 eine solche Kette fotografiert.
eine solche Kette fotografiert.Miniaturketten
miniature chains
Die für den Modellbau bei
einschlägigen Händlern zu erwerbenden „Miniaturketten“ haben mir nie gefallen.
Auch die von der Schmuck-Branche angebotenen Halskettchen sind nicht die Lösung.
Sie alle sind schon Ketten, doch die Dimensionen der einzelnen Kettenglieder
gefallen mir nicht, es stimmt nie das Längen-Breiten-Verhältnis. Meist sind die
Glieder fast runde Ringe, anstatt ausreichend lang-oval. Sie sehen nicht echt
aus. Als Beispiel habe ich in Abbildung 1
eine solche Kette fotografiert.
Geprägte Kettenglieder
Bereits etwa 1995, als sich das
1:20-Modell meines Torpedoschnellbootes
HANS COPPI im „Endausbau“ befand, mußte ich
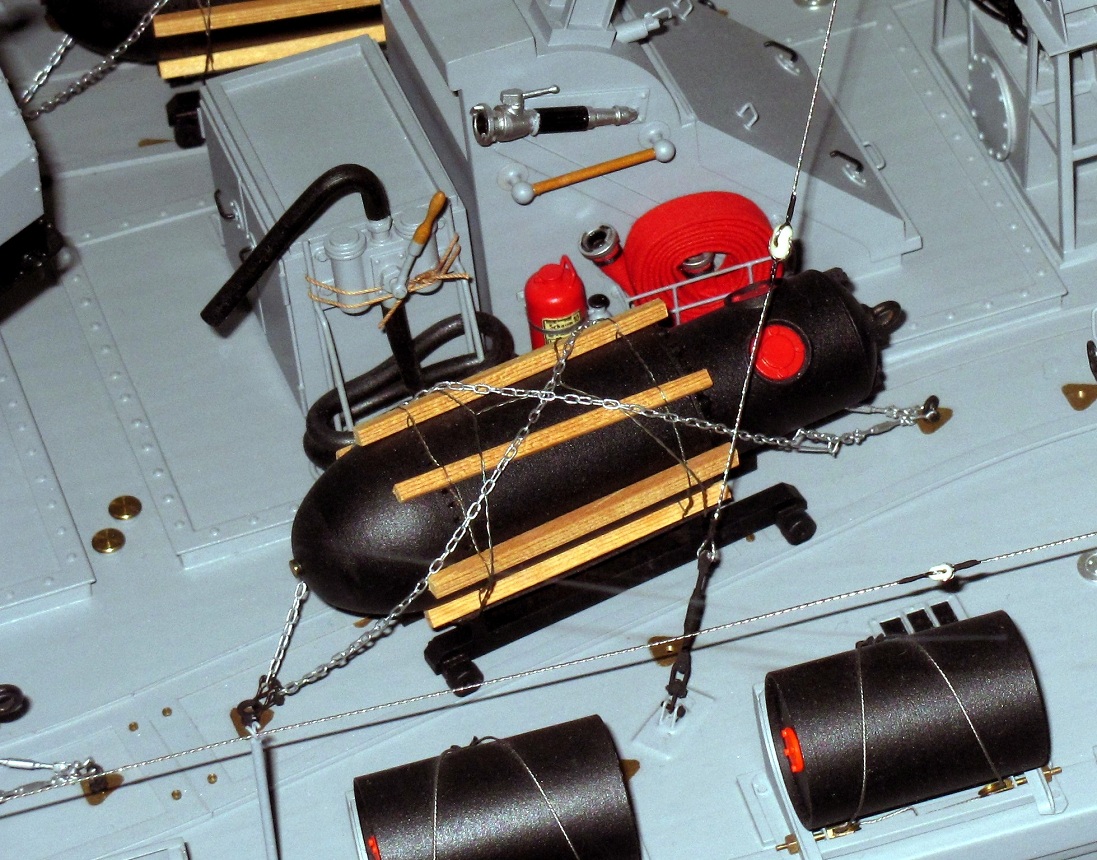
Ketten in zwei Größen verbauen. Ich brauchte kleinere Ketten, welche die vier
Grundminen samt den Wagen auf den Minengleisen am Deck festhielten (Abbildung 2)
 (kleine Fotos anklicken) und eine etwas größere Kette als
(steglose!) Ankerkette auf dem Backdeck (Abbildung 3)
(kleine Fotos anklicken) und eine etwas größere Kette als
(steglose!) Ankerkette auf dem Backdeck (Abbildung 3)
 .
Beide Ketten habe ich erstmals selbst hergestellt. Im Original waren sie
feuerverzinkt, am Modell wurden sie mit Silberbronze gespritzt. Als
Metallarbeiter, der im Werkzeugbau einer Haushaltgeräte-Fabrik gelernt hat, bin
ich auf die Idee gekommen, eine einfache Präge-Vorrichtung zu bauen, in welcher
ich die einzelnen Kettenglieder zuerst U-förmig und dann 0-förmig biegen wollte.
Nach dem Zusammenhaken zu Ketten, habe ich damals die Stöße an den Längsseiten
der Glieder noch verlötet.
.
Beide Ketten habe ich erstmals selbst hergestellt. Im Original waren sie
feuerverzinkt, am Modell wurden sie mit Silberbronze gespritzt. Als
Metallarbeiter, der im Werkzeugbau einer Haushaltgeräte-Fabrik gelernt hat, bin
ich auf die Idee gekommen, eine einfache Präge-Vorrichtung zu bauen, in welcher
ich die einzelnen Kettenglieder zuerst U-förmig und dann 0-förmig biegen wollte.
Nach dem Zusammenhaken zu Ketten, habe ich damals die Stöße an den Längsseiten
der Glieder noch verlötet.
Grundvoraussetzung für eine
gelungene Herstellung von schönen Kettengliedern ist eine Zeichnung. Ohne diese
geht es nicht, wenn man die Dimensionen einhalten will. Im Baumarkt hatte ich
schon damals ein Stück Kette gekauft und davon die Maße der Glieder
einschließlich der Drahtstärke abgenommen. Ich möchte die Herstellung am
Beispiel der erwähnten Ankerkette beschreiben. Abbildung 4
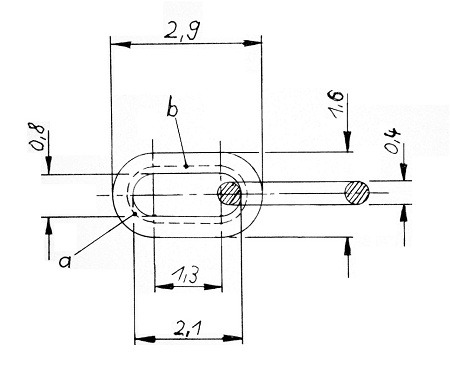 zeigt die 10-fach größere Zeichnung, die ich
aus Anlaß dieses Beitrages noch einmal angefertigt habe. Der vorhandene, bereits
verzinnte Kupferdraht hat einen Durchmesser von 0,4 mm. Dabei kam ich mit
Proportionsrechnung auf die Außenmaße der Glieder von 2,9 x 1,6 mm und innen
waren die lichten Maße 2,1 x 0,8 mm. Die Kettenglieder wurden in einer
Drückvorrichtung aus Abschnitten des 0,4-mm-Cu-Drahtes geformt. Dazu muß man
zuerst die Länge dieser Abschnitte errechnen, die sog. gestreckte Länge. Bei
Biegungen von Draht (übrigens auch bei Blech!) rechnet man dazu mit der
„neutralen Faser“. Diese liegt nie in der Mitte des Drahtes, sondern zum
Innenbogen hin versetzt. Genau genommen bei etwa 1/3 der Draht-(Blech-)Stärke.
In Abbildung 4 habe ich die Lage der neutralen Faser gestrichelt eingezeichnet,
(a) die beiden Bögen und (b) die geraden Stücke. Innerhalb dieser Faser wird das
Material beim Biegen leicht gestaucht und außerhalb gestreckt. Wir rechnen:
Draht-Ø 0,4 x 0,333 = 0,133. Die neutrale Faser liegt 0,133 mm vom Innenbogen
nach außen versetzt. Und das zweimal, weil wir den Biege-Ø wissen wollen. Wir
rechnen Ø 0,8 + 0,266 = 1,066. Die neutrale Faser liegt beim Ø 1,066 – würden
wir z.B. einen runden Ring biegen. Diesen Ø 1,066 x 3,14 (pi) ergibt die
gestreckte Länge nur für die beiden Bögen (!), also 3,347 mm. Dazu rechnet man
die beiden geraden, längsliegenden Stücke des Gliedes, also noch zweimal 1,3 mm.
Das ergibt schließlich (3,347 + 2,6 mm) 5,947 mm für die gestreckte Länge,
gerundet 5,9 mm.
zeigt die 10-fach größere Zeichnung, die ich
aus Anlaß dieses Beitrages noch einmal angefertigt habe. Der vorhandene, bereits
verzinnte Kupferdraht hat einen Durchmesser von 0,4 mm. Dabei kam ich mit
Proportionsrechnung auf die Außenmaße der Glieder von 2,9 x 1,6 mm und innen
waren die lichten Maße 2,1 x 0,8 mm. Die Kettenglieder wurden in einer
Drückvorrichtung aus Abschnitten des 0,4-mm-Cu-Drahtes geformt. Dazu muß man
zuerst die Länge dieser Abschnitte errechnen, die sog. gestreckte Länge. Bei
Biegungen von Draht (übrigens auch bei Blech!) rechnet man dazu mit der
„neutralen Faser“. Diese liegt nie in der Mitte des Drahtes, sondern zum
Innenbogen hin versetzt. Genau genommen bei etwa 1/3 der Draht-(Blech-)Stärke.
