 . (Überstreichen mit der Bahn
des Hammers auf einer ebenen Unterlage macht die 0,2 mm dicken Blechkanten
vollkommen eben.)
. (Überstreichen mit der Bahn
des Hammers auf einer ebenen Unterlage macht die 0,2 mm dicken Blechkanten
vollkommen eben.)Rohrgarnierungen
Schanzkleider und ähnliche Blechwände haben bei Schiffen oft an den Kanten sog. Rohrgarnierungen. Das sind beim Original in der Regel mittig angeschweißte Rohre. An scharfen Blechkanten ohne diese Rohrgarnierungen würden Seile und Taue beim täglichen See- und Hafenbetrieb schamfielen (beschädigt werden). Beim Modellbau, besonders in Maßstäben ab 1:75 und größer, sollte man diese Rohrgarnierungen für eine gute Detaillierung unbedingt mit darstellen. Es genügt, wenn man Drähte entsprechenden Durchmessers an die Blechkanten lötet, es müssen keine Rohre sein. Schwierig ist es, diese Drähte ganz ohne Hilfen mittig anzulöten. Das scheidet bei mir völlig aus, weil ich auch hier nach hoher, stets sichtbarer Qualität strebe. Ich möchte hier zwei Varianten vorstellen, wie ich bei meinem Modellbau eines WWII-Zerstörers im Maßstab 1:50 Rohrgarnierungen realisiere. Je nach dem Fall der Anwendung entscheide ich mich für diese oder jene Methode.
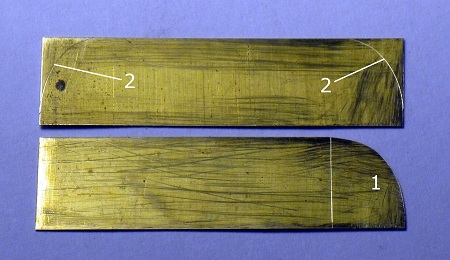
Der Fall 1: Unmittelbar vor den
beiden Lagern für die Nebelflaschen am Heck stehen zwei Schutzwände auf dem
Deck. Sie sind im Original etwa kniehoch, U-förmig gebogen und an den Seiten
parabelförmig gerundet. Die Kontur dieser Bleche habe ich zuerst auf das 0,2 mm
dicke Messingblech aufgerissen. Dabei wurde die Rundung erst bei einem Blech
angerissen, ausgeschnitten und strakend befeilt (1 in Foto 1)
. (Überstreichen mit der Bahn
des Hammers auf einer ebenen Unterlage macht die 0,2 mm dicken Blechkanten
vollkommen eben.)
(0,2-mm-Ms-Blech kann man gut mit einer normalen Papierschere schneiden. Damit das dünne Blech nach dem Ausschneiden nicht hoffnungslos verbogen ist, schneide ich die Form rundum an den Rändern in Gegen-Uhrzeigerrichtung zuerst mit etwa 2 mm Aufmaß aus, bei der „zweiten Runde“ mit 1 mm Aufmaß und erst bei der dritten Runde schneide ich „auf den Strich“ (Kopflupe!). Durch diese Arbeitsweise überträgt sich die Verformung fast vollständig auf den abgeschnittenen Blechstreifen und das eigentliche Bauteil bleibt fast eben! Geringe Kantenverformungen, die gelegentlich doch auftreten, kann man dadurch beseitigen, daß man das Blech auf eine vollkommen ebene Metallplatte legt und die Blechkante von beiden Seiten (!) kräftig mit der Bahn eines Hammers überstreicht.)
Die gerundete Kante wurde dann
benutzt, um diese Kontur mit einer spitzen Reißnadel zweimal auf das zweite
Blech zu übertragen (2). Nachdem diese Kanten ebenfalls beschnitten und befeilt
waren, konnte das zweite Blech wiederum als Anreißschablone für das andere Ende
am ersten Blech benutzt werden. Somit waren alle vier Bögen vollkommen gleich
(Foto 2)  . (Mit einer längs
angelegten Schlichtfeile kann man Blechkanten schnurgerade feilen. Das Teil wird
dabei immer in der Hand gehalten, fast nie im Schraubstock eingespannt.)
An einer Pertinax-Platte wurde eine Anlagekante angefräst, an diese eines der
Bleche angelegt und die Kontur auf diese Hartgewebeplatte angerissen (Foto 3)
. (Mit einer längs
angelegten Schlichtfeile kann man Blechkanten schnurgerade feilen. Das Teil wird
dabei immer in der Hand gehalten, fast nie im Schraubstock eingespannt.)
An einer Pertinax-Platte wurde eine Anlagekante angefräst, an diese eines der
Bleche angelegt und die Kontur auf diese Hartgewebeplatte angerissen (Foto 3)
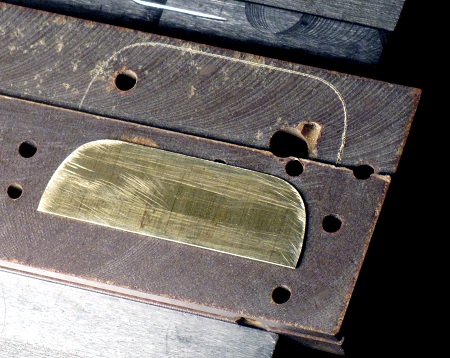 . (Pertinax (noch besser
Novotex) ist ein sehr geeignetes Material für Lötvorrichtungen, bedingt geht
auch Alu.) Die Pertinax-Platte blieb danach eingespannt und nun wurde mit
einem kleinen Fingerfräser der Raum außerhalb dieses Anrisses (a in Foto 4)
. (Pertinax (noch besser
Novotex) ist ein sehr geeignetes Material für Lötvorrichtungen, bedingt geht
auch Alu.) Die Pertinax-Platte blieb danach eingespannt und nun wurde mit
einem kleinen Fingerfräser der Raum außerhalb dieses Anrisses (a in Foto 4)
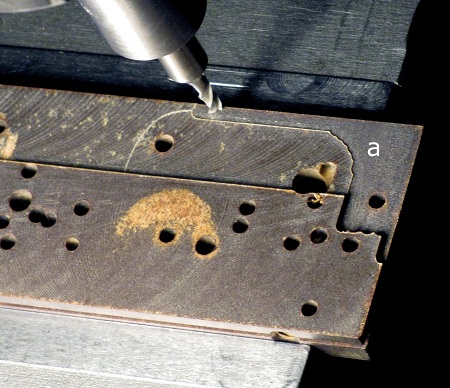 (Die gefräste Kante muß nicht
sauber aussehen, sie muß nur gering innerhalb des Anrisses liegen.) um
einen bestimmten Betrag noch tiefer gefräst. Man fräst dabei „frei Hand“ so, daß
der Anriß sicher mit weggefräst wird. Wichtig ist der „bestimmte Betrag“. Man
rechnet dazu: Drahtstärke (der Rohrgarnierung) – 0,2 (Blechstärke) : 2. Im
konkreten Fall: 0,8 – 0,2 : 2 = 0,3. Die „Tieferfräsung“ muß also 0,3 mm
betragen, soll die Garnierung exakt mittig auf der Blechkante sitzen.
