Geprägte Nietenreihen
Beim
Modellnachbau eines Schiffes im Maßstab 1:50, wie mein gegenwärtiges Modell
eines US-Zerstörers aus dem WWII, möchte ich auf die Darstellung von
Nietenreihen an Deckshäusern
 (kleine Fotos anklicken), Geschütztürmen usw. nicht
verzichten. In der DDR-Zeitschrift „Modellbau Heute“ hatte ich schon 1995 im
Beitrag „Jede Niete ein Gewinn“* die aus meiner
Sicht beste Methode vorgestellt, wie man Nietenreihen ganz ohne gekaufte,
gedrehte Nieten und deshalb ohne Bohren von Löchern darstellen kann. Danach (ich
benutze das Verfahren bei Notwendigkeit heute noch) werden die Nietenköpfe als
winzige Schalen von nur 0,6 bis 1,5 mm Durchmesser aus Messing-Folie
geprägt und nur mit Farbe angeklebt… tolle Sache am Nil, drei Kapellen
unter Wasser...
(kleine Fotos anklicken), Geschütztürmen usw. nicht
verzichten. In der DDR-Zeitschrift „Modellbau Heute“ hatte ich schon 1995 im
Beitrag „Jede Niete ein Gewinn“* die aus meiner
Sicht beste Methode vorgestellt, wie man Nietenreihen ganz ohne gekaufte,
gedrehte Nieten und deshalb ohne Bohren von Löchern darstellen kann. Danach (ich
benutze das Verfahren bei Notwendigkeit heute noch) werden die Nietenköpfe als
winzige Schalen von nur 0,6 bis 1,5 mm Durchmesser aus Messing-Folie
geprägt und nur mit Farbe angeklebt… tolle Sache am Nil, drei Kapellen
unter Wasser...
In diesem Beitrag soll es um ein
weiteres Verfahren gehen. Hier werden die Nietenreihen mit verschiedenen
„Bohrbildern“ mit dem aus der Industrie stammenden Gummikissen-Prägeverfahren
in Streifen von Alu-Folie geprägt und diese mit Lack an die Wände der
Deckshäuser geklebt. Schon die Außenhaut meines Zerstörer-Modells erhielt
derartige Streifen – zwei- und sechsreihige (Abb. 1
 und 2
und 2
 ).
Die senkrecht stehenden aufgedoppelten Sechsreihen-Platten sind übrigens die
Nietverbindungen der Stöße der Außenhautplatten. Man wollte sich bei diesen
Schiffen nicht auf die Schweißverbindungen der im Seegang hochbelasteten Teile
verlassen. Davon zeugt die Tatsache, daß man solche Platten nur im am höchsten
beanspruchten Mitteschiffsbereich findet. An den Rumpfenden sind die senkrechten
Stöße nur geschweißt!
).
Die senkrecht stehenden aufgedoppelten Sechsreihen-Platten sind übrigens die
Nietverbindungen der Stöße der Außenhautplatten. Man wollte sich bei diesen
Schiffen nicht auf die Schweißverbindungen der im Seegang hochbelasteten Teile
verlassen. Davon zeugt die Tatsache, daß man solche Platten nur im am höchsten
beanspruchten Mitteschiffsbereich findet. An den Rumpfenden sind die senkrechten
Stöße nur geschweißt!
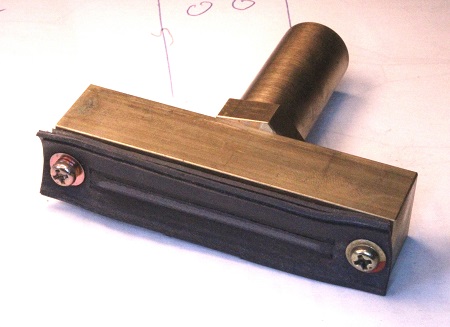
Das Gummikissen, ein stabiler
Messing-Balken mit Zapfen, an den unten mehrere Lagen Fahrradschlauch
angeschraubt wurden, war schon vorhanden (Abb. 3
 ). Auch der „Sockel“ (Abb. 4
). Auch der „Sockel“ (Abb. 4
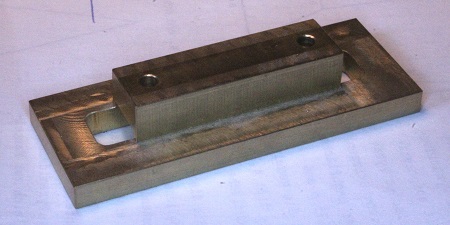 ), auf welche die Prägenuten
aufgeschraubt werden, war von früheren Arbeiten schon vorhanden. Dieser Sockel
hat zwei 4,2-mm-Bohrungen im (Mitten-)Abstand von 32 mm. An der Unterseite ist
eine großzügige Ausfräsung für die M4-Schraubenköpfe und ein umlaufender Fuß ist
für das Aufknacken dieses Sockels mit Spanneisen auf dem Tisch der Fräsmaschine
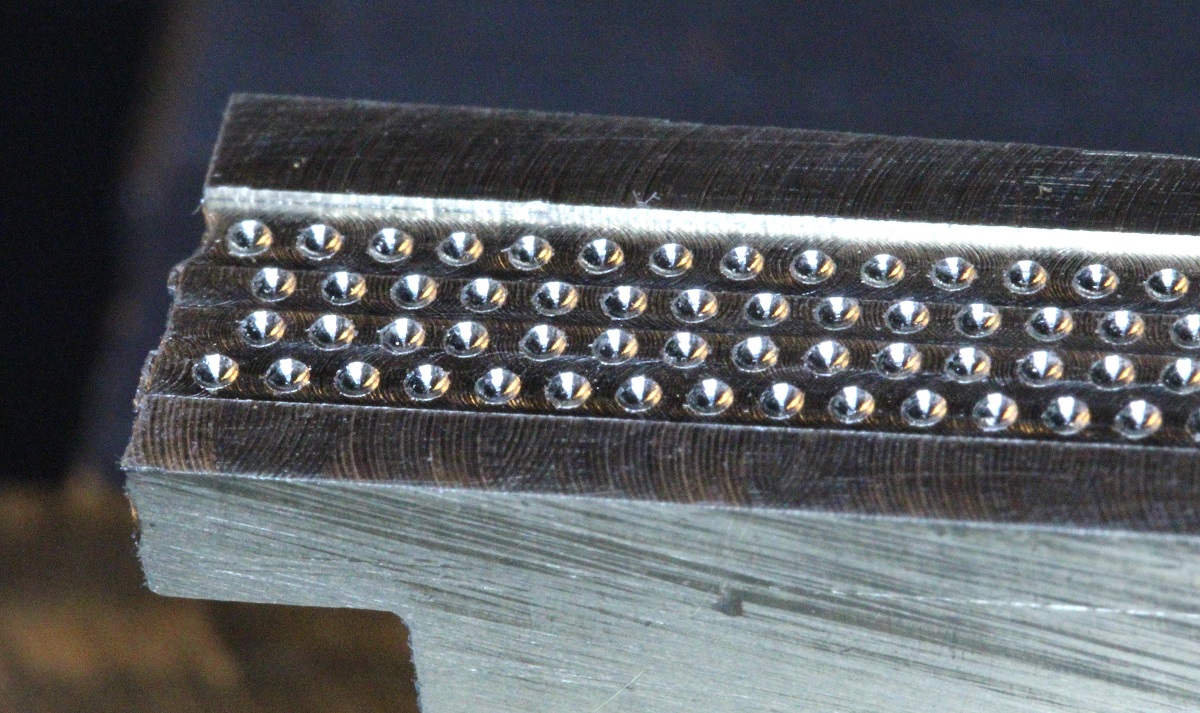
vorgesehen. Ich habe verschiedene Nietenreihen, ein- und mehrreihig und mit
verschiedenen „Bohrbildern“ darzustellen. Die Maße, hier vor allem die Abstände
der Nieten, zähle und rechne ich aus den Fotos vom Originalschiff heraus (siehe
Beispielfoto ganz oben). Ich vermeide, wie immer, Überdimensionierungen, halte
mich also möglichst streng an den M 1:50.
), auf welche die Prägenuten
aufgeschraubt werden, war von früheren Arbeiten schon vorhanden. Dieser Sockel
hat zwei 4,2-mm-Bohrungen im (Mitten-)Abstand von 32 mm. An der Unterseite ist
eine großzügige Ausfräsung für die M4-Schraubenköpfe und ein umlaufender Fuß ist
für das Aufknacken dieses Sockels mit Spanneisen auf dem Tisch der Fräsmaschine
vorgesehen. Ich habe verschiedene Nietenreihen, ein- und mehrreihig und mit
verschiedenen „Bohrbildern“ darzustellen. Die Maße, hier vor allem die Abstände
der Nieten, zähle und rechne ich aus den Fotos vom Originalschiff heraus (siehe
Beispielfoto ganz oben). Ich vermeide, wie immer, Überdimensionierungen, halte
mich also möglichst streng an den M 1:50.