In Abbildung 4 habe ich die Lage der neutralen Faser gestrichelt eingezeichnet,
(a) die beiden Bögen und (b) die geraden Stücke. Innerhalb dieser Faser wird das
Material beim Biegen leicht gestaucht und außerhalb gestreckt. Wir rechnen:
Draht-Ø 0,4 x 0,333 = 0,133. Die neutrale Faser liegt 0,133 mm vom Innenbogen
nach außen versetzt. Und das zweimal, weil wir den Biege-Ø wissen wollen. Wir
rechnen Ø 0,8 + 0,266 = 1,066. Die neutrale Faser liegt beim Ø 1,066 – würden
wir z.B. einen runden Ring biegen. Diesen Ø 1,066 x 3,14 (pi) ergibt die
gestreckte Länge nur für die beiden Bögen (!), also 3,347 mm. Dazu rechnet man
die beiden geraden, längsliegenden Stücke des Gliedes, also noch zweimal 1,3 mm.
Das ergibt schließlich (3,347 + 2,6 mm) 5,947 mm für die gestreckte Länge,
gerundet 5,9 mm.
Abbildung 5
![]() zeigt meine einfache Draht-Streckvorrichtung. Mit ihr habe ich den 0,4
mm-Cu-Draht streck-gerichtet. Abbildung 6
zeigt meine einfache Draht-Streckvorrichtung. Mit ihr habe ich den 0,4
mm-Cu-Draht streck-gerichtet. Abbildung 6
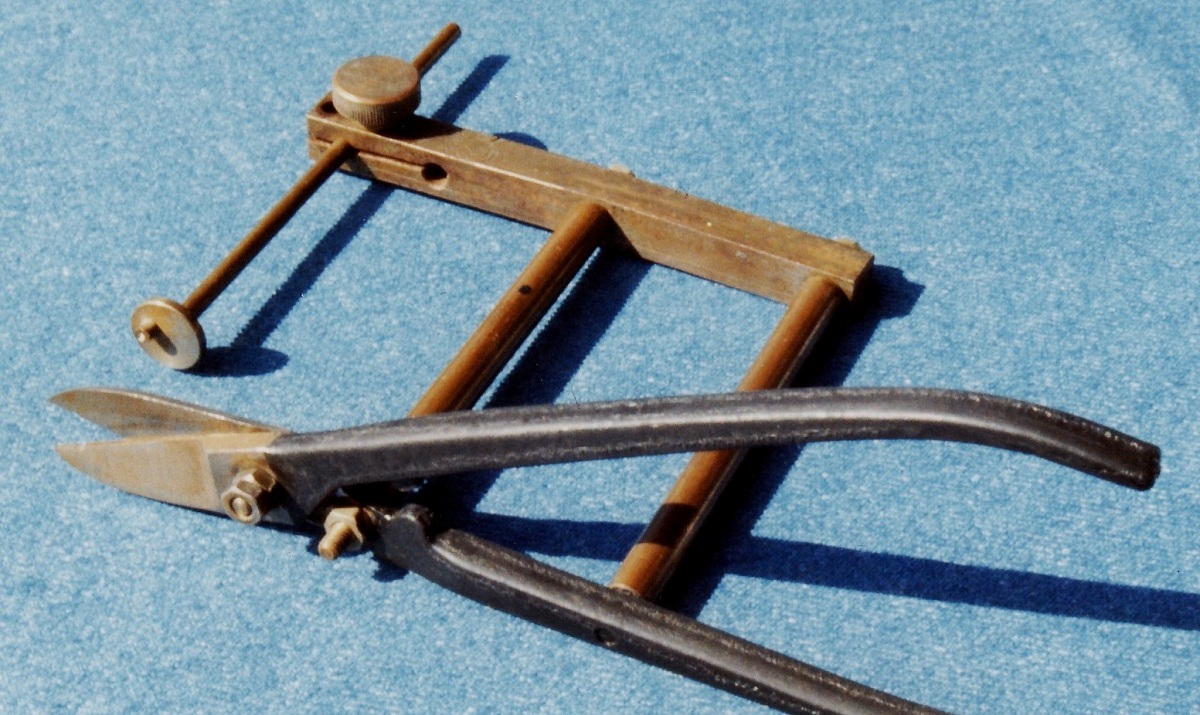 zeigt eine weitere wichtige Vorrichtung, die ebenfalls jeder Modellbauer haben
sollte. Aus einer handelsüblichen Goldblattschere habe ich bereits vor vielen
Jahren eine Drahtlängen-Schneidevorrichtung geschaffen. Sie hat einen
verstellbaren Fingeranschlag und an den Schneidschnäbeln habe ich zwei Kerben
eingeschliffen (Abbildung 7)
zeigt eine weitere wichtige Vorrichtung, die ebenfalls jeder Modellbauer haben
sollte. Aus einer handelsüblichen Goldblattschere habe ich bereits vor vielen
Jahren eine Drahtlängen-Schneidevorrichtung geschaffen. Sie hat einen
verstellbaren Fingeranschlag und an den Schneidschnäbeln habe ich zwei Kerben
eingeschliffen (Abbildung 7)  . Diese haben
den Sinn, daß der Draht beim Schneiden nicht wegrutschen kann. Der Anschlag der
Schere wurde auf die errechnete Länge von 5,9 mm eingestellt und so hatte ich
sehr schnell eine große Anzahl dieser Drahtstücke, sehr genau gleich lang,
geschnitten (Abbildung 8)
. Diese haben
den Sinn, daß der Draht beim Schneiden nicht wegrutschen kann. Der Anschlag der
Schere wurde auf die errechnete Länge von 5,9 mm eingestellt und so hatte ich
sehr schnell eine große Anzahl dieser Drahtstücke, sehr genau gleich lang,
geschnitten (Abbildung 8)  .
.
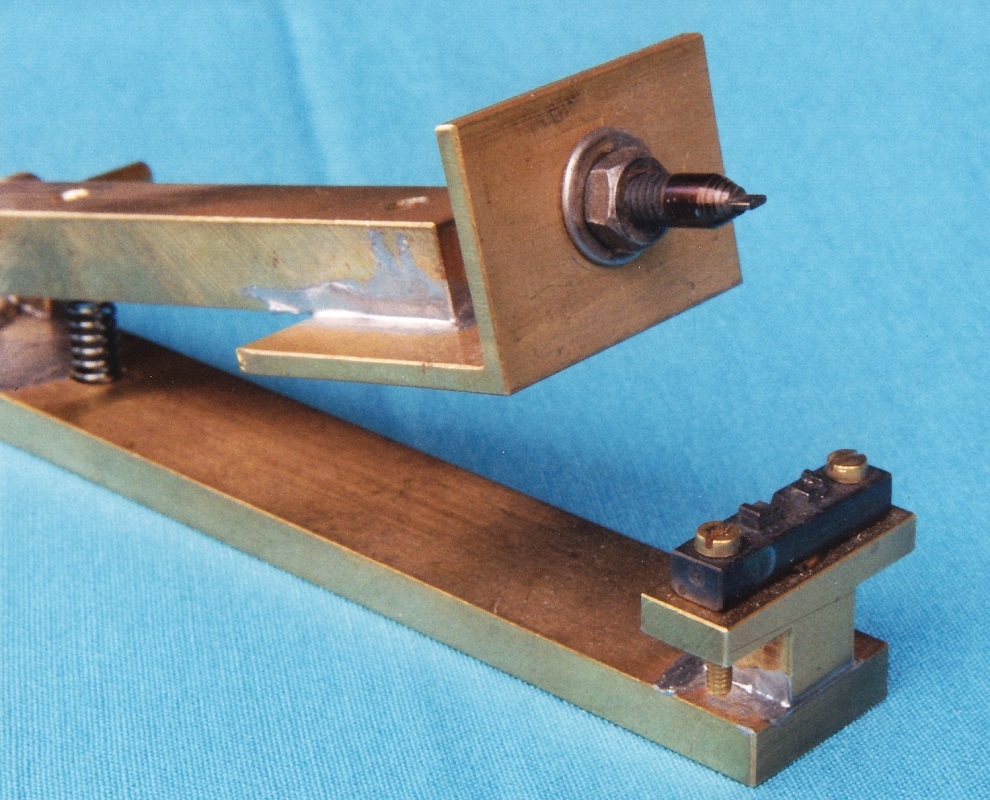
Dann wurde die einfache
Drückvorrichtung hergestellt, die Abbildung 9 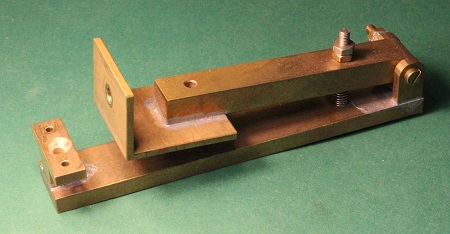 zeigt den scharnierartigen Grundaufbau. Eine Druckfeder hebt den Druckarm stets
wieder nach oben. Dieser hat vorn einen angelöteten Winkel mit einer
4-mm-Bohrung. Das Unterteil, welches bei der Arbeit im Schraubstock gespannt
wird, hat vorn eine Bank mit zwei 2,2-mm-Bohrungen. Auf dieser wird das
Präge-Unterteil (Abbildung 10)
zeigt den scharnierartigen Grundaufbau. Eine Druckfeder hebt den Druckarm stets
wieder nach oben. Dieser hat vorn einen angelöteten Winkel mit einer
4-mm-Bohrung. Das Unterteil, welches bei der Arbeit im Schraubstock gespannt
wird, hat vorn eine Bank mit zwei 2,2-mm-Bohrungen. Auf dieser wird das
Präge-Unterteil (Abbildung 10) 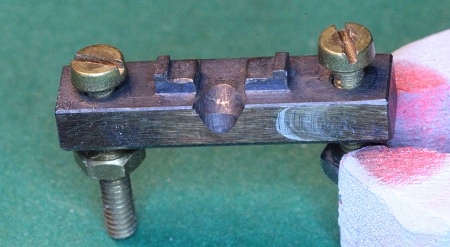 mit zwei
M2-Schrauben befestigt. In der 4-mm-Bohrung oben wird der aus Silberstahl
gedrehte Prägefinger (Abbildung 11)
mit zwei
M2-Schrauben befestigt. In der 4-mm-Bohrung oben wird der aus Silberstahl
gedrehte Prägefinger (Abbildung 11)  , mit
M4-Gewinde gekontert, befestigt. Bei Abbildung 12
, mit
M4-Gewinde gekontert, befestigt. Bei Abbildung 12
 sieht man, wie das komplett aussieht. Der Prägefinger hat vorn ein angefrästes,
kurzes und im Querschnitt ovales Prisma (Abbildung 13)
sieht man, wie das komplett aussieht. Der Prägefinger hat vorn ein angefrästes,
kurzes und im Querschnitt ovales Prisma (Abbildung 13)
 mit den Innenmaßen des Kettengliedes, in
unserem Fall 2,1 x 0,8 mm (vgl. Abbildung 4). Ich habe diese Prismen stets per
„Schlagzahnfräsen“ (mein Buch
„Fräsen mit der Drehmaschine“) angearbeitet, weil es so einfach ist
und gleichzeitig hochgenau wird. Daß es kein Prisma mit gerundetem Umfang ist
(eher ein kaum erkennbares Vieleck), spielt bei diesen geringen Dimensionen
keine Rolle. Der zu formende Kupferdraht gleicht diesen Formfehler aus.