Anschließend habe ich auch neben (b in Foto 5)
(Die gefräste Kante muß nicht
sauber aussehen, sie muß nur gering innerhalb des Anrisses liegen.) um
einen bestimmten Betrag noch tiefer gefräst. Man fräst dabei „frei Hand“ so, daß
der Anriß sicher mit weggefräst wird. Wichtig ist der „bestimmte Betrag“. Man
rechnet dazu: Drahtstärke (der Rohrgarnierung) – 0,2 (Blechstärke) : 2. Im
konkreten Fall: 0,8 – 0,2 : 2 = 0,3. Die „Tieferfräsung“ muß also 0,3 mm
betragen, soll die Garnierung exakt mittig auf der Blechkante sitzen.
Anschließend habe ich auch neben (b in Foto 5)
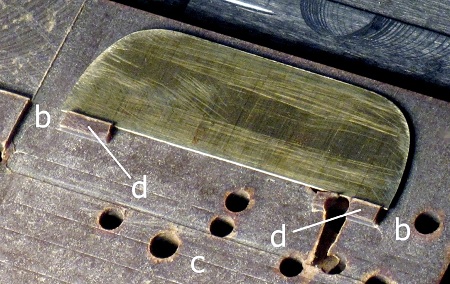 (Die zahlreichen Bohrungen
stammen von anderen Arbeiten.) und den Raum hinter der Anlagekante (c)
auf diese Tiefe gebracht, sodaß von der ursprünglichen Anlagekante nur noch
kleine Stege (d) blieben.
(Die zahlreichen Bohrungen
stammen von anderen Arbeiten.) und den Raum hinter der Anlagekante (c)
auf diese Tiefe gebracht, sodaß von der ursprünglichen Anlagekante nur noch
kleine Stege (d) blieben.
(Ein anders Beispiel: Eine Rohrgarnierung im M 1:15. Die Blechstärke wäre hier vielleicht 0,4 mm und die Garnierung soll einen Durchmesser von 2 mm haben (das sind realistische 30 mm beim Original). Hier würde man rechnen: 2 - 0,4 = 1,6 : 2 = 0,8. Die Tieferfräsung wäre hier 0,8 mm.)
Das Blech wurde nun mit einfachen
Klemmteilen festgeklemmt und so konnte der streckgerichtete 0,8-mm-Kupferdraht
(es läßt sich auch ausgeglühter Messingdraht verwenden) an einer Seite
angeheftet werden (a in Foto 6) 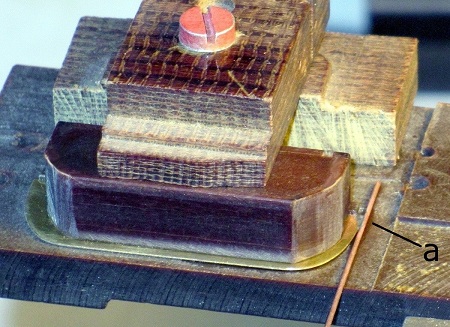 .
(Der Drahtanfang ist geheftet, danach kann gebogen werden.)
Vorsichtig wurde er um das gesamte Blechteil herumgebogen und in etwa
10-mm-Abständen mit relativ wenig Lötzinn weiter angeheftet (Foto 7)
.
(Der Drahtanfang ist geheftet, danach kann gebogen werden.)
Vorsichtig wurde er um das gesamte Blechteil herumgebogen und in etwa
10-mm-Abständen mit relativ wenig Lötzinn weiter angeheftet (Foto 7)
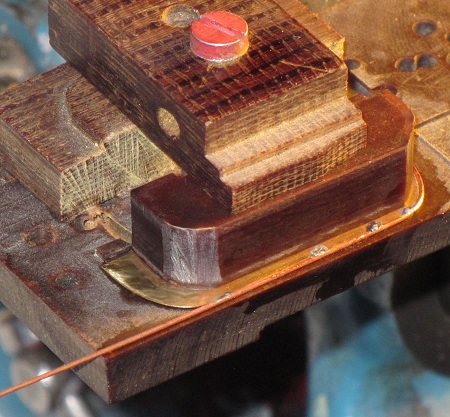 . (Auch hier müssen die
Druckstücke nicht pieksauber aussehen, nur der Zweck muß bei solch einfachen
Vorrichtungen erfüllt werden.) Der Draht überragt danach an beiden Enden
das Blech. Danach läßt man das Zinn unter Zugabe von Lötwasser „verlaufen“.
Damit sich die Drahtenden dabei nicht vom Blech lösen, werden sie festgehalten
(Foto 8)
. (Auch hier müssen die
Druckstücke nicht pieksauber aussehen, nur der Zweck muß bei solch einfachen
Vorrichtungen erfüllt werden.) Der Draht überragt danach an beiden Enden
das Blech. Danach läßt man das Zinn unter Zugabe von Lötwasser „verlaufen“.
Damit sich die Drahtenden dabei nicht vom Blech lösen, werden sie festgehalten
(Foto 8)  . (In der Nahaufnahme
sieht die Lötung noch schlimm aus, die Kamera lügt nicht!) Das
überschüssige Zinn wird zuerst grob mit einem Dreikantschaber (Zinn ist sehr
weich) weggeschnitzt (das Blech und den Draht dabei nicht verletzen!), der Rest
mit einer rotierenden Drahtbüste weggeputzt. Die kleine Drahtbürste „kommt nicht
an das Messingblech heran“ und nimmt tatsächlich nur das Zinn weg! Dazu ist nur
etwas Geduld nötig, denn man kann das Verschwinden des überschüssigen Zinns
unter der Kopflupe sogar sehen. Foto 9
. (In der Nahaufnahme
sieht die Lötung noch schlimm aus, die Kamera lügt nicht!) Das
überschüssige Zinn wird zuerst grob mit einem Dreikantschaber (Zinn ist sehr
weich) weggeschnitzt (das Blech und den Draht dabei nicht verletzen!), der Rest
mit einer rotierenden Drahtbüste weggeputzt. Die kleine Drahtbürste „kommt nicht
an das Messingblech heran“ und nimmt tatsächlich nur das Zinn weg! Dazu ist nur
etwas Geduld nötig, denn man kann das Verschwinden des überschüssigen Zinns
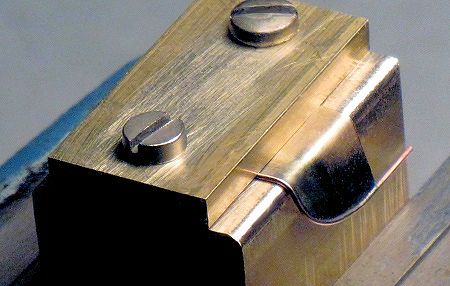
unter der Kopflupe sogar sehen. Foto 9  (Nur sauber verputzte Lötteile sind gute Lötteile.) zeigt
das Ergebnis der sauberen Arbeit. In einer Biegevorrichtung (Foto 10)
(Nur sauber verputzte Lötteile sind gute Lötteile.) zeigt
das Ergebnis der sauberen Arbeit. In einer Biegevorrichtung (Foto 10)
 (Die beiden Kanten für diesen
Biegekörper habe ich mit einem Abrundfräser gerundet. Wie will man die Rundungen
anders sauber und genau biegen?) habe ich die Blechteile mit den
angelöteten Rohrgarnierungen dann in Form gebogen. Außerdem erhielten sie in
einer Lötvorrichtung (eine Pertinax-Platte) noch mittig je einen Stift (Foto 11)
(Die beiden Kanten für diesen
Biegekörper habe ich mit einem Abrundfräser gerundet. Wie will man die Rundungen
anders sauber und genau biegen?) habe ich die Blechteile mit den
angelöteten Rohrgarnierungen dann in Form gebogen. Außerdem erhielten sie in
einer Lötvorrichtung (eine Pertinax-Platte) noch mittig je einen Stift (Foto 11)
 . (Das Ergebnis kann man
ansehen.) Mit einer einfachen Bohrschablone aus 0,4-mm-Ms-Blech (Foto 12)
. (Das Ergebnis kann man
ansehen.) Mit einer einfachen Bohrschablone aus 0,4-mm-Ms-Blech (Foto 12)
 (Die drei Bohrungen ganz
rechts werden für unsere Blechschilder benötigt.) konnten nun die Löcher
zum Einkleben der je drei Stifte in das Deck (ab)gebohrt werden. Beim Foto 13
(Die drei Bohrungen ganz
rechts werden für unsere Blechschilder benötigt.) konnten nun die Löcher
zum Einkleben der je drei Stifte in das Deck (ab)gebohrt werden. Beim Foto 13
 (Die Schilderung für den Bau der hier mit sichtbaren
Nebelbehälter wäre ein Aufsatz für sich.) sind die Teile nur lose
eingesteckt, denn das Deck und die Blechwände werden in unterschiedlichen
Grautönen getrennt gespritzt und erst danach werden Letztere eingeklebt.
(Die Schilderung für den Bau der hier mit sichtbaren
Nebelbehälter wäre ein Aufsatz für sich.) sind die Teile nur lose
eingesteckt, denn das Deck und die Blechwände werden in unterschiedlichen
Grautönen getrennt gespritzt und erst danach werden Letztere eingeklebt.
Die zweite Variante ist eine
völlig andere. Hier werden zwei kleine Teile aus Pertinax gefertigt, ich nenne
sie treffend „Reiter“, welche den Draht beim Festlöten exakt mittig auf der
Blechkante halten (Foto 14)
 .
(Bei komplizierten Garnierungen kann man nicht ein einzelnes
Drahtstück verwenden.) Zur Herstellung der Reiter: Ich habe eine kleine,
0,2 mm breite Metallkreissäge. Das ist die Stärke der von mir für solche Zwecke
favorisierten Bleche. Mit dieser säge ich in die Kante eines 2 bis 3 mm dicken
Stücks Pertinax zwei etwa 4 bis 6 mm lange Schlitze. Die Messing-Blech-Auflage
wird dabei mitgesägt (Foto 15)
.
(Bei komplizierten Garnierungen kann man nicht ein einzelnes
Drahtstück verwenden.) Zur Herstellung der Reiter: Ich habe eine kleine,
0,2 mm breite Metallkreissäge. Das ist die Stärke der von mir für solche Zwecke
favorisierten Bleche. Mit dieser säge ich in die Kante eines 2 bis 3 mm dicken
Stücks Pertinax zwei etwa 4 bis 6 mm lange Schlitze. Die Messing-Blech-Auflage
wird dabei mitgesägt (Foto 15)
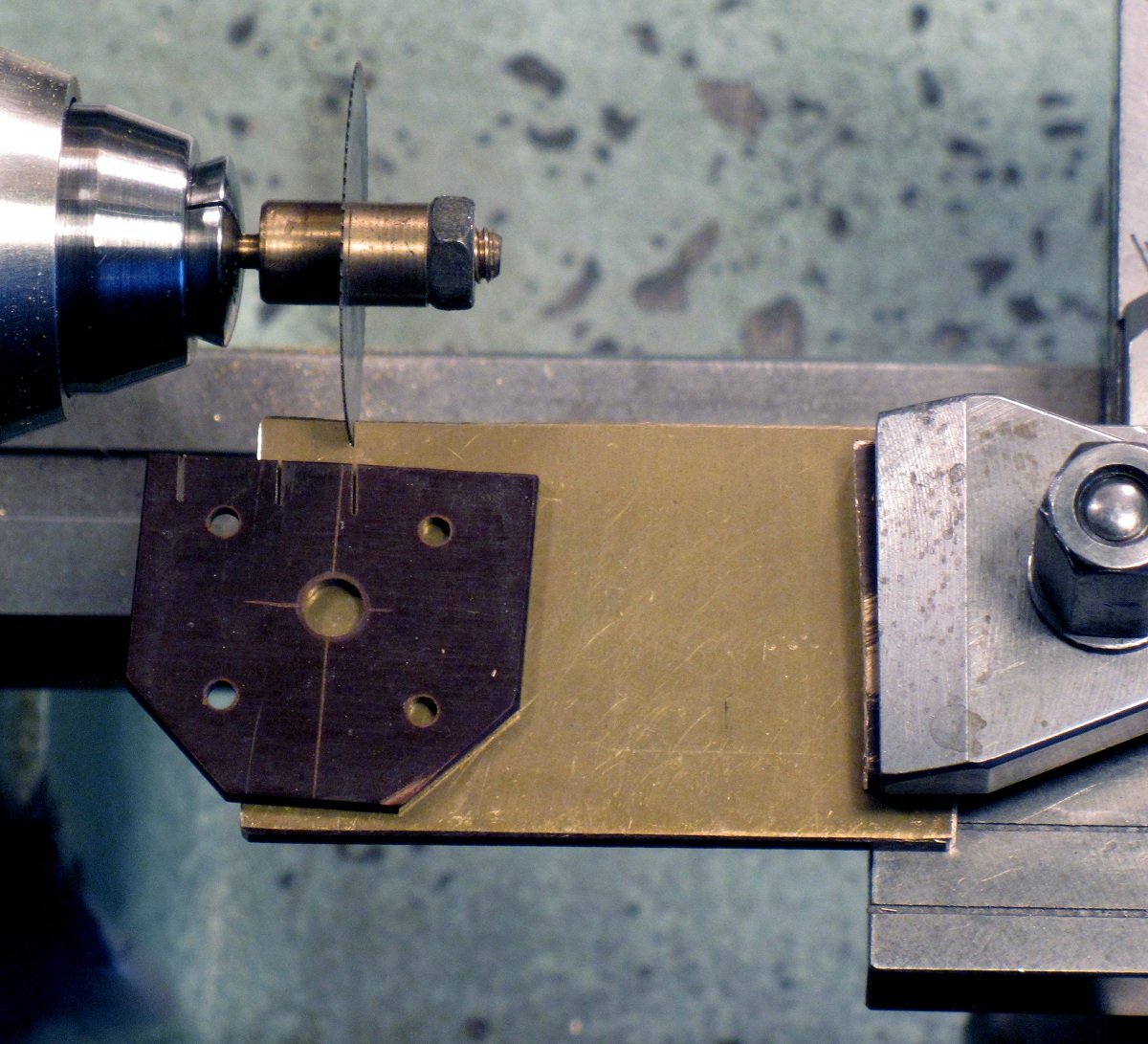 .
