 Er soll in etwa
so aussehen.
Er soll in etwa
so aussehen.Schraubstock an Werkbank (Teil 1)
vice on workbench (part 1)
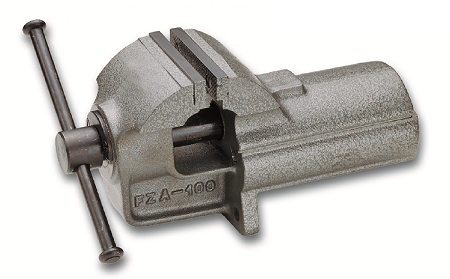
An einer heruntergeklappten, kleinen Werkbank an der Achterkante vom mittleren Deckshaus ist ein Schraubstock angebracht. Ich will diesen im Modellmaßstab 1:50 bauen und dort anbringen.
Er soll in etwa
so aussehen.
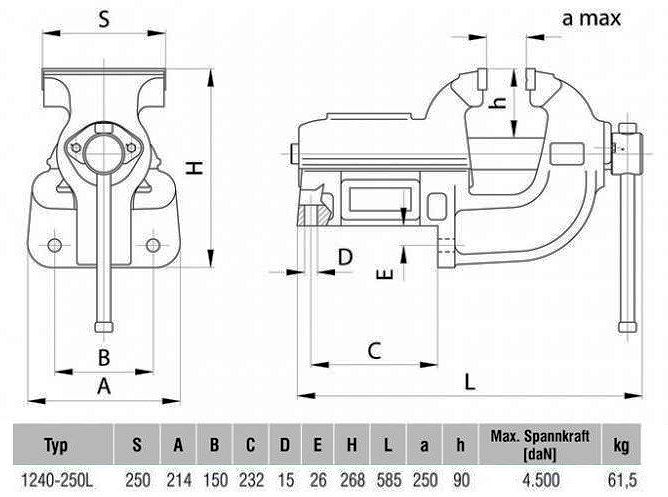 In einem Katalog habe ich diese Abbildung
gefunden. Hieraus nehme ich die Maßdimensionen für den Modellschraubstock.
In einem Katalog habe ich diese Abbildung
gefunden. Hieraus nehme ich die Maßdimensionen für den Modellschraubstock.
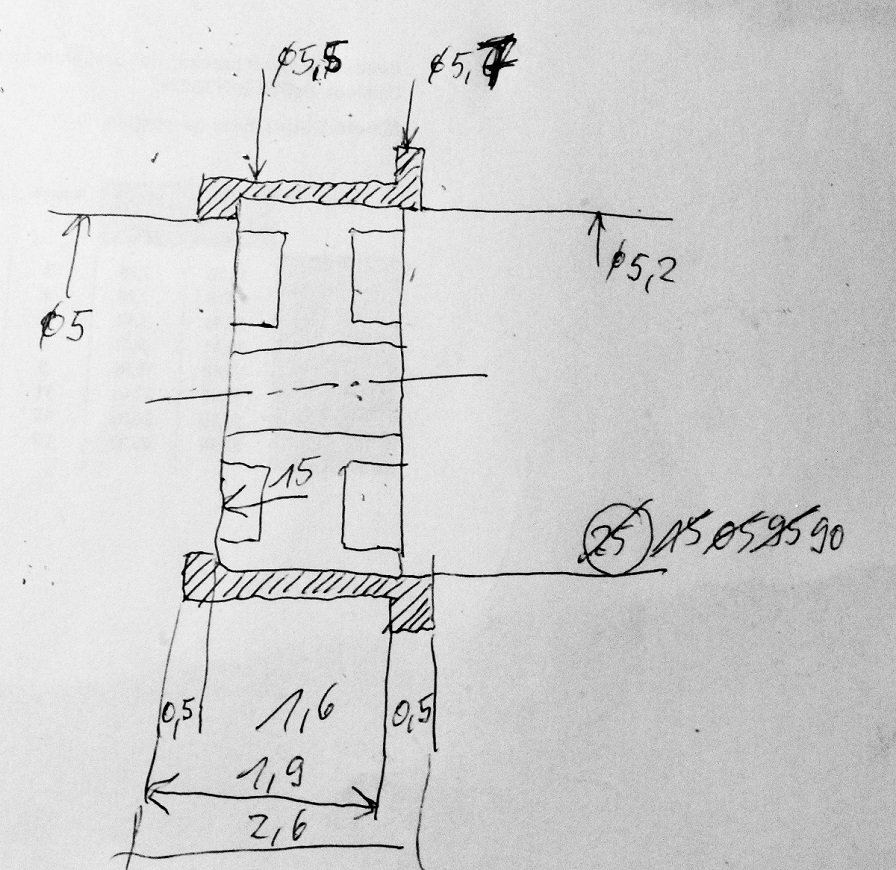
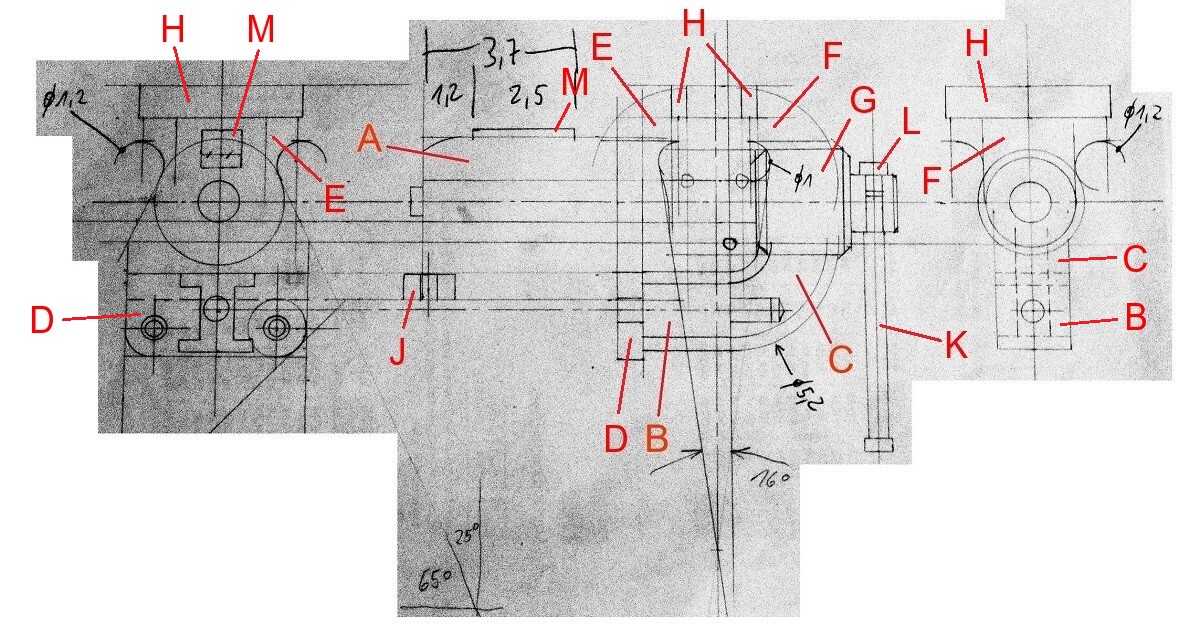 (kleine Bilder anklicken) Hier zeige ich die 10:1-Zchng.
(mit spitzem Bleistift), die ich in solchen Fällen stets vorab anfertige. Der
Modellschraubstock wird schließlich über alles nur 11,7 mm lang! (Wenn man die
richtigen Herstellungs-Technologien kennt, ist es gleichgültig, ob der
Schraubstock 60 mm lang oder nur 11,7 mm lang ist, es gibt schließlich sehr
kleine Werkzeuge (z.B. Fräser) Ich beginne die Teilefertigung mit dem
Grundkörper (A).
(kleine Bilder anklicken) Hier zeige ich die 10:1-Zchng.
(mit spitzem Bleistift), die ich in solchen Fällen stets vorab anfertige. Der
Modellschraubstock wird schließlich über alles nur 11,7 mm lang! (Wenn man die
richtigen Herstellungs-Technologien kennt, ist es gleichgültig, ob der
Schraubstock 60 mm lang oder nur 11,7 mm lang ist, es gibt schließlich sehr
kleine Werkzeuge (z.B. Fräser) Ich beginne die Teilefertigung mit dem
Grundkörper (A).
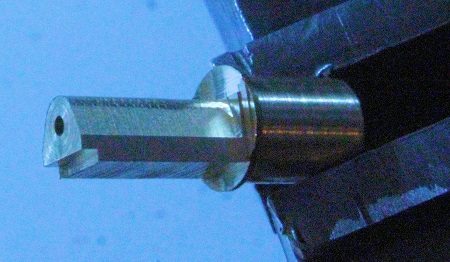
 Ein Drehteil mit
6-mm-Spannzapfen erhält eine durchgängige 1-mm-Bohrung.
Ein Drehteil mit
6-mm-Spannzapfen erhält eine durchgängige 1-mm-Bohrung.
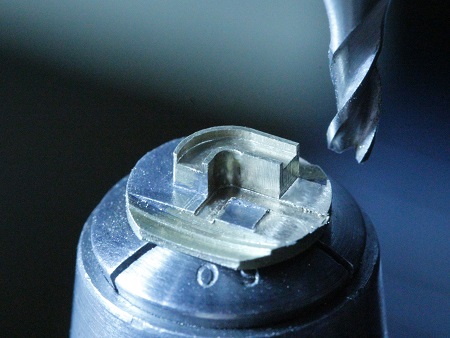
 Das Teil mit dem
etwa dachförmigen Querschnitt und der Stufe vorn wird
gefräst....
Das Teil mit dem
etwa dachförmigen Querschnitt und der Stufe vorn wird
gefräst....
 ...und mit 6,2 mm
Länge abgestochen/-gesägt.
...und mit 6,2 mm
Länge abgestochen/-gesägt.