mit den Innenmaßen des Kettengliedes, in
unserem Fall 2,1 x 0,8 mm (vgl. Abbildung 4). Ich habe diese Prismen stets per
„Schlagzahnfräsen“ (mein Buch
„Fräsen mit der Drehmaschine“) angearbeitet, weil es so einfach ist
und gleichzeitig hochgenau wird. Daß es kein Prisma mit gerundetem Umfang ist
(eher ein kaum erkennbares Vieleck), spielt bei diesen geringen Dimensionen
keine Rolle. Der zu formende Kupferdraht gleicht diesen Formfehler aus.
Alternativ kann man so etwas auch
mit einem Waagerecht-Teilgerät und dem sog. Tangential-Fräsen auf jeder
Fräsmaschine ausführen. Abbildung 14
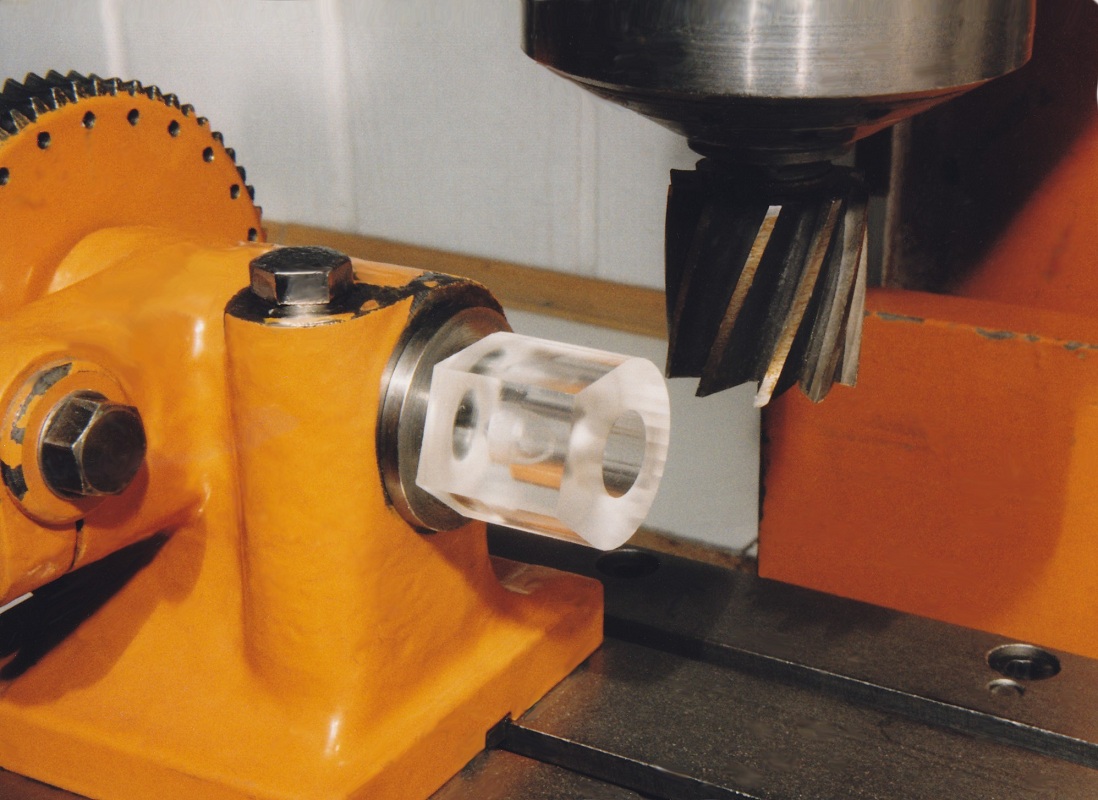 zeigt am Beispiel eines sehr großen Werkstücks (Plexiglas-Gehäuse für ein
Modell-Getriebe), wie das aussieht. Hier arbeitet ein 30-mm-Walzenstirnfräser.
Will man die kleinen ovalen Prägefinger so herstellen, würde man mit einem
Fingerfräser arbeiten und um die Höhenmaße auf 1/100-mm genau einzuhalten,
bräuchte man eine digitale Höhenmeßeinrichtung (vgl. dazu meinen wichtigen
Beitrag „Hinweise für genaues Fräsen“ in der Zeitschrift „Maschinen im
Modellbau“ Heft 6/2023).
zeigt am Beispiel eines sehr großen Werkstücks (Plexiglas-Gehäuse für ein
Modell-Getriebe), wie das aussieht. Hier arbeitet ein 30-mm-Walzenstirnfräser.
Will man die kleinen ovalen Prägefinger so herstellen, würde man mit einem
Fingerfräser arbeiten und um die Höhenmaße auf 1/100-mm genau einzuhalten,
bräuchte man eine digitale Höhenmeßeinrichtung (vgl. dazu meinen wichtigen
Beitrag „Hinweise für genaues Fräsen“ in der Zeitschrift „Maschinen im
Modellbau“ Heft 6/2023).
Abbildung 15
 zeigt links das ebenfalls aus Silberstahl gefräste Präge-Unterteil (vgl.
Abbildung 10) und rechts den zugehörigen Prägefinger. Sowohl das Präge-Unterteil
als auch das Prismenstück vom Prägefinger habe ich gehärtet und hellgelb
angelassen. Man kann das Härten auch weglassen, wenn man nur relativ kurze
Ketten anfertigen will. Dabei habe ich ein Stück Kette mit fotografiert, welche
ich mit der Vorrichtung später hergestellt habe. Die obere lichte Weite vom
Präge-Unterteil entspricht der Länge der Drahtstücke, also 5,9 mm. Die untere
Nut ist so breit, wie die Außenlänge der Glieder, also 2,9 mm. Die Tiefen dieser
beiden Nuten erkennt man etwa bei Abbildung 10. Sie sind beinahe bedeutungslos.
Die beiden Kanten zur unteren Nut kann man leicht runden. Dadurch "fließt" der
Draht leichter in die untere Form. An einer Seite habe ich wegen dem Konus am
Prägefinger mit einer Rund-Nadelfeile eine Schräge angefeilt. Abbildung 16
zeigt links das ebenfalls aus Silberstahl gefräste Präge-Unterteil (vgl.
Abbildung 10) und rechts den zugehörigen Prägefinger. Sowohl das Präge-Unterteil
als auch das Prismenstück vom Prägefinger habe ich gehärtet und hellgelb
angelassen. Man kann das Härten auch weglassen, wenn man nur relativ kurze
Ketten anfertigen will. Dabei habe ich ein Stück Kette mit fotografiert, welche
ich mit der Vorrichtung später hergestellt habe. Die obere lichte Weite vom
Präge-Unterteil entspricht der Länge der Drahtstücke, also 5,9 mm. Die untere
Nut ist so breit, wie die Außenlänge der Glieder, also 2,9 mm. Die Tiefen dieser
beiden Nuten erkennt man etwa bei Abbildung 10. Sie sind beinahe bedeutungslos.