(Die Säge ist auf einem selbstgedrehten Sägedorn gespannt.)
In Flucht dieser kurzen Schlitze hatte ich dann mit dem kleinsten
Zahnarzt-Kugelfräser und unter der Kopflupe als Zentrierungen winzige Senkungen
in das Pertinax gebohrt. Wichtig ist, daß diese Senkungen tatsächlich exakt in
Flucht liegen, denn davon hängt ab, daß später die Rohrgarnierung tatsächlich
mittig auf der Blechkante sitzt (Foto 16)
.
(Die Säge ist auf einem selbstgedrehten Sägedorn gespannt.)
In Flucht dieser kurzen Schlitze hatte ich dann mit dem kleinsten
Zahnarzt-Kugelfräser und unter der Kopflupe als Zentrierungen winzige Senkungen
in das Pertinax gebohrt. Wichtig ist, daß diese Senkungen tatsächlich exakt in
Flucht liegen, denn davon hängt ab, daß später die Rohrgarnierung tatsächlich
mittig auf der Blechkante sitzt (Foto 16) 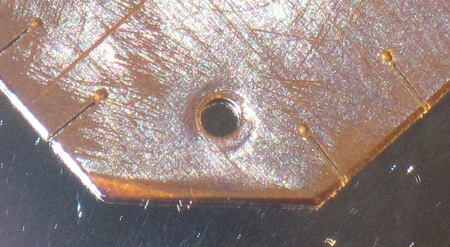 .
(So deutlich muß man die Sache unter einer Lupe sehen.)
Nun konnte ich diese Senkungen Ø 0,4 vorbohren (Foto 17 rechts)
.
(So deutlich muß man die Sache unter einer Lupe sehen.)
Nun konnte ich diese Senkungen Ø 0,4 vorbohren (Foto 17 rechts)
 (Grundvoraussetzung: Die
Bohrungen liegen in Flucht des Schnitts.) und in der Stärke des Drahtes
0,8 mm fertigbohren (links). Falls die Bohrung gut in Flucht liegt, kann der
Sägeschnitt anschließend vorsichtig bis in die Bohrung hinein fortgeführt
werden. Die Drehmaschine blieb bis dahin für das Sägen eingerichtet. Beim Foto
18
(Grundvoraussetzung: Die
Bohrungen liegen in Flucht des Schnitts.) und in der Stärke des Drahtes
0,8 mm fertigbohren (links). Falls die Bohrung gut in Flucht liegt, kann der
Sägeschnitt anschließend vorsichtig bis in die Bohrung hinein fortgeführt
werden. Die Drehmaschine blieb bis dahin für das Sägen eingerichtet. Beim Foto
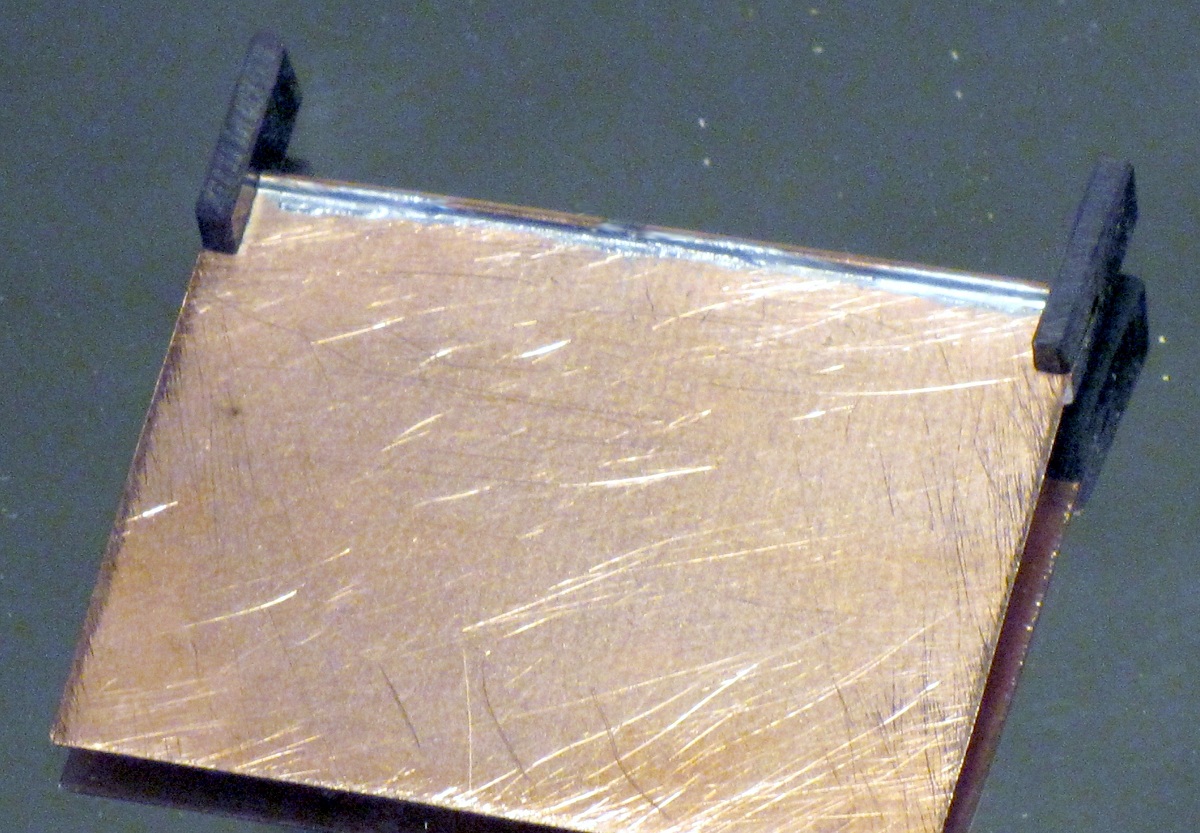
18  (Die Schnittbreite muß der
Blechdicke entsprechen!) ist das Pertinax-Stück auf eine
0,2-mm-Blechkante gesteckt. Im Foto 19
(Die Schnittbreite muß der
Blechdicke entsprechen!) ist das Pertinax-Stück auf eine
0,2-mm-Blechkante gesteckt. Im Foto 19  (Die Schnittlänge etwa 4 bis 6 mm.) sehen wir dann die zur
Verwendung ausgesägten „Reiter“.
(Die Schnittlänge etwa 4 bis 6 mm.) sehen wir dann die zur
Verwendung ausgesägten „Reiter“.