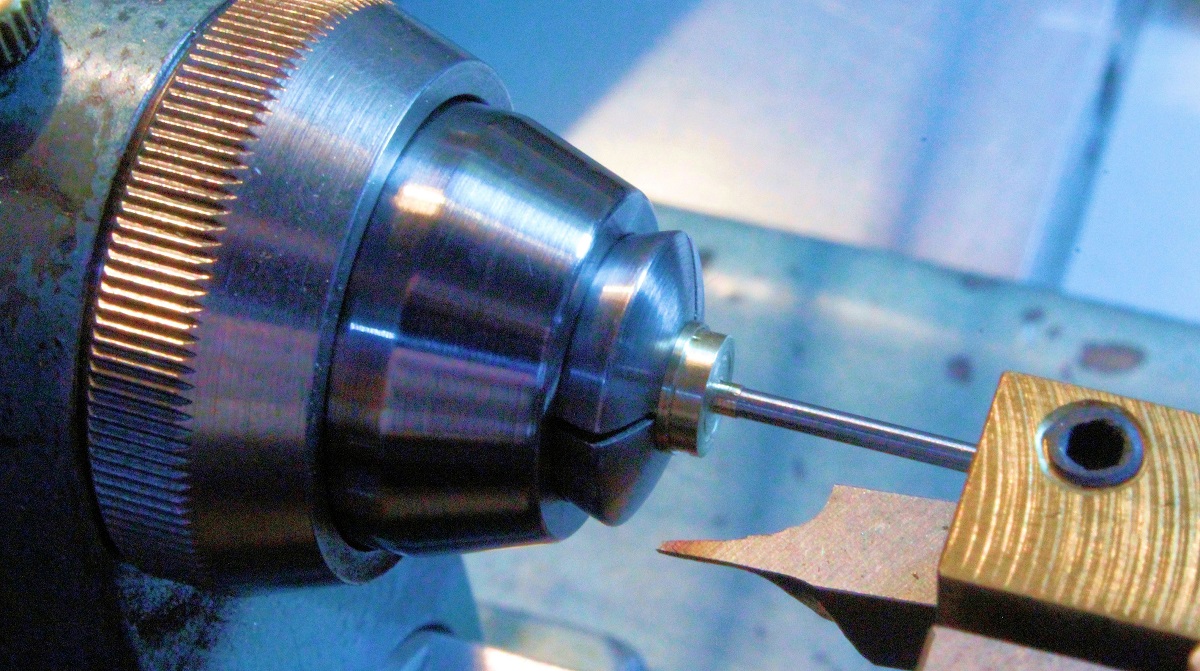
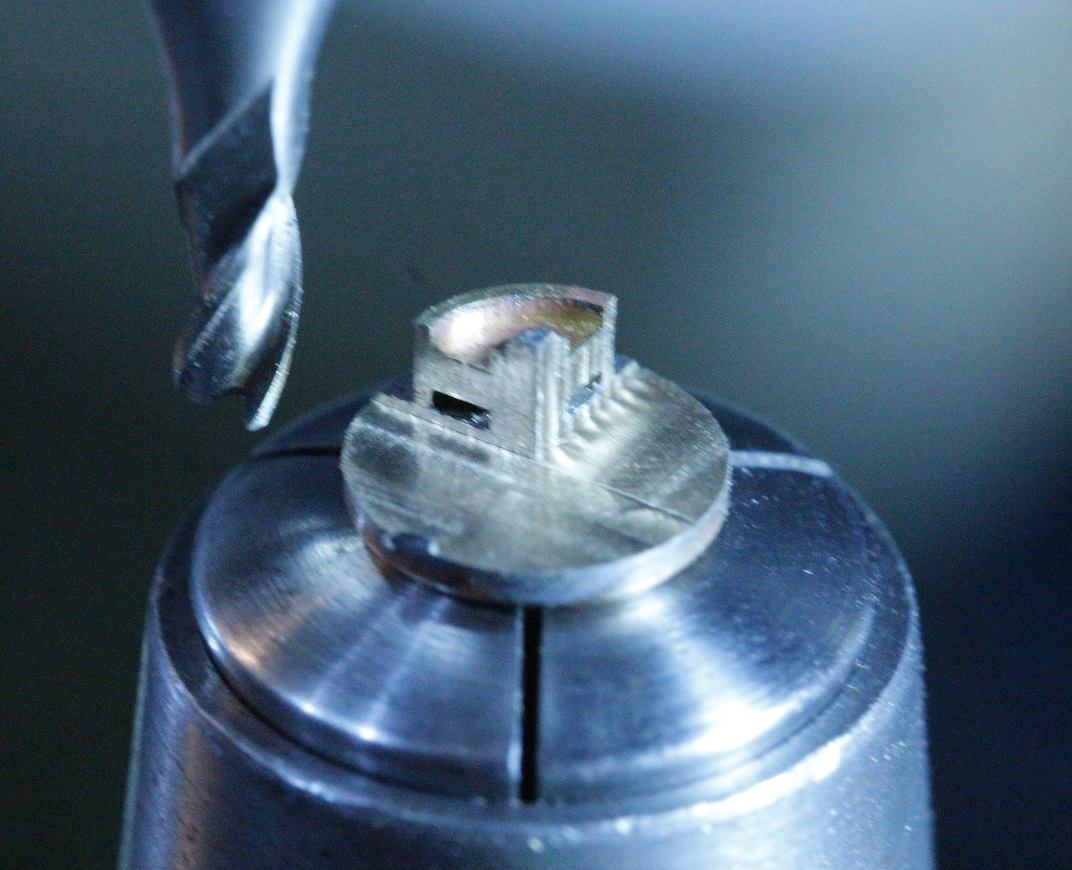
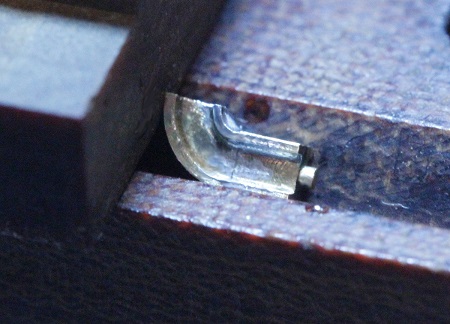
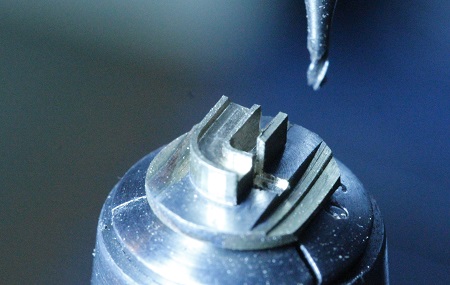
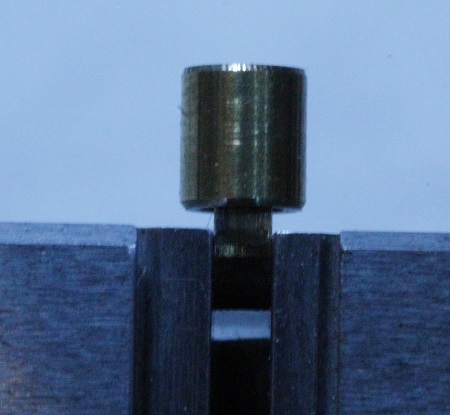
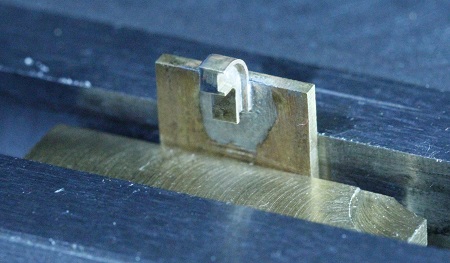
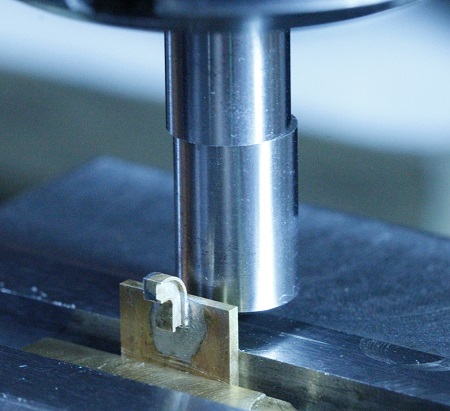
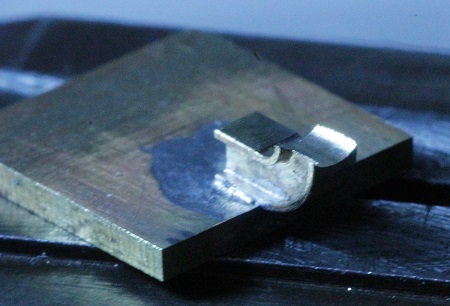
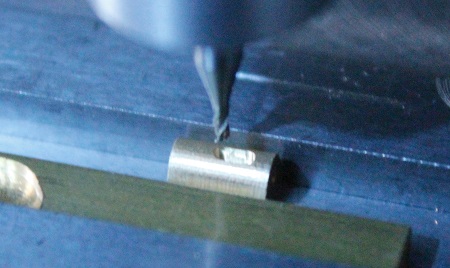 Im Schraubstock
gespannt, wird in die obere Rundung mit einem 1-mm-Fingerfräser eine 0,6 mm tiefe
Vertiefung für die oft bei diesen Spannmitteln vorhandene Amboßplatte (M)
eingefräst. (Für die genaue Mittenlage wird die feste Schraubstockbacke
(im Bild hinten) für das Anfahren verwendet.)
Im Schraubstock
gespannt, wird in die obere Rundung mit einem 1-mm-Fingerfräser eine 0,6 mm tiefe
Vertiefung für die oft bei diesen Spannmitteln vorhandene Amboßplatte (M)
eingefräst. (Für die genaue Mittenlage wird die feste Schraubstockbacke
(im Bild hinten) für das Anfahren verwendet.)
 Weiter geht es
mit dem im Querschnitt H-förmigen Teil B. Ganz vorn wird ein kleiner
(Zentrier-)Zapfen Ø 0,6 x 1 mm lang mit angedreht. Der große Durchmesser wird
für das Anfräsen einer möglichst breiten Ausrichtfläche benötigt.
Weiter geht es
mit dem im Querschnitt H-förmigen Teil B. Ganz vorn wird ein kleiner
(Zentrier-)Zapfen Ø 0,6 x 1 mm lang mit angedreht. Der große Durchmesser wird
für das Anfräsen einer möglichst breiten Ausrichtfläche benötigt.
 Hier bereits die
Ausrichtfläche und das Vierkant 1,8 x 1,9 mm
angefräst.
Hier bereits die
Ausrichtfläche und das Vierkant 1,8 x 1,9 mm
angefräst.
 Das vorbereitete Teil ist im Teilgerät mit waagerechter Teilspindel (Bauplan
Best.-Nr. mz003, € 8,-) gespannt und mit einem Winkel die Ausrichtfläche
ausgerichtet.