Die beiden Kanten zur unteren Nut kann man leicht runden. Dadurch "fließt" der
Draht leichter in die untere Form. An einer Seite habe ich wegen dem Konus am
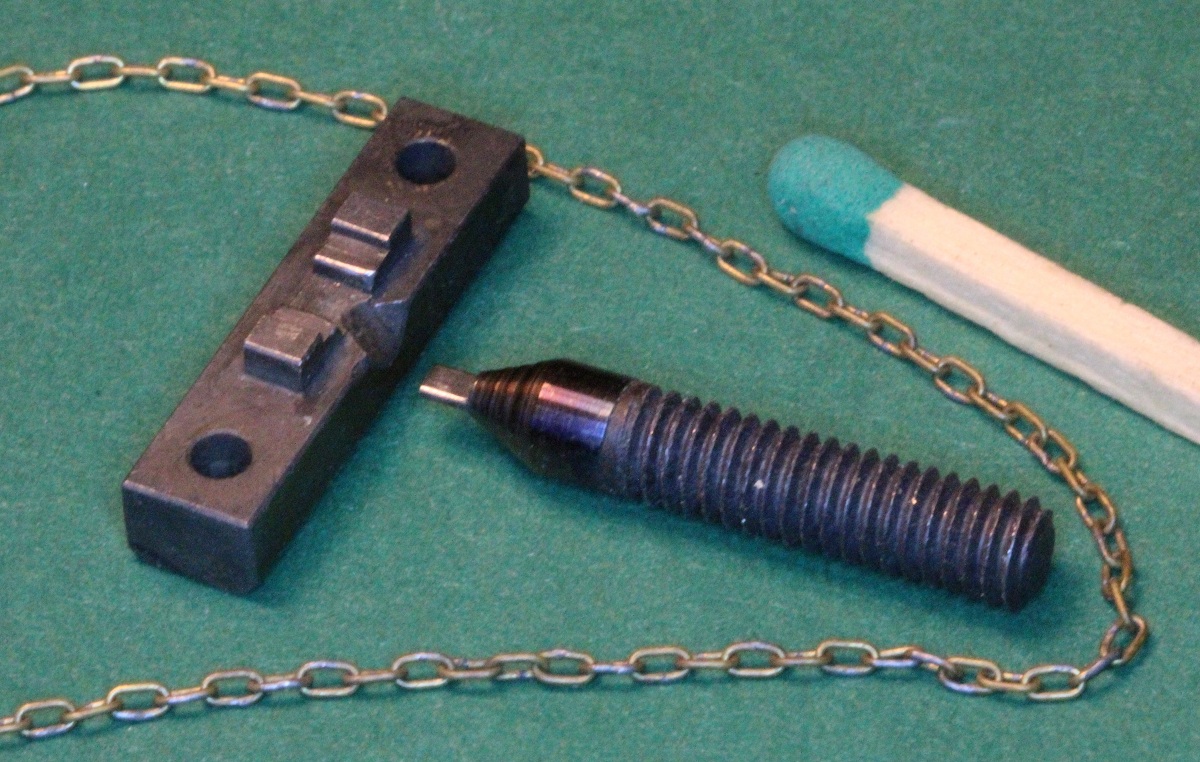
Prägefinger mit einer Rund-Nadelfeile eine Schräge angefeilt. Abbildung 16
 zeigt links ein vorgefrästes und noch nicht gehärtetes Präge-Unterteil für eine
andere Kettengröße. Ein passender Draht ist oben schon eingelegt.
zeigt links ein vorgefrästes und noch nicht gehärtetes Präge-Unterteil für eine
andere Kettengröße. Ein passender Draht ist oben schon eingelegt.
Abbildung 17
 zeigt den ersten Schritt: der Draht ist vom waagerechtliegenden Prägefinger
U-förmig in die untere Nut gedrückt. Bei dem Vorgang drücke ich mit einem
kleinen Schraubenzieher kräftig in der Mitte des Fingers. Mit dem gleichen
Schraubenzieher drücke ich danach die beiden nach oben ragenden Enden zu einem
0-förmigen Glied fertig (Abbildung 18)
zeigt den ersten Schritt: der Draht ist vom waagerechtliegenden Prägefinger
U-förmig in die untere Nut gedrückt. Bei dem Vorgang drücke ich mit einem
kleinen Schraubenzieher kräftig in der Mitte des Fingers. Mit dem gleichen
Schraubenzieher drücke ich danach die beiden nach oben ragenden Enden zu einem
0-förmigen Glied fertig (Abbildung 18)
 .
Das Ganze geht recht schnell und man erhält schöne Kettenglieder (Abbildung 19)
.
Das Ganze geht recht schnell und man erhält schöne Kettenglieder (Abbildung 19)
 . Diese müssen noch zu Ketten zusammengehakt
werden. Davon weiter unten mehr.
. Diese müssen noch zu Ketten zusammengehakt
werden. Davon weiter unten mehr.
Die Abbildung 20
 zeigt eine Alternative zur Herstellung etwas
größerer Kettenglieder. Hier habe ich ein kurzes Profil
gefräst und um dieses
den 0,8-mm-Cu-Draht zugfederartig gewickelt. Der Draht war an den Längsseiten,
wo er eigentlich für ein schönes Aussehen richtig gerade sein müßte, leicht nach
außen gewölbt. Das sieht nicht schön aus. Deshalb habe ich diese Wendel an den
Längsseiten im Schraubstock noch gedrückt. Das Problem bei der Herstellung
dieser Kettenglieder: man bekommt sie vom Profil schlecht herunter. Wenn es denn
geschehen ist, kann man die einzelnen Glieder mit einem Seitenschneider
stückweise abtrennen. Man sollte daher nicht zu viele Windungen aufwickeln.
zeigt eine Alternative zur Herstellung etwas
größerer Kettenglieder. Hier habe ich ein kurzes Profil
gefräst und um dieses
den 0,8-mm-Cu-Draht zugfederartig gewickelt. Der Draht war an den Längsseiten,
wo er eigentlich für ein schönes Aussehen richtig gerade sein müßte, leicht nach
außen gewölbt. Das sieht nicht schön aus. Deshalb habe ich diese Wendel an den
Längsseiten im Schraubstock noch gedrückt. Das Problem bei der Herstellung
dieser Kettenglieder: man bekommt sie vom Profil schlecht herunter. Wenn es denn
geschehen ist, kann man die einzelnen Glieder mit einem Seitenschneider
stückweise abtrennen. Man sollte daher nicht zu viele Windungen aufwickeln.
Pseudo-Kette
Bevor ich auf eine
„Hochtechnologie“ eingehe, wie man Miniaturketten auch herstellen kann, möchte
ich auf eine „Pseudo-Kette“ eingehen, die ich als junger Mann, noch fernab von
mechanischer Fertigung, hergestellt und an meine ersten Modelle angebaut habe.
Die Grundlage dafür sind sehr genau gleichmäßig breit geschnittene Streifen von
Alufolie, keinesfalls nicht viel breiter als 0,5 mm. Solche Folienstreifen mit
dem hohen Anspruch auf die exakte Breite kann man nicht „frei Hand“ mit der
Papierschere schneiden. Dazu benutze ich meine „frisierte“ Fotoschere (Abbildung
21)
 ,
die ich bereits mehrmals beschrieben habe, z.B. in meinem Heft
„Modellbautechniken“
(inzwischen nur noch bei mir als „e-book“ auf CD-ROM erhältlich) auf Seite 9 und
10. Kurz die Beschreibung: Die beiden Zustellspindeln haben M6-Gewinde mit
üblicherweise genau 1 mm Steigung. Somit wird es möglich, den Klemmbalken (hier
aus Messing gemacht) mittels der 10er-Teilung auf einem der beiden Zahnräder mit
gleicher Zähnezahl kontrolliert, zumindest auf 1/10 mm genau, nach vorn zu
schieben. Das Wichtigste jedoch, von Schnitt zu Schnitt haargenau
parallel. Wie anders will man eine Zustellvorrichtung exakter konstruieren? Auch
meine Kreissägen haben diese sinnvolle Zustellvorrichtung. Die größte anstatt
der Zahnräder sogar einen Kettentrieb! Die Folienstreifen werden dann zwischen
den Fingern solange wie ein Korkenzieher verdreht, bis sie täuschend echt nach
Kette aussehen, wie gesagt „Pseudo-Kette“. Ein Ende des Folienstreifens hatte
ich z.B. auch im Schraubstock gespannt, das andere jeweils in einem Feilklöbchen.
In der extremen Nahaufnahme Abbildung 22
,
die ich bereits mehrmals beschrieben habe, z.B. in meinem Heft
„Modellbautechniken“
(inzwischen nur noch bei mir als „e-book“ auf CD-ROM erhältlich) auf Seite 9 und
10. Kurz die Beschreibung: Die beiden Zustellspindeln haben M6-Gewinde mit
üblicherweise genau 1 mm Steigung. Somit wird es möglich, den Klemmbalken (hier
aus Messing gemacht) mittels der 10er-Teilung auf einem der beiden Zahnräder mit
gleicher Zähnezahl kontrolliert, zumindest auf 1/10 mm genau, nach vorn zu
schieben. Das Wichtigste jedoch, von Schnitt zu Schnitt haargenau
parallel. Wie anders will man eine Zustellvorrichtung exakter konstruieren? Auch
meine Kreissägen haben diese sinnvolle Zustellvorrichtung. Die größte anstatt
der Zahnräder sogar einen Kettentrieb! Die Folienstreifen werden dann zwischen
den Fingern solange wie ein Korkenzieher verdreht, bis sie täuschend echt nach
Kette aussehen, wie gesagt „Pseudo-Kette“. Ein Ende des Folienstreifens hatte
ich z.B. auch im Schraubstock gespannt, das andere jeweils in einem Feilklöbchen.
