Nietenreihen an einem Zerstörer-Rumpf
Hier hatte ich beschrieben, wie ich an meinem
1:50-Zerstörer-Modell USS CASSIN YOUNG die Plattengänge der Außenhaut und die
aufgeschweißten Verstärkungsplatten auf den senkrechten Plattenstößen
dargestellt habe. In diesem Beitrag will ich nun eine Möglichkeit schildern, wie
man Nietenreihen an Rumpf und Aufbauten sehr vorbildgetreu machen kann. In
meinem Buch/Heft „Modellbautechniken“
(VTH-Bestellnummer 312 0035, € 19,-) hatte ich im Kapitel „Jede Niete ein
Gewinn“ bereits eine Möglichkeit beschrieben, wie man einzelne, sehr kleine,
selbstgeprägte Nietenköpfe herstellen und an den Modellteilen sauber anbringen
kann. Hier wird nun eine völlig andere Variante, welche sich an das sog.
Gummikissen-Prägen der Industrie anlehnt und ebenfalls ohne die sonst übliche,
unschöne Rändelrad-Rändelei auskommt, beschrieben.
Zuerst muß man möglichst
zweifelsfrei und genau die Dimensionen der Nietenreihen z.B. aus Fotos ermitteln
und in den Modellmaßstab umrechnen. Man sieht sich die Nietenköpfe an. Sind sie
relativ hochgewölbt oder eher sehr flach? Aus dem bekannten Maß der Höhe eines
Deckshauses und durch Abzählen der Nietenanzahl konnte ich den Abstand der
Nieten (im Grunde die Abstände der Bohrungsmitten) errechnen. Gleich daran
anschließend ermittelt man durch Messung oder auch durch Schätzung den
Durchmesser der Nietenköpfe. Erhält man als Abstand der Nieten einen errechneten
Wert mit etlichen Zahlen hinter dem Komma, so darf man getrost kräftig runden.
Beträgt der Wert z.B. 1,835 mm, so darf man am Modell auf 2 mm aufrunden, ohne
in den Bereich einer Überdimensionierung zu kommen. Besser ist es
selbstverständlich, wenn man eher auf 1,8 mm abrundet. Dieses Maß „macht“ ja
später ohnehin die Fräsmaschine beim Koordinaten-Bohren. Ähnlich ist es beim
ermessenen Nietenkopf-Durchmesser.
Es gibt Nietungen zweireihig
nebeneinander oder die zweite Reihe ist diagonal versetzt. Am Rumpf meines
Zerstörers findet man senkrechte Platten als Nahtverstärkung für die
Platten-Stöße mit sechsreihigen Nietungen, welche versetzt sind (Foto 1
 )
(kleine Fotos anklicken). Insgesamt habe ich für Rumpf und
