Außenhautbeplattung im M 1:50
Auf Fotos von den Zerstörern der
US-amerikanischen FLETCHER-Klasse sind bei der Rumpf-Außenhaut die genieteten
Plattengänge zu erkennen. Bei meinem 1:50-Modell von USS CASSIN YOUNG wollte ich
diese Plattengänge unbedingt darstellen. Bei einem 1:50-Modell, auch noch bei
einem 1:75- oder 1:100-Modell soll man auf die Plattengänge nicht verzichten,
wenn die Rumpfaußenhaut, wie im Falle der FLETCHER-Klasse, aus an- und
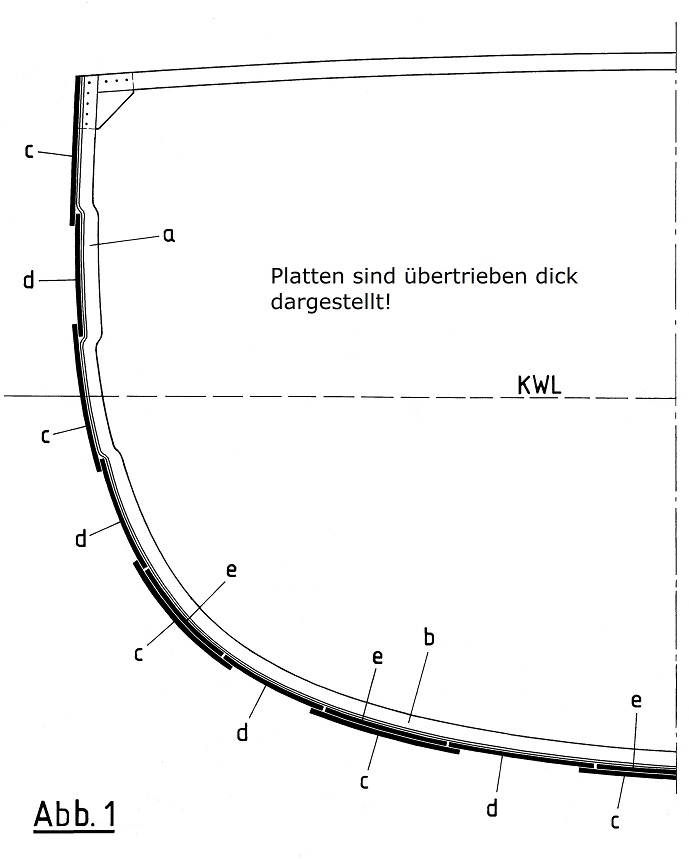
abliegenden Plattengängen gebaut ist. Die Abb. 1
 (kleine Fotos anklicken) zeigt als Querschnitt dieses
System. Die Außenfläche ist damit nicht durchgehend glatt, zeigt nicht die Optik
geschweißter Rümpfe. Die Rahmenspanten im Innern waren entweder, wie bei (a)
dargestellt, gekröpft oder (noch einfacher und wahrscheinlicher), wie bei (b)
gezeichnet, gerade durchgehend und unter den abliegenden Plattengängen (c) waren
an den Rahmenspanten zwischen den anliegenden Plattengängen (d) schmale
Unterfütterungen (e) eingebaut. Die innere Ausführung ist jedoch für unseren
Modellnachbau bedeutungslos.
(kleine Fotos anklicken) zeigt als Querschnitt dieses
System. Die Außenfläche ist damit nicht durchgehend glatt, zeigt nicht die Optik
geschweißter Rümpfe. Die Rahmenspanten im Innern waren entweder, wie bei (a)
dargestellt, gekröpft oder (noch einfacher und wahrscheinlicher), wie bei (b)
gezeichnet, gerade durchgehend und unter den abliegenden Plattengängen (c) waren
an den Rahmenspanten zwischen den anliegenden Plattengängen (d) schmale
Unterfütterungen (e) eingebaut. Die innere Ausführung ist jedoch für unseren
Modellnachbau bedeutungslos.
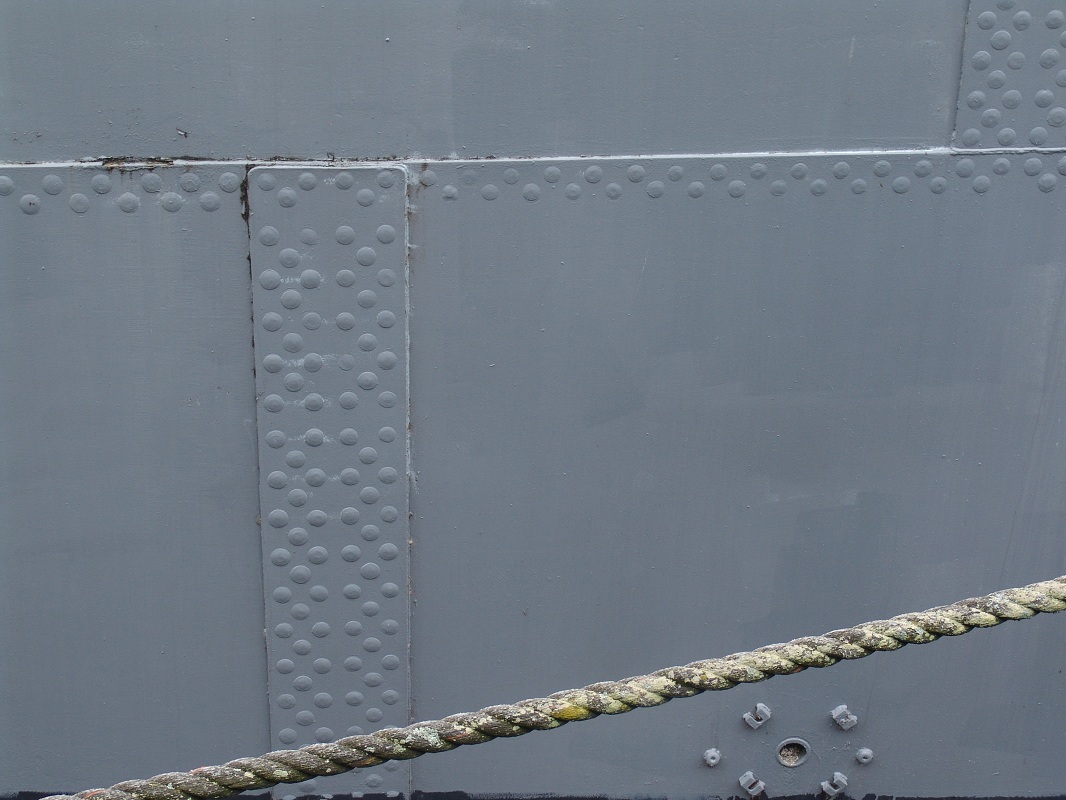
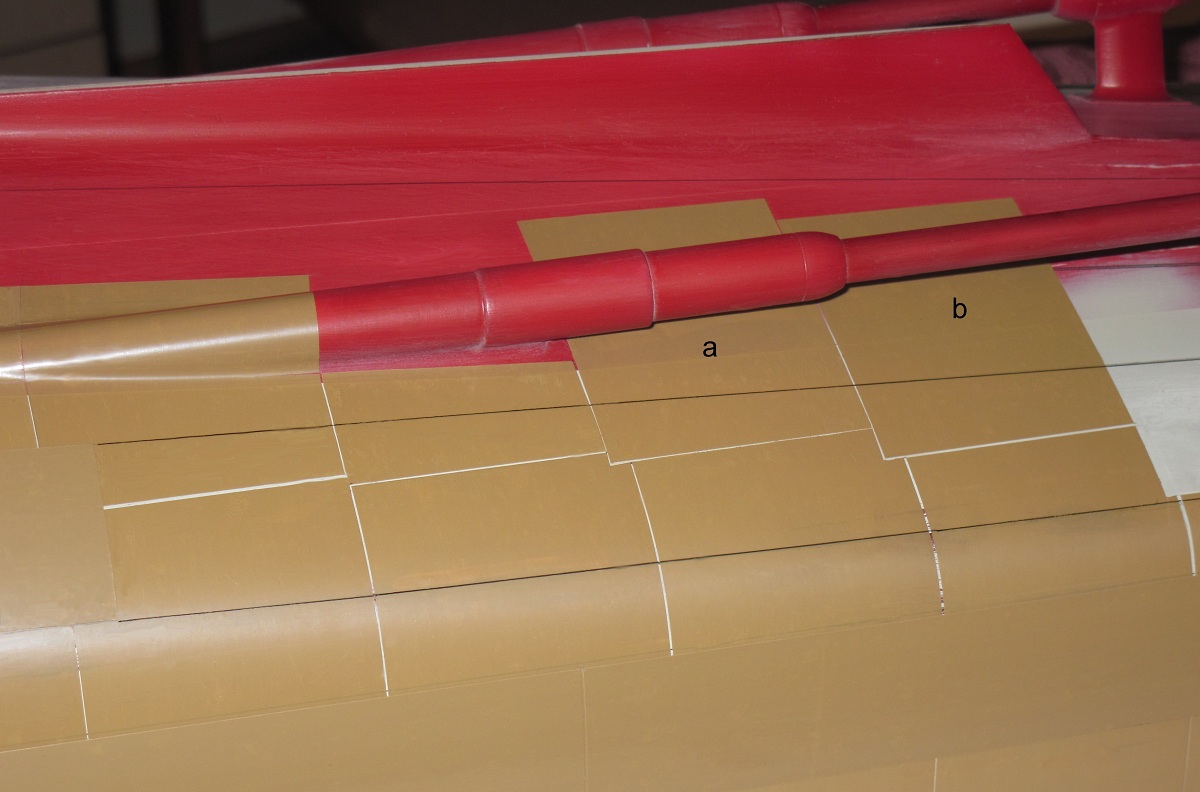
Die waagerechten Verbindungslinien
zwischen den einzelnen Plattengängen, die „Nähte“ (a in Abb. 2
 ),
waren in zweireihiger Zickzack-Nietung mit recht flachen, versenkten Köpfen
genietet. Die senkrechten „Stöße“ (b) waren mit außen aufgesetzten Platten (c
und Foto 1
),
waren in zweireihiger Zickzack-Nietung mit recht flachen, versenkten Köpfen
genietet. Die senkrechten „Stöße“ (b) waren mit außen aufgesetzten Platten (c
und Foto 1
 )
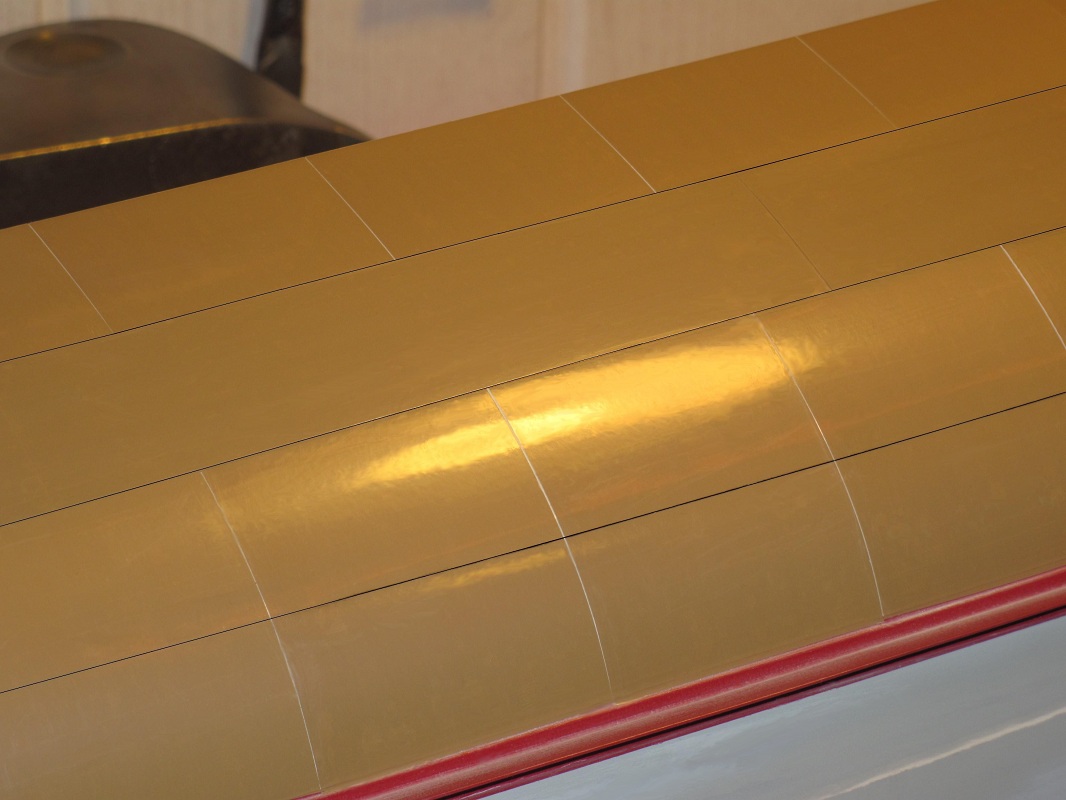
mit 2 x dreireihigen Diagonalreihen-Nietungen verbunden. Diese schmalen,
versetzt angeordneten Platten kann man in größeren Abständen ebenfalls auf Fotos
erkennen. Teilweise sieht man auf den senkrechten Stößen auch aufgeschweißte
Platten (d) mit gewellten Rändern (Foto 2
)
mit 2 x dreireihigen Diagonalreihen-Nietungen verbunden. Diese schmalen,
versetzt angeordneten Platten kann man in größeren Abständen ebenfalls auf Fotos
erkennen. Teilweise sieht man auf den senkrechten Stößen auch aufgeschweißte
Platten (d) mit gewellten Rändern (Foto 2
 ).
Damit ergeben sich für noch mehr Halt längere Schweißnähte. Im Stahlbau sieht
man für den gleichen Zweck gelegentlich auch Zickzack-förmige Ränder. Diese
beiden Varianten der Stöße der Plattengänge findet man bei der FLETCHER-Klasse
nicht an den Schiffsenden, weil die Zugbelastungen im Seegang dort nicht so groß
sind. Übrigens sind auch auf dem Hauptdeck etliche solche Blechstreifen in
Querrichtung aufgenietet/geschweißt.
).
Damit ergeben sich für noch mehr Halt längere Schweißnähte. Im Stahlbau sieht
man für den gleichen Zweck gelegentlich auch Zickzack-förmige Ränder. Diese
beiden Varianten der Stöße der Plattengänge findet man bei der FLETCHER-Klasse
nicht an den Schiffsenden, weil die Zugbelastungen im Seegang dort nicht so groß
sind. Übrigens sind auch auf dem Hauptdeck etliche solche Blechstreifen in
Querrichtung aufgenietet/geschweißt.
Sich überlappende Plattengänge
hatte ich vor Jahren schon einmal an einem 1:50-Modell darzustellen. Jedoch in
gänzlich anderer Art. Ich hatte eine englische Kriegsbrigg von 1840 als
Vitrinen-Modell gebaut und wollte die Kupferblech-Beplattung des
Unterwasserschiffs möglichst realistisch zeigen. Bei vielen anderen
Segelschiffs-Modellen mit „Kupferung“ gefiel mir die Lösung eigentlich nie. Die
Modellbauer versuchen in der Regel, Streifen von Kupferfolie an die
zweidimensional (!) gewölbte Außenhaut ihrer Modelle zu kleben. Daß dies
besonders bei recht engen Rundungen nie richtig gelingt und die Kanten unschön
abstehen, versteht sich von selbst. Kupferfolie ist, im Verhältnis zu den
beinahe hauchdünnen Originalblechen, immer noch viel zu dick. Außerdem hatte man
stets nur die Ränder mit „Nieten“ in der Form versucht darzustellen, daß man die
Folie von der Rückseite her „gerändelt“ hat. Dazu benutzen dann die Modellbauer
ein Rändelrad, wie es der Schneider für die Übertragung von Schnittmustern
verwendet. Gelegentlich werden auch spitz gedrehte Zahnräder dafür verwendet.
Wie auch immer, es sieht fürchterlich aus, besonders bei kleineren Maßstäben.
Glaubt man den Fachleuten, so waren die sehr dünnen Kupferbleche an den
Originalrümpfen zwar mit großköpfigen Kupfernägeln angenagelt. Diese Köpfe waren
jedoch sehr flach! Anders gäbe es bei der großen Anzahl sicher im Wasser einen
zu großen Strömungswiderstand. Außerdem waren die Bleche in diagonalen Reihen
ganzflächig (!), also nicht nur an den Rändern, angenagelt. Mit anderen Worten:
Bei einem Modellnachbau vor allem in kleinem Maßstab sollte man die Nagelung
besser ganz weglassen, als sie überdimensioniert auszuführen.
Meinen Brigg-Rumpf mit beplanken
Kieferholz-Leisten hatte ich damals nur strakend glatt geschliffen. Der
Überwasserteil wurde nur schwarz und weiß gestrichen (Eine Holzfläche kann man
in Faserrichtung streichen, statt zu spritzen, es sieht besser aus!) und die
Kupfer-Beplattung habe ich aus etwa 12 mm breiten und 40 mm langen Streifen von
TESA-Packband, die sich an den Nähten und Stößen 1 mm überlappten, dargestellt.
Ob die von mir gewählte Plattengröße für den Maßstab 1:50 historisch exakt ist,
kann ich nicht beurteilen. Ich hatte seinerzeit noch nicht die Bücher von zu
Mondfeld und Underhill, wo man darüber sicherlich nachlesen kann. Wichtig dabei
ist jedenfalls, daß man mit der Beplattung um den Kiel herum beginnt. Dann fährt
man von unten hinten nach oben vorn in gleichmäßig breiten Lagen fort. In der
Nähe der KWL erscheinen die Bahnen immer mehr nach unten gekurvt (geänderter
„Rumpfumfang“ über die Länge!). Unterhalb der KWL liegen zwei Bahnen als
Abschluss parallel (!) zu dieser. Die 1-mm-Überlappungen habe ich für ein gutes
Aussehen stets mit dem Fingernagel deutlich an den Rumpf „gekröpft“ (a in Abb. 3
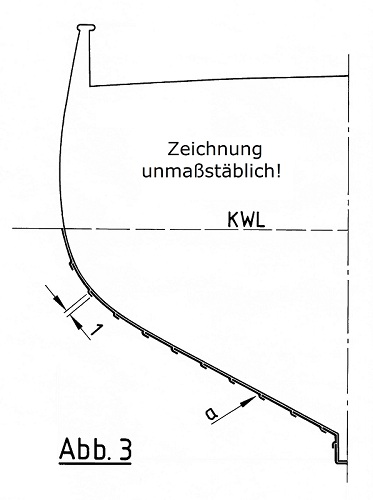 ).