In der extremen Nahaufnahme Abbildung 22
 liegt oben eine „Kette“ aus einem 0,4 mm breiten Alu-Folienstreifen, darunter
eine aus einem 0,3-mm-Streifen verdrillt. Und am unteren Bildrand habe ich zwei
hauchfeine, verzinnte Kupferdrähte verdrillt. Auch das sieht mit bloßem Auge bei
einem Modellbau in sehr kleinem Maßstab nach Kette aus. Grill-Haushaltfolie geht
für diesen Zweck nicht, sie ist viel zu dünn. Ich verwende die beidseitig
alublanken Abdeckungen von Joghurt-Bechern usw. Sind sie „zerknittert“, so
streiche ich sie auf einer glatten Unterlage mit einem großen Radiergummi oder
mit der Kante eines Plastelineals glatt.
liegt oben eine „Kette“ aus einem 0,4 mm breiten Alu-Folienstreifen, darunter
eine aus einem 0,3-mm-Streifen verdrillt. Und am unteren Bildrand habe ich zwei
hauchfeine, verzinnte Kupferdrähte verdrillt. Auch das sieht mit bloßem Auge bei
einem Modellbau in sehr kleinem Maßstab nach Kette aus. Grill-Haushaltfolie geht
für diesen Zweck nicht, sie ist viel zu dünn. Ich verwende die beidseitig
alublanken Abdeckungen von Joghurt-Bechern usw. Sind sie „zerknittert“, so
streiche ich sie auf einer glatten Unterlage mit einem großen Radiergummi oder
mit der Kante eines Plastelineals glatt.
Oval gedrückte Kettenglieder
Beim Bau meines aktuellen 1:50-Modells USS CASSIN YOUNG habe ich auch Ketten für Reling-„Durchzüge“ und ähnliches zu verbauen. Die Ketten mit Steg-Kettengliedern für die Ankerketten soll hier nicht das Thema sein. Wie bei allen anderen Details will ich auch hier Ketten anbauen, die mir richtig gefallen. Das betrifft sowohl das schon erwähnte Längen-Breiten-Verhältnis als auch die Materialstärke, damit ich beim Modellnachbau später die richtige, keinesfalls überdimensionierte Stärke des Messing- oder Kupferdrahtes verwende. Bei so kleinen Teilen wie Ketten kann man sich eine leichte Überdimensionierung bis maximal 120% „leisten“ und die Teile sehen noch nicht „übergewichtig“ aus. Wenn z.B. die errechnete Drahtstärke 0,16 mm beträgt, so kann man durchaus auch 0,2-mm-Draht benutzen. Ich bin auf eine völlig neue Idee gekommen, ovale Kettenglieder in Miniaturform herzustellen. Um einen Bohrerschaft wird dabei der Kupferdraht wendelförmig wie eine Zugfeder gewickelt und diese Wendel wird in einem flachen Kanal vom runden zu einem ovalen Querschnitt gedrückt.
Auch hier beginnt alles mit einer
in dem Fall 100-fachen Vergrößerungszeichnung. Der mir zur Verfügung stehende
blanke Kupferdraht hatte einen Durchmesser von 0,18 mm. Diesen habe ich um den
Schaft eines 0,6 mm Wendelbohrers gewickelt. Am Schneidenteil des Bohrers
beginne ich damit von Hand (Abbildung 23)
![]() .
Dieses Stück spannt man dann im Backenfutter der Drehmaschine und wickelt der
Rest bei nicht zu hoher Drehzahl Windung an Windung auf (Abbildung 24)
.
Dieses Stück spannt man dann im Backenfutter der Drehmaschine und wickelt der
Rest bei nicht zu hoher Drehzahl Windung an Windung auf (Abbildung 24)
 .
Die Drehrichtung ist dabei gleichgültig. Schnell hat man sich so einen großen
Vorrat geschaffen (Abbildung 25)
.
Die Drehrichtung ist dabei gleichgültig. Schnell hat man sich so einen großen
Vorrat geschaffen (Abbildung 25)  .
.
Dann habe ich den Drück-Kanal
gefräst. Dabei ist wichtig, daß man die aus der Zeichnung ermittelten Werte
möglichst auf 1/100 mm genau einhält. Der Kanal sollte danach 1,15 mm breit und
0,67 mm tief sein. In ein 10 mm langes Stahlstück habe ich diesen Kanal mit
einem 1-mm-Fingerfräser (Fa. Pfeiffer-Werkzeuge) eingefräst (Abbildung 26)
 . Damit man die Tiefe von 0,67 mm überhaupt
richtig einhalten kann, muß die obere Fläche zuerst mit dem 1-mm-Fräser in
schmalen Spuren überstirnt werden. Danach wird die Höhenskala der Fräsmaschine
„genullt“ und so kann man dann von dieser Nullung auf Tiefe gehen. Vorteil
dabei: die schon erwähnte digitale Höhenmeßeinrichtung, mit der man
Hundertstel-Maße problemlos einhalten kann. Die Breite wird mit dem
Digital-Meßschieber gemessen.
. Damit man die Tiefe von 0,67 mm überhaupt
richtig einhalten kann, muß die obere Fläche zuerst mit dem 1-mm-Fräser in
schmalen Spuren überstirnt werden. Danach wird die Höhenskala der Fräsmaschine
„genullt“ und so kann man dann von dieser Nullung auf Tiefe gehen. Vorteil
dabei: die schon erwähnte digitale Höhenmeßeinrichtung, mit der man
Hundertstel-Maße problemlos einhalten kann. Die Breite wird mit dem
Digital-Meßschieber gemessen.
Anschließend muß dieser Kanalstein
seitliche Begrenzungen erhalten. Ich habe diese aus Messing gefräst und mit
M4-Senkschrauben befestigt (Abbildung 27)  .
Die oberen Flächen dieser Begrenzungen dürfen die obere Fläche vom Kanalstein
nicht überragen! Mit einer Mini-Nagelschere habe ich jede Wendel nach Abbildung
25 so gekürzt, daß sie in der Länge gerade so in den Kanal paßt. Wenn die Wendel
auch nur ein kleines Stück zu kurz ist, so legen sich die einzelnen Windungen
beim nun folgenden Oval-Drücken nur auf die Seite. Bei Abbildung 28
.
Die oberen Flächen dieser Begrenzungen dürfen die obere Fläche vom Kanalstein
nicht überragen! Mit einer Mini-Nagelschere habe ich jede Wendel nach Abbildung
25 so gekürzt, daß sie in der Länge gerade so in den Kanal paßt. Wenn die Wendel
auch nur ein kleines Stück zu kurz ist, so legen sich die einzelnen Windungen
beim nun folgenden Oval-Drücken nur auf die Seite. Bei Abbildung 28
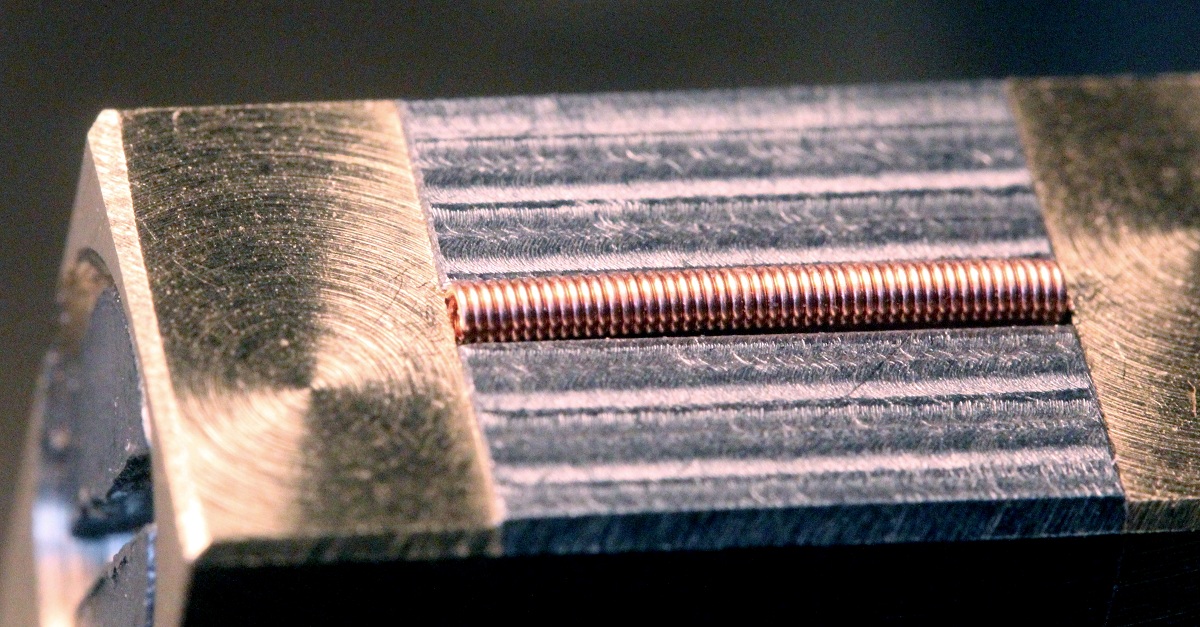 ist die Wendel noch rund, sie ragt (noch) aus dem Kanal heraus. Der Kanalstein
mit der einliegenden Wendel wird nun in den möglichst glatten (!) Backen eines
Schraubstocks geklemmt und so die Wendel oval gedrückt (Abbildung 29)
ist die Wendel noch rund, sie ragt (noch) aus dem Kanal heraus. Der Kanalstein
mit der einliegenden Wendel wird nun in den möglichst glatten (!) Backen eines
Schraubstocks geklemmt und so die Wendel oval gedrückt (Abbildung 29)
![]() .