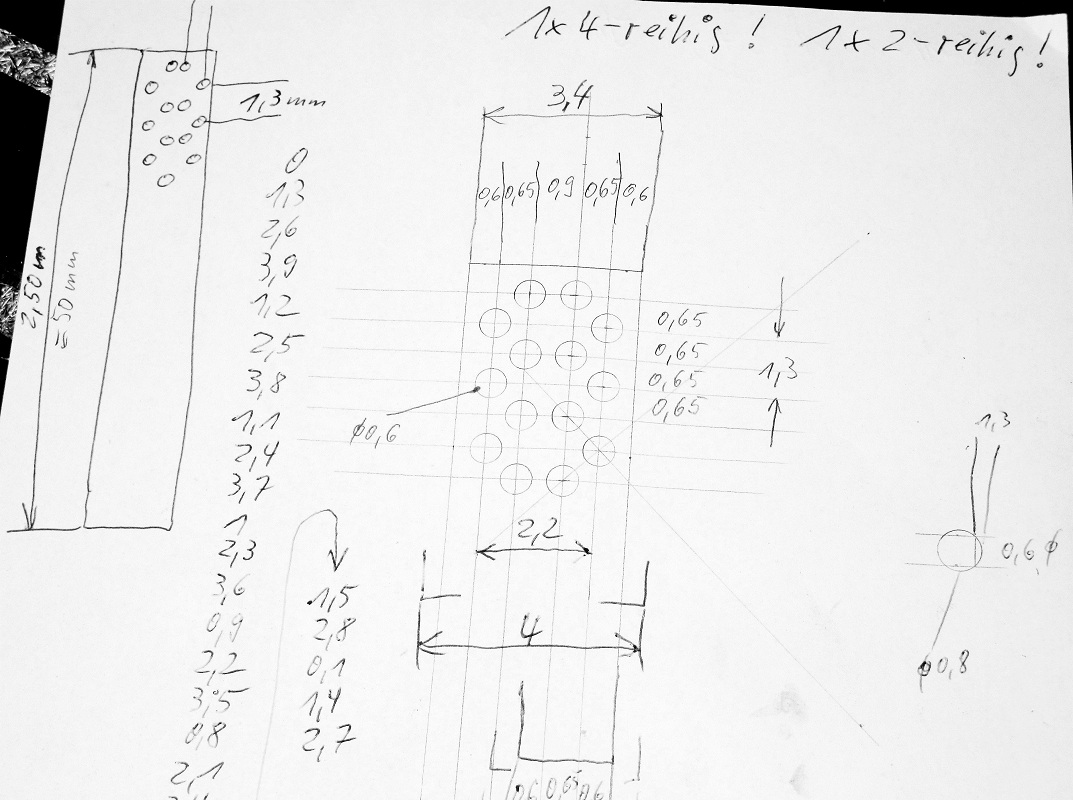
Aufbauten sechs verschiedenartige Nietenreihen ermittelt. In jedem Fall habe ich
vor Beginn der Fräsarbeit ein Stück der jeweiligen Reihe 10-fach größer
gezeichnet, damit ich ein Gespür für die richtigen Dimensionen bekomme (Foto 2
)
(kleine Fotos anklicken). Insgesamt habe ich für Rumpf und
Aufbauten sechs verschiedenartige Nietenreihen ermittelt. In jedem Fall habe ich
vor Beginn der Fräsarbeit ein Stück der jeweiligen Reihe 10-fach größer
gezeichnet, damit ich ein Gespür für die richtigen Dimensionen bekomme (Foto 2
 ).
In die Zeichnung werden die Abstände der Bohrungsmitten eingetragen; später auch
mit kleinen Pfeilen die Skalenwerte in den entsprechenden Anfahrrichtungen beim
Koordinaten-Bohren (1,
Seite 73 bis 78) und die Nietenköpfe werden mit Kreis-Zeichenschablonen
eingezeichnet. Rechts ist im Foto 2 dargestellt, wie ich die Bohrtiefe ermittelt
habe. Die Nietenkopfvertiefungen in die plangefräste Messingplatte habe ich
diesmal mit Vollhartmetall-Radiusfräsern eingestochen. Für meine diesbezüglichen
Arbeiten habe ich mir drei derartige Fräser (Ø 0,8, Ø 1, Ø 1,2) zum Wert von
fast 100,- € geleistet. Die billigere, nicht unbedingt schlechtere Alternative
sind Kugel-Zahnarztfräser. Fragen Sie Ihren Zahnarzt nach gebrauchten Fräsern,
welche er ohnehin wegwirft. Sie genügen für unsere Zwecke immer noch!
).
In die Zeichnung werden die Abstände der Bohrungsmitten eingetragen; später auch
mit kleinen Pfeilen die Skalenwerte in den entsprechenden Anfahrrichtungen beim
Koordinaten-Bohren (1,
Seite 73 bis 78) und die Nietenköpfe werden mit Kreis-Zeichenschablonen
eingezeichnet. Rechts ist im Foto 2 dargestellt, wie ich die Bohrtiefe ermittelt
habe. Die Nietenkopfvertiefungen in die plangefräste Messingplatte habe ich
diesmal mit Vollhartmetall-Radiusfräsern eingestochen. Für meine diesbezüglichen
Arbeiten habe ich mir drei derartige Fräser (Ø 0,8, Ø 1, Ø 1,2) zum Wert von
fast 100,- € geleistet. Die billigere, nicht unbedingt schlechtere Alternative
sind Kugel-Zahnarztfräser. Fragen Sie Ihren Zahnarzt nach gebrauchten Fräsern,
welche er ohnehin wegwirft. Sie genügen für unsere Zwecke immer noch!