Die Deckshäuser sind etwa 2,3 m
hoch, das sind 46 mm beim Modell. Damit ich die Höhe bei senkrechten
Nietenreihen in einem Stück, also ohne "anstückeln", darstellen kann, benötige
ich Folienstreifen von wenigstens dieser Länge. Abschnitte von Messingprofil 10
x 6 mm und 10 x 8 mm habe ich im Dreibackenfutter auf exakt 50 mm Länge
plangedreht (Abb. 5 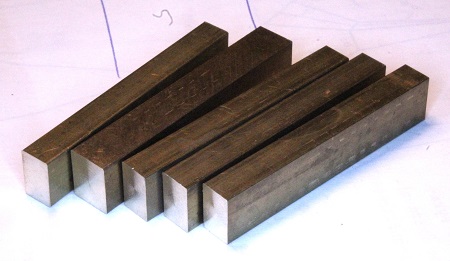 ). Sie wurden im
Schraubstock gegen einen Fingeranschlag (links bei Abb. 6
). Sie wurden im
Schraubstock gegen einen Fingeranschlag (links bei Abb. 6
 )
gespannt und so konnten „auf Umschlag“ je zwei gleiche Stufen ausgefräst werden.
In der gleichen Spannweise folgten danach noch je zwei Zentrierbohrungen für
M4-Sacklochbohrungen (Abb. 7
)
gespannt und so konnten „auf Umschlag“ je zwei gleiche Stufen ausgefräst werden.
In der gleichen Spannweise folgten danach noch je zwei Zentrierbohrungen für
M4-Sacklochbohrungen (Abb. 7
 ).
Sie haben den gleichen Mittenabstand, wie die Bohrungen bei der Sockel (Abb. 4),
also 32 mm und dürfen nur 7 mm tief gebohrt werden. Mit einem Stielfeilklöbchen
habe ich zumindest den ersten Gang des dreiteiligen Gewindebohrer-Satzes M4
eingeschnitten. Dabei hält man das Werkstück (die Prägebank) immer lose in den
linken Hand und das Bohrwerkzeug in der rechten (Abb. 8
).
Sie haben den gleichen Mittenabstand, wie die Bohrungen bei der Sockel (Abb. 4),
also 32 mm und dürfen nur 7 mm tief gebohrt werden. Mit einem Stielfeilklöbchen
habe ich zumindest den ersten Gang des dreiteiligen Gewindebohrer-Satzes M4
eingeschnitten. Dabei hält man das Werkstück (die Prägebank) immer lose in den
linken Hand und das Bohrwerkzeug in der rechten (Abb. 8
 ). So kann es kaum geschehen, daß das
Gewinde schräg eingeschnitten wird. Wenn man das so macht, muß man sich schon
sehr dumm anstellen, wenn die Gewinde schräg in die Bohrungen kommen, also NIE
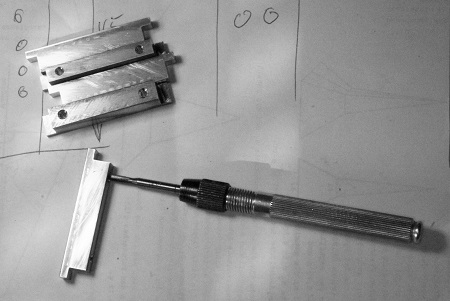
das Werkstück für das Gewindeschneiden in einen Schraubstock spannen! Abb. 9
). So kann es kaum geschehen, daß das
Gewinde schräg eingeschnitten wird. Wenn man das so macht, muß man sich schon
sehr dumm anstellen, wenn die Gewinde schräg in die Bohrungen kommen, also NIE
das Werkstück für das Gewindeschneiden in einen Schraubstock spannen! Abb. 9
 zeigt die vorbereiteten Prägebänke und
den Sockel (rechts).
zeigt die vorbereiteten Prägebänke und
den Sockel (rechts).
Für das Einfräsen der Prägenuten in den Prägebänken habe
ich eine 10:1-Zeichnung (Abb. 10
 )
angefertigt. Links ist eine vierreihige Nietenbahn dargestellt und rechts eine
einreihige. Die Mittenabstände der Nieten betragen in beiden Fällen 1,1 mm. Die
Mitten der vier Bahnen sind 0,95 mm voneinander entfernt. Das ergibt den
gewünschten 60°-Versatz zu den beiden Mittelreihen. Die Nietenköpfe sollen einen
Durchmesser von 0,6 mm haben. Auf der Zeichnung sind sie mit der
6-mm-Kreisschablone gezeichnet. Mit einem 0,8-mm-Voll-Hartmetall-Radiusfräser (
www.pfeiffer-werkzeuge.de ) werden die Nietenköpfe
negativ in die Prägebänke eingestochen. Die Stechtiefe habe ich mit einer
weiteren 100:1-Zeichnung ermittelt, Abb. 11
)
angefertigt. Links ist eine vierreihige Nietenbahn dargestellt und rechts eine
einreihige. Die Mittenabstände der Nieten betragen in beiden Fällen 1,1 mm. Die
Mitten der vier Bahnen sind 0,95 mm voneinander entfernt. Das ergibt den
gewünschten 60°-Versatz zu den beiden Mittelreihen. Die Nietenköpfe sollen einen
Durchmesser von 0,6 mm haben. Auf der Zeichnung sind sie mit der
6-mm-Kreisschablone gezeichnet. Mit einem 0,8-mm-Voll-Hartmetall-Radiusfräser (
www.pfeiffer-werkzeuge.de ) werden die Nietenköpfe
negativ in die Prägebänke eingestochen. Die Stechtiefe habe ich mit einer
weiteren 100:1-Zeichnung ermittelt, Abb. 11
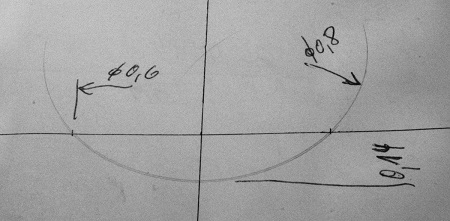 zeigt sie als Foto. Wenn man also
(zeichnerisch ermittelt) mit einem 8-mm-Radius-Fräser 0,14 mm tief in eine ebene
Fläche eindringt, so ist der Durchmesser dieser Senkung etwa 0,6 mm. Der Sockel
und alle Prägebänke erhalten als „Verdrehungsschutz“ Körnungen (Abb. 12
zeigt sie als Foto. Wenn man also
(zeichnerisch ermittelt) mit einem 8-mm-Radius-Fräser 0,14 mm tief in eine ebene
Fläche eindringt, so ist der Durchmesser dieser Senkung etwa 0,6 mm. Der Sockel
und alle Prägebänke erhalten als „Verdrehungsschutz“ Körnungen (Abb. 12
 ).
).
Die erste Prägebank wurde auf den
Sockel geschraubt und diese im Maschinenschraubstock gespannt. Die obere Fläche
wird sparsam überstirnt. Danach wird in der Mitte dieser Fläche über die ganze
Länge mit einem 1,5-mm-Fingerfräser eine nur 0,2 mm tiefe Nut gefräst (würde ich
das heute [26.1.2019] noch einmal tun, würde ich 0,3 mm tief fräsen). Richtig
genau wird das nur mit einer digitalen Höhen-Meßeinrichtung an der Fräsmaschine,
die eine Kontrolle auf 1/100 mm zuläßt. Der Y-Support ist und bleibt geklemmt,
auch nach dem Wechsel auf den 0,8-mm-Radius-Fräser. Die Bohrpinole der
Fräsmaschine wird für das stets vollkommen gleiche Höhen-Einstechen der Köpfe
ganz nach unten gegen den unteren Anschlag gesenkt und so geklemmt. In dem
Zustand wird der drehende Radius-Fräser mit dem gesamten Fräskopf sehr langsam
(!) bis zum Grund der 1,5 mm breiten Nut gesenkt (unbedingt dafür eine starke
Lupe benutzen). Sobald der Fräser den Nutgrund berührt (allerfeinste Späne!),
wird der Höhensupport genullt und die Klemmung der Pinole gelöst (Vorsicht, die
Pinole rast blitzschnell nach oben!). Nun kann der Support die besagten 0,14 mm
nach unten geschoben (!) werden. In der Folge „bohrt“ man jeden negativen
Nietenkopf gegen den so eingestellten Anschlag der Bohrpinole. Alle diese
„Senkungen“ erscheinen so vollkommen gleich tief, die Abstände jeweils 2 mm
(Abb. 13 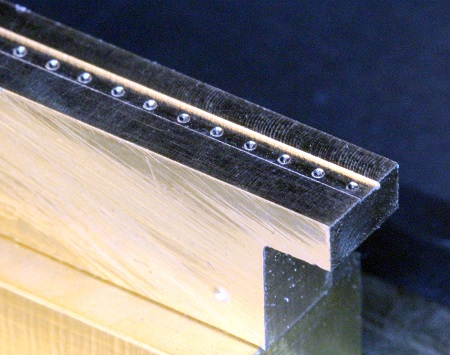 ).
).
Die gleiche Arbeitsweise habe ich
angewendet für eine Nietenreihe mit 1,1 mm Abständen (Abb. 14
 ). Beim Bohrbild nach Abb. 15
). Beim Bohrbild nach Abb. 15
 habe ich mit dem 1,5-mm-Fingerfräser im Abstand von 0,95 mm zwei Bahnen auf
gleiche Tiefe von 0,2 mm gefräst. Danach wurden die Negativköpfe, wie bei Abb.