Die Arbeit mit den Reitern ist
sehr einfach. Beide werden mit dem eingefügten (streckgerichteten) Draht auf die
Blechkante gesteckt und in Abständen von etwa 10 mm wird der Draht wieder mit
wenig Lötzinn und unter Verwendung von Lötsäure (immer Lötwasser aus dem
Baumarkt verwenden, andere Flußmittel sind für einen guten Detail-Modellbau
völlig ungeeignet!) vorerst nur geheftet. Dabei werden die Reiter mit dem Draht
kräftig gegen das Blech gedrückt und man denkt immer daran, daß man die Reiter
stets nur in einer Richtung weiterschieben kann (im Foto 20
![]() (Beide Reiter können hier nur nach links entfernt werden. Über
die Heftungen hinweg geht es nicht mehr!) geschah dies von rechts nach
links). Die Heftungen werden noch einmal mit Lötwasser eingestrichen und dann
kann man auch hier das Lötzinn durch „Antippen“ mit einem sehr heizkräftigen
Lötkolben mit möglichst massiver Kupferspitze verlaufen lassen (Foto 21)
(Beide Reiter können hier nur nach links entfernt werden. Über
die Heftungen hinweg geht es nicht mehr!) geschah dies von rechts nach
links). Die Heftungen werden noch einmal mit Lötwasser eingestrichen und dann
kann man auch hier das Lötzinn durch „Antippen“ mit einem sehr heizkräftigen
Lötkolben mit möglichst massiver Kupferspitze verlaufen lassen (Foto 21)
 .
(Beim „Verlaufenlassen“ sichere ich die Enden noch mit den
Reitern.)
.
(Beim „Verlaufenlassen“ sichere ich die Enden noch mit den