).
Auch bei engen und komplizierten
Rumpfwölbungen, z.B. bei der Kimm und am Achterschiff konnte ich das relativ
elastische Packband gut anformen. Man muß nur darauf achten, daß man es blasen-
und faltenfrei anlegen kann. Geschnitten habe ich die Einzelstücke mit einem
Skalpell auf einer Polystyrol-Unterlage, auf welcher die Breite 12 mm
angezeichnet war. Das Packband wurde dazu auf die Unterlage geklebt, mit einem
Lineal geschnitten und danach das jeweilige Stück mit dem gleichen Skalpell
wieder gelöst. Dazu sticht man an einer Ecke vorsichtig unter die Folie, hebt
sie so ein kleines Stück an. Dann geht man mit dem Skalpell weiter unter die
Ecke, sodaß es am Packband-Stück anklebt. So kann man es ganz von der Unterlage
lösen. Die Klebekraft hat bei diesem vorübergehenden Ankleben nicht
nachgelassen. Man kann nun das Stück an den Rumpf ankleben. Man setzt es zuerst
nur mit einer Ecke ganz leicht an. So kann man es noch leicht ausrichten und
danach komplett ankleben. Stimmt die Richtung oder der Abstand nicht, kann man
es sogar noch einmal ganz lösen und erneut ankleben. Das Anstreichen an die
Rumpfwölbung macht man so, wie man auch eine Tapete an die Wand klebt: man
streicht mit dem Finger über die Mitte und dann erst nach den Seiten hin. So
entstehen keine Blasen und Falten. Weil ich unsicher war, ob diese
Rumpfbeklebung lange hält – man baut ein Schiffsmodell für die Ewigkeit – habe
ich einen Langzeitversuch von einem Jahr gemacht. Auf ein gewölbtes
Probe-Holzstück habe ich die gekröpften „Kupferplatten“ geklebt und sie bekamen
auch den vorgesehenen Anstrich von Kupferfarbe. In diesem Jahr habe ich
zahlreiche weitere Teile für das Segelschiffsmodell gebaut. Heute ist das
Brigg-Modell gut 20 Jahre alt und die „Kupferung“ sieht noch wie am ersten Tag
aus (Foto 3
 ).
).
Soweit die Vorgeschichte. Viele
Arbeitstechniken sind bei dem aktuellen Zerstörer-Rumpf ähnlich. Allerdings ist
eine Lage TESA-Packband hier zu dünn. Das Material der Plattengänge am Zerstörer
war doch stärker. Ich bin zu dem Entschluß gekommen, die anliegenden
Plattengänge (d in Abb. 1) und die dazwischenliegenden Unterfütterungen (e)
jeweils aus einer Lage Packband auf die strakend geschliffene und peinlichst
sauber gewischte Spachtelfläche des Modellrumpfes zu kleben. Würde man die
Streifen der Unterfütterung weglassen, ergäben sich für die abliegenden
Plattengänge (c) gekröpfte, also übergreifende Kanten. Nur bei den abliegenden
Plattengängen erkennt man „Materialstärke“. Deshalb habe ich hier vor dem
Zurechtschneiden auf Maß stets zwei TESA-Streifen blasenfrei übereinander
geklebt.
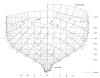
Glück hat man, wenn man für den
Modellnachbau eine Außenhautabwicklung (Beispiel Abb. 4
 )
als Teil der Werftpläne hat. Hier ist der Außenhauteinlauf unten am Kiel stets
als Zeichnungsgrundlage als gerade Linie gezeichnet und für jeden Spant die
gestreckte Spantkurve als „Abwicklung“ senkrecht nach oben angetragen. Somit
erscheint die Linie Seite-Deck zwangsläufige verzerrt. In Abb. 4 ist in dem
Falle die oberste Linie die Oberkante Schanzkleid. Auch die Höhenlagen aller
Nähte erscheinen damit verzerrt. Doch man kann an jedem Spant die Entfernungen
vom Kiel herausmessen und könnte sie z.B. mit einem Papierstreifen, auf dem alle
Nahtkanten angetragen sind, auf den Modellrumpf übertragen. Alle so gefundenen
Punkte müßte man dann vor der „Beplattung“ z.B. mit schmalen Leisten strakend
verbinden.
)
als Teil der Werftpläne hat. Hier ist der Außenhauteinlauf unten am Kiel stets
als Zeichnungsgrundlage als gerade Linie gezeichnet und für jeden Spant die
gestreckte Spantkurve als „Abwicklung“ senkrecht nach oben angetragen. Somit
erscheint die Linie Seite-Deck zwangsläufige verzerrt. In Abb. 4 ist in dem
Falle die oberste Linie die Oberkante Schanzkleid. Auch die Höhenlagen aller
Nähte erscheinen damit verzerrt. Doch man kann an jedem Spant die Entfernungen
vom Kiel herausmessen und könnte sie z.B. mit einem Papierstreifen, auf dem alle
Nahtkanten angetragen sind, auf den Modellrumpf übertragen. Alle so gefundenen
Punkte müßte man dann vor der „Beplattung“ z.B. mit schmalen Leisten strakend
verbinden.
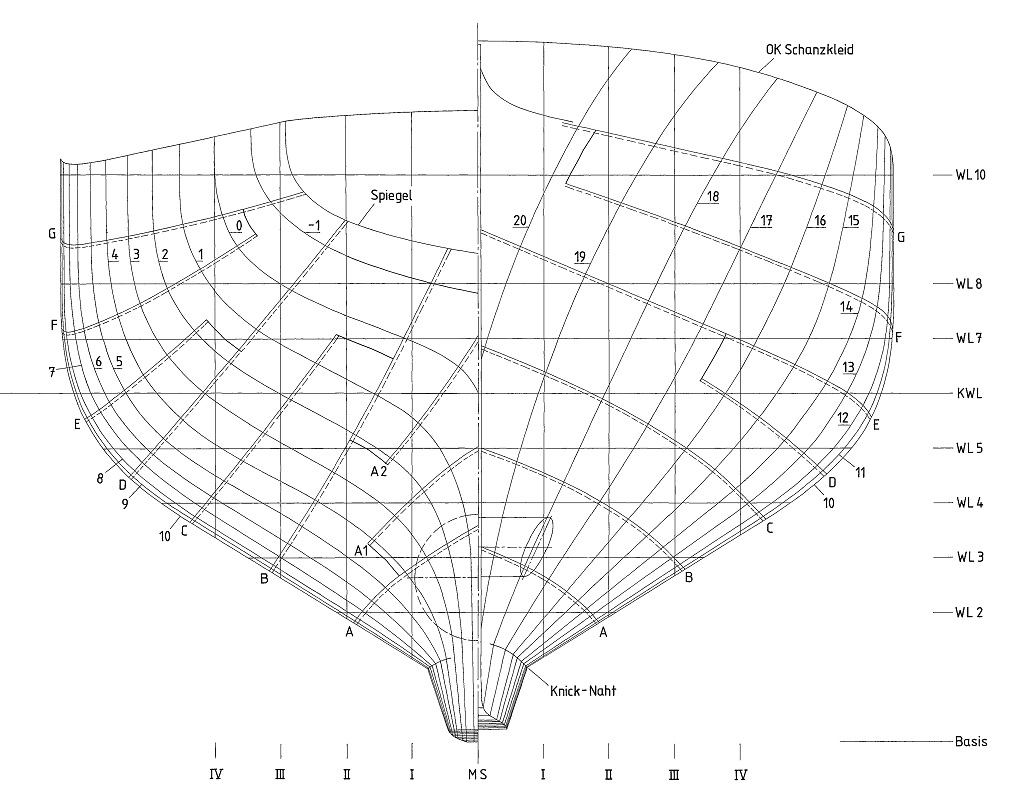
Oft sind auch in einen Spantenriß
die Plattengänge eingezeichnet. Bei Abb. 5
 habe ich als Beispiel einer Plattengang-Zeichnung jene für das Segelschulschiff
GREIF (Ausschnitt aus meinem Planbuch
„Segelschulschiff GREIF“) dargestellt. Aus
einer solchen Zeichnung kann man die Höhenlage für jede Naht an jedem Spant
herausmessen und als Punkte an den Modellrumpf anzeichnen. In Abb. 5 erkennt
man, daß z.B. nicht alle Nähte über die gesamte Rumpflänge reichen. Hier sind
das nur die Nähte A, B und G. Alle anderen enden teils weit vor dem Vor- bzw.