Für das Abschneiden der einzelnen Glieder mit der gleichen Mini-Nagelschere (man
kann auch einen kleinen Seitenschneider dazu vorsichtig, ohne Ausglühen der
Schneidschnäbel „frisieren“) habe ich die Wendel kurz ausragend in einer
1,2-mm-Spannzange der Uhrmacherdrehmaschine geklemmt (Abbildung 30)
.
Für das Abschneiden der einzelnen Glieder mit der gleichen Mini-Nagelschere (man
kann auch einen kleinen Seitenschneider dazu vorsichtig, ohne Ausglühen der
Schneidschnäbel „frisieren“) habe ich die Wendel kurz ausragend in einer
1,2-mm-Spannzange der Uhrmacherdrehmaschine geklemmt (Abbildung 30)
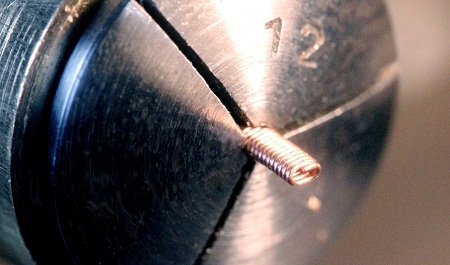 . Alternativ kann man auch ein kleines
Bohrfutter verwenden, nicht jeder hat eine Uhrmacherdrehmaschine. So konnte ich
die Glieder, jeweils in der Mitte des oberen geraden Längsstücks, abtrennen
(Abbildung 31)
. Alternativ kann man auch ein kleines
Bohrfutter verwenden, nicht jeder hat eine Uhrmacherdrehmaschine. So konnte ich
die Glieder, jeweils in der Mitte des oberen geraden Längsstücks, abtrennen
(Abbildung 31)  . Die Spitze meiner
Nagelschere ließ es zu, daß ich bei jedem Schnitt ein bis drei Glieder
abschneiden konnte. Dabei verformen sich die Mini-C´s natürlich etwas.
. Die Spitze meiner
Nagelschere ließ es zu, daß ich bei jedem Schnitt ein bis drei Glieder
abschneiden konnte. Dabei verformen sich die Mini-C´s natürlich etwas.
Die Glieder waren nun vorhanden, sie mußten noch zu Kette zusammengehakt werden. Bei diesen winzigen Dimensionen geht das nicht ohne einen Spezial-Miniatur-Schraubstock, den man sich selbst schaffen muß. Ursprünglich hatte ich die Absicht, die einzelnen Glieder nach dem Zusammenhaken noch zu verlöten, damit die Kette auch etwas "aushält“. Mein erster Versuch war daher, die Backen dieses Mini-Schraubstocks aus hitzebeständigem Novotex herzustellen, wie ich es stets auch bei größeren Lötvorrichtungen tue. Dieses Material war allerdings nicht so fest, daß es den Druck auf das Kettenglied (es wird ja nur das untere, gerade Stück geklemmt) und gleichzeitig die Löthitze aushielt. Auch die Idee, als Material für die Backen Alu zu verwenden, hat sich schnell als Irrtum herausgestellt. Alu ist auch noch viel zu weich dafür. So habe ich dann einen Mini-Schraubstock "de luxe" gebaut. Die beiden Backenriegel sind aus Automatenstahl und haben vorn gehärtete (!) Einsätze aus Silberstahl. Von dem Wunsch, die Kettenglieder zu löten, wie ich das früher bei größeren Ketten getan habe (Abbildung 15), habe ich mich schnell verabschiedet. Zwei stichhaltige Gründe dafür: erstens erkennt man bei Kettengliedern von 1,15 x 0,67 mm Größe mit bloßen Augen nicht, wenn sie nicht gelötet sind und zweitens haben die Ketten kaum ein Gewicht und werden zudem, eingebaut am Modell, nie auf Zug belastet.
In Abbildung 32
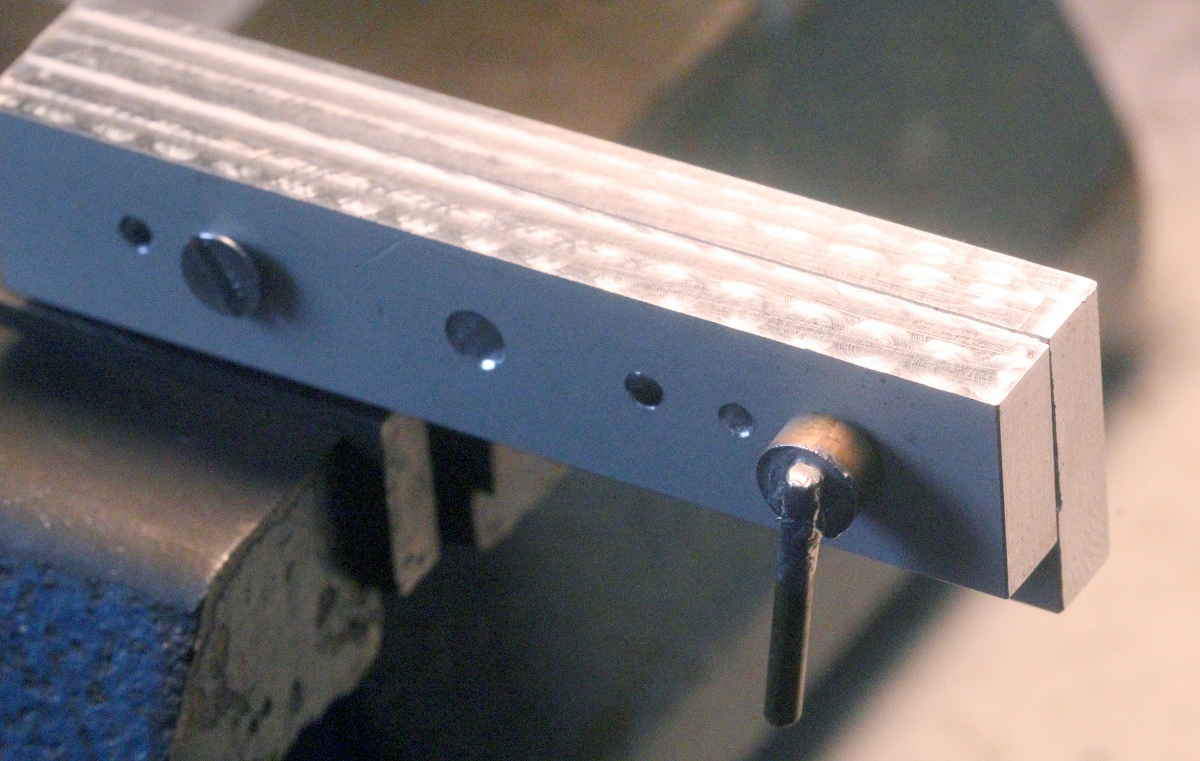 zeige ich den Mini-Schraubstock (den 2. Versuch aus Alu-Riegeln). Der hinterste
Riegel ist etwas höher. Mit seiner deshalb unten ausragenden „Einspannfahne“
wird er im Maschinenschraubstock der Fräsmaschine gespannt. Zuvor sind beide
Riegel mit zwei 2-mm-Zylinderstiften in geriebenen Durchgangsbohrungen
verstiftet. Sie sind von zwei M3-Schrauben zusammengehalten und neben der im
Bild rechten M3-Schraube mit angelötetem Knebel gibt es innen einen Federkanal
mit einer eingebauten Druckfeder. Diese drückt später bei der Arbeit die beiden
Schraubstockhälften auseinander.
zeige ich den Mini-Schraubstock (den 2. Versuch aus Alu-Riegeln). Der hinterste
Riegel ist etwas höher. Mit seiner deshalb unten ausragenden „Einspannfahne“
wird er im Maschinenschraubstock der Fräsmaschine gespannt. Zuvor sind beide
Riegel mit zwei 2-mm-Zylinderstiften in geriebenen Durchgangsbohrungen
verstiftet. Sie sind von zwei M3-Schrauben zusammengehalten und neben der im
Bild rechten M3-Schraube mit angelötetem Knebel gibt es innen einen Federkanal
mit einer eingebauten Druckfeder. Diese drückt später bei der Arbeit die beiden
Schraubstockhälften auseinander.
Auf der Fräsmaschine werden zuerst
die beiden oberen Flächen mit einem Walzenstirnfräser sparsam überstirnt. Der
Riegel mit der „Einspannfahne“ bleibt eingespannt, der vordere Riegel wird
abgenommen. Nun wird mit einem möglichst neuen (mit scharfen Schneiden-Ecken)
Fingerfräser in die noch gespannte Backe oben eine recht geringe Stufe
angefräst: 0,15 mm hoch und nur 0,1 mm breit. Diese Stufe hat nur den Sinn, daß
später das in die leicht geöffneten Backen eingesteckte Kettenglied nicht nach
unten durchrutschen kann. Die Kanten werden nur leicht entgratet, schon feine
Fasen wären falsch. Wir brauchen die volle Höhe der Klemmstufe von 0,15 für das
sichere Klemmen! Ich erinnere daran: der Draht, aus dem die Glieder gemacht
wurden, hat einen Durchmesser von 0,18 mm. Damit sich die „lose Backe“ bei der
Arbeit gut bewegen kann, habe ich die geriebenen Paßbohrungen 2H7 in ihr auf Ø
2,1 aufgebohrt. Mit der in Abbildung 32 ganz links angeordneten M3–Schraube wird
die Beweglichkeit die Backen so voreingestellt, daß sie sich nie zu weit öffnen
lassen. Abbildung 33
 zeigt den Arbeitsbereich vom Mini-Schraubstock mit den gehärteten Einsätzen.