Reitern.)
(Durch Herausziehen oder Weiter-Einstecken des Kupferkörpers in den Heizkörper des Kolbens „regelt“ man die richtige Temperatur an der Kolbenspitze so, daß das Zinn am Kolben keinesfalls schwarz verbrennt. Ein Lötkolben mit toller elektronischer Temperaturregelung ist daher unnützer Unsinn.)
Wenn man die Heftungen nicht schon
zu „massiv“ gemacht hat, hat man danach nur noch wenig überschüssiges Lötzinn
mit der rotierenden Drahtbüste wegzuputzen. Danach sollte die aufsitzende
Rohrgarnierung so sauber wie im Foto 22
 (Stets erst nach dem Anlöten werden die überstehenden Enden mit
einem Seitenschneider abgeschnitten.) aussehen.
(Stets erst nach dem Anlöten werden die überstehenden Enden mit
einem Seitenschneider abgeschnitten.) aussehen.
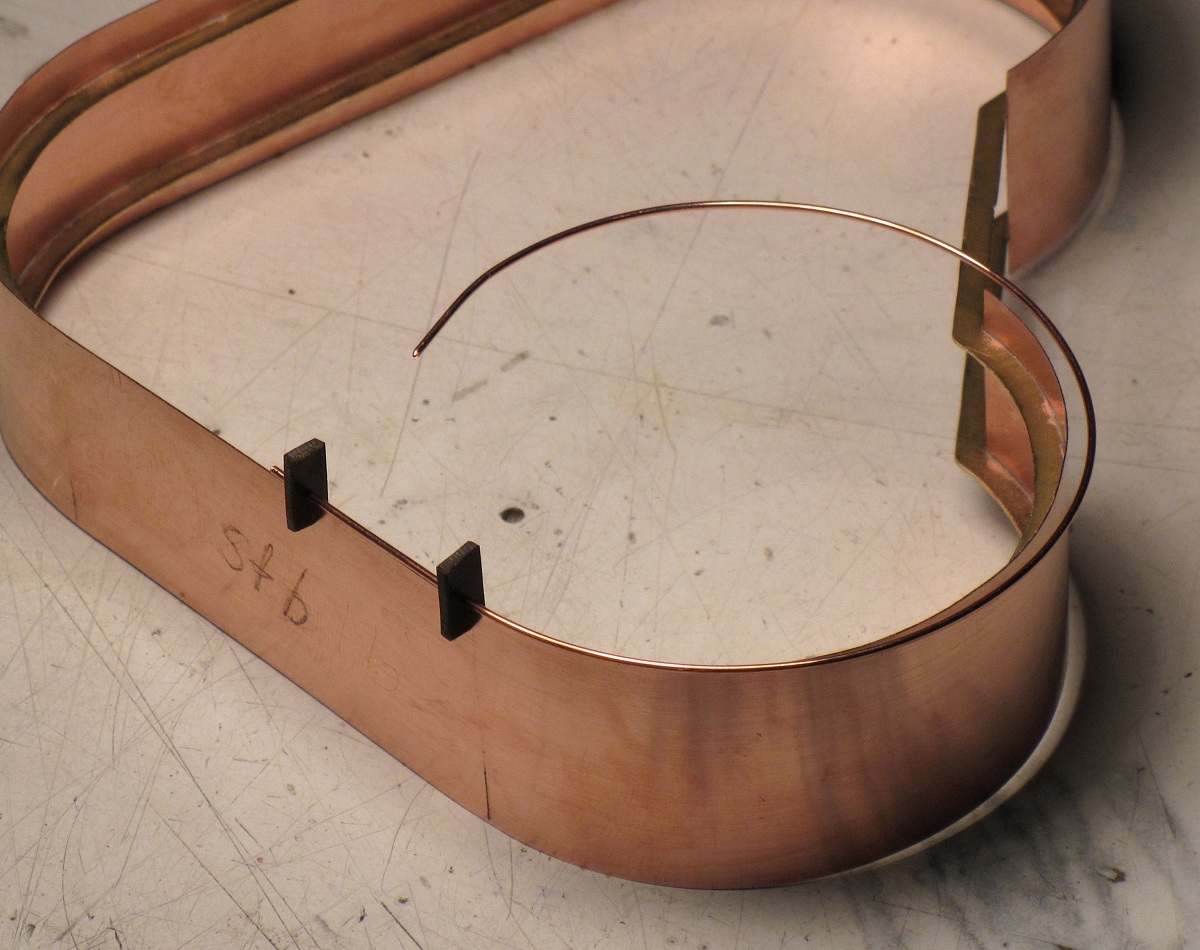
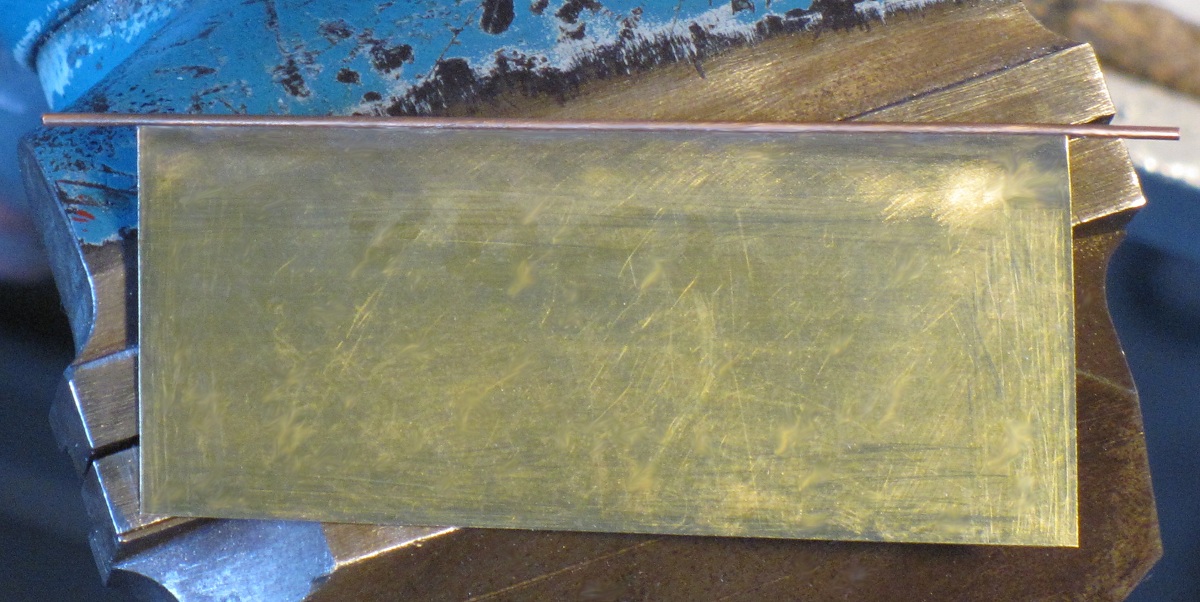
Für gerundete Relingstücke wird der Draht für die
Garnierung um einen Rundungskörper vorgebogen. Dieses Drehteil drehe ich in
kleinen Stufen solange kleiner, bis der Draht nach dem „Auffedern“ den
gewünschten Durchmesser hat (Foto 23)
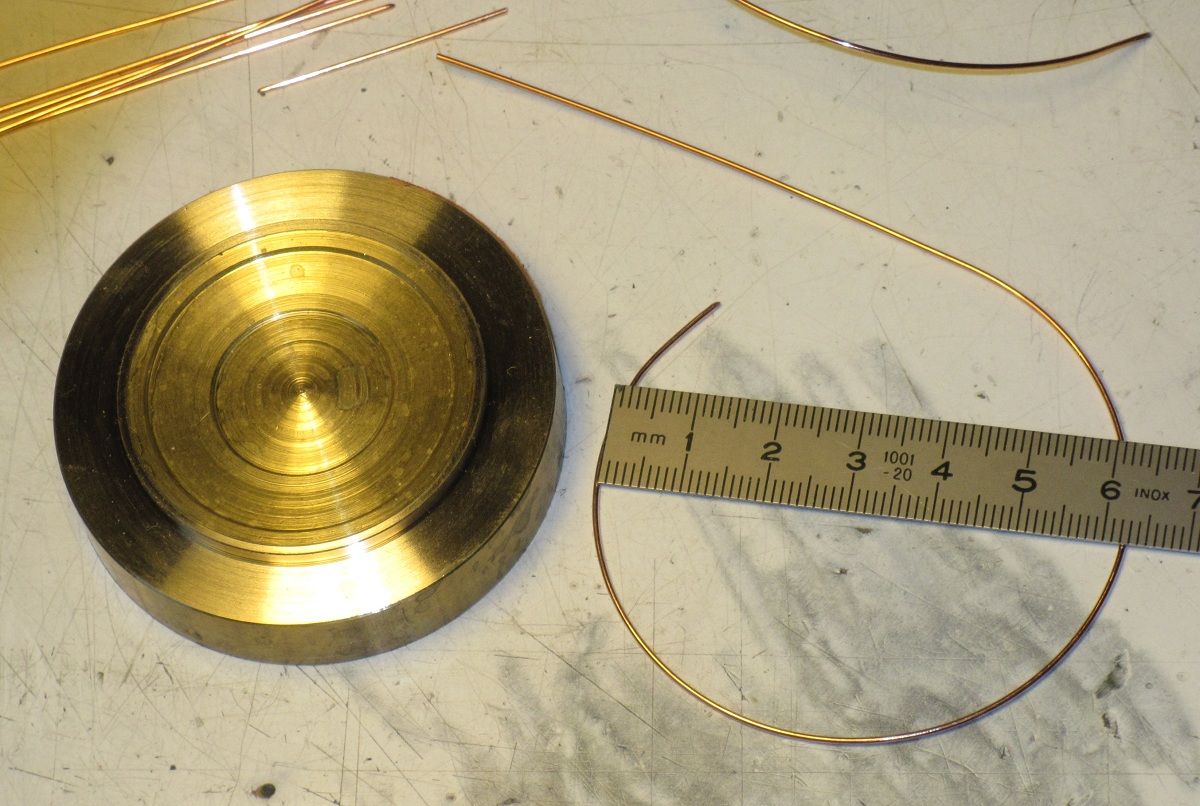 .
(Ein Durchmesser
von 62 mm war gefragt. Der Draht wurde um den helleren Absatz in der Mitte des
Messingstücks gebogen.)
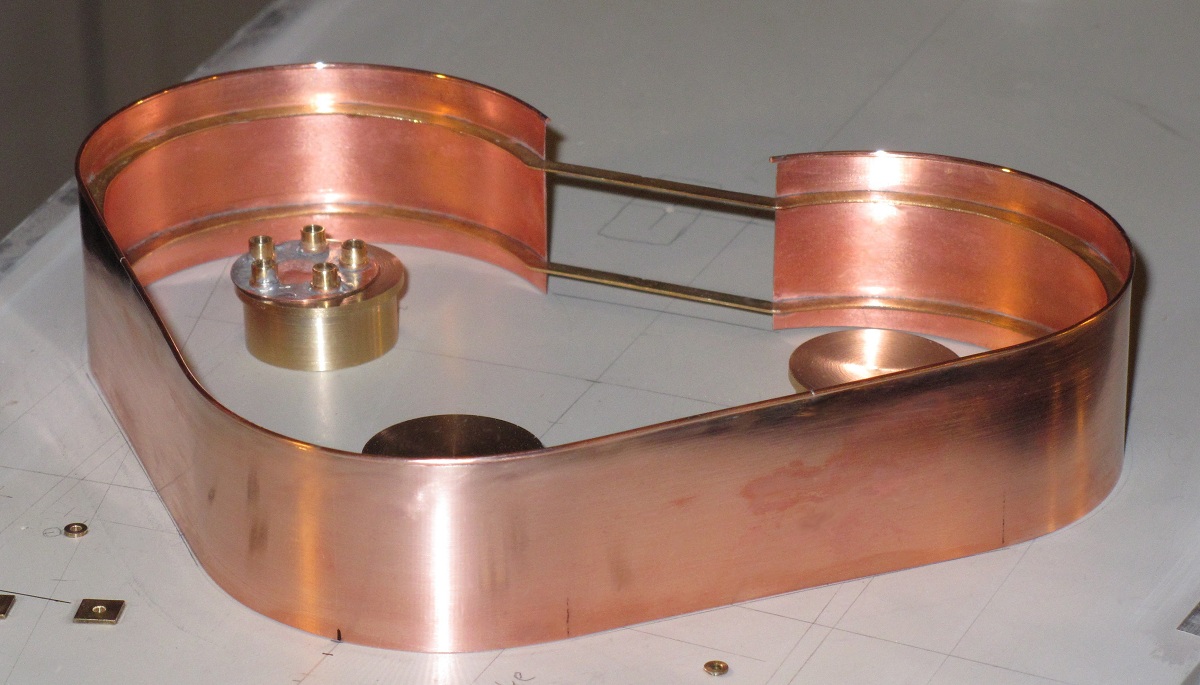
Somit kommt
keine Spannung auf die Lötstellen und der Draht wird sich beim „Verlaufenlassen“
nicht von der Blechkante entfernen (Fotos 14, 24
.