13 erklärt, eingestochen. Die wichtigen Anfahrrichtungen für beide Bahnen hatte
ich notiert und der 60°-Versatz entsteht durch eine Verschiebung bei der zweiten
Bahn um 0,55 mm (1,1 mm Abstand : 2 = 0,55 mm).
habe ich mit dem 1,5-mm-Fingerfräser im Abstand von 0,95 mm zwei Bahnen auf
gleiche Tiefe von 0,2 mm gefräst. Danach wurden die Negativköpfe, wie bei Abb.
13 erklärt, eingestochen. Die wichtigen Anfahrrichtungen für beide Bahnen hatte
ich notiert und der 60°-Versatz entsteht durch eine Verschiebung bei der zweiten
Bahn um 0,55 mm (1,1 mm Abstand : 2 = 0,55 mm).
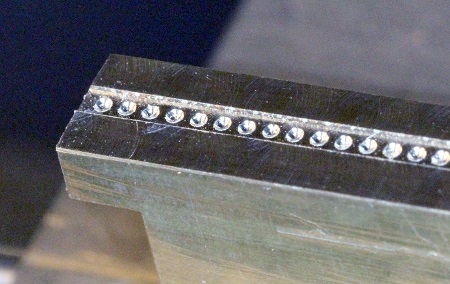
Abb. 16
 zeigt eine vierreihige Nietenbahn. Hierbei muß man das Fräsen/Bohren nach
Koordinaten besonders perfekt beherrschen ((1)
Seiten 73 bis 78). Man kann bei diesen Dimensionen nichts messen, also muß man
kontrolliert „anfahren“. Man muß 100% "geplant", mit einer Handskizze, die neben
der Fräsmaschine liegt, ständig genau wissen, wo der Fräser, besser gesagt die
Frässpindel-Mitte steht. Abb. 17
zeigt eine vierreihige Nietenbahn. Hierbei muß man das Fräsen/Bohren nach
Koordinaten besonders perfekt beherrschen ((1)
Seiten 73 bis 78). Man kann bei diesen Dimensionen nichts messen, also muß man
kontrolliert „anfahren“. Man muß 100% "geplant", mit einer Handskizze, die neben
der Fräsmaschine liegt, ständig genau wissen, wo der Fräser, besser gesagt die
Frässpindel-Mitte steht. Abb. 17
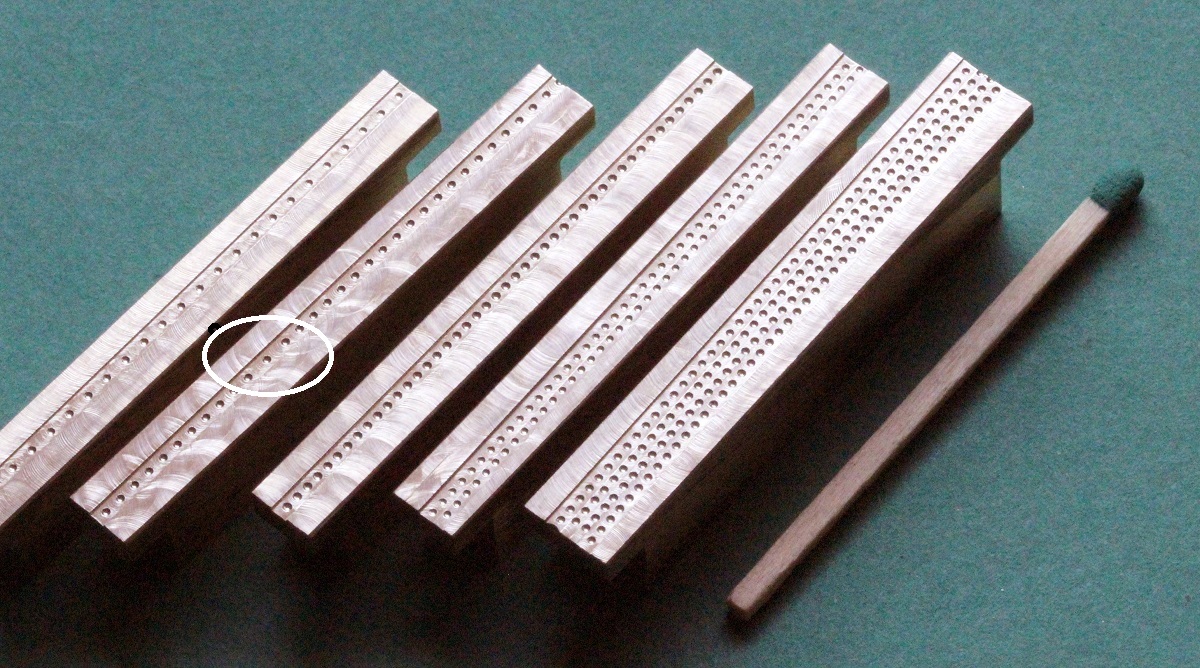
 zeigt fünf so gefräste Prägebänke im Vergleich mit einem Streichholz. Die 0,2 mm
tiefen Prägenuten sitzen bei allen etwas schräg, weil die M4-Bohrungen an den
Unterseiten nicht genau mittig waren. Das ist jedoch bedeutungslos für das
spätere Gummikissenprägen. Bei der Leiste mit den 1,5-mm-Abständen (zweite von
links) stimmen außerdem die Abstände in der Mitte der Länge nicht (weißer
Kreis). Nietenreihen der 1,5-mm-Leiste werden jedoch am Modell nicht wirklich
oft gebraucht. Nach dem Einstechen der „Nieten“ habe ich die Kanten dieser
Senkungen mit einer rotierenden Drahtbürste von beiden Seiten „entspechtet“,
will sagen entgratet. Bei den obigen Nahfotos erkennt man diesen Grat noch.
Macht man das nicht, so kann es später beim Prägen der Alu-Folie passieren, daß
diese an den winzigen Kanten eingerissen wird.
zeigt fünf so gefräste Prägebänke im Vergleich mit einem Streichholz. Die 0,2 mm
tiefen Prägenuten sitzen bei allen etwas schräg, weil die M4-Bohrungen an den
Unterseiten nicht genau mittig waren. Das ist jedoch bedeutungslos für das
spätere Gummikissenprägen. Bei der Leiste mit den 1,5-mm-Abständen (zweite von
links) stimmen außerdem die Abstände in der Mitte der Länge nicht (weißer
Kreis). Nietenreihen der 1,5-mm-Leiste werden jedoch am Modell nicht wirklich
oft gebraucht. Nach dem Einstechen der „Nieten“ habe ich die Kanten dieser
Senkungen mit einer rotierenden Drahtbürste von beiden Seiten „entspechtet“,
will sagen entgratet. Bei den obigen Nahfotos erkennt man diesen Grat noch.
Macht man das nicht, so kann es später beim Prägen der Alu-Folie passieren, daß
diese an den winzigen Kanten eingerissen wird.
Nun muß die Alufolie vorbereitet
werden. In letzter Zeit habe ich die Abdeckfolien von Joghurtbechern gesammelt.
Abdeckungen, welche mit ganzflächigen Prägungen in Wellenform o.ä. versehen
sind, sind ebenso ungeeignet wie Alu-Haushalt-Folie. Letztere ist viel zu dünn
und reißt bei unserem Nietenkopfprägen. Ich möchte nicht unbedingt Reklame
machen, doch die Folien von MÖVENPICK-Bechern sind gut geeignet. Sie haben mit
0,02 mm die richtige Stärke. Mit der etwa 45° schräggestellten Kante eines
Plastelineals streiche ich über die meist stark zerknitterten Folien. Sie liegen
auf einer ebenen Unterlage und ich drehe die Deckel dabei ständig im Kreis. Die
Rückseite überstreiche ich ebenfalls. Der Druck muß nicht sehr hoch sein.
Doppelungen am Rand schneide ich vorher ab. Auf den geglätteten Folien zeichne
ich mit Hilfe einer Pappschablone parallel Linien von 65 mm Abstand (Abb. 18
links 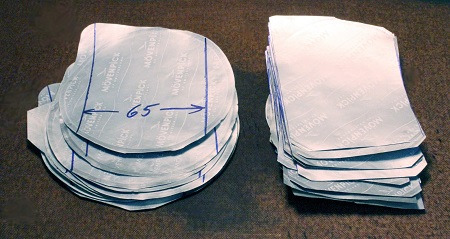 ). So lang sollen die geschnittenen
Streifen werden. Ich schneide die Stücke danach vor (Abb. 18 rechts).
). So lang sollen die geschnittenen
Streifen werden. Ich schneide die Stücke danach vor (Abb. 18 rechts).
Für das Schneiden der Streifen
benutze ich meine „frisierte“ Fotoschere aus DDR-Zeiten (Abb. 19
 ).
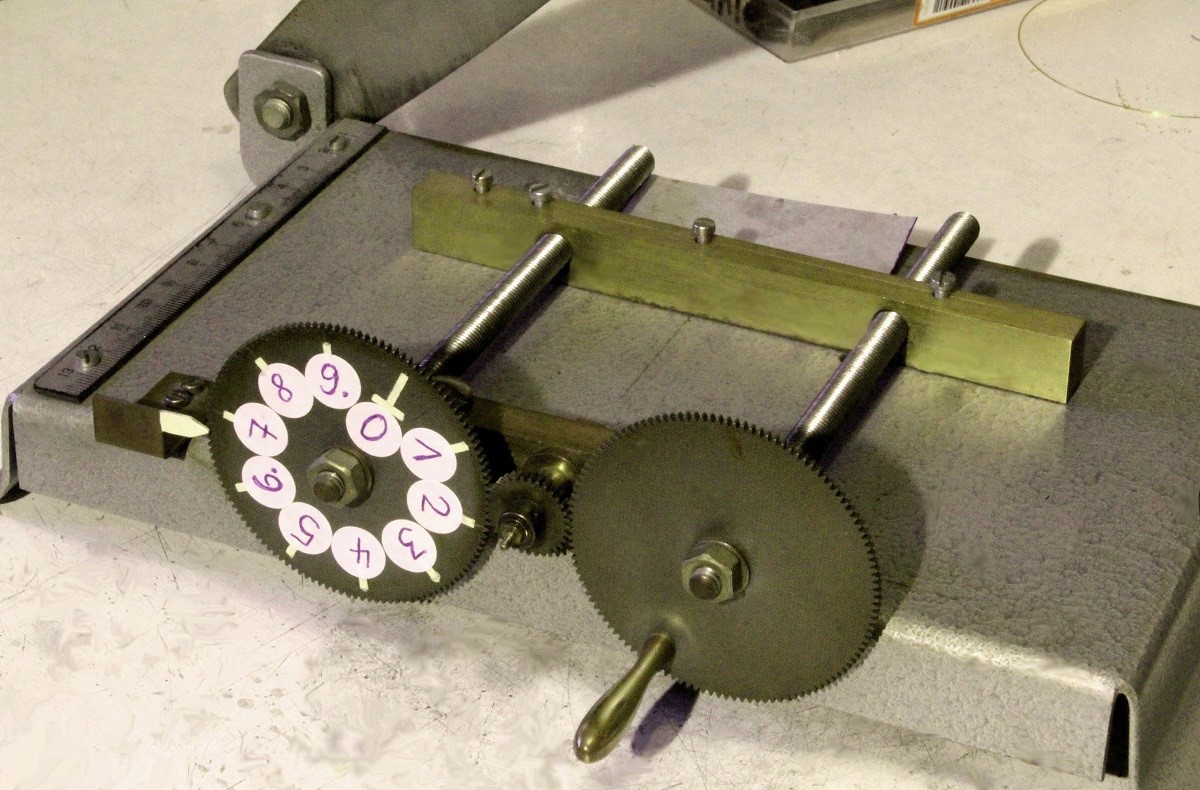
Die beiden Gewindespindeln haben Feingewinde M8x1. Normales M6-Gewinde kann man
auch verwenden, denn das hat auch eine Steigung von 1 mm, das ist das
Entscheidende. Eines der großen Zahnräder (gleiche Zähnezahl!) hat eine
10er-Teilung und am „Tisch“ ist ein Null-Zeiger angeordnet (ganz links).
Zähnezahl und Größe des Zahnrades in der Mitte sind gleichgültig. Es dient nur
dazu, daß die Drehrichtungen bei beiden Spindeln gleich sind. Auf diese Weise
kann ich den Klemmbalken (hier aus Messing gemacht) mit dem geklemmten
Blech/Folie/Papier (Ms-Blech bis maximal 0,2 mm Stärke !) zumindest auf 0,1 mm
genau nach vorn zum Messer schieben. Man kann eines der beiden großen Zahnräder
"ausrasten" um wenige Zähne verstellen und damit bei einer Kreissäge den
Anschlag 100%ig parallel zum Sägeblatt einrichten. Doch das Wichtigste: Beim
Zustellen im Falle Fotoschere von Schnitt zu Schnitt 100%ig parallel. Wie
anders will man eine hochgenaue und zudem parallele Zustellung bewerkstelligen?
Sogar meine große Kreissäge im Keller hat eine solche Zustellung, allerdings mit
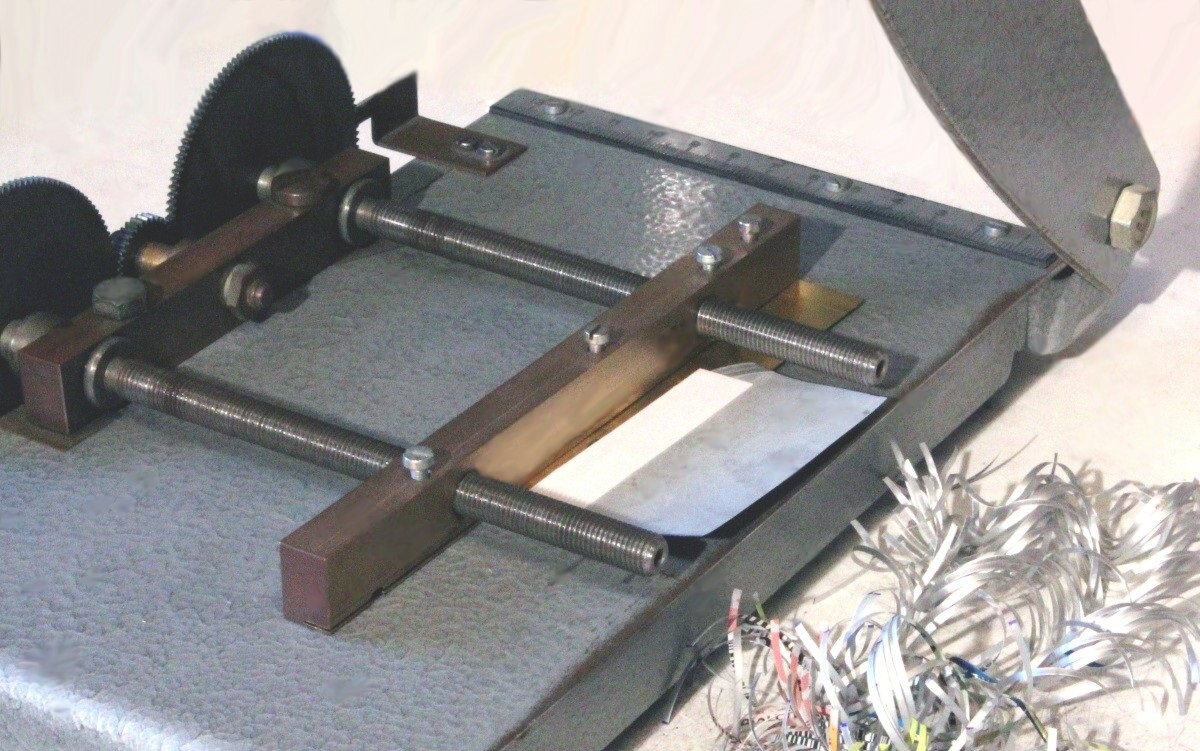
Kettenverbindung (Abb. 20
).
Die beiden Gewindespindeln haben Feingewinde M8x1. Normales M6-Gewinde kann man
auch verwenden, denn das hat auch eine Steigung von 1 mm, das ist das
Entscheidende. Eines der großen Zahnräder (gleiche Zähnezahl!) hat eine
10er-Teilung und am „Tisch“ ist ein Null-Zeiger angeordnet (ganz links).
Zähnezahl und Größe des Zahnrades in der Mitte sind gleichgültig. Es dient nur
dazu, daß die Drehrichtungen bei beiden Spindeln gleich sind. Auf diese Weise
kann ich den Klemmbalken (hier aus Messing gemacht) mit dem geklemmten
Blech/Folie/Papier (Ms-Blech bis maximal 0,2 mm Stärke !) zumindest auf 0,1 mm
genau nach vorn zum Messer schieben. Man kann eines der beiden großen Zahnräder
"ausrasten" um wenige Zähne verstellen und damit bei einer Kreissäge den
Anschlag 100%ig parallel zum Sägeblatt einrichten. Doch das Wichtigste: Beim
Zustellen im Falle Fotoschere von Schnitt zu Schnitt 100%ig parallel. Wie
anders will man eine hochgenaue und zudem parallele Zustellung bewerkstelligen?
Sogar meine große Kreissäge im Keller hat eine solche Zustellung, allerdings mit
Kettenverbindung (Abb. 20
 )
und bei ihr haben diese Feingewinde M12x1. Die 0,1-mm-Zahlen sind dabei auf dem
Rand des großen Alu-Handrades aufgeschlagen. Ich erinnere mich, daß ich während
meiner Beruftätigkeit eine ähnliche nochgenaue Zustelleinrichtung an eine große
(1,3 m langes Messer) Klempner-Schlagschere angebaut und damit meterlange und
auch sehr schmale Feinblechstreifen geschnitten habe. Alle anderen Anschläge,
die man z.B. bei allen käuflichen Kreissägen sieht, sind im Grunde NICHT auf
paralleles Schneiden einstellbar und in meinen Augen Käse, Fehlkonstruktionen!
Wie man bei vielen Sachen über Jahrzehnte an Fehlkonstruktionen festhält.
)
und bei ihr haben diese Feingewinde M12x1. Die 0,1-mm-Zahlen sind dabei auf dem
Rand des großen Alu-Handrades aufgeschlagen. Ich erinnere mich, daß ich während
meiner Beruftätigkeit eine ähnliche nochgenaue Zustelleinrichtung an eine große
(1,3 m langes Messer) Klempner-Schlagschere angebaut und damit meterlange und
auch sehr schmale Feinblechstreifen geschnitten habe. Alle anderen Anschläge,
die man z.B. bei allen käuflichen Kreissägen sieht, sind im Grunde NICHT auf
paralleles Schneiden einstellbar und in meinen Augen Käse, Fehlkonstruktionen!
Wie man bei vielen Sachen über Jahrzehnte an Fehlkonstruktionen festhält.
Im Klemmbalken ist ein schmales
Stück Ms-Blech geklemmt und auf dieses werden die Folienstücke nacheinander
einfach mit Klebestreifen befestigt (Abb. 21
 ).
Die flachen Nuten in den Prägebänken haben Breiten von 1,5; 2,3 und 4,3 mm
(entsprechend den verwendeten Fingerfräsern). Demzufolge habe ich je einen
großen Vorrat Streifen geschnitten: 1,4; 2,2 und 4,2 mm breit (Abb. 22
).
Die flachen Nuten in den Prägebänken haben Breiten von 1,5; 2,3 und 4,3 mm
(entsprechend den verwendeten Fingerfräsern). Demzufolge habe ich je einen
großen Vorrat Streifen geschnitten: 1,4; 2,2 und 4,2 mm breit (Abb. 22
 ).
Besonders die schmalen verdrehen sich dabei. Für die spätere Verwendung hat man
sie schnell zwischen zwei Fingern etwas ausgerichtet. Die oberen Längskanten der
Prägebänke habe ich noch mit einem Abrundfräser gerundet angefräst. So muß man
beim Prägen mit dem Gummikissen nicht zu sehr drücken. In Abb. 23
).
Besonders die schmalen verdrehen sich dabei. Für die spätere Verwendung hat man
sie schnell zwischen zwei Fingern etwas ausgerichtet. Die oberen Längskanten der
Prägebänke habe ich noch mit einem Abrundfräser gerundet angefräst. So muß man
beim Prägen mit dem Gummikissen nicht zu sehr drücken. In Abb. 23
 ist ein Folien-Streifen mit der bedruckten Seite nach oben in die 0,2 mm tiefe
Nut gelegt und das rechte Ende um die scharfen Kanten der „Tischkante“ gebogen.
Ein Finger hält das so, der andere streicht den Streifen straff nach links in
die Nut und biegt ihn an der anderen Seite ebenfalls um die scharfen Kanten. So
bleibt er gerade und in der Nut liegen, was die Voraussetzung für das
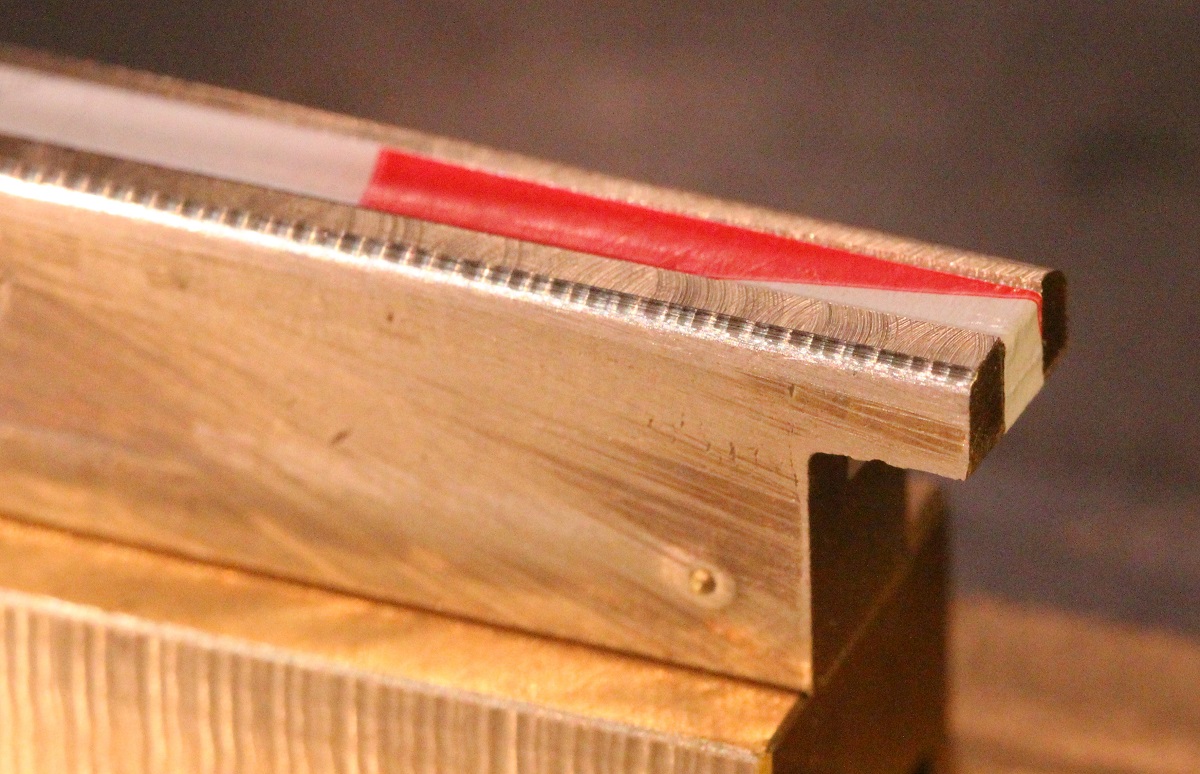
richtige Prägen mit dem Gummikissen ist. In Abb. 24
ist ein Folien-Streifen mit der bedruckten Seite nach oben in die 0,2 mm tiefe
Nut gelegt und das rechte Ende um die scharfen Kanten der „Tischkante“ gebogen.
Ein Finger hält das so, der andere streicht den Streifen straff nach links in
die Nut und biegt ihn an der anderen Seite ebenfalls um die scharfen Kanten. So
bleibt er gerade und in der Nut liegen, was die Voraussetzung für das
richtige Prägen mit dem Gummikissen ist. In Abb. 24
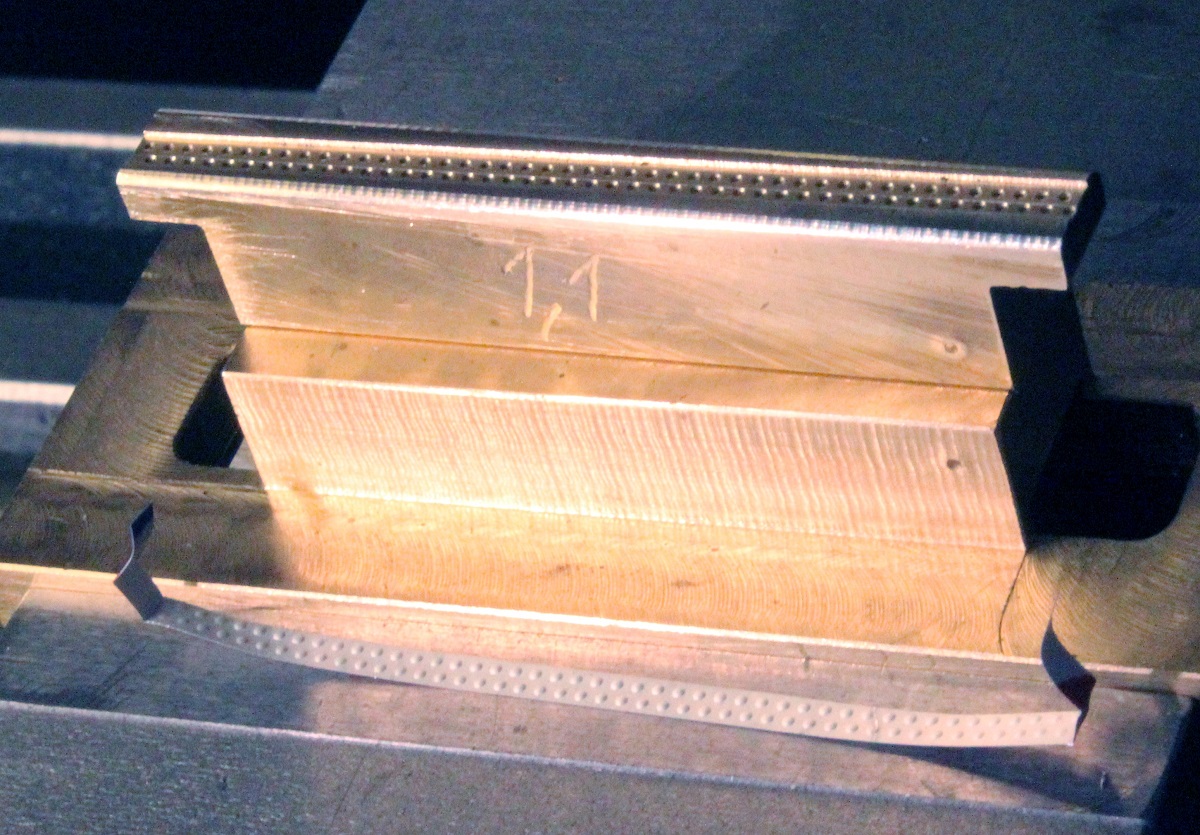
 liegt der geprägte Streifen am unteren Bildrand. Die hier noch vorhandenen
Abwinkelungen an den Enden werden mit einer Papierschere abgeschnitten und der
Streifen noch vorsichtig zwischen zwei Fingern gerichtet. Abb. 25
liegt der geprägte Streifen am unteren Bildrand. Die hier noch vorhandenen
Abwinkelungen an den Enden werden mit einer Papierschere abgeschnitten und der
Streifen noch vorsichtig zwischen zwei Fingern gerichtet. Abb. 25
 zeigt eine Nahaufnahme eines zweireihigen Nietenstreifens und die Abb. 26
zeigt eine Nahaufnahme eines zweireihigen Nietenstreifens und die Abb. 26
 und 27
und 27
 jeweils Größenvergleiche mit einem Streichholz.
jeweils Größenvergleiche mit einem Streichholz.