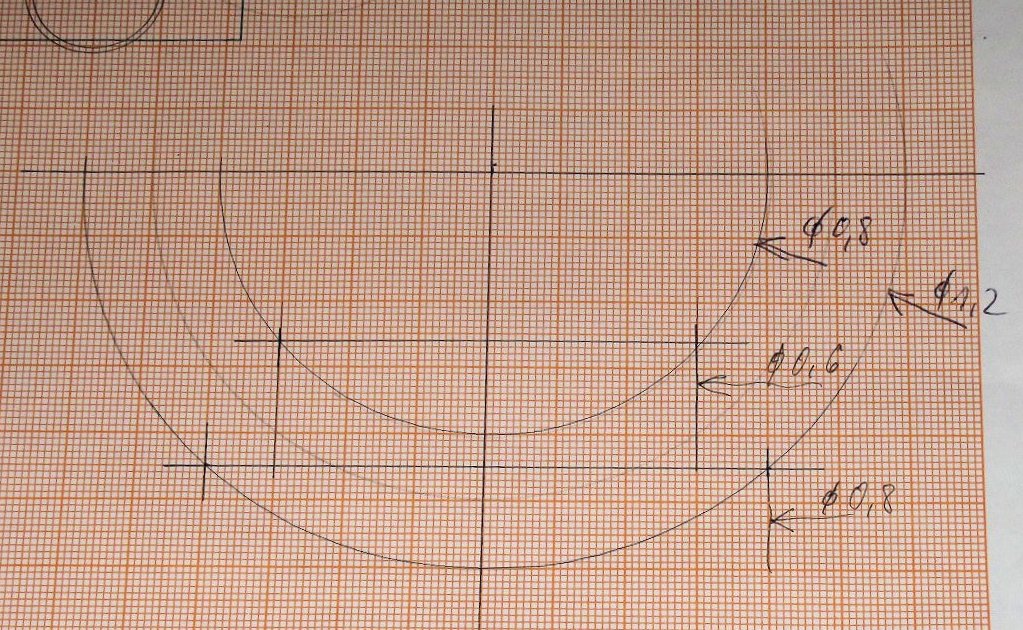
Ich wollte einen
Nietenkopf-Durchmesser von 0,6 mm (30 mm Originalgröße) haben; mit einem
0,8-mm-Radiusfräser gestochen. Die 10:1-Zeichnung im Foto 2 ergab eine ungefähre
Bohrtiefe von 1,3 mm. Viel genauer ermittelt man diese Tiefe (es waren dann 1,4
mm) mit einer 100:1-Zeichnung auf Millimeterpapier, wie ich es tatsächlich auch
gemacht habe (Foto 3
 ).
In der selben Zeichnung wurde z.B. gleichzeitig die Bohrtiefe 1,5 mm für einen
0,8-mm-Kopf (40 mm beim Original) mit einem Ø-1,2-mm-Fräser zeichnerisch
ermittelt. Selbstverständlich kann man das auch errechnen. Doch bevor ich die
entsprechende Formel gefunden habe, habe ich schneller eine Zeichnung gemacht.
Millimeterpapier liegt bei mir sowieso immer in Reichweite.
).
In der selben Zeichnung wurde z.B. gleichzeitig die Bohrtiefe 1,5 mm für einen
0,8-mm-Kopf (40 mm beim Original) mit einem Ø-1,2-mm-Fräser zeichnerisch
ermittelt. Selbstverständlich kann man das auch errechnen. Doch bevor ich die
entsprechende Formel gefunden habe, habe ich schneller eine Zeichnung gemacht.
Millimeterpapier liegt bei mir sowieