel für die Bohrerschneiden!) eine 6
mm breite und 1,5 mm tiefe Nut gefräst und in diese kann ich einen 6 x
6-mm-Ms-Stab (b) mit einer M3-Schraube befestigen. An dessen Kante lege ich den
Bohrer an. Zwei Winkel sind dadurch schon vorgegeben, der Spitzenwinkel und die
beiden Freiwinkel an den Schneiden.