Das vorbereitete Teil ist im Teilgerät mit waagerechter Teilspindel (Bauplan
Best.-Nr. mz003, € 8,-) gespannt und mit einem Winkel die Ausrichtfläche
ausgerichtet.
 Mit einem 1-mm-Fingerfräser werden auf Umschlag (180°-Verdrehung) 0,5 mm tiefe
Nuten eingefräst; lichte Weite 1,3 mm, beide Seiten 0,3 mm dick.
Mit einem 1-mm-Fingerfräser werden auf Umschlag (180°-Verdrehung) 0,5 mm tiefe
Nuten eingefräst; lichte Weite 1,3 mm, beide Seiten 0,3 mm dick.
 Die Länge wird bei 2,7 mm abgesägt. Danach kann das Teil in der
2,6-mm-Spannzange gespannt und an der anderen Stirnseite ebenfalls ein
0,6-mm-Zapfen, aber nur 0,5 mm lang, angedreht werden.
Die Länge wird bei 2,7 mm abgesägt. Danach kann das Teil in der
2,6-mm-Spannzange gespannt und an der anderen Stirnseite ebenfalls ein
0,6-mm-Zapfen, aber nur 0,5 mm lang, angedreht werden.
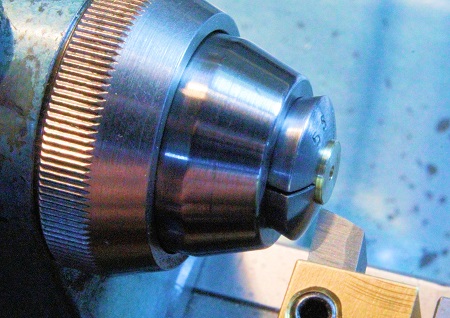
 Das sieht dann so
aus, beide Zapfen liegen genau zentrisch.
Das sieht dann so
aus, beide Zapfen liegen genau zentrisch.
 Für das Teil C wird ein Drehteil hergestellt, Außen-Ø 5,2 mit Bohrung 1,4 mm.
Die Planeinstiche (lichte Weiten ebenfall 1,3 mm breit) fräse ich im Teilgerät
mit einem 1-mm-Fingerfräser 0,5 mm tief. Die Anfahrwerte
werden notiert!
Für das Teil C wird ein Drehteil hergestellt, Außen-Ø 5,2 mit Bohrung 1,4 mm.
Die Planeinstiche (lichte Weiten ebenfall 1,3 mm breit) fräse ich im Teilgerät
mit einem 1-mm-Fingerfräser 0,5 mm tief. Die Anfahrwerte
werden notiert!
 Um die andere Seite ebenfalls mit einem Plan-Einstich zu versehen, muß es umgespannt
werden. Eine 5,2-mm-Spannzange gibt es nicht. Deshalb wird eine dünnwandige
Spannbuchse gedreht (hier schraffiert). Diese kann mit dem Modellteil in eine
5,5-mm-Spannzange (die habe ich!) gespannt werden. (Diese Spannweise kann auch gut für genauen
Rundlauf bei anderen Werkstücken, z.B. in einem nicht gut rundlaufendem Backenfutter, verwendet werden...!(genaue
Beschreibung: mein Buch,
Seite 104 bis 106))
Um die andere Seite ebenfalls mit einem Plan-Einstich zu versehen, muß es umgespannt
werden. Eine 5,2-mm-Spannzange gibt es nicht. Deshalb wird eine dünnwandige
Spannbuchse gedreht (hier schraffiert). Diese kann mit dem Modellteil in eine
5,5-mm-Spannzange (die habe ich!) gespannt werden. (Diese Spannweise kann auch gut für genauen
Rundlauf bei anderen Werkstücken, z.B. in einem nicht gut rundlaufendem Backenfutter, verwendet werden...!(genaue
Beschreibung: mein Buch,
Seite 104 bis 106))
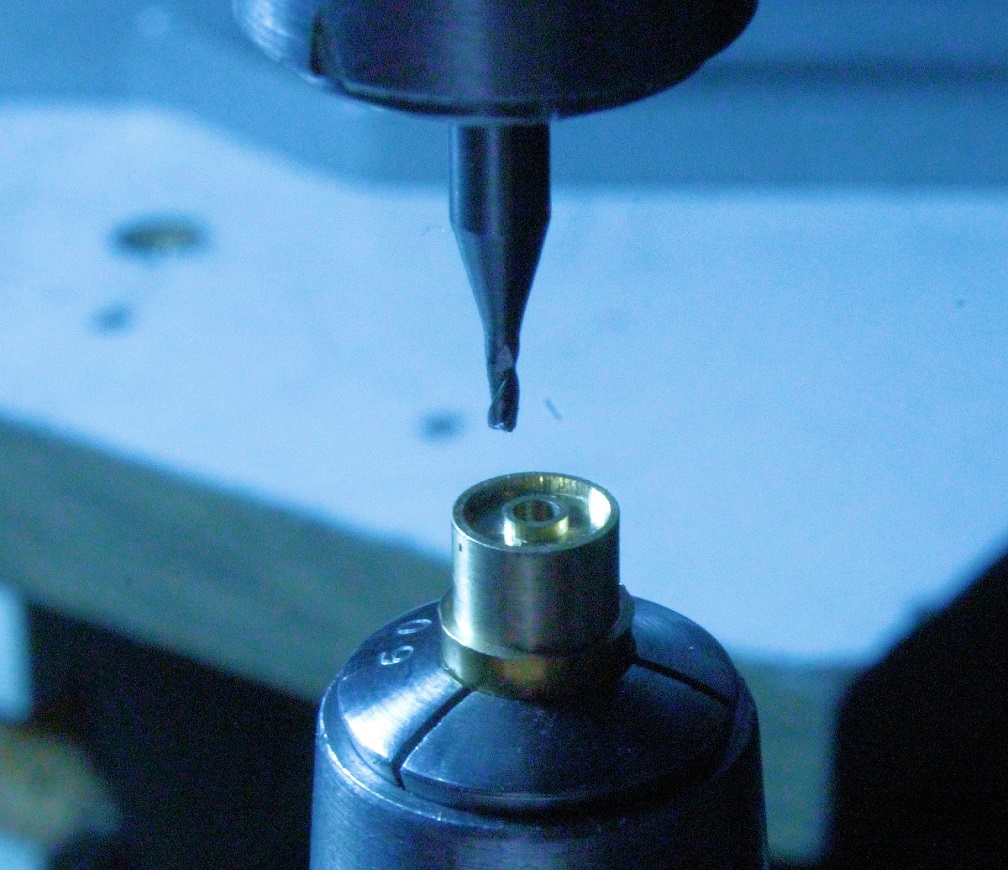
 Hier der Moment, wie das "Rad" mit einem eingesteckten 1,4-mm-Bohrerschaft in
die Spannbuchse gesteckt wird.
Hier der Moment, wie das "Rad" mit einem eingesteckten 1,4-mm-Bohrerschaft in
die Spannbuchse gesteckt wird.
 Links die
Spannbuchse.
Links die
Spannbuchse.
 Zuerst wird die
Länge 1,8 mm plangedreht.
Zuerst wird die
Länge 1,8 mm plangedreht.
 Hier wird die Nut an der anderen Seite eingefräst, die Durchmesser-Skalenwerte
hatte ich ja notiert.
Hier wird die Nut an der anderen Seite eingefräst, die Durchmesser-Skalenwerte
hatte ich ja notiert.
 fertig.
fertig.
 Für das Teil C
wird nur ein Viertel dieses Rings benötigt. Ein Spanndorn wird gedreht...
Für das Teil C
wird nur ein Viertel dieses Rings benötigt. Ein Spanndorn wird gedreht...
 ...und der
1,4-mm-Zapfen und die Planfläche werden leicht verzinnt. (mein
Buch, Seite 107 bis 110)
...und der
1,4-mm-Zapfen und die Planfläche werden leicht verzinnt. (mein
Buch, Seite 107 bis 110)
 Noch ein Tropfen
Lötsäure und das Teil ist angelötet. (richtiges Löten: mein Buch "Modellbautechniken",
Kapitel "Messingblech im Modellbau")
Noch ein Tropfen
Lötsäure und das Teil ist angelötet. (richtiges Löten: mein Buch "Modellbautechniken",
Kapitel "Messingblech im Modellbau")
 Im Teilgerät wird mit einem 2,5-mm-Fingerfräser (Ø 4 oder 4 sind auch möglich!) genau die Hälfte weggefräst,
Skalenwert notieren!
Im Teilgerät wird mit einem 2,5-mm-Fingerfräser (Ø 4 oder 4 sind auch möglich!) genau die Hälfte weggefräst,
Skalenwert notieren!
 Und nach einer 90°-Drehung wird ein weiteres Viertel weggefräst, natürlich in
beiden Fällen immer
nur in 0,1-mm-Spänen und beim Gleichlauffräsen der Umfangsschneiden!
Und nach einer 90°-Drehung wird ein weiteres Viertel weggefräst, natürlich in
beiden Fällen immer
nur in 0,1-mm-Spänen und beim Gleichlauffräsen der Umfangsschneiden!