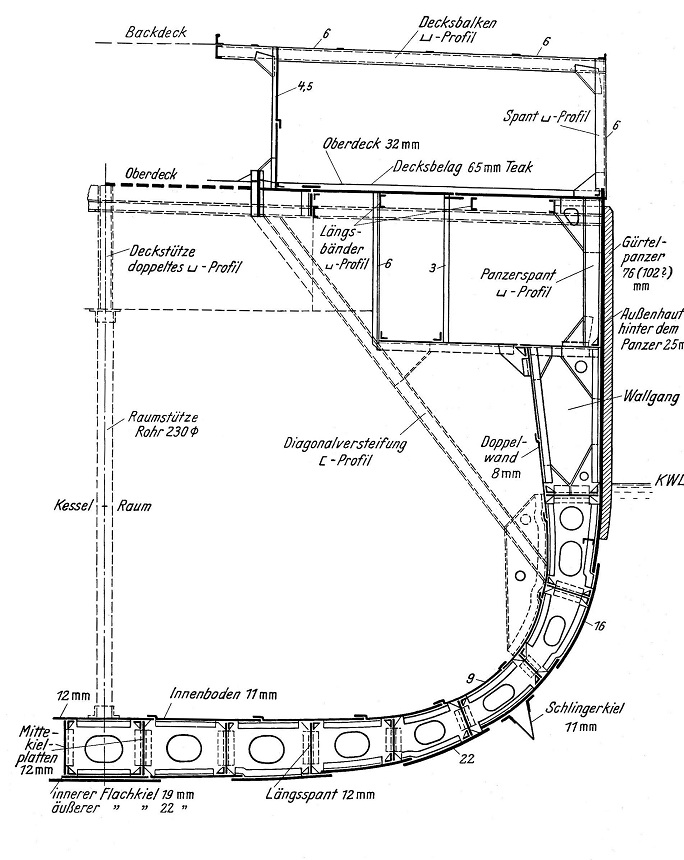
Achtersteven als sog. verlorene Gänge. Abb. 6
habe ich als Beispiel einer Plattengang-Zeichnung jene für das Segelschulschiff
GREIF (Ausschnitt aus meinem Planbuch
„Segelschulschiff GREIF“) dargestellt. Aus
einer solchen Zeichnung kann man die Höhenlage für jede Naht an jedem Spant
herausmessen und als Punkte an den Modellrumpf anzeichnen. In Abb. 5 erkennt
man, daß z.B. nicht alle Nähte über die gesamte Rumpflänge reichen. Hier sind
das nur die Nähte A, B und G. Alle anderen enden teils weit vor dem Vor- bzw.
Achtersteven als sog. verlorene Gänge. Abb. 6
 zeigt den Hautpantschnitt eines englischen Kreuzers. Auch hier kann man gut die
Plattengänge erkennen.
zeigt den Hautpantschnitt eines englischen Kreuzers. Auch hier kann man gut die
Plattengänge erkennen.
Für mein FLETCHER-Modell hatte ich
weder eine Außenhautabwicklung noch den Riß der Plattengänge. Ich konnte mich
nur auf meine zahlreichen Fotos stützen, nach denen ich den Verlauf der
Plattengänge geschätzt habe. Außerdem fand ich im Buch (1) fünf
Hauptspantschnitte, auf denen die an- und abliegenden Gänge, ähnlich der Abb. 6,
dargestellt waren. Angezeichnet an den Modellrumpf habe ich die Linien der
Plattengänge mit einem 0,1-mm-Fineliner (MULTILINER). Die Linien sind zwar
tiefschwarz, was den Vorteil hat, daß sie durch das hellbraune Packband etwas zu
sehen sind, doch die gezogene Linie ist breiter als 0,1 mm. Oft mußte ich auch
auf das Packband Linien ziehen. Diese kann man wieder abwischen, notfalls mit
Verdünnung/Spiritus.
Die Plattengänge sind nie parallel
(ausgenommen Rümpfe mit ohnehin prismatischem Mittelteil wie Frachter oder viele
Binnenschiffe). Der oberste abliegende Plattengang ist z.B. am Bug 37, auf
halber Rumpflänge 33 und am Heck nur noch 26 mm breit (Foto 4
 ).
Bei diesem Foto von USS TWINING erkennt man wegen der Sonneneinstrahlung gut den
obersten Plattengang aber auch die senkrechten Stoßplatten. In der Breite von 26
mm geht der oberste abliegende Plattengang um das Heck herum. Mit einem
selbstgebauten Höhenreißer habe ich die beiden Linien um das Heck herum
angezeichnet (Foto 5
).
Bei diesem Foto von USS TWINING erkennt man wegen der Sonneneinstrahlung gut den
obersten Plattengang aber auch die senkrechten Stoßplatten. In der Breite von 26
mm geht der oberste abliegende Plattengang um das Heck herum. Mit einem
selbstgebauten Höhenreißer habe ich die beiden Linien um das Heck herum
angezeichnet (Foto 5
 ).
Hier war es allerdings nötig, Papierschablonen zurechtzuschneiden, nach denen
die Umrisse auf die doppelt geklebten Folien geschnitten werden konnten (Foto 6
).
Hier war es allerdings nötig, Papierschablonen zurechtzuschneiden, nach denen
die Umrisse auf die doppelt geklebten Folien geschnitten werden konnten (Foto 6
 ).
Der Pfeil auf beiden Teilen zeigt unverwechselbar die Richtung nach vorn an.
Übrigens reicht beim FLETCHER-Rumpf das System von an- und abliegenden Platten
nicht bis zum Vorsteven (Foto 7
).
Der Pfeil auf beiden Teilen zeigt unverwechselbar die Richtung nach vorn an.
Übrigens reicht beim FLETCHER-Rumpf das System von an- und abliegenden Platten
nicht bis zum Vorsteven (Foto 7
 ).
Der vorderste Teil vom Rumpf war oberflächenglatt geschweißt. Nur unterhalb der
Ankerklüse war noch eine Doppelung aufgeschweißt (a in Foto 7). Einige Details
sind hier schon fest auf dem Backdeck verbaut. Das sind jene Teile, die später
mit dem gesamten Backdeck ozeanblau gespritzt werden.
).
Der vorderste Teil vom Rumpf war oberflächenglatt geschweißt. Nur unterhalb der
Ankerklüse war noch eine Doppelung aufgeschweißt (a in Foto 7). Einige Details
sind hier schon fest auf dem Backdeck verbaut. Das sind jene Teile, die später
mit dem gesamten Backdeck ozeanblau gespritzt werden.
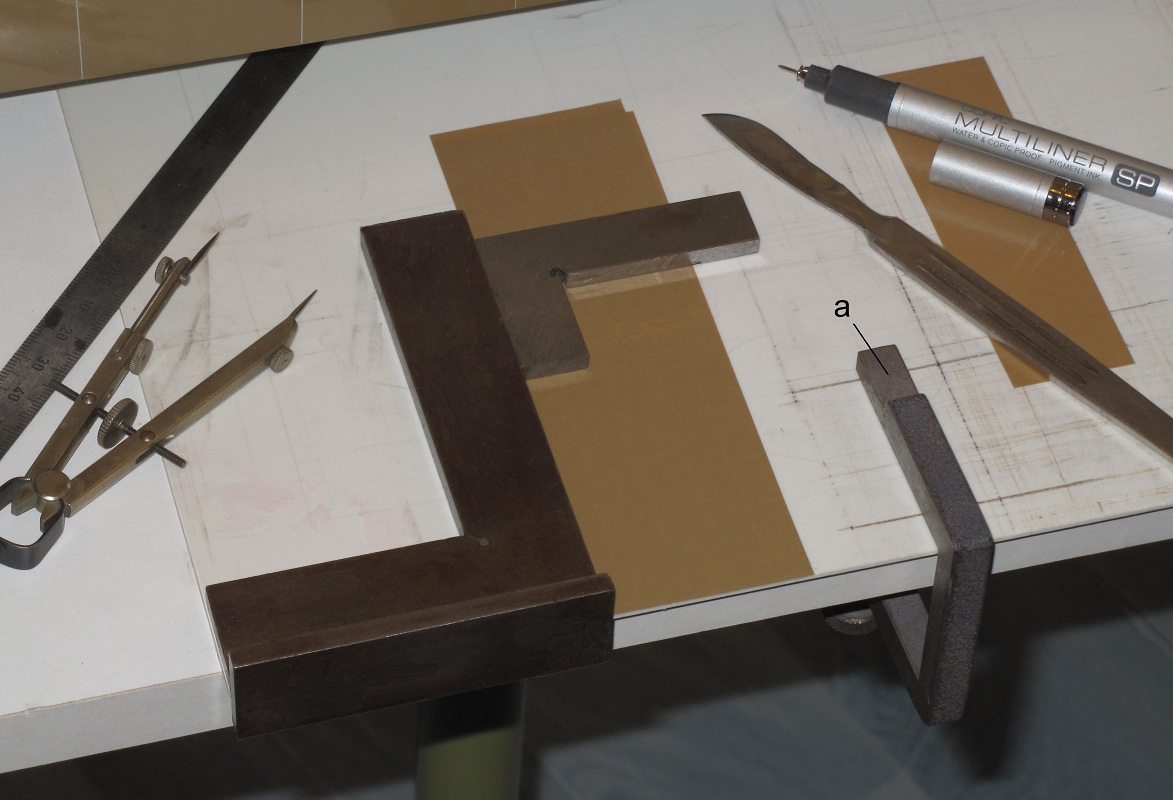
Die Polystyrol-Schneidunterlage
überragt die Tischkante um etwa 5 mm und ist mit kleinen Zwingen (a in Foto 8
 )
befestigt. So kann man die TESA-Rolle in vielen Fällen nach unten hängen lassen
(Foto 9
)
befestigt. So kann man die TESA-Rolle in vielen Fällen nach unten hängen lassen
(Foto 9 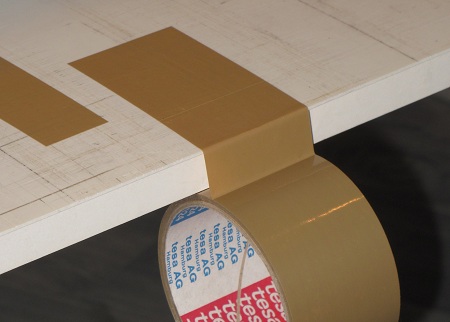 ) oder die Rolle mit dem Skalpell an
der Kante auch abtrennen. Oft mußten Rechte Winkel am Packband geschnitten
werden. Die Arbeitsweise dazu mit zwei Winkeln zeigt auch das Foto 8.