(Ein Durchmesser
von 62 mm war gefragt. Der Draht wurde um den helleren Absatz in der Mitte des
Messingstücks gebogen.)
Somit kommt
keine Spannung auf die Lötstellen und der Draht wird sich beim „Verlaufenlassen“
nicht von der Blechkante entfernen (Fotos 14, 24
![]() (Das „Blech“ ist
hier 0,2 mm dickes, doppelseitiges Leiterplatten-Material.)
und
25
(Das „Blech“ ist
hier 0,2 mm dickes, doppelseitiges Leiterplatten-Material.)
und
25
 ).
(Auch
hier wurde die Überlänge des Drahtrings erst nach dem Anlöten abgeschnitten.)
Schon dieses Beispiel zeigt, daß Modellbau (ich
rede nicht vom Basteln) ohne eine Drehmaschine nicht möglich ist.
Die Rohrgarnierung für die Waffenwanne im Bild 26
).
(Auch
hier wurde die Überlänge des Drahtrings erst nach dem Anlöten abgeschnitten.)
Schon dieses Beispiel zeigt, daß Modellbau (ich
rede nicht vom Basteln) ohne eine Drehmaschine nicht möglich ist.
Die Rohrgarnierung für die Waffenwanne im Bild 26
 (So sauber dürfen Rohrgarnierungen aussehen.
Hier kann man den
gesamten Bau dieses Modelldetails verfolgen.) wurde aus drei einzelnen
Stücken angefertigt. Wenn man mit den Reitern sauber arbeitet, kann man die
Stoßstellen der drei Stücke vor allem später nach der Lackierung nicht erkennen.
Foto 27
(So sauber dürfen Rohrgarnierungen aussehen.
Hier kann man den
gesamten Bau dieses Modelldetails verfolgen.) wurde aus drei einzelnen
Stücken angefertigt. Wenn man mit den Reitern sauber arbeitet, kann man die
Stoßstellen der drei Stücke vor allem später nach der Lackierung nicht erkennen.
Foto 27
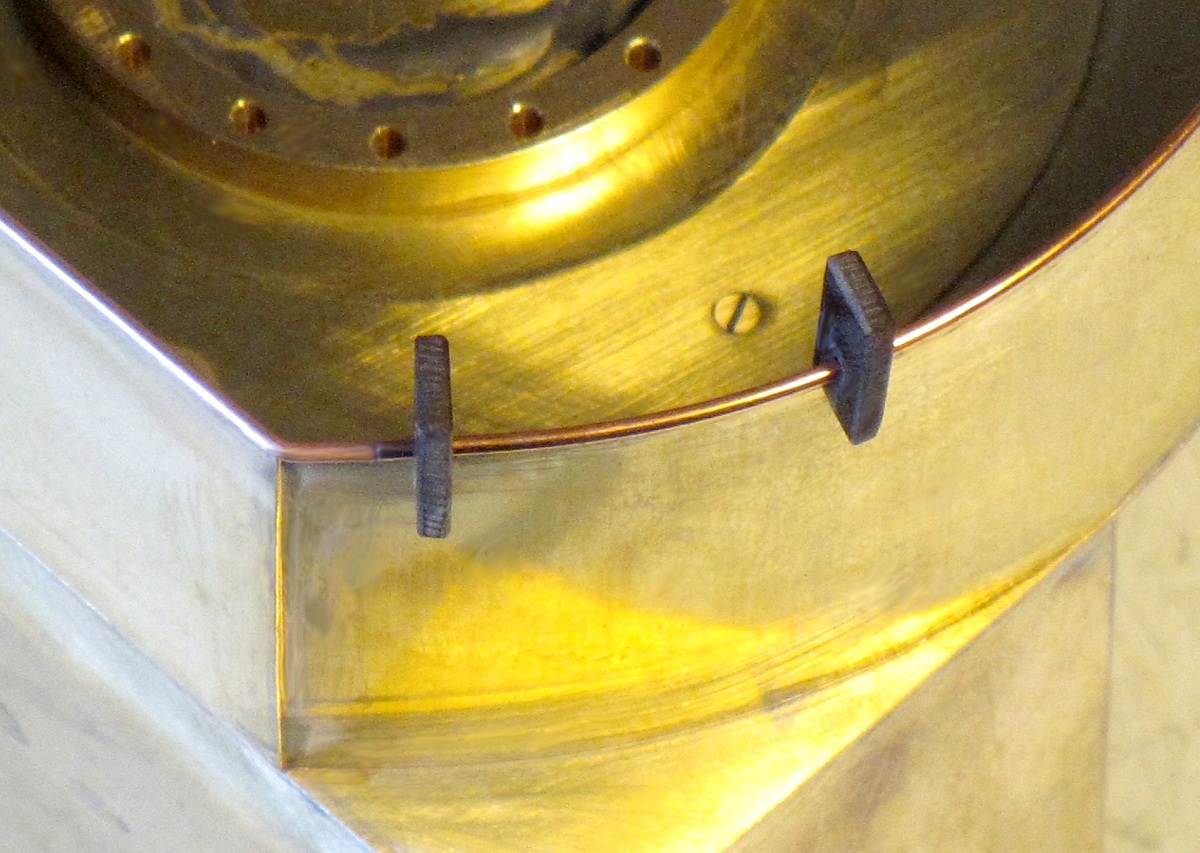 (Das
gerade Stück ist bereits verputzt. Das gerundete Stück wird an der Stoßstelle
beginnend angelötet.)
zeigt den
sauber gearbeiteten Übergang an einer Ecke eines Relingstücks. Die nahezu
fertige, noch unlackierte Waffenwanne mit den drei OERLIKON´s und den
zugehörigen Munitionskästen nach Foto 26 zeigen die Bilder 28
(Das
gerade Stück ist bereits verputzt. Das gerundete Stück wird an der Stoßstelle
beginnend angelötet.)