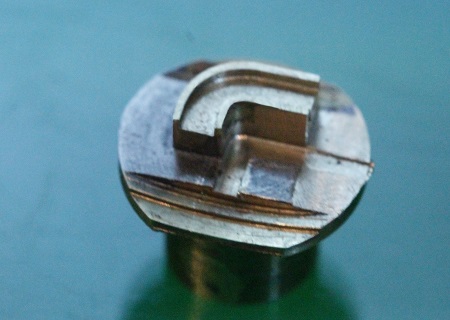
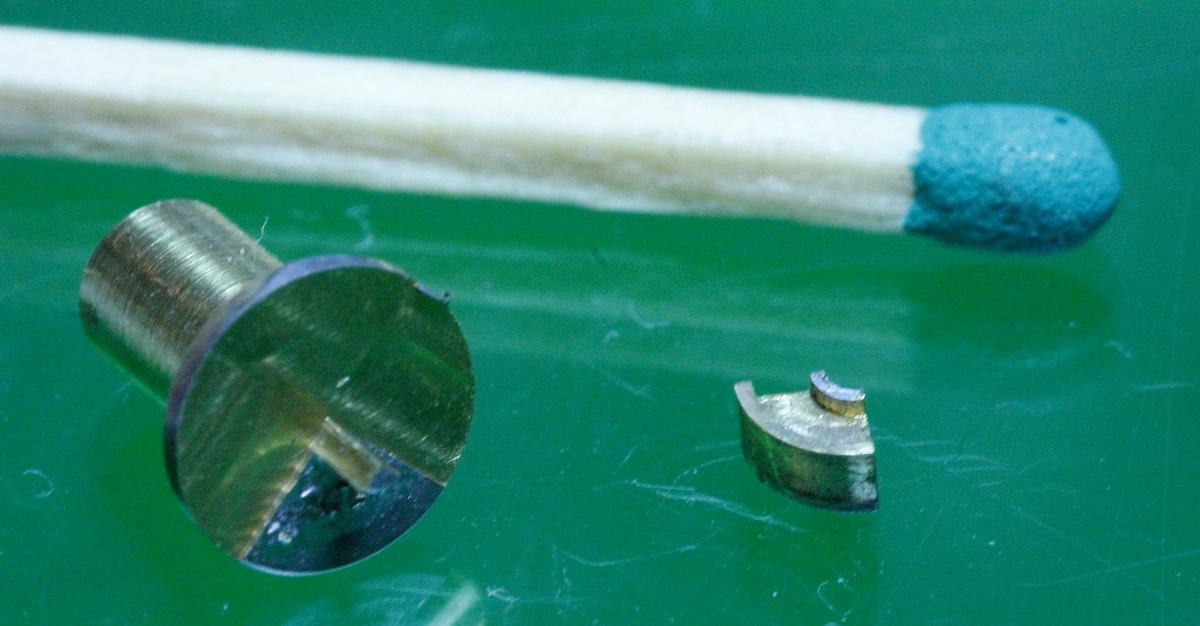 Nach dem Entlöten sieht das Viertel so aus, das Profilknie ist fertig,
überschüssiges Zinn muß noch entfernt werden....
Nach dem Entlöten sieht das Viertel so aus, das Profilknie ist fertig,
überschüssiges Zinn muß noch entfernt werden....
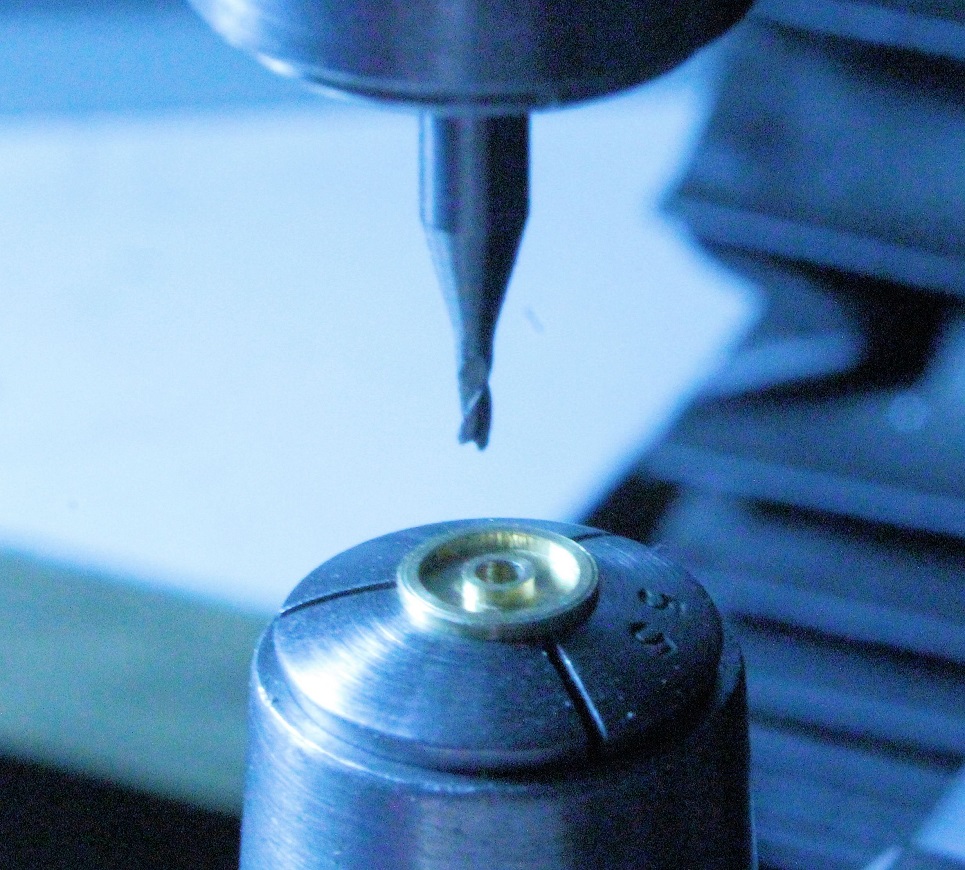
 In eine
Stirnfläche dieses Knies muß genau mittig eine 0,6-mm-Zentrierbohrung 1,5 mm
tief gebohrt werden. Dafür drehe ich eine Mini-Zentrierglocke (Ø 2,7) mit einer
0,6-mm-Bohrung.
In eine
Stirnfläche dieses Knies muß genau mittig eine 0,6-mm-Zentrierbohrung 1,5 mm
tief gebohrt werden. Dafür drehe ich eine Mini-Zentrierglocke (Ø 2,7) mit einer
0,6-mm-Bohrung.
 Abgestochen
sieht die Glocke so aus.
Abgestochen
sieht die Glocke so aus.
 Damit dieses winzige Teil einigermaßen zu handhaben ist, wird es in eine
2,7-mm-Bohrung eines Blechstreifens gelötet.
Damit dieses winzige Teil einigermaßen zu handhaben ist, wird es in eine
2,7-mm-Bohrung eines Blechstreifens gelötet.
 Das Kniestück
wird etwas ausragend und gerade in einem Mini-Schraubstock gespannt. So kann die
Zentrierglocke auf die vier Ecken des H-Profils gesteckt und 0,6 mm gebohrt
werden.
Das Kniestück
wird etwas ausragend und gerade in einem Mini-Schraubstock gespannt. So kann die
Zentrierglocke auf die vier Ecken des H-Profils gesteckt und 0,6 mm gebohrt
werden.
 Knie und gerades
Profilstück sollen so zusammengelötet werden.
Knie und gerades
Profilstück sollen so zusammengelötet werden.
 Natürlich nicht
in der hohlen Hand, sondern wie stets in diesen Fällen in einem
Pertinax-Lötprisma - haben Sie noch nicht?
Natürlich nicht
in der hohlen Hand, sondern wie stets in diesen Fällen in einem
Pertinax-Lötprisma - haben Sie noch nicht?
 Verputzt sieht es
so aus.
Verputzt sieht es
so aus.
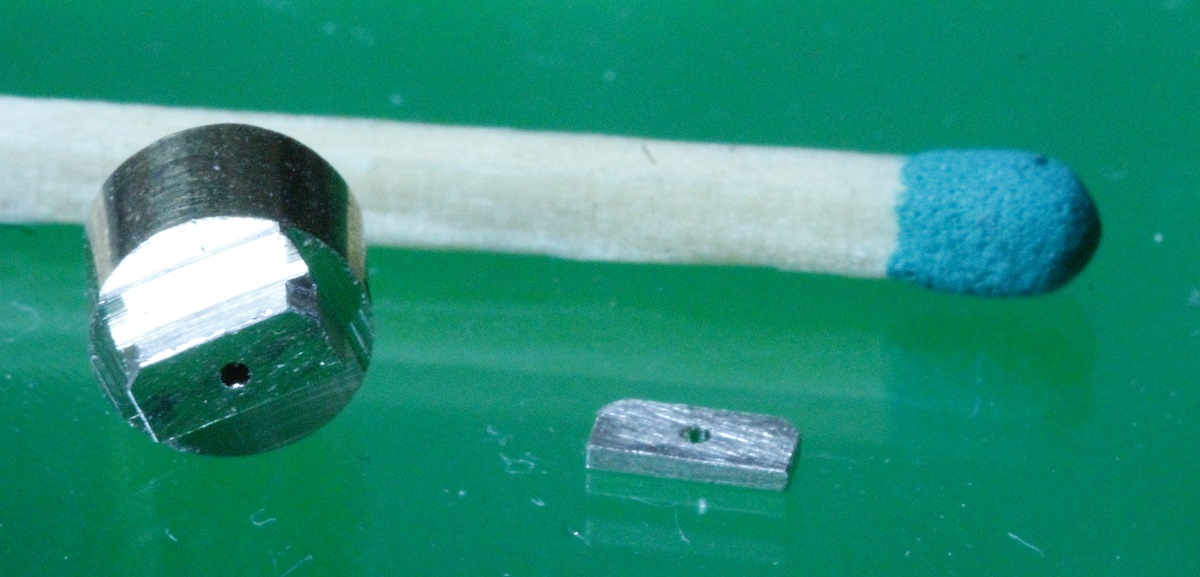 Für die Platte D wird ein Profilstück (links) mit einer 0,6-mm-Bohrung
gefräst und davon
eine 0,6 mm dicke Platte abgesägt.
Für die Platte D wird ein Profilstück (links) mit einer 0,6-mm-Bohrung
gefräst und davon
eine 0,6 mm dicke Platte abgesägt.
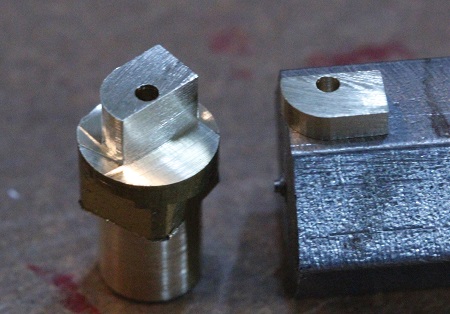
 Diese Platte soll
so an den Grundkörper A angelötet werden.
Diese Platte soll
so an den Grundkörper A angelötet werden.
Es geschieht bei mir selten, daß ich ein Teil zweimal anfertige, dafür habe ich keine Zeit. Aber hier bin ich erst später auf eine bessere Idee gekommen. Ich will das Profil-Knie nun doch aus einem Stück machen (B und C also zusammen). Es wird schöner aussehen und - das Wichtigste - es gibt eine Lötverbindung weniger. Der gesamte Schraubstock, möglichst mit all seinen Einzelteilen, soll zum Schluß bei einer Lötung (Erhitzung auf Flußtemperatur) zusammengefügt werden.