) oder die Rolle mit dem Skalpell an
der Kante auch abtrennen. Oft mußten Rechte Winkel am Packband geschnitten
werden. Die Arbeitsweise dazu mit zwei Winkeln zeigt auch das Foto 8.
Es gelingt nicht, sehr lange
Strecken des Packbandes ohne Blasen und Falten in einem Stück an den Rumpf zu
kleben. Ich habe mit der obersten Reihe anliegender Platten begonnen und dabei
nur kurze Abschnitte, das 50-mm-Maß waagerecht liegend, angeklebt. Oben
überragen diese etwa 5 mm die scharfe Kante Seite-Deck und unten enden sie etwa
in der Mitte der späteren abliegenden Reihe. Mit dem Skalpell habe ich den
5-mm-Überstand vorsichtig abgetrennt. Dabei dreht man die Klinge leicht so, daß
die Schnittrichtung immer flach gegen das Deck gerichtet ist. Danach wird die 2.
Reihe anliegender Platten angeklebt. Sie reicht bis zur Mitte der nächsten Reihe
abliegender Platten, wie das bei a und b vom Foto 10
 zu sehen ist. Unter der späteren abliegenden Reihe müssen diese ersten Klebungen
nicht exakt Stoß an Stoß gemacht sein, weil der doppelte Folienstreifen das
später gut überdeckt. Das sieht dann wie im Foto 11
zu sehen ist. Unter der späteren abliegenden Reihe müssen diese ersten Klebungen
nicht exakt Stoß an Stoß gemacht sein, weil der doppelte Folienstreifen das
später gut überdeckt. Das sieht dann wie im Foto 11
 oben aus.
oben aus.
Inzwischen habe ich über 1.700
Fotos von den Zerstörern der FLETCHER-Klasse auf meinem Rechner. Viele davon
zeigen auch Details der Rumpfaußenhaut. Soviel steht fest: vor allem im
besonders beanspruchten Mittschiffsbereich sind die senkrechten Stöße der
Platten nicht geschweißt, sondern von außen (sicher auch innen?) aufgesetzten,
etwa 400 mm breiten Platten verbunden. Die Mehrzahl davon sechsreihig genietet
(vgl. Foto 1), man sieht aber auch geschweißte Platten. Und diese haben die oben
erwähnten gewellten Ränder.
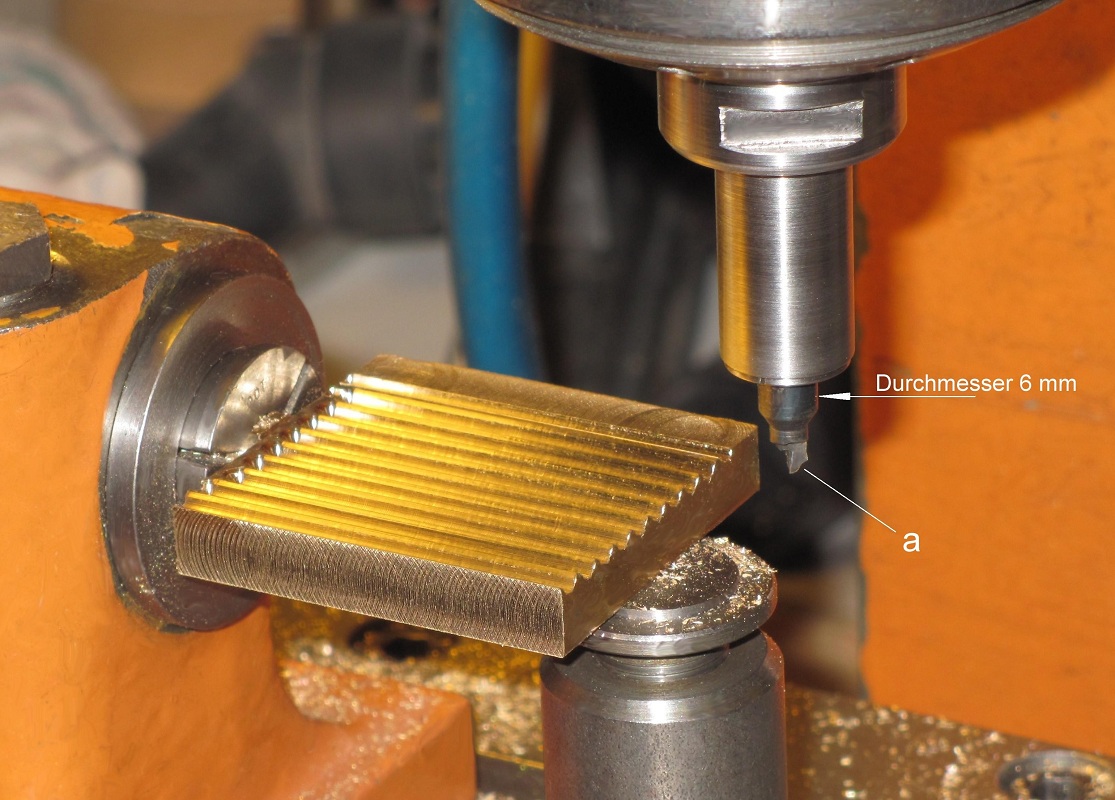
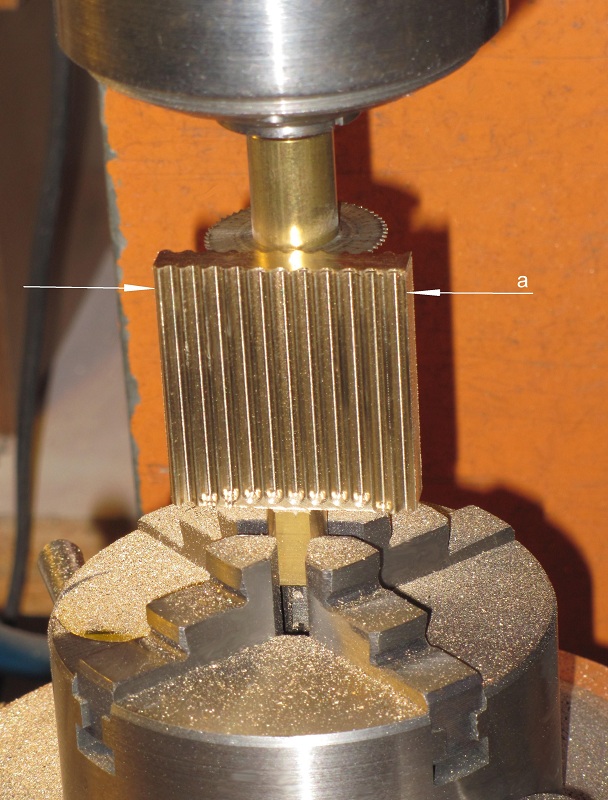
Zuerst habe ich die Platten mit
den gewellten Rändern hergestellt. Jeder andere Modellbauer würde diese Platten
ätzen. Ich mache es mir einfacher. Ich fräse mit einem selbst hergestellten
Formfräser (2, Seite 106
bis 109) aus 6-mm-Silberstahl ein entsprechendes Profil aus Messing (Fotos 12
 und 13
und 13
 ).
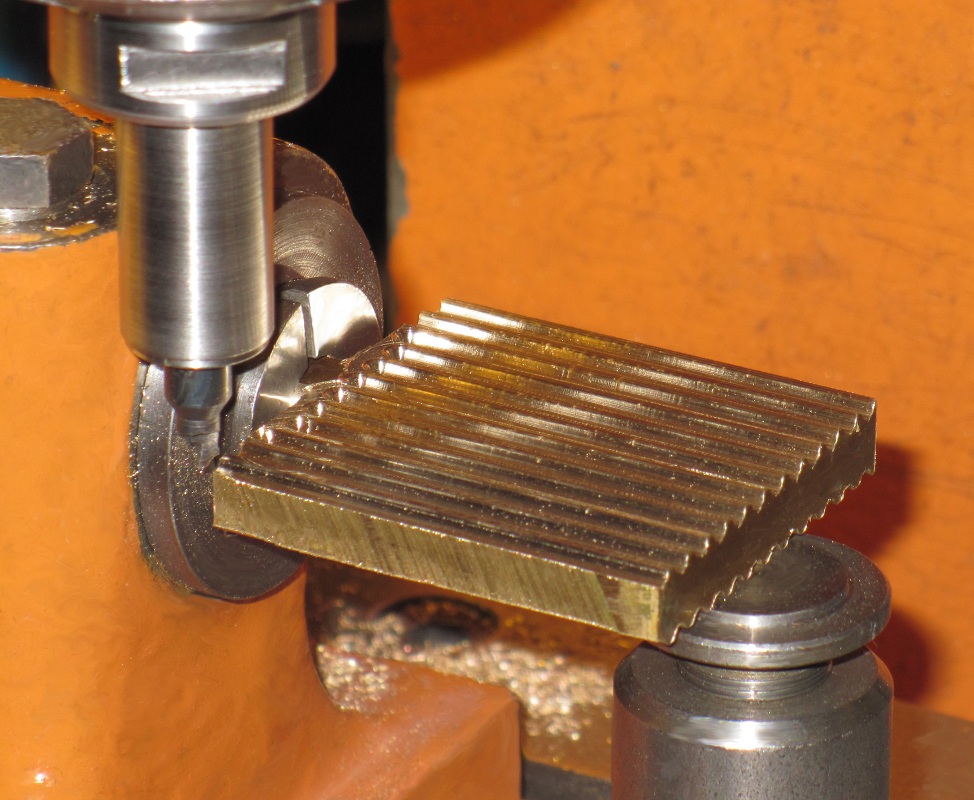
Der Fräser wurde als einschneidiger Formfräser mit der speziellen Form (a in
Foto 12) gestaltet. Das Fräsen der Nuten geschah dann in einem
Waagerecht-Teilgerät, beide Seiten nach einer 180°-Drehung (Foto 13). Von diesem
Profilstück sägte die Platten ab (Foto 14
).