Auch diese Einsätze sind gegen die Riegel (Automatenstahl) verstiftet und
verschraubt, wie Abbildung 34
zeigt den Arbeitsbereich vom Mini-Schraubstock mit den gehärteten Einsätzen.
Auch diese Einsätze sind gegen die Riegel (Automatenstahl) verstiftet und
verschraubt, wie Abbildung 34
 zeigt. Das Überfräsen an den oberen Flächen und das Anfräsen der Klemmstufe
machte ich so, wie ich es bei den Alu-Backen beschrieben hatte. Danach werden
die Silberstahl-Einsätze ausgebaut und separat gehärtet. Der Messingbecher links
hat einen Spalt. Durch diesen Spalt hindurch wird die beständig länger werdende
Kette im Becher „gesammelt“. Ich habe die filigrane Arbeit des Zusammenhakens
unter meinem Stereo-Mikroskop (bei e-bay ersteigert, danke Hans dafür!) bei
extrem starkem Licht ausgeführt (Abbildung 35)
zeigt. Das Überfräsen an den oberen Flächen und das Anfräsen der Klemmstufe
machte ich so, wie ich es bei den Alu-Backen beschrieben hatte. Danach werden
die Silberstahl-Einsätze ausgebaut und separat gehärtet. Der Messingbecher links
hat einen Spalt. Durch diesen Spalt hindurch wird die beständig länger werdende
Kette im Becher „gesammelt“. Ich habe die filigrane Arbeit des Zusammenhakens
unter meinem Stereo-Mikroskop (bei e-bay ersteigert, danke Hans dafür!) bei
extrem starkem Licht ausgeführt (Abbildung 35)
 .
Den Sichtbereich des Mikroskops habe ich mit einem Fine-Liner auf den Backen
angezeichnet (vgl. dazu Abbildung 33). So konnte ich die nächsten zu
„verbauenden“ Glieder stets schon an die richtige Stelle legen.
.
Den Sichtbereich des Mikroskops habe ich mit einem Fine-Liner auf den Backen
angezeichnet (vgl. dazu Abbildung 33). So konnte ich die nächsten zu
„verbauenden“ Glieder stets schon an die richtige Stelle legen.
Für die „Handhabung“ der winzigen Glieder benötigt man eine gut vorbereitete Pinzette aus Stahl (Edelstahl ist nicht geeignet, er ist zu weich und die Pinzetten-Schnäbel verbiegen sich!). Zuerst werden die beiden Schnäbel mit einer kleinen Trennscheibe auf gleiche Länge geschliffen. Sie haben so beide eine feine „Stirnfläche“. Dazu werden sie immer nur mit wenig Druck geschlossen. Ich hatte den Feinbohrschleifer mit der Trennscheibe im Schraubstock gespannt. Dann werden die Schnäbel in der Draufsicht leicht konisch geschliffen. Dabei dürfen sie seitlich nicht verschoben werden. Anschließend werden sie auch in der Seitenansicht leicht konisch (beide gleich) geschliffen. Sie dürfen nicht zu dünn werden, sonst verbiegen sie sich. Zum Schluß habe ich die vier Außen-Eckenkanten der Schnäbel mit einer Nadelfeile, auch möglichst alle vier gleich, gerundet. Die Spitzen der Schnäbel passen danach locker in die innere Weite der Kettenglieder und man kann als Test mit dieser Pinzette senkrecht einen 0,2-mm-Draht von einer waagerechten Fläche sicher ergreifen.
Die Backen unseres
Minischraubstocks werden leicht geöffnet, gerade so weit, daß man die gerade
Strecke eines Gliedes einstecken und klemmen kann. Nun werden mit der Pinzette
beide Enden des Gliedes entgegengesetzt soweit auseinandergebogen, daß man an
einer Seite (links in Abbildung 36) 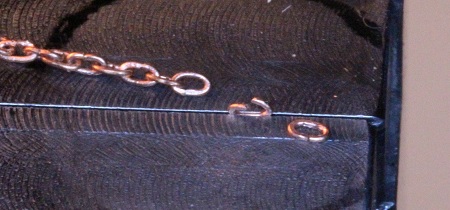 die
schon fertige Kettenlänge und an der anderen Seite ein zusammengebogenes Glied
(es liegt rechts) einhaken kann. Ein zusammengebogenes Glied erreiche ich, indem
ich dieses meist stark verformte „Ding“, ich habe es oben als C bezeichnet, auf
der flachen Unterlage der Backen mit der flachen Fläche der Pinzette „einebne“.
Meist muß ich auch die Länge des Gliedes noch vorsichtig stauchen, damit sich
die beiden Enden wie Daumen und Zeigefinger einer Hand berühren. Einen zu großen
Abstand würde man sehen. Je nachdem, wie sich die Glieder beim Abtrennen
verformt haben (vgl. Abbildung 31) benutze ich sie wahlweise zum Klemmen in den
Backen oder als zusammengebogene Glieder. Bei Abbildung 37
die
schon fertige Kettenlänge und an der anderen Seite ein zusammengebogenes Glied
(es liegt rechts) einhaken kann. Ein zusammengebogenes Glied erreiche ich, indem
ich dieses meist stark verformte „Ding“, ich habe es oben als C bezeichnet, auf
der flachen Unterlage der Backen mit der flachen Fläche der Pinzette „einebne“.
Meist muß ich auch die Länge des Gliedes noch vorsichtig stauchen, damit sich
die beiden Enden wie Daumen und Zeigefinger einer Hand berühren. Einen zu großen
Abstand würde man sehen. Je nachdem, wie sich die Glieder beim Abtrennen
verformt haben (vgl. Abbildung 31) benutze ich sie wahlweise zum Klemmen in den
Backen oder als zusammengebogene Glieder. Bei Abbildung 37
 sind die drei Teile zusammengehakt und bei
Abbildung 38
sind die drei Teile zusammengehakt und bei
Abbildung 38  ist das geklemmte Glied nun
auch geschlossen. Bei allen drei Nahaufnahmen sieht man übrigens am rechten
Bildrand etwas die angefräste, feine Stufe an der hinteren Backe. Nach einiger
Zeit erreicht man eine gute Routine und die Arbeit geht flott von der Hand. In
Abbildung 39
ist das geklemmte Glied nun
auch geschlossen. Bei allen drei Nahaufnahmen sieht man übrigens am rechten
Bildrand etwas die angefräste, feine Stufe an der hinteren Backe. Nach einiger
Zeit erreicht man eine gute Routine und die Arbeit geht flott von der Hand. In
Abbildung 39
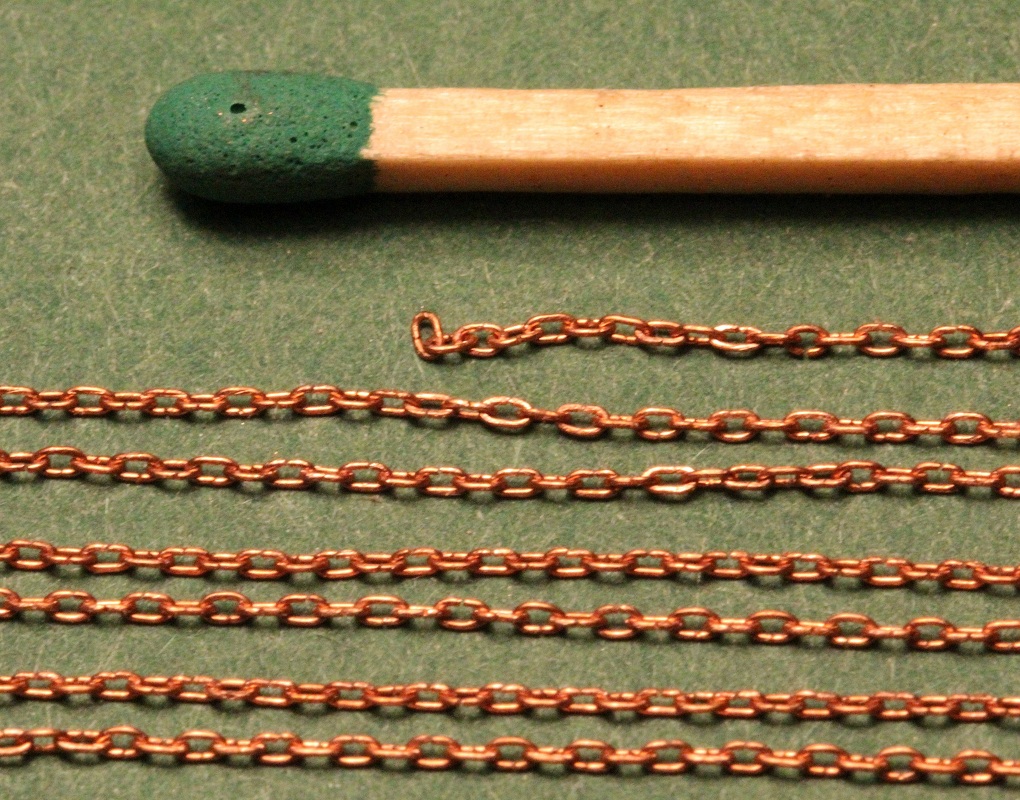 zeige ich ein Teil der 1,80 m langen Kette im Vergleich mit einem Streichholz.