 Von einem
kurzen, gefrästen
Profilstück mit 1,4-mm-Bohrung wird eine 1,8 mm dicke Scheibe abgesägt.
Von einem
kurzen, gefrästen
Profilstück mit 1,4-mm-Bohrung wird eine 1,8 mm dicke Scheibe abgesägt.
 Ein Fräs-Anlötdorn mit einem nur 0,5 mm
langen 1,4-mm-Zapfen für das Anlöten der Scheibe wird gedreht und selbige
angelötet.
Ein Fräs-Anlötdorn mit einem nur 0,5 mm
langen 1,4-mm-Zapfen für das Anlöten der Scheibe wird gedreht und selbige
angelötet.
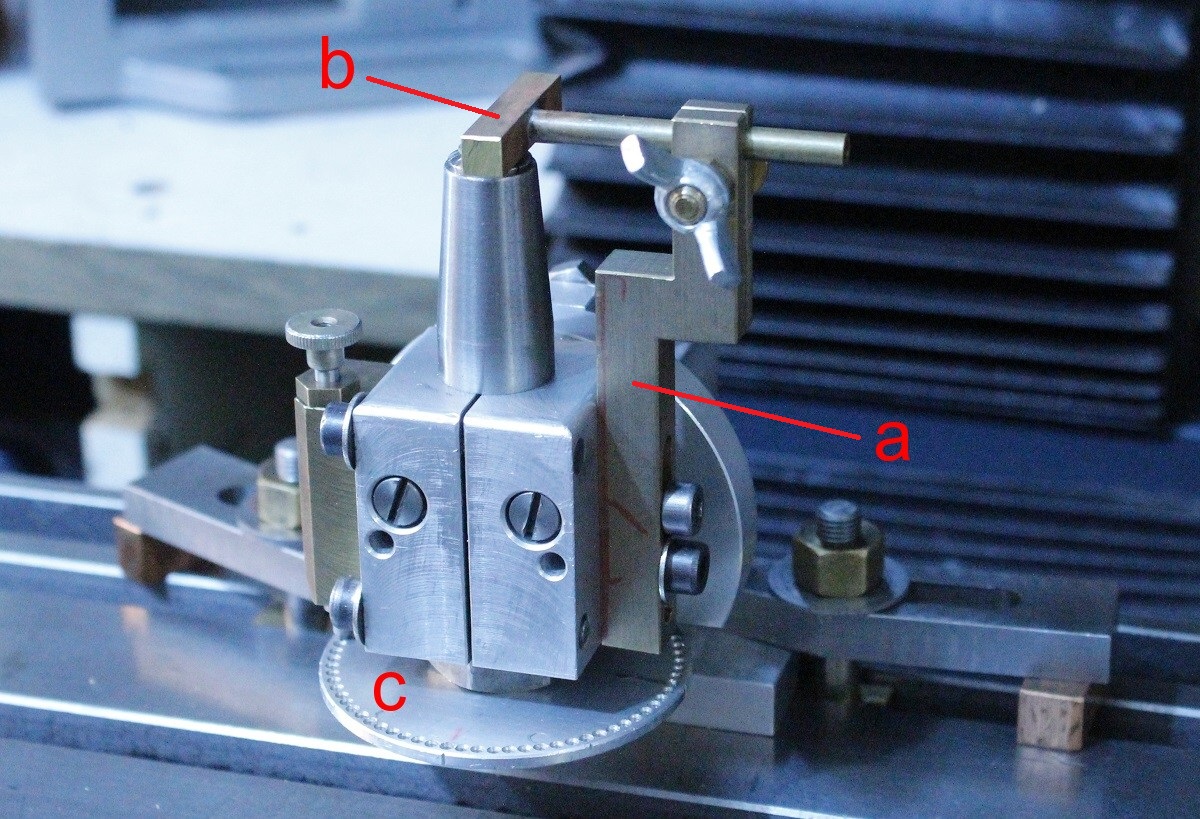 Das
Eigenbau-Teilgerät mit
schwenkbarer Teilspindel (Bauplan Best.-Nr. mz003, € 8,-) hat für das Ausrichten
der Werkstücke einen Tragarm (a) für einen verstellbaren Anschlag (b). Die
Viertel-Rundung bei der Vertiefung fräse ich durch langsame Drehung mit der Hand
an der Teilscheibe (c). Dabei ziehe ich den Indexstift (links) aus den Bohrungen
der Scheibe.
Das
Eigenbau-Teilgerät mit
schwenkbarer Teilspindel (Bauplan Best.-Nr. mz003, € 8,-) hat für das Ausrichten
der Werkstücke einen Tragarm (a) für einen verstellbaren Anschlag (b). Die
Viertel-Rundung bei der Vertiefung fräse ich durch langsame Drehung mit der Hand
an der Teilscheibe (c). Dabei ziehe ich den Indexstift (links) aus den Bohrungen
der Scheibe.
 Bei 0°-Stellung
der Teilscheibe wird die längste Kante am Werkstück mit dem Anschlag zur
Zugrichtung des Supports ausgerichtet und so die Spannzange angezogen, danach
den Anschlag entfernt.
Bei 0°-Stellung
der Teilscheibe wird die längste Kante am Werkstück mit dem Anschlag zur
Zugrichtung des Supports ausgerichtet und so die Spannzange angezogen, danach
den Anschlag entfernt.
 Zuerst wird mit
einem 1-mm-Fingerfräser die Nut 0,5 mm tief gefräst; lichte Weite 1,3 mm,
"Außenwand" 0,3 mm dick...
Zuerst wird mit
einem 1-mm-Fingerfräser die Nut 0,5 mm tief gefräst; lichte Weite 1,3 mm,
"Außenwand" 0,3 mm dick...
 ...danach mit dem
gleichen Fräser die "Innenwand" - ebenfalls 0,3 mm dick, aber bis ganz nach
unten.
...danach mit dem
gleichen Fräser die "Innenwand" - ebenfalls 0,3 mm dick, aber bis ganz nach
unten.
 Die Länge des
geraden Stücks muß noch etwas gekürzt werden.
Die Länge des
geraden Stücks muß noch etwas gekürzt werden.
 fertig, so habe
ich mir das vorgestellt. Die Nut auf der anderen Seite muß nicht gefräst werden.
Der Schraubstock hängt so an der heruntergeklappten Werkbank, daß man diese
Seite am Modell garnicht sieht...!
fertig, so habe
ich mir das vorgestellt. Die Nut auf der anderen Seite muß nicht gefräst werden.
Der Schraubstock hängt so an der heruntergeklappten Werkbank, daß man diese
Seite am Modell garnicht sieht...!
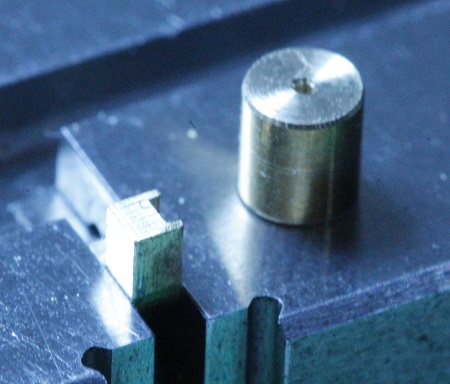
 Entlötet und
leicht verputzt sieht das kleine Teil so aus (rechts). Links steht ein
Zentrierbecher mit einer 0,6-mm-Bohrung, welcher ohne Spiel auf das gerade Stück
des Knies gesteckt werden kann.
Entlötet und
leicht verputzt sieht das kleine Teil so aus (rechts). Links steht ein
Zentrierbecher mit einer 0,6-mm-Bohrung, welcher ohne Spiel auf das gerade Stück
des Knies gesteckt werden kann.
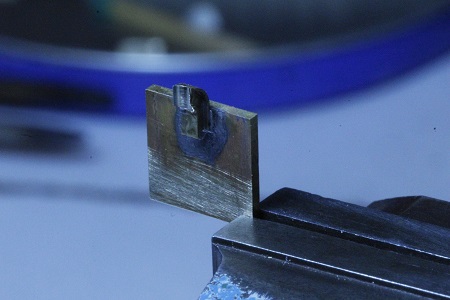
 Das Knie wird mit
reichlich Überstand im Schraubstock gespannt.
Das Knie wird mit
reichlich Überstand im Schraubstock gespannt.
 Sieht von der
Seite so aus.
Sieht von der
Seite so aus.