Der Fräser wurde als einschneidiger Formfräser mit der speziellen Form (a in
Foto 12) gestaltet. Das Fräsen der Nuten geschah dann in einem
Waagerecht-Teilgerät, beide Seiten nach einer 180°-Drehung (Foto 13). Von diesem
Profilstück sägte die Platten ab (Foto 14
 ).
Von einem Foto (z.B. Foto 2), auf dem diese Platte besonders gut zu sehen war,
habe ich die Maßverhältnisse und die Wellenform abgenommen. Dabei hat man es
heute mit einem Computer insofern leicht, daß man das betreffende Detail auf dem
Bildschirm stark vergrößert. Ich habe in gewohnter Weise eine 10:1-Zeichnung
angefertigt. Weil sich die Breite der Plattengänge über die Rumpflänge ändert,
habe ich das Profilstück breiter als nötig gefräst (Maß a in Foto 14), sodaß man
die abgesägten Stücke später individuell nach Maßgabe kürzen kann.
).
Von einem Foto (z.B. Foto 2), auf dem diese Platte besonders gut zu sehen war,
habe ich die Maßverhältnisse und die Wellenform abgenommen. Dabei hat man es
heute mit einem Computer insofern leicht, daß man das betreffende Detail auf dem
Bildschirm stark vergrößert. Ich habe in gewohnter Weise eine 10:1-Zeichnung
angefertigt. Weil sich die Breite der Plattengänge über die Rumpflänge ändert,
habe ich das Profilstück breiter als nötig gefräst (Maß a in Foto 14), sodaß man
die abgesägten Stücke später individuell nach Maßgabe kürzen kann.
Die hutartige Stirn des
Formfräsers (a in Foto 12) habe ich auf Millimeterpapier 100-fach größer
gezeichnet und nach den dabei ermittelten Werten im sog. „gestuften Formdrehen“
(3, Seite 61 bis 64 und
71 bis 77) die Form angedreht und mit einer runden Nadelfeile nur noch
verglättet. Die kleine Metallkreissäge in Foto 14 ist nur 0,3 mm breit. Gesägt
wird in mehreren, stetig tiefer liegenden Sägedurchgängen. Damit die Säge im
Sägespalt nicht klemmt oder verläuft, muß die Frässpindel sehr exakt
rechtwinklig zur Zugrichtung des X-Supports ausgerichtet sein. Das muß man
vorher mit einem möglichst großen Walzenstirn- oder Schlagzahnfräser bei
Fräsversuchen an einer großen Platte testen. Man überfräst mit geringem Span
diese Platte vollständig. Nur wenn das Fräsbild der vor- und nachscheidenden
Schneiden wie in Abb. 7 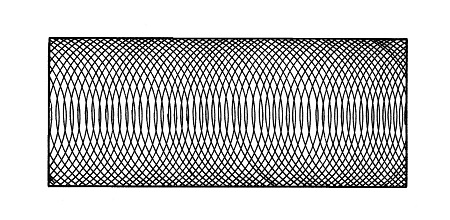 aussieht, steht die
Frässpindel exakt gerade! Ein Ausrichten nur nach der meist viel zu groben
Gradskala (Null-Strich) für die Fräskopf-Schwenkung genügt nie. Nach einem sog.
Startschnitt und Nulleinstellung des Skalenrings vom Höhensupport (und der
digitalen Höhenmeßeinrichtung) kann man die Scheiben auf Stärke kontrolliert
absägen; jeweils von Sägeschnitt zu Sägeschnitt rechnet man: Sägenbreite plus
Scheibenstärke (0,3 + 0,3 = 0,6 mm). Die Scheiben bleiben vollkommen gerade
unter der Voraussetzung, daß die Metallkreissäge richtig scharf ist. Man sollte
dazu wissen, daß eine HSS-Säge bei Bearbeitung von Drehmessing praktisch nie
stumpf wird! Damit die Späne gut abgeschoben werden können, habe ich jeweils
einen Tropfen Fahrrad-Öl beigegeben. Nach dem Absägen der Scheiben wurden die
später außenliegenden Flächen noch mit einer Schlichtfeile überschlichtet, damit
die Sägespuren verschwinden. Am linken Bildrand vom Foto 15
aussieht, steht die
Frässpindel exakt gerade! Ein Ausrichten nur nach der meist viel zu groben
Gradskala (Null-Strich) für die Fräskopf-Schwenkung genügt nie. Nach einem sog.
Startschnitt und Nulleinstellung des Skalenrings vom Höhensupport (und der
digitalen Höhenmeßeinrichtung) kann man die Scheiben auf Stärke kontrolliert
absägen; jeweils von Sägeschnitt zu Sägeschnitt rechnet man: Sägenbreite plus
Scheibenstärke (0,3 + 0,3 = 0,6 mm). Die Scheiben bleiben vollkommen gerade
unter der Voraussetzung, daß die Metallkreissäge richtig scharf ist. Man sollte
dazu wissen, daß eine HSS-Säge bei Bearbeitung von Drehmessing praktisch nie
stumpf wird! Damit die Späne gut abgeschoben werden können, habe ich jeweils
einen Tropfen Fahrrad-Öl beigegeben. Nach dem Absägen der Scheiben wurden die
später außenliegenden Flächen noch mit einer Schlichtfeile überschlichtet, damit
die Sägespuren verschwinden. Am linken Bildrand vom Foto 15
 erkennt man eine besonders dick abgesägte Scheibe bei (a). Diese habe ich später
für die Herstellung der Bohrvorrichtung benötigt. (b) ist der Rest vom Profil.
erkennt man eine besonders dick abgesägte Scheibe bei (a). Diese habe ich später
für die Herstellung der Bohrvorrichtung benötigt. (b) ist der Rest vom Profil.