Nun bringen wir die geprägten
Streifen an die Deckshauswände an. An fast allen Unterkanten dieser Wände findet
man eine zweireihige Nietenspur in geringer Höhe über dem Deck. Um diese Höhe
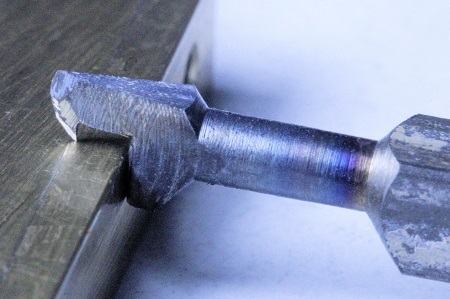
exakt anzureißen, habe ich mir aus (Vierkant-)Silberstahl (
www.wilmsmetall.de
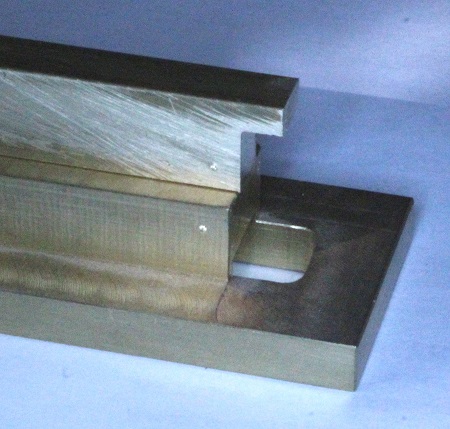
) ein Anreißwerkzeug gedreht/gefräst/gehärtet/scharfgeschliffen (Abb. 28
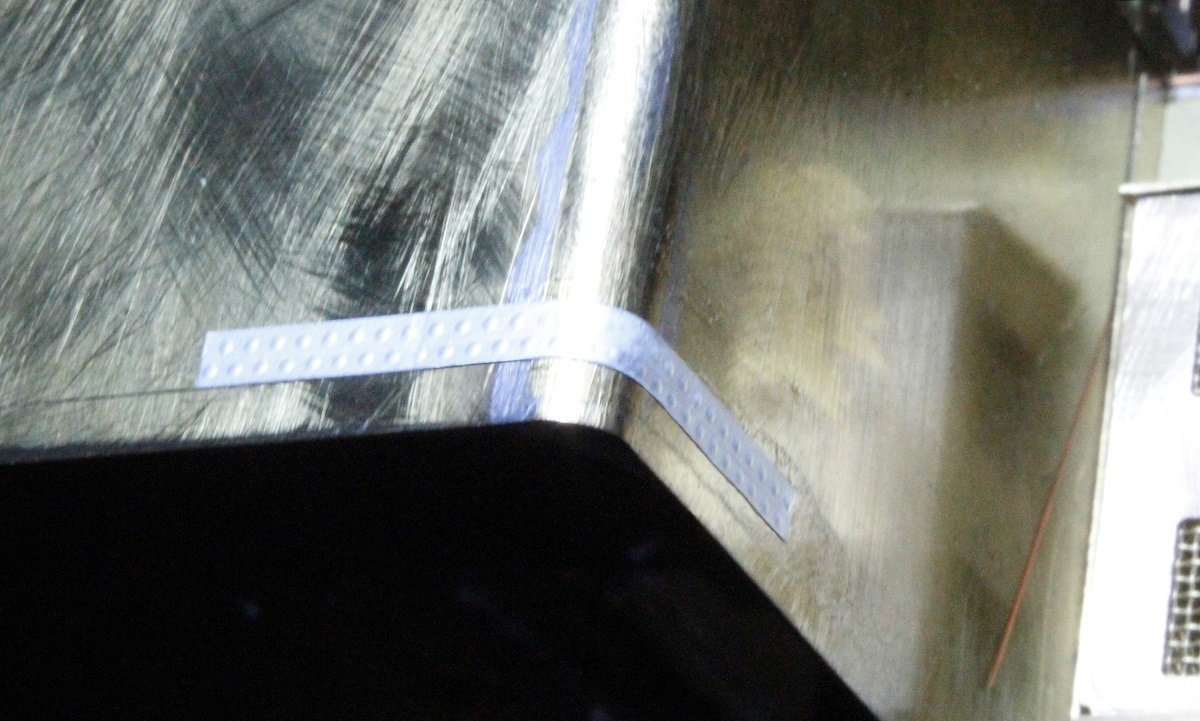
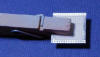
 ). Abb. 29
). Abb. 29
 zeigt die Arbeit damit an einer
Blechkante. Damit ich die Deckshauswände immer in bequemer waagerechter Lage an
der Werkbank habe, wurden die (Spanplatten-)Sockel so verändert, daß ich sie
senkrecht im Bankschraubstock klemmen konnte (Abb. 30
zeigt die Arbeit damit an einer
Blechkante. Damit ich die Deckshauswände immer in bequemer waagerechter Lage an
der Werkbank habe, wurden die (Spanplatten-)Sockel so verändert, daß ich sie
senkrecht im Bankschraubstock klemmen konnte (Abb. 30
 ).
Man schaut hier von oben auf die Stb.-Seitenwand des hinteren Deckshauses.
).
Man schaut hier von oben auf die Stb.-Seitenwand des hinteren Deckshauses.
Abb. 31
 zeigt einen zweireihigen Folie-Streifen um eine gerundete Deckshauskante
geklebt. Solche Rundungsstücke bringe ich zuerst an, bevor ich die folgenden
geraden Stücke anfüge. Die geraden Stücke lassen sich danach in ihrer Länge
einfacher anpassen. Zumindest an der linken Seite erkennt man noch den sehr
feinen Anriß mit dem Werkzeug nach Abb. 28/29. Neben diesem Anriß trage ich eine
schmale Spur verdünnter Nitro-Mattine mit einem Pinsel auf. Nitro-Mattine ist
farblos, ich erkenne deshalb den Anriß noch und sie trocknet schnell – ein
weiterer Vorteil. Neben die Lackspur lege ich den noch geraden Folie-Streifen an
eine Wand und schiebe ihn vorsichtig mit einer Reißnadel auf den Lack, bis genau
an den Anriß heran. Er wird mit dem Finger oder einem zweiten, trockenen Pinsel
angedrückt. Dabei wische ich kleine Mengen überschüssigen Lacks, der an den
Rändern austritt, mit ab. Meine anfänglichen Bedenken, daß ich die geprägten
Nietenköpfe dabei niederdrücke, haben sich nicht bestätigt – bei sehr
vorsichtiger Arbeit. Danach drücke ich das überstehende Ende des Streifens um
die Rundung herum an die andere Wand. Dieses Stück muß allerdings lang genug
sein, damit es nicht zurückfedern kann. Auch hierbei achte ich auf den Anriß.
zeigt einen zweireihigen Folie-Streifen um eine gerundete Deckshauskante
geklebt. Solche Rundungsstücke bringe ich zuerst an, bevor ich die folgenden
geraden Stücke anfüge. Die geraden Stücke lassen sich danach in ihrer Länge
einfacher anpassen. Zumindest an der linken Seite erkennt man noch den sehr
feinen Anriß mit dem Werkzeug nach Abb. 28/29. Neben diesem Anriß trage ich eine
schmale Spur verdünnter Nitro-Mattine mit einem Pinsel auf. Nitro-Mattine ist
farblos, ich erkenne deshalb den Anriß noch und sie trocknet schnell – ein
weiterer Vorteil. Neben die Lackspur lege ich den noch geraden Folie-Streifen an
eine Wand und schiebe ihn vorsichtig mit einer Reißnadel auf den Lack, bis genau
an den Anriß heran. Er wird mit dem Finger oder einem zweiten, trockenen Pinsel
angedrückt. Dabei wische ich kleine Mengen überschüssigen Lacks, der an den
Rändern austritt, mit ab. Meine anfänglichen Bedenken, daß ich die geprägten
Nietenköpfe dabei niederdrücke, haben sich nicht bestätigt – bei sehr
vorsichtiger Arbeit. Danach drücke ich das überstehende Ende des Streifens um
die Rundung herum an die andere Wand. Dieses Stück muß allerdings lang genug
sein, damit es nicht zurückfedern kann. Auch hierbei achte ich auf den Anriß.