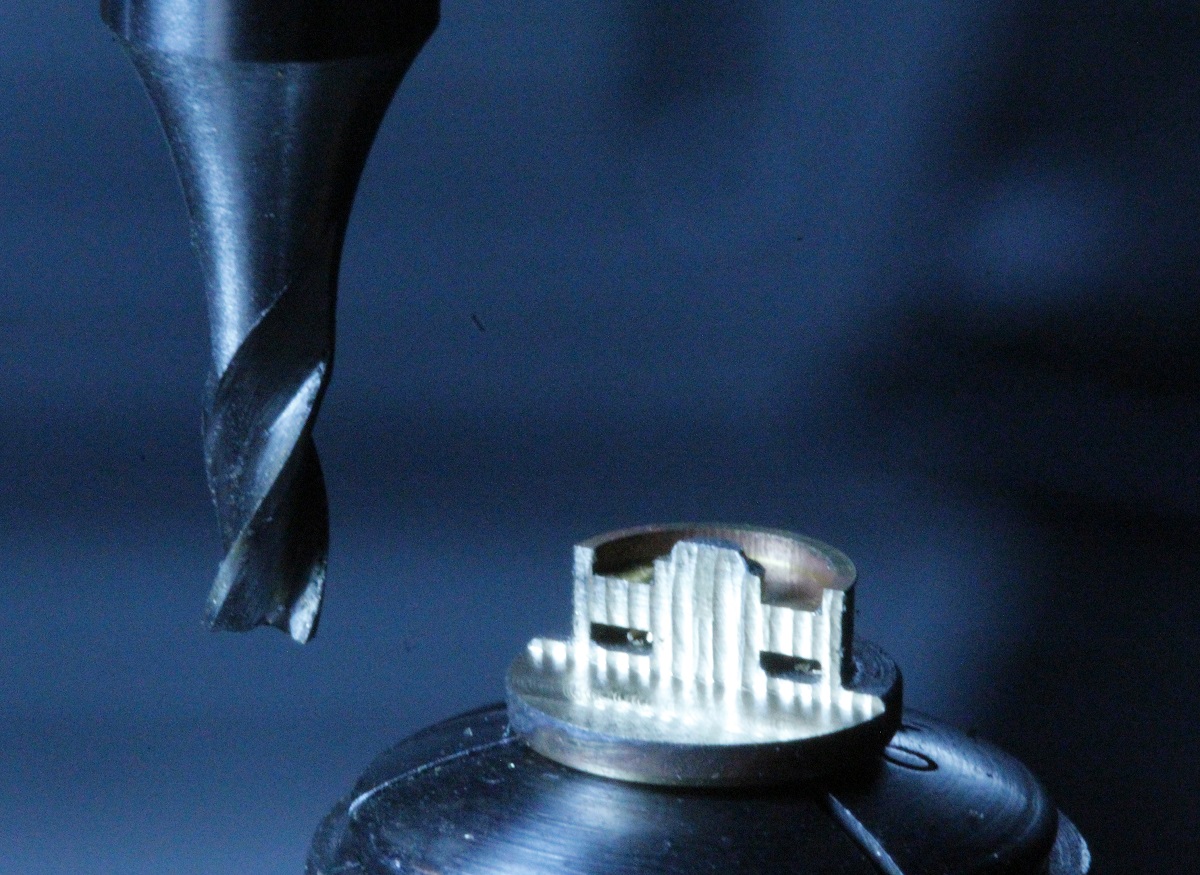
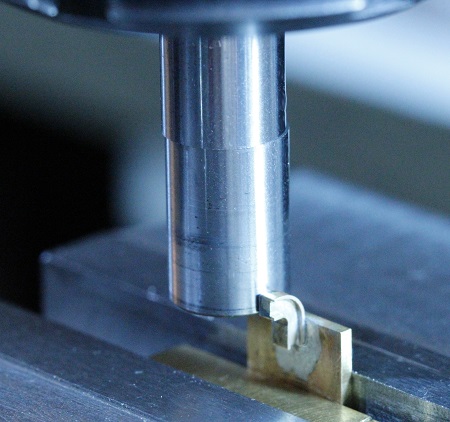
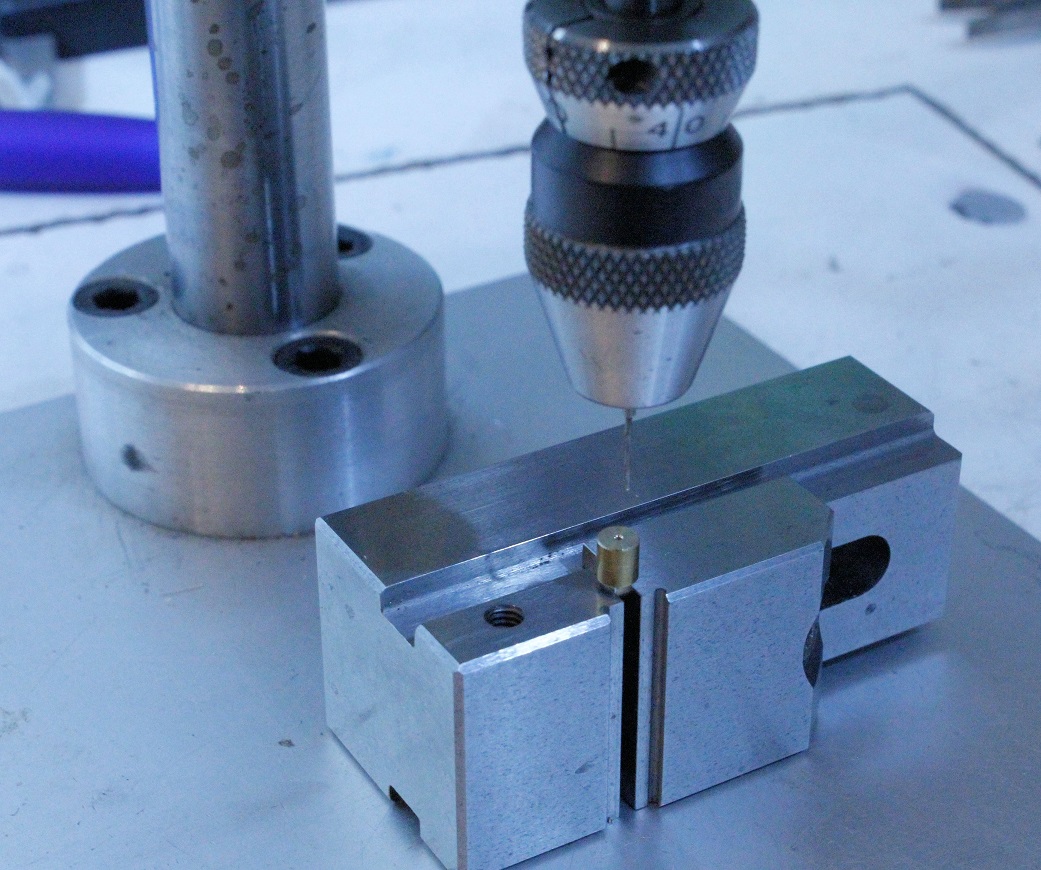 Anbohren mit einem 0,6-mm-Wendelbohrer. Was die unsinnigen Stufen in den
käuflichen Niederzugschraubstöcken sollen, kann mir keiner erklären....
Anbohren mit einem 0,6-mm-Wendelbohrer. Was die unsinnigen Stufen in den
käuflichen Niederzugschraubstöcken sollen, kann mir keiner erklären....
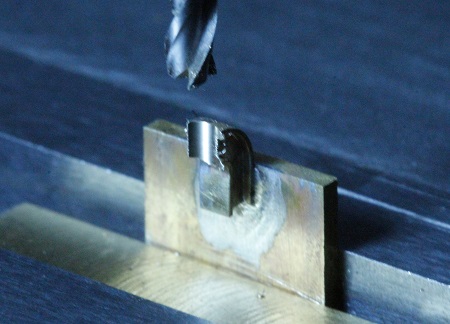
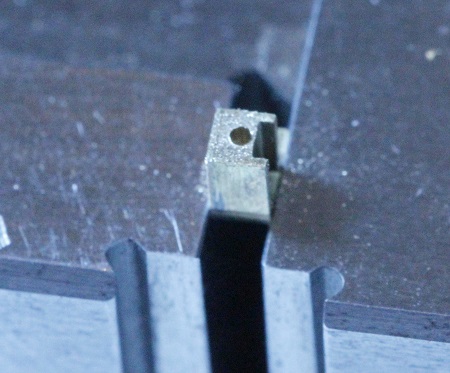 Die Bohrung sitzt
genau da, wo sie sein soll, in beiden Richtungen in der Mitte.
Die Bohrung sitzt
genau da, wo sie sein soll, in beiden Richtungen in der Mitte.
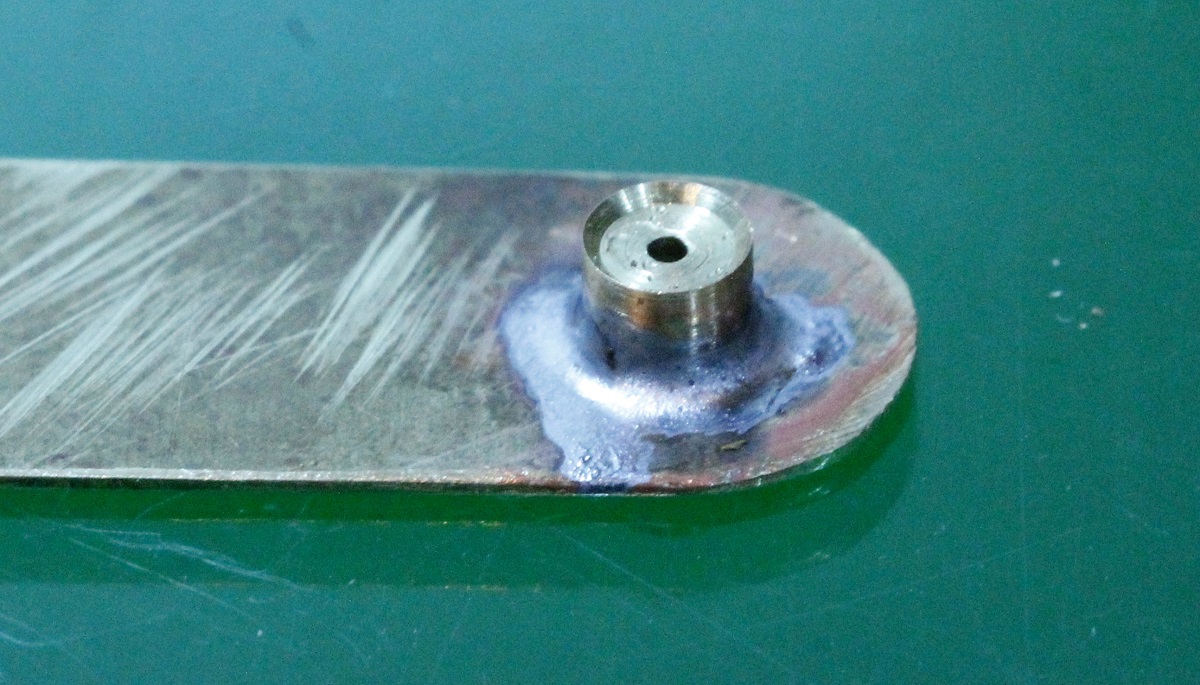
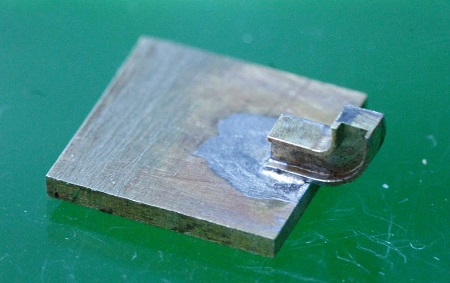 Das Knieteil muß
am "kurzen Ende" eine Rundung (Ø 2,5, Radius 1,25) für das Spindellager der
vorderen Schraubstockbacke erhalten. Damit ich das sehr kleine Teil sicher und
fest im Maschinen-Schraubstock spannen kann, löte ich es am Rand überstehend auf
eine größere Platte. In ähnlichen Fällen, bei denen sich das Werkstück wegen der
geringen Maße kaum spannen läßt, verfahre ich immer so...