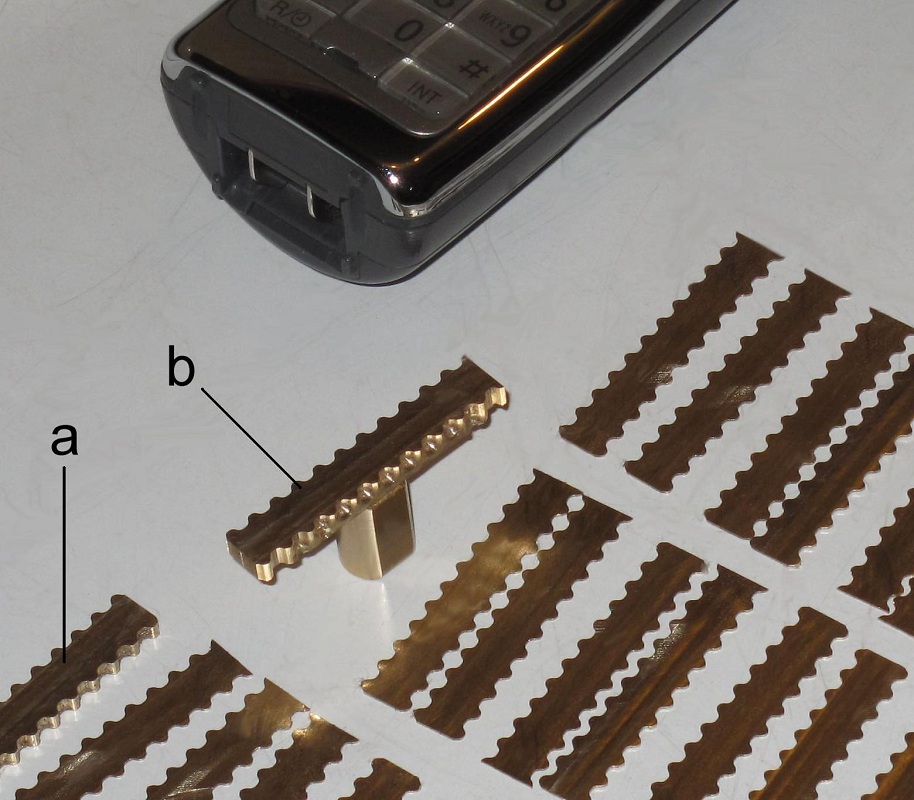
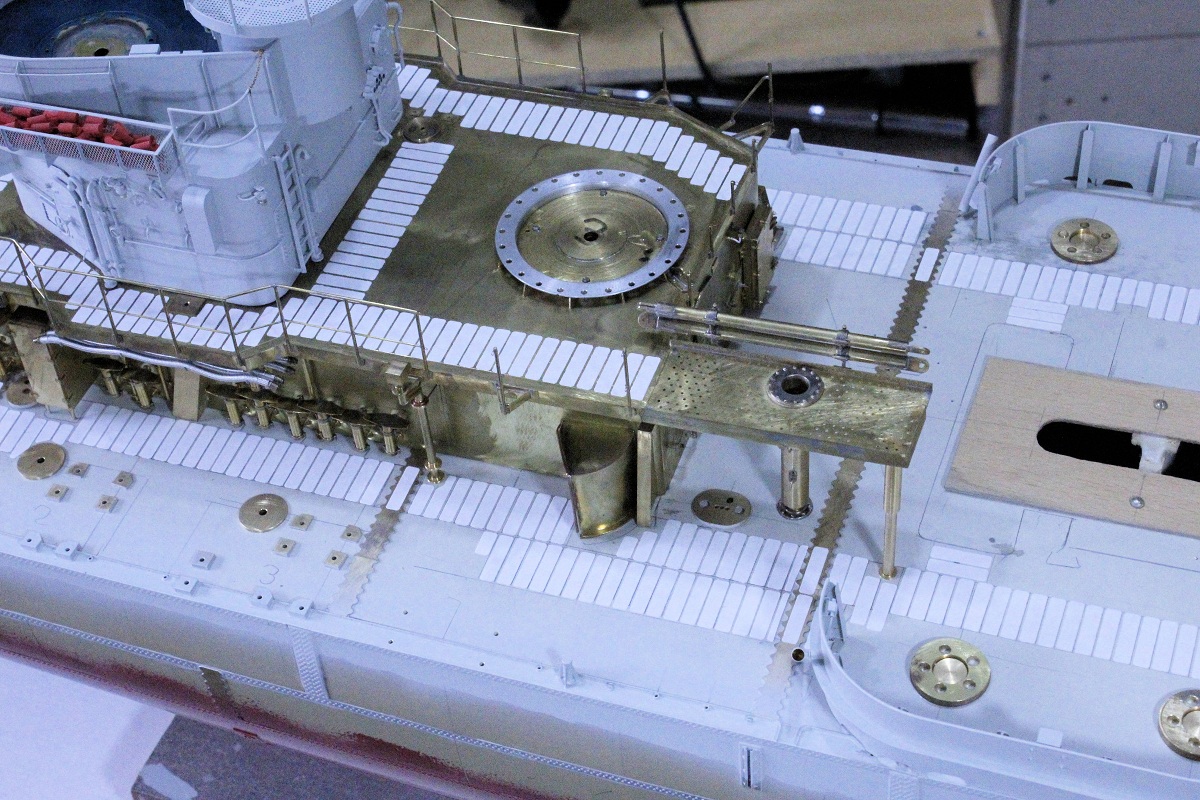
Foto 15 zeigt die abgesägten
Platten. Ich habe einen Fehler gemacht. Ich habe zuerst das Profilstück gefräst
und dann davon möglichst viele Platten abgesägt. Es waren am Ende über 40 Stück.
Erst danach habe ich anhand der Fotos gezählt, wie viele ich eigentlich
benötige. Es sind nur sechs Stück an den Bordwandseiten. Schwamm drüber! Später
habe ich bei der Detaillierung vom Hauptdeck noch einige mehr "verbaut" (Foto 16
 und 17
und 17
 ).
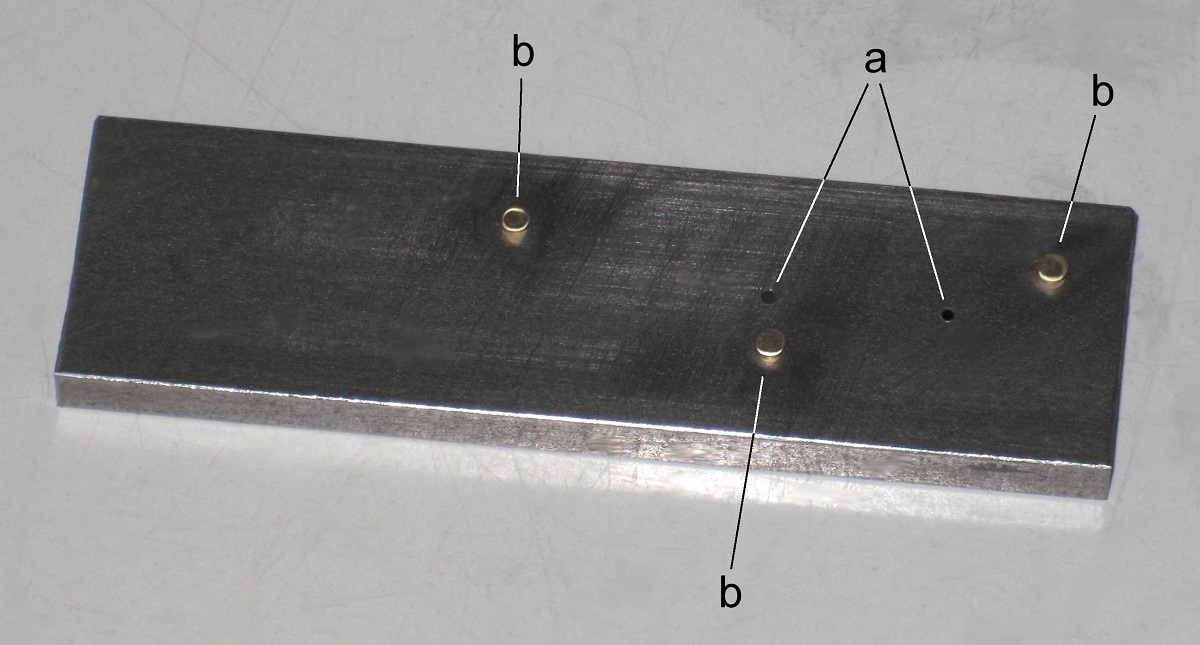
Ein Stück gezogener Flachstahl erhielt zwei 1-mm-Bohrungen (a in Foto 18
).
Ein Stück gezogener Flachstahl erhielt zwei 1-mm-Bohrungen (a in Foto 18
 )
und mit dem erwähnten dicken Scheibenstück und einem Zentrierkörner (4,
Seite 90/91) wurden die Mitten für drei Passstifte (b) gekörnt. Für das Bohren
der beiden Löcher liegt jede Scheibe somit unverrückbar in der einfachen
Bohrvorrichtung (Foto 19
)
und mit dem erwähnten dicken Scheibenstück und einem Zentrierkörner (4,
Seite 90/91) wurden die Mitten für drei Passstifte (b) gekörnt. Für das Bohren
der beiden Löcher liegt jede Scheibe somit unverrückbar in der einfachen
Bohrvorrichtung (Foto 19
 ).
Foto 20
).
Foto 20
 zeigt das Bohren auf der Uhrmacherdrehmaschine. Im Reitstock ist hier als
Gegenlager eine 3-mm-Spannzange aufgenommen, damit der 1-mm-Bohrer schön
senkrecht durch die Teile geht.
zeigt das Bohren auf der Uhrmacherdrehmaschine. Im Reitstock ist hier als
Gegenlager eine 3-mm-Spannzange aufgenommen, damit der 1-mm-Bohrer schön
senkrecht durch die Teile geht.
Die Bohrungen (a in Foto 18 ) in
der Bohrvorrichtung wurden etwa 6 mm tief in ein Stück Pertinax abgebohrt (Foto
21
 ).
Mit dieser ebenfalls sehr einfachen Lötvorrichtung konnten nun die beiden Stifte
vorerst leicht überstehend und exakt senkrecht in die Scheiben gelötet werden
(betr. richtiges Weichlöten lesen Sie (4),
Seite 101 bis 103). Danach wurden Sie mit einem Seitenschneider abgeschnitten
und zur Außenfläche bündig gefeilt.
).
Mit dieser ebenfalls sehr einfachen Lötvorrichtung konnten nun die beiden Stifte
vorerst leicht überstehend und exakt senkrecht in die Scheiben gelötet werden
(betr. richtiges Weichlöten lesen Sie (4),
Seite 101 bis 103). Danach wurden Sie mit einem Seitenschneider abgeschnitten
und zur Außenfläche bündig gefeilt.