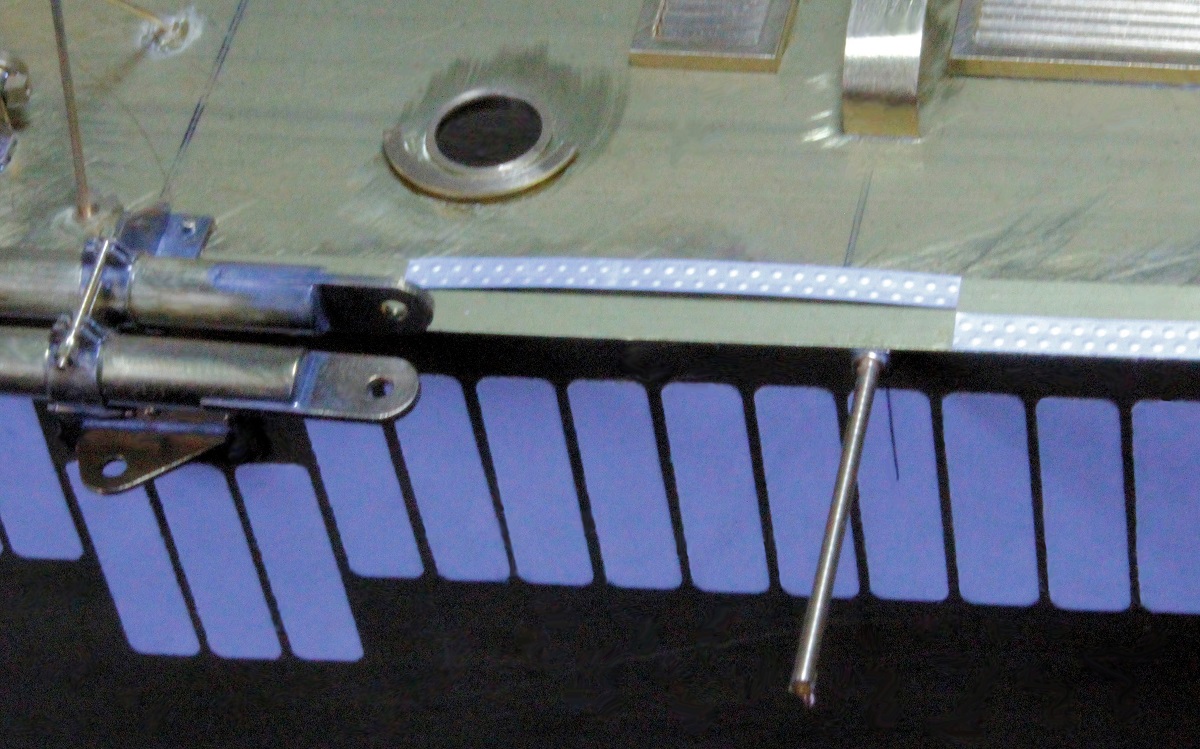
Die Abb. 32
 zeigt das Anlegen eines Streifens an eine gerade Deckshauswand (obere Hälfte vom
Bild, die dunkle Hälfte unten ist das Deck, die Augen [2,4 mm
Ø] an
den Stangen im Bild links sind
schlagzahngefräst). Man sieht, daß ich den Streifen wie eine Brücke
leicht nach oben vorgebogen habe. Er ist etwa 30 mm lang und die möglichst
gleichmäßige Wölbung beträgt etwa 1 mm. Hier ist der im Bild nicht sichtbare
Lack schon aufgetragen. Der Streifen kann nun nach oben (im Bild nach unten) an
die Kante der Deckshauswand herangeschoben werden. Beim Auflegen der Streifen
fasse ich sie mit einer sehr spitzen Pinzette zwischen den geprägten
Nietenköpfen an. „Ruhig Blut“, gutes Licht, eine Sehhilfe und stets aufgelegte
Hände sind bei diesen Arbeiten die Voraussetzungen. Die Folienstreifen mit den
Nietenköpfen sieht man durch die helle Alu-Farbe auf dem Messing(blech)-Grund
noch überdeutlich. Das ändert sich später, wenn alles hellgrau gespritzt wird.
Dann wird man bei entsprechendem Lichteinfall nur noch die Nietenköpfe sehen.
zeigt das Anlegen eines Streifens an eine gerade Deckshauswand (obere Hälfte vom
Bild, die dunkle Hälfte unten ist das Deck, die Augen [2,4 mm
Ø] an
den Stangen im Bild links sind
schlagzahngefräst). Man sieht, daß ich den Streifen wie eine Brücke
leicht nach oben vorgebogen habe. Er ist etwa 30 mm lang und die möglichst
gleichmäßige Wölbung beträgt etwa 1 mm. Hier ist der im Bild nicht sichtbare
Lack schon aufgetragen. Der Streifen kann nun nach oben (im Bild nach unten) an
die Kante der Deckshauswand herangeschoben werden. Beim Auflegen der Streifen
fasse ich sie mit einer sehr spitzen Pinzette zwischen den geprägten
Nietenköpfen an. „Ruhig Blut“, gutes Licht, eine Sehhilfe und stets aufgelegte
Hände sind bei diesen Arbeiten die Voraussetzungen. Die Folienstreifen mit den
Nietenköpfen sieht man durch die helle Alu-Farbe auf dem Messing(blech)-Grund
noch überdeutlich. Das ändert sich später, wenn alles hellgrau gespritzt wird.
Dann wird man bei entsprechendem Lichteinfall nur noch die Nietenköpfe sehen.
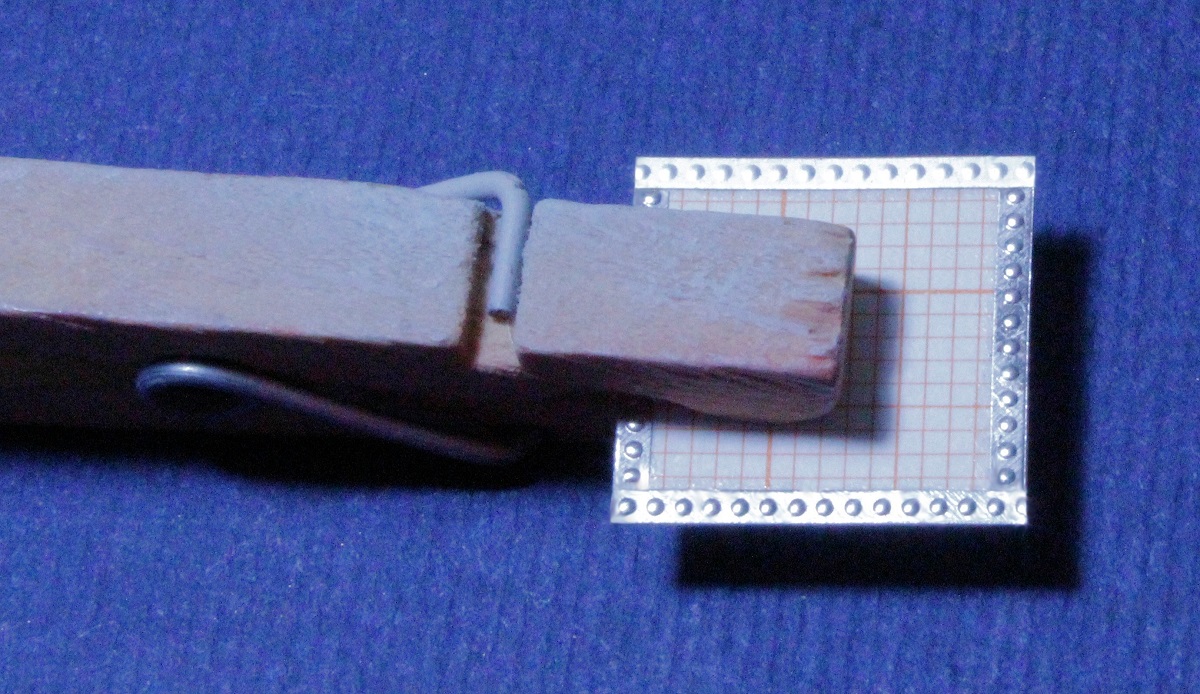
Sehr oft waren auch quadratische
oder rechteckige Felder mit einreihigen „Nieten-Rahmen“ darzustellen. Diese
Felder an den mit vielen Details schon „verbauten“ Wänden anzureißen, wäre
schwierig gewesen. Deshalb habe ich diese aus Millimeterpapier ausgeschnitten
und nach den Abb. 33
 und 34
und 34
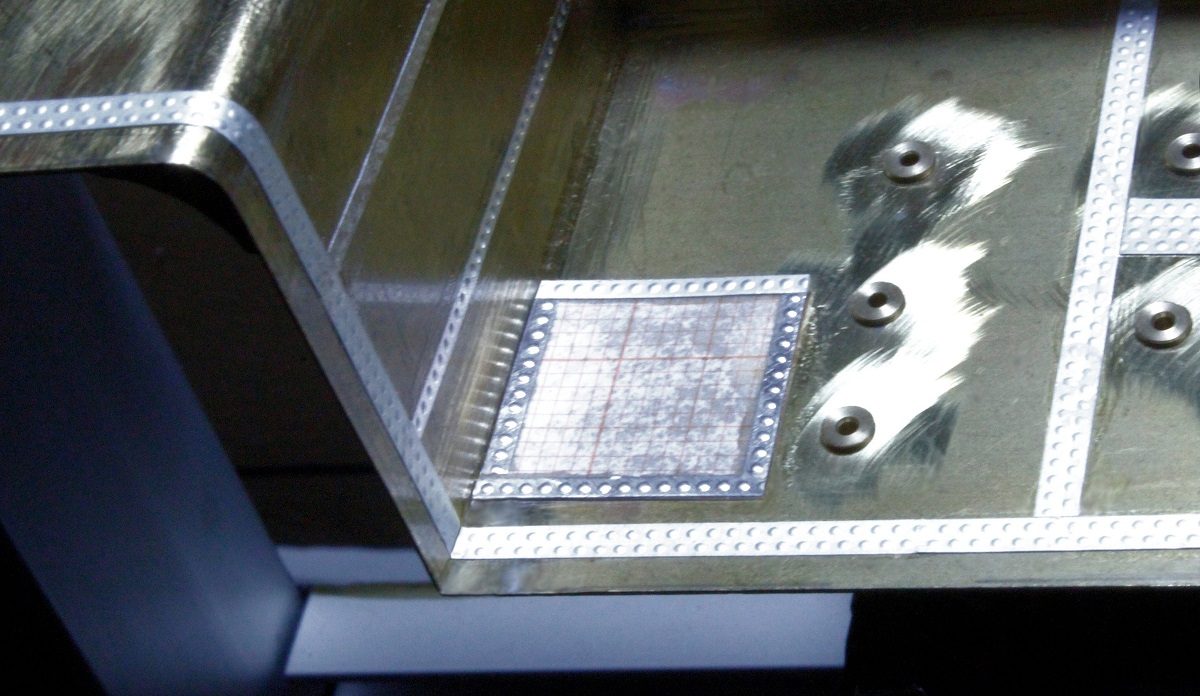
 zuerst „gerahmt“. Abb. 35
zuerst „gerahmt“. Abb. 35
 zeigt dieses Nietenfeld angeklebt – ebenfalls mit Klarlack - in einer Ecke vom
Deckshaus. In diesem Bild sind ein-, zwei- und vierreihige Nietenbahnen zu
sehen. Und im Foto Abb. 36
zeigt dieses Nietenfeld angeklebt – ebenfalls mit Klarlack - in einer Ecke vom
Deckshaus. In diesem Bild sind ein-, zwei- und vierreihige Nietenbahnen zu
sehen. Und im Foto Abb. 36
 ist ein Stück von der Bb.-Deckshauswand vom mittleren Deckshaus zu sehen.
ist ein Stück von der Bb.-Deckshauswand vom mittleren Deckshaus zu sehen.
Jürgen Eichardt
Weiterführende
Literatur:
*
Diesen Beitrag finden Sie u.a. in meinem wichtigen Buch „Modellbautechniken“,
Eigenverlag auf CD-ROM, Best.-Nr. cd046.
(1) Jürgen Eichardt, „Fräsen
für Modellbauer“ Band 2, VTH-Verlag 2002, ISBN 3-88180-718-7,
VTH-Best.-Nr. 3102118, € 19,-
Bildtexte: (alle Fotos:
Jürgen Eichardt)
Abb. 01: Sechsreihige Nietungen
für die Stoßverbindungen der Rumpfplatten.
Abb. 02: Die Streifen wurden hier
noch mit hellgrauem Alkydharzlack angeklebt = lange Durchtrockenzeit unter den
Streifen bei Luftabschluß!
Abb. 03: Der Balken muß eine
entsprechende Dicke haben.
Abb. 04: Von unten lassen sich die
M4-Schrauben eindrehen.