zeigt den
sauber gearbeiteten Übergang an einer Ecke eines Relingstücks. Die nahezu
fertige, noch unlackierte Waffenwanne mit den drei OERLIKON´s und den
zugehörigen Munitionskästen nach Foto 26 zeigen die Bilder 28
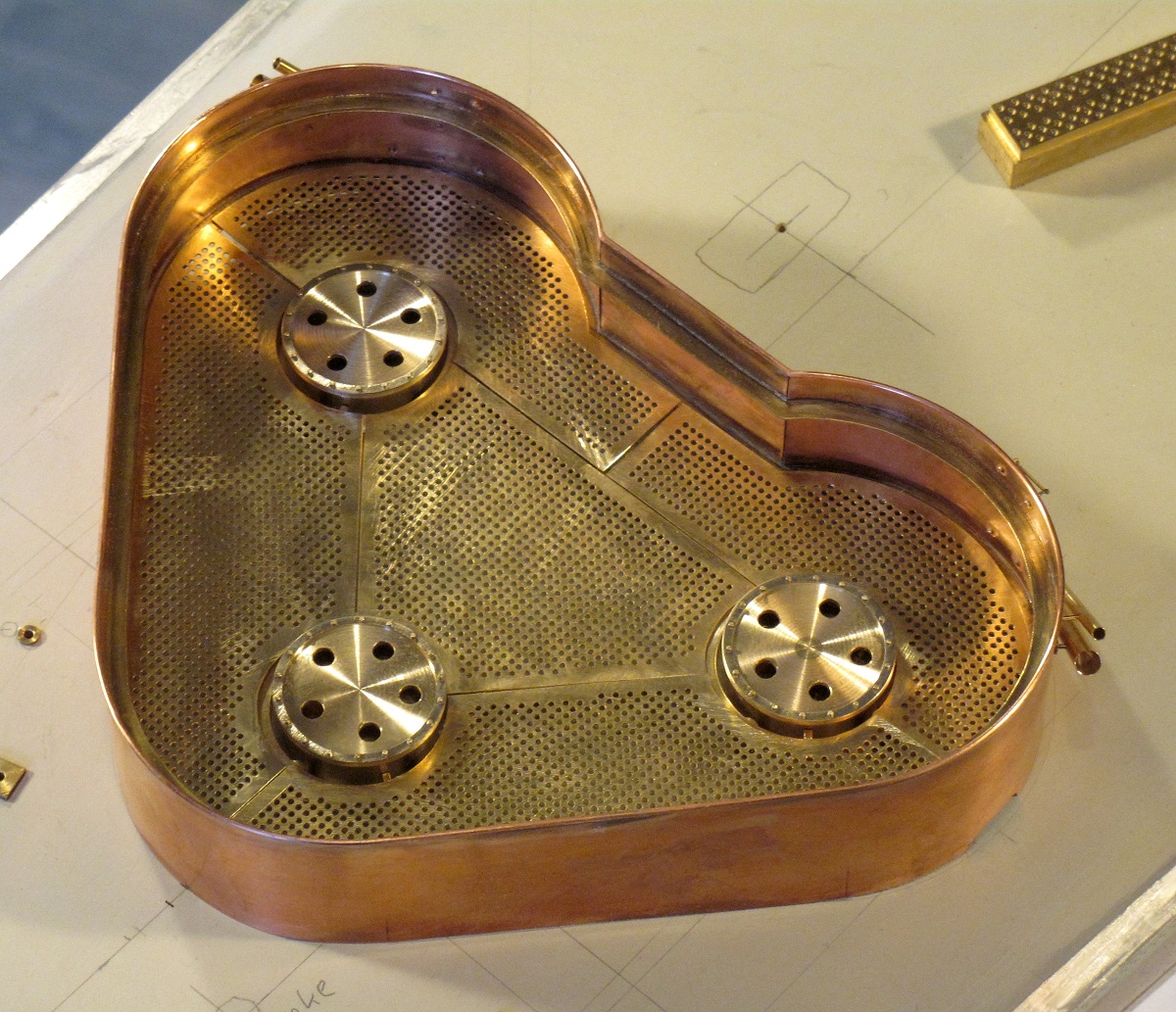 (Die
zahlreichen 0,5-mm-Bohrungen in die Bodenplatten wurden per Koordinatenbohren
gebohrt (Bohrbild nach 10:1-Zeichnung).
und 29
(Die
zahlreichen 0,5-mm-Bohrungen in die Bodenplatten wurden per Koordinatenbohren
gebohrt (Bohrbild nach 10:1-Zeichnung).
und 29
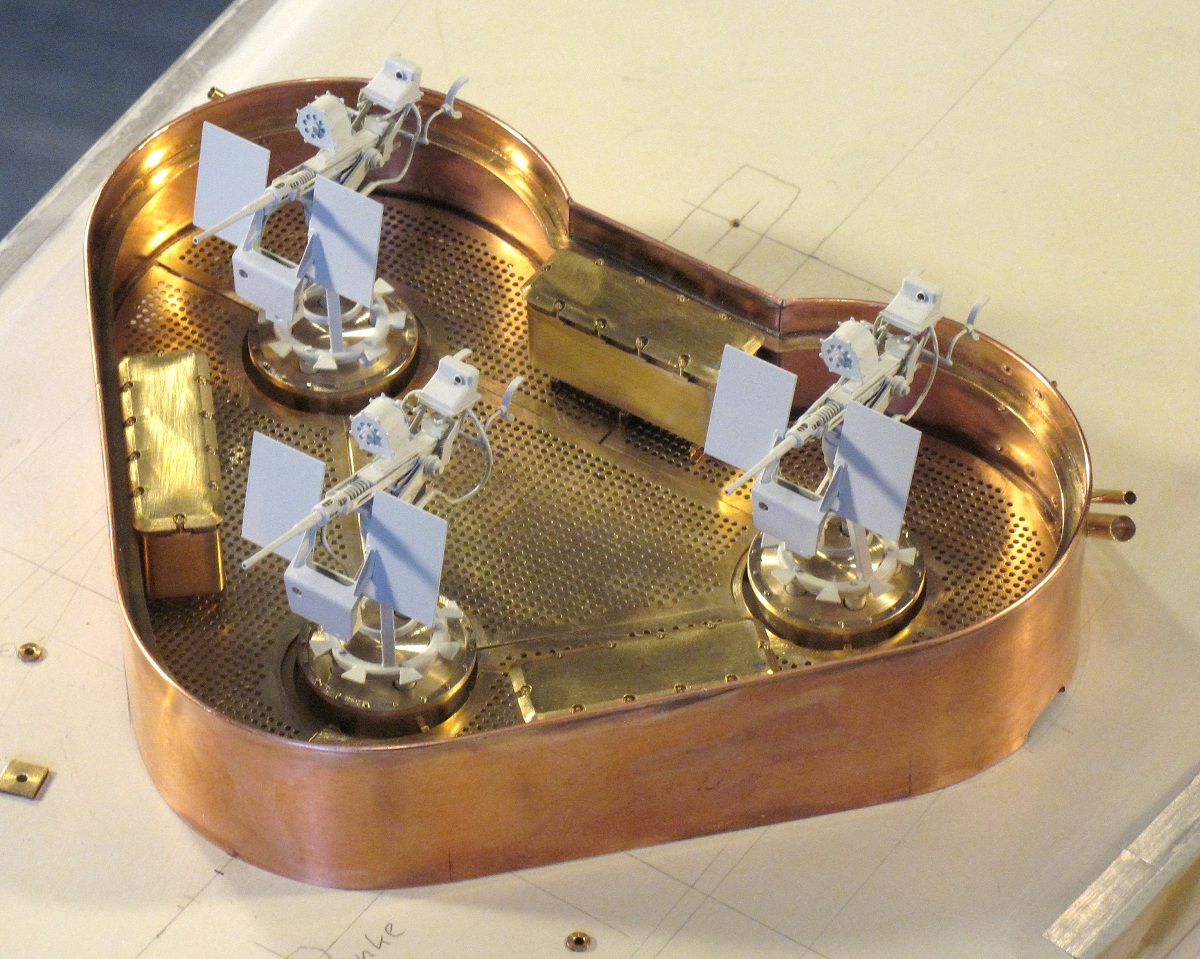 (Drei der sieben 20-mm-OERLIKON´s für das 1:50-Zerstörer-Modell.).
(Drei der sieben 20-mm-OERLIKON´s für das 1:50-Zerstörer-Modell.).
Jürgen Eichardt
![]()