Ich vermute, daß mit diesen fast 2 Metern der Bedarf für das gesamte Modell
gedeckt ist...? Und bei Abbildung 40
zeige ich ein Teil der 1,80 m langen Kette im Vergleich mit einem Streichholz.
Ich vermute, daß mit diesen fast 2 Metern der Bedarf für das gesamte Modell
gedeckt ist...? Und bei Abbildung 40
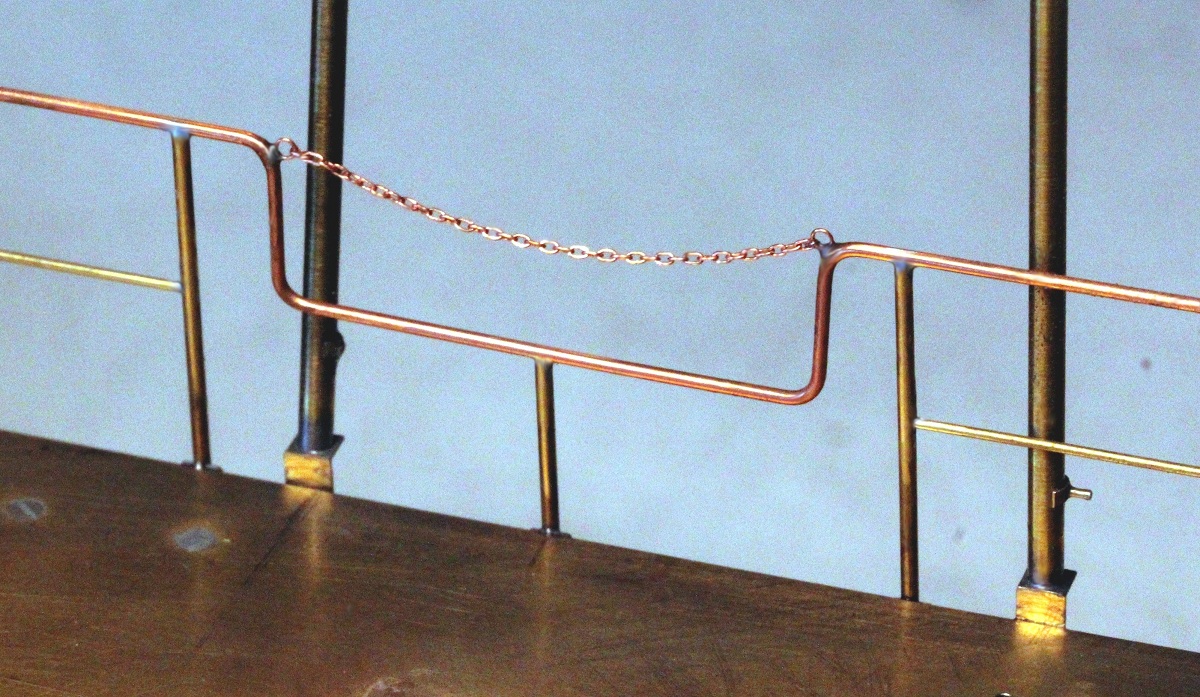 zeige ich wie ein Stück davon an einer Reling angebaut aussieht. Um die
empfindliche Kette bei der Montage nicht zu zerreißen, habe ich beide Enden mit
noch viel dünneren Kupferdraht angebunden. Ohne Mikroskop braucht man für das
Kettenhaken eine Kopflupe mit starker Vergrößerung. Ich empfehle ohnehin, auf
diese Art zuerst größere Ketten herzustellen. Es müssen ja nicht gleich
Kettenglieder von winzigen 1,15 mm Länge sein.
zeige ich wie ein Stück davon an einer Reling angebaut aussieht. Um die
empfindliche Kette bei der Montage nicht zu zerreißen, habe ich beide Enden mit
noch viel dünneren Kupferdraht angebunden. Ohne Mikroskop braucht man für das
Kettenhaken eine Kopflupe mit starker Vergrößerung. Ich empfehle ohnehin, auf
diese Art zuerst größere Ketten herzustellen. Es müssen ja nicht gleich
Kettenglieder von winzigen 1,15 mm Länge sein.
Die oben angegebenen mm-Werte kann man z.B. verwenden, um in Dimensionen größer zu bauen. Ein Beispiel: wir wollen keinen 0,18-mm-Draht verwenden, sondern 0,32-mm-Cu-Draht. Die Rechnung: 0,32 : 0,18 = 1,778. Alle Maße müssen mit diesem Vergrößerungsfaktor 1,778 multipliziert werden. Der Bohrerschaft, um den der Draht gewickelt wird, hat nun idealerweise einen Durchmesser von 1,067 mm (1,778 x 0,6 = 1,067). Das wäre ein 1,1-mm-Wendelbohrer, denn die meisten Bohrer sind einige 1/100-mm dünner als ihr Nenndurchmesser! Und der Drück-Kanal ist nun 2,05 mm breit und 1,2 mm tief zu fräsen. Gleiche Rechnungen kann man mit verschiedenen Drahtstärken ausführen.
Jürgen Eichardt
Bildtexte:
Foto 01: Diese Ketten werden von Automaten hergestellt. Warum nicht mit schönen, langgestreckten Gliedern?
Foto 02: Maßstab des Modells: 1:25.
Foto 03: Der Anker wurde von unserer Besatzung von Hand gezogen.
Foto 04: Das Anschlußglied habe ich rechts als Schnitt mit gezeichnet.
Foto 05: Den Draht streckt man fast bis zum Zerreißen, dann ist er gerade. Zu harte Drähte kann man ausglühen.
Foto 06: Die zwei Abstandbolzen müssen nicht ganz so lang sein.
Foto 07: Die beiden Kerben müssen auch einen „Spanwinkel“ haben. Schliff mit einer kleinen Trennscheibe.
Foto 08: Den Draht lasse ich stets am kleinen Bolzen anstoßen.
Foto 09: Die Vorrichtung ist schnell aus ein paar Ms-Teilen gemacht.
Foto 10: Beide Nuten sollen symmetrisch eingefräst werden.
Foto 11: Silberstahl immer bei sehr geringen Schnittgeschwindigkeiten bearbeiten.
Foto 12: Der ovale Prägefinger wird waagerecht ausgerichtet.
Foto 13: Wer gut feilen kann, feilt die beiden Rundungen, das ist nicht „meine Welt“!
Foto 14: Tangential-Fräsen auf der Fräsmaschine mit einem normalen Waagerecht-Teilkopf.
Foto 15: Hier wurden die Ms-Glieder noch durch Lötung geschlossen.
Foto 16: Ein nur vorgefrästes Präge-Unterteil.
Foto 17: Die Maße müssen stimmen, sonst klappt es mit dem Biegen nicht.
Foto 18: Die gestreckte Länge kann man errechnen – aber auch bei Versuchen testen.
Foto 19: Ziel erreicht, langgestreckte Kettenglieder.
Foto 20: Sieben Wendel bekommt man mit einem Schraubenzieher noch gut heruntergehebelt.
Foto 21: Die Spindeln können auch Feingewinde haben, doch immer 1 mm Steigung!
Foto 22: Man erkennt sehr gut, wann man das Verdrillen beenden muß.
Foto 23: Das ist nur der Anfang.
Foto 24: Den Bohrerschaft dreht man aus der Wendel heraus – geht aber nur in einer Drehrichtung.
Foto 25: Der Außen-Ø der Wendel ist etwa 1 mm.
Foto 26: Die Kanten werden nur leicht entgratet.
Foto 27: Die fertige Drück-Kanal mit den nötigen seitlichen Begrenzungen.
Foto 28: Eine Wendel ist in der Länge genau eingepaßt.
Foto 29: Die Oval-Form erkennt man hier nicht so gut.
Foto 30: Nur leichtes Festhalten in der Spannzange/Bohrfutter.
Foto 31: Nahezu jedes „C-Häkchen“ sieht anders aus.
Foto 32: Das große Loch in der Mitte ist ohne Bedeutung.
Foto 33: Oft lege ich noch mehr Glieder in den Kreis, bevor ich mit dem „Ketten“ beginne.
Foto 34: Die Stahl-Riegel hatten unten bereits die großen Bohrungen, bevor ich sie verarbeitet habe. Der Ms-Becher ist nur auf der hinteren Backe erhöht auf einem Blechstreifen angeklebt.
Foto 35: Die Lampe hat die Leuchtstärke von (ehemals) 100 Watt. Das sowjetische (!) Stereo-Mikroskop hat mir schon oft gute Dienste geleistet.
Foto 36: Das Kettenglied ist nur knapp geklemmt. Rechts liegt ein fertiges Glied.
Foto 37: Bei jeder Klemmaktion wird die Kette zwei Glieder länger.
Foto 38: Die Kette kann nun wieder ein Stück in den Sammelbecher zurückgezogen werden.
Foto 39: Ich habe reichlich Kette hergestellt, insgesamt 1,80 m.
![]()