Das Knieteil muß
am "kurzen Ende" eine Rundung (Ø 2,5, Radius 1,25) für das Spindellager der
vorderen Schraubstockbacke erhalten. Damit ich das sehr kleine Teil sicher und
fest im Maschinen-Schraubstock spannen kann, löte ich es am Rand überstehend auf
eine größere Platte. In ähnlichen Fällen, bei denen sich das Werkstück wegen der
geringen Maße kaum spannen läßt, verfahre ich immer so...
 In den
Schraubstockbacken wird die Platte ausragend gespannt.
In den
Schraubstockbacken wird die Platte ausragend gespannt.
 So kann ich mit
einem Kantentaster zuerst in der Y-Richtung die Plattenkante (die Dicke der
Platte messen)....
So kann ich mit
einem Kantentaster zuerst in der Y-Richtung die Plattenkante (die Dicke der
Platte messen)....
 ...und dann auch
in der X-Richtung eine Seite vom Modellteil anfahren, jeweils nullen und von
dort aus die Mittenlage des Fräsers (der Frässpindel) anfahren.
...und dann auch
in der X-Richtung eine Seite vom Modellteil anfahren, jeweils nullen und von
dort aus die Mittenlage des Fräsers (der Frässpindel) anfahren.
 Der
2,5-mm-Fingerfräser steht zuerst in Y-Richtung genügend weit außerhalb der
Fläche, wo die Rundung angestochen werden soll. In 0,1-mm-Schritten (!)
nähere ich mich dieser Fläche und steche jeweils von oben nach unten vorsichtig
das Material weg.
Der
2,5-mm-Fingerfräser steht zuerst in Y-Richtung genügend weit außerhalb der
Fläche, wo die Rundung angestochen werden soll. In 0,1-mm-Schritten (!)
nähere ich mich dieser Fläche und steche jeweils von oben nach unten vorsichtig
das Material weg.
 Mit behutsam
entfernten Grat sieht das Teil so aus.
Mit behutsam
entfernten Grat sieht das Teil so aus.
 Um es zu entlöten
spanne ich die Platte "nur auf den Pfiff" in den Schraubstock und erhitze mit
einem Propangasbrenner, das Teil fällt ab.
Um es zu entlöten
spanne ich die Platte "nur auf den Pfiff" in den Schraubstock und erhitze mit
einem Propangasbrenner, das Teil fällt ab.
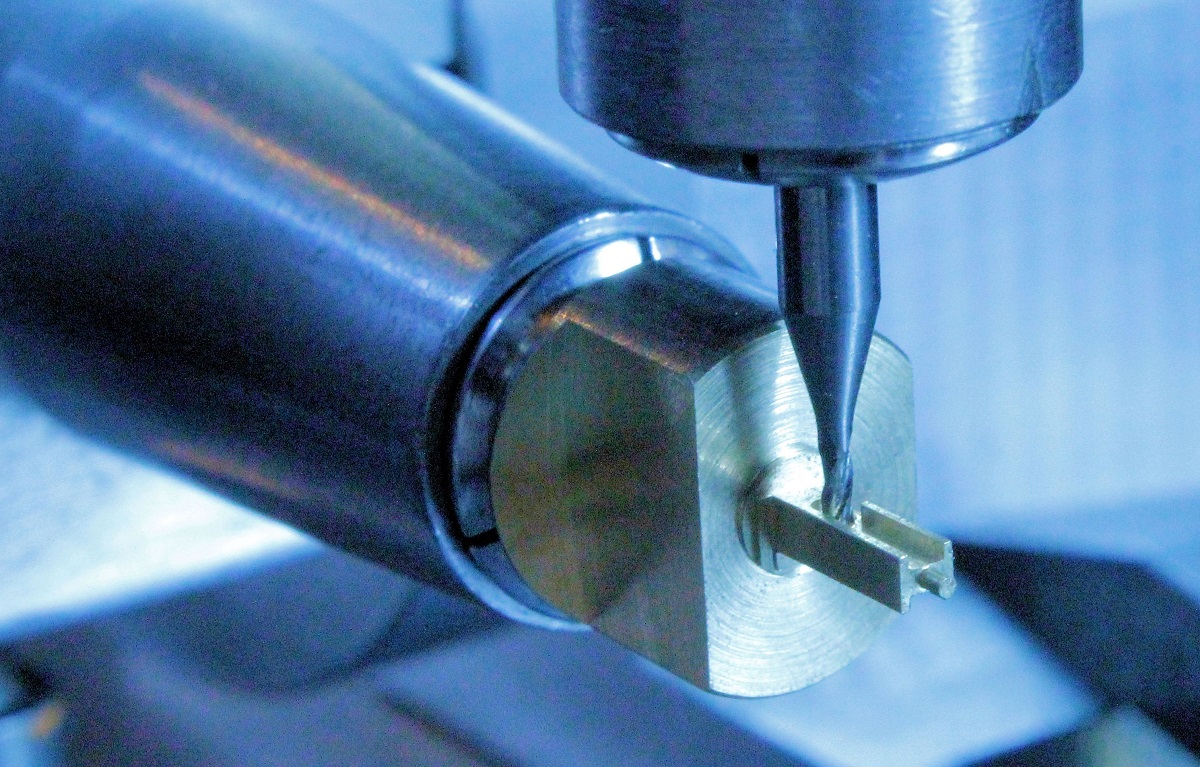
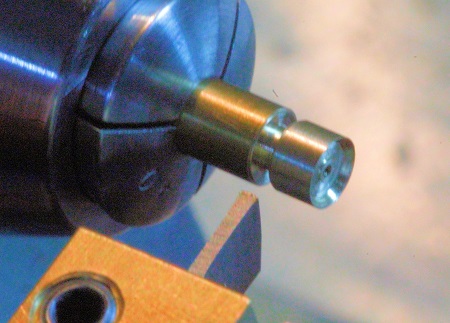
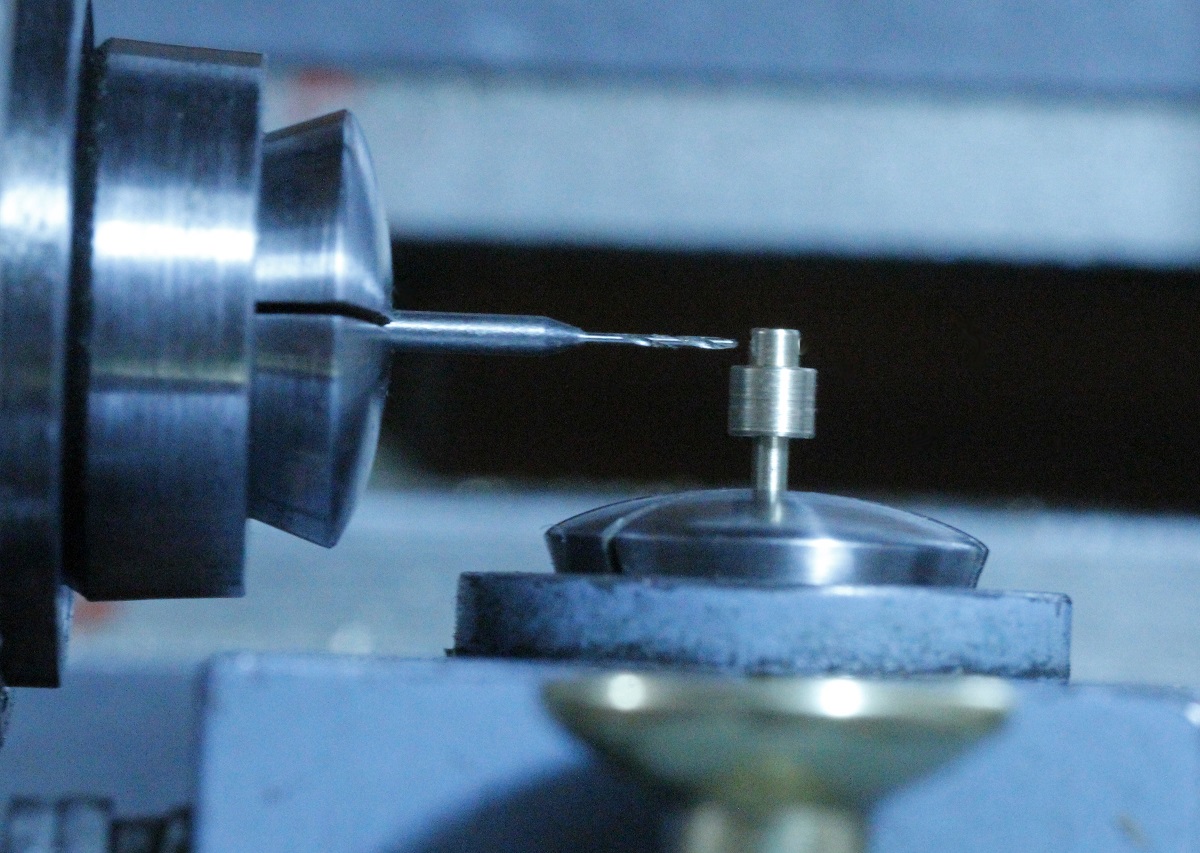 Für den Knebel der Schraubstockspindel wird hier die 0,4-mm-Querbohrung in den
Spindelkopf (Ø 1,4) gebohrt. Das dickere Stück direkt dahinter ist das
Spindellager (Ø 2,5).
Für den Knebel der Schraubstockspindel wird hier die 0,4-mm-Querbohrung in den
Spindelkopf (Ø 1,4) gebohrt. Das dickere Stück direkt dahinter ist das
Spindellager (Ø 2,5).
 Schraubstockspindel G (Mitte) und die beiden Teile für den Knebel (K und L). Beide Teile
haben 0,4-mm-Zapfen. Ich drehe diese Teile mit der Uhrmacherdrehmaschine. Man
kann sie aber ebenso gut auf einer größeren Tischdrehmaschine drehen - wenn
man die Drehregeln einhält und HSS-Drehstähle schleifen kann...
Schraubstockspindel G (Mitte) und die beiden Teile für den Knebel (K und L). Beide Teile
haben 0,4-mm-Zapfen. Ich drehe diese Teile mit der Uhrmacherdrehmaschine. Man
kann sie aber ebenso gut auf einer größeren Tischdrehmaschine drehen - wenn
man die Drehregeln einhält und HSS-Drehstähle schleifen kann...
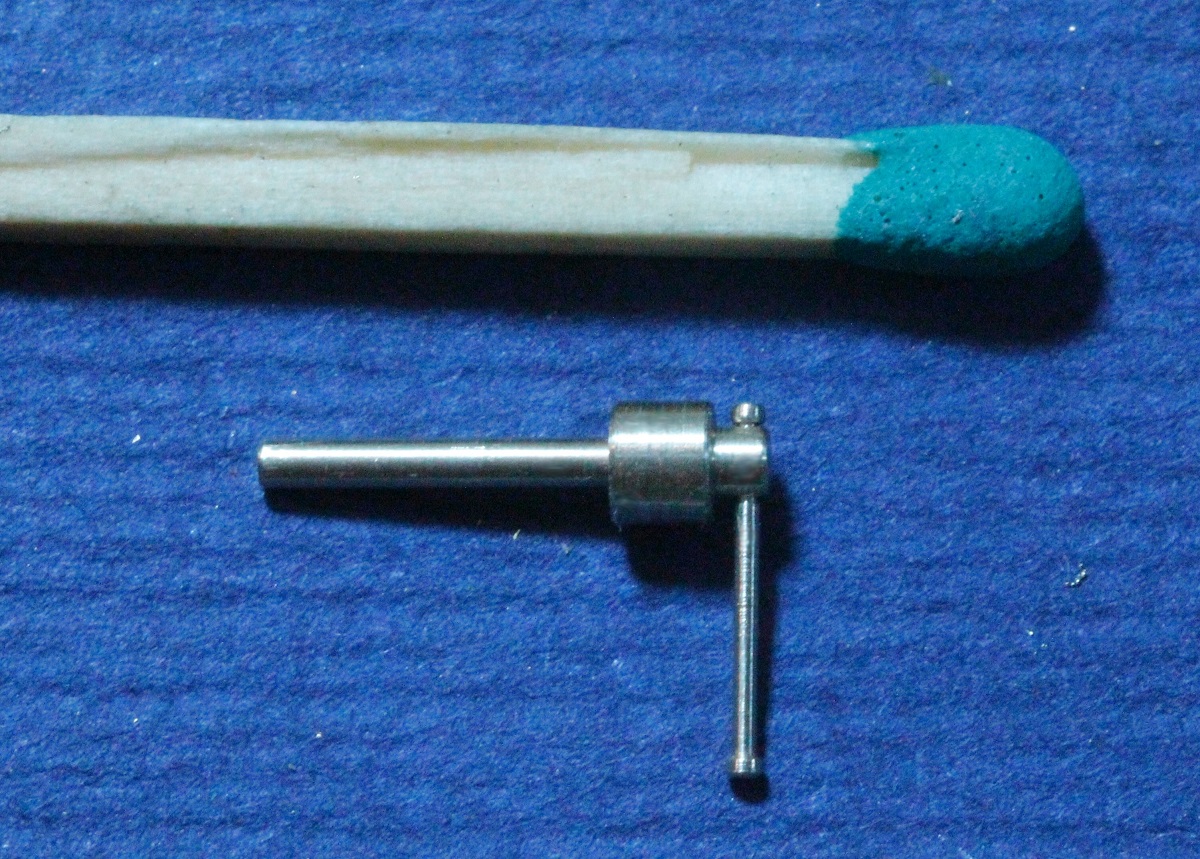 Hier die drei Teile schon mal zusammengesteckt, sie werden später auch gelötet.
Hier die drei Teile schon mal zusammengesteckt, sie werden später auch gelötet.
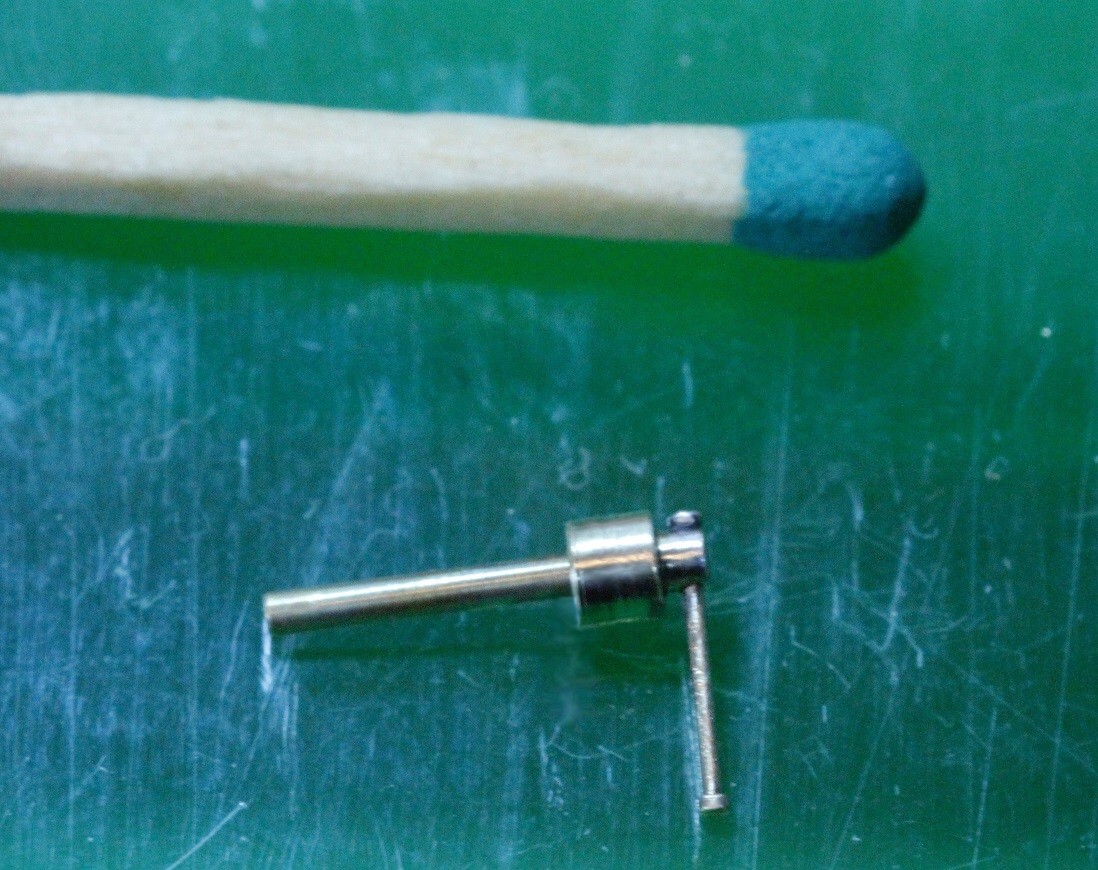
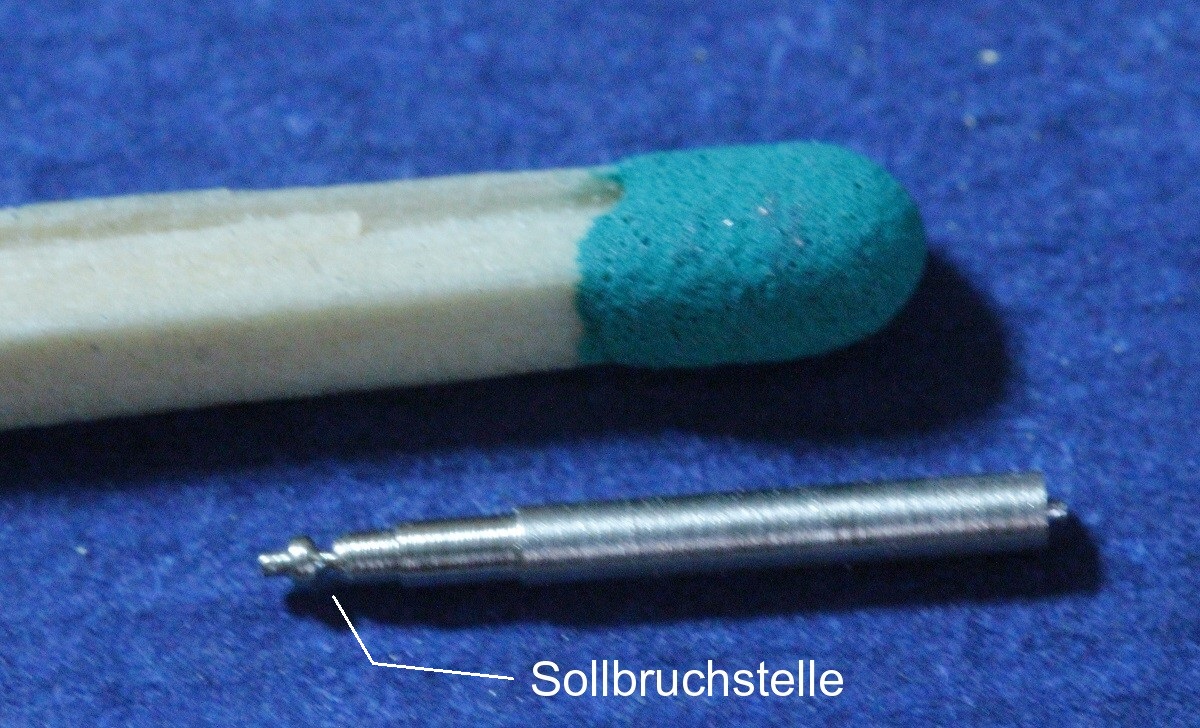 Beim
Versuch, die Teile zusammenzulöten, ist mir das kleinere der drei - es ist ja
nur 0,7 mm lang - aus der Pinzette geschnippt - in die Drehspäne, auf
Nimmerwiedersehen! Ich habe es noch einmal gedreht, jedoch nun mit einem
längeren "Griff" für ein sicheres Handling. Es hängt dabei mit einer
eingestochenen Sollbruchstelle (Ø 0,3 mm) am Griff. So war es relativ einfach,
die drei Teile zu löten. Nach dem Löten wurde der Griff einfach abgebrochen und
die Stelle noch überschliffen....
Beim
Versuch, die Teile zusammenzulöten, ist mir das kleinere der drei - es ist ja
nur 0,7 mm lang - aus der Pinzette geschnippt - in die Drehspäne, auf
Nimmerwiedersehen! Ich habe es noch einmal gedreht, jedoch nun mit einem
längeren "Griff" für ein sicheres Handling. Es hängt dabei mit einer
eingestochenen Sollbruchstelle (Ø 0,3 mm) am Griff. So war es relativ einfach,
die drei Teile zu löten. Nach dem Löten wurde der Griff einfach abgebrochen und
die Stelle noch überschliffen....
 sieht
so aus.....
sieht
so aus.....
Weiter geht es im Teil 2 dieses Fotoreports.....