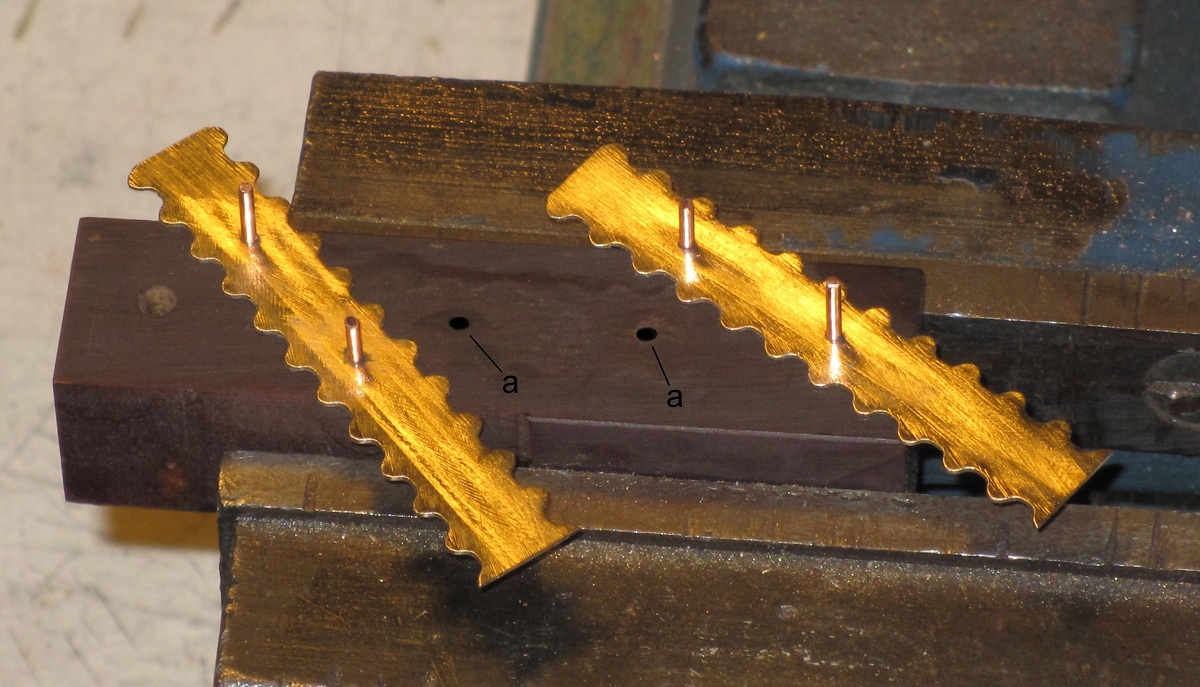
Die Lage der Platten wurden mit
einem großen Zeichendreieck (auf das Hellingbrett gestützt) am Rumpf
angezeichnet und mit der genannten gebohrten Scheibe die beiden 1-mm-Bohrungen
in die Rumpfbeplankung abgebohrt. Dabei dient ein sog. Absteckstift (a in Foto
22 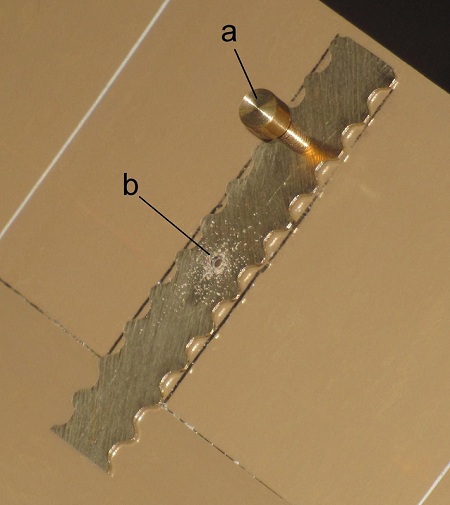 ) dazu, daß die Scheibe für das Bohren des
zweiten Lochs (b) nicht verrutscht. Die beiden Bohrungen im Rumpf wurden dann
noch auf 1,2 mm aufgebohrt. Ich mache derartige Bohrungen nie zu eng, damit
später der 2-K-Kleber nicht weggeschoben wird. Im Foto 23
) dazu, daß die Scheibe für das Bohren des
zweiten Lochs (b) nicht verrutscht. Die beiden Bohrungen im Rumpf wurden dann
noch auf 1,2 mm aufgebohrt. Ich mache derartige Bohrungen nie zu eng, damit
später der 2-K-Kleber nicht weggeschoben wird. Im Foto 23
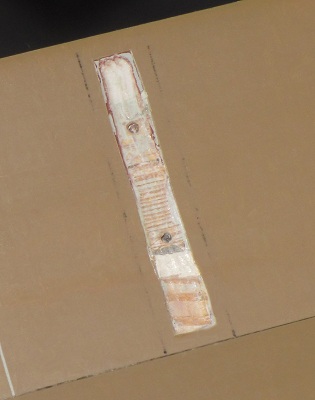 sieht man, daß ich zusätzlich mit einem
Skalpell auf einer nicht zu breiten Spur den TESA-Film wieder entfernt und
zusätzlich mit einem runden Zahnarztfräser die Spachtelmasse bis auf das Holz
der Beplankungsleisten wieder abgefräst habe. Ich wollte damit erreichen, daß
die Scheiben mit 2-K-Kleber nicht nur mit den beiden Stiften eingegossen,
sondern möglichst großflächig angeklebt sind. Weil die Rumpf-Außenhaut leicht
gewölbt ist, mußte ich auch die Scheiben leicht (etwas mehr als die
Rumpfwölbung!) vorbiegen. Nach dem Abkürzen der Scheibe konnte die Klebung durch
Auflegen eines kleinen Gewichts in der Mitte der Scheibe ausgeführt werden. Der
Modellrumpf liegt dabei auf der Seite! Damit später bei der Farbgebung an den
Rändern nicht der geringste Spalt zu erkennen ist (im Original sind das ja
geschlossene Schweißnähte), habe ich tropfenweise dünnflüssigen Sekundenkleber
einsaugen lassen. Das Ergebnis, mit dem ich vorerst sehr zufrieden bin, zeigt
das Foto 24
sieht man, daß ich zusätzlich mit einem
Skalpell auf einer nicht zu breiten Spur den TESA-Film wieder entfernt und
zusätzlich mit einem runden Zahnarztfräser die Spachtelmasse bis auf das Holz
der Beplankungsleisten wieder abgefräst habe. Ich wollte damit erreichen, daß
die Scheiben mit 2-K-Kleber nicht nur mit den beiden Stiften eingegossen,
sondern möglichst großflächig angeklebt sind. Weil die Rumpf-Außenhaut leicht
gewölbt ist, mußte ich auch die Scheiben leicht (etwas mehr als die
Rumpfwölbung!) vorbiegen. Nach dem Abkürzen der Scheibe konnte die Klebung durch
Auflegen eines kleinen Gewichts in der Mitte der Scheibe ausgeführt werden. Der
Modellrumpf liegt dabei auf der Seite! Damit später bei der Farbgebung an den
Rändern nicht der geringste Spalt zu erkennen ist (im Original sind das ja
geschlossene Schweißnähte), habe ich tropfenweise dünnflüssigen Sekundenkleber
einsaugen lassen. Das Ergebnis, mit dem ich vorerst sehr zufrieden bin, zeigt
das Foto 24 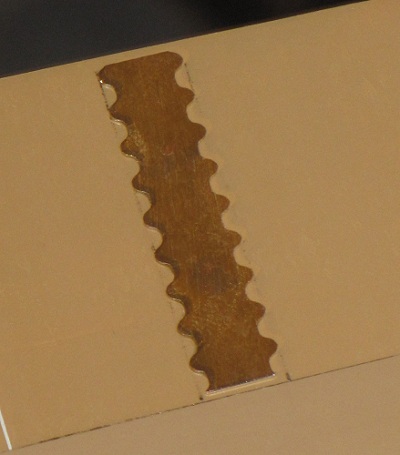 . Die Herstellung der genieteten
Platten und der Nietenreihen an meinem FLETCHER-Rumpf soll in einem
weiteren
Zeitschriften-Beitrag geschildert werden.
. Die Herstellung der genieteten
Platten und der Nietenreihen an meinem FLETCHER-Rumpf soll in einem
weiteren
Zeitschriften-Beitrag geschildert werden.
Jürgen Eichardt
Weiterführende Literatur:
(1)
„The Destroyer THE
SULLIVANS“, Al
Ross, CONWAY MARITIME PRESS, 1988, ISBN 0-85177-476-8
(2)
„Fräsen für Modellbauer“ Band 1, Jürgen Eichardt, VTH Baden-Baden, 2002,
VTH-Best.-Nr. 310 2117, ISBN 3-88180-717-9
(3)
„Drehen für Modellbauer“ Band 2, Jürgen Eichardt, VTH Baden-Baden, 2001,
VTH-Best.-Nr. 310 2114, ISBN 3-88180-714-4
(4)
„Modellbautechniken – Tipps für Modellbauer“, Jürgen Eichardt, VTH
Baden-Baden, VTH-Best.-Nr. 312 0035, ISBN 3-88180-135-9

zurück/back |
home
 (kleine Fotos anklicken) zeigt als Querschnitt dieses
System. Die Außenfläche ist damit nicht durchgehend glatt, zeigt nicht die Optik
geschweißter Rümpfe. Die Rahmenspanten im Innern waren entweder, wie bei (a)
dargestellt, gekröpft oder (noch einfacher und wahrscheinlicher), wie bei (b)
gezeichnet, gerade durchgehend und unter den abliegenden Plattengängen (c) waren
an den Rahmenspanten zwischen den anliegenden Plattengängen (d) schmale
Unterfütterungen (e) eingebaut. Die innere Ausführung ist jedoch für unseren
Modellnachbau bedeutungslos.
(kleine Fotos anklicken) zeigt als Querschnitt dieses
System. Die Außenfläche ist damit nicht durchgehend glatt, zeigt nicht die Optik
geschweißter Rümpfe. Die Rahmenspanten im Innern waren entweder, wie bei (a)
dargestellt, gekröpft oder (noch einfacher und wahrscheinlicher), wie bei (b)
gezeichnet, gerade durchgehend und unter den abliegenden Plattengängen (c) waren
an den Rahmenspanten zwischen den anliegenden Plattengängen (d) schmale
Unterfütterungen (e) eingebaut. Die innere Ausführung ist jedoch für unseren
Modellnachbau bedeutungslos.