Abb. 05: Die Längen sollten genau
stimmen.
Abb. 06: Zwei Stufen „auf
Umschlag“ eingefräst. Die Kanten nur leicht entgraten!
Abb. 07: Bohrungsabstand
entspricht dem bei der „Bank“.
Abb. 08: Der 1. Gang des
Dreier-Satzes findet von selbst die Mitte. Ich müßte mich dumm anstellen, daß
das Gewinde schräg wird.
Abb. 09: Auf den Fotos ermittle
ich alle Varianten von Nietenreihen.
Abb. 10: Von Niete zu Niete 1,1 mm
Abstand, Abstand der Nietenreihen 0,95 mm, das ergibt den 60°-Versatz. Die
Zeichnung habe ich mit einem feinen Tuschefüller gemacht, der Kugelschreiber
liegt nur als Größenvergleich da.
Abb. 11: Die Nietenköpfe sind ja
im Original eher flach!
Abb. 12: Zwei Körnungen, um die
Seiten nicht zu verwechseln.
Abb. 13: Die Abstände macht ja der
X-Support sehr genau. Bei „komischen“ Maßen höchste Konzentration!
Abb. 14: In die Nut wird später
der Folienstreifen gelegt.
Abb. 15: Man muß keinen teueren
Hartmetall-Fräser benutzen, es gibt auch einen Zahnarztfräser mit 0,8 mm
Durchmesser.
Abb. 16: Jeder Mulde bis zum
Anschlag der Bohrpinole „gebohrt“.
Abb. 17: Die leicht entgrateten
Prägebänke.
Abb. 18: Nur ein Teil der
Foliendeckel, die ich geglättet habe.
Abb. 19: Spiel in den Gewinden
kann man durch leichtes Verkanten des Ms-Balkens abstellen.
Abb. 20: Für die Spannung der
Kette läuft dieses über ein kleines Spannrad unten.
Abb. 21: Weder die Schneide am
Messer als auch die Schneidkante am „Schlagscherentisch“ mußte ich bisher
nachschärfen.
Abb. 22: Die 1,4 mm breiten
Streifen werden am häufigsten benötigt.
Abb. 23: Das rechte Ende einer
Prägebank mit einem eingelegten Folie-Streifen.
Abb. 24: Die Zahl 1,1 bedeutet 1,1
mm (Mitten-)Abstand der Nieten.
Abb. 25: Nicht optimal belichtet,
doch man erkennt die Genauigkeit.
Abb. 26: Die farbige Seite wird an
das Deckshaus geklebt.
Abb. 27: Schön, was man mit
Koordinaten-Bohren erreichen kann.
Abb. 28: Nur die Spitze rechts muß
gehärtet sein, deshalb die angedrehte „Taille“.
Abb. 29: Den Anriß will ich nur
leicht sehen, nach der Spritz-Lackierung nicht mehr!
Abb. 30: Diese Sockelbretter habe
ich für jedes Deckshaus angefertigt.
Abb. 31: Der Streifen hat vor dem
Auflegen keine Knicke.
Abb. 32: Unten im Bild das
Aufbaudeck mit den Trittsicherungen (gesandete Flächen).
Abb. 33: Zuerst die parallelen
Längsstücke mit Überstand, dann die beiden Querverbindungen.
Abb. 34: Eine Wäscheklammer hält
das Teil bis zur Trocknung.
Abb. 35: In die fünf Bohrungen
werden später rot lackierte Ventilräder geklebt.
Abb. 36: Die beiden Schotten sind
nur provisorisch aufgelegt.

zurück/back |
home
 (kleine Fotos anklicken), Geschütztürmen usw. nicht
verzichten. In der DDR-Zeitschrift „Modellbau Heute“ hatte ich schon 1995 im
Beitrag „Jede Niete ein Gewinn“* die aus meiner
Sicht beste Methode vorgestellt, wie man Nietenreihen ganz ohne gekaufte,
gedrehte Nieten und deshalb ohne Bohren von Löchern darstellen kann. Danach (ich
benutze das Verfahren bei Notwendigkeit heute noch) werden die Nietenköpfe als
winzige Schalen von nur 0,6 bis 1,5 mm Durchmesser aus Messing-Folie
geprägt und nur mit Farbe angeklebt… tolle Sache am Nil, drei Kapellen
unter Wasser...
(kleine Fotos anklicken), Geschütztürmen usw. nicht
verzichten. In der DDR-Zeitschrift „Modellbau Heute“ hatte ich schon 1995 im
Beitrag „Jede Niete ein Gewinn“* die aus meiner
Sicht beste Methode vorgestellt, wie man Nietenreihen ganz ohne gekaufte,
gedrehte Nieten und deshalb ohne Bohren von Löchern darstellen kann. Danach (ich
benutze das Verfahren bei Notwendigkeit heute noch) werden die Nietenköpfe als
winzige Schalen von nur 0,6 bis 1,5 mm Durchmesser aus Messing-Folie
geprägt und nur mit Farbe angeklebt… tolle Sache am Nil, drei Kapellen
unter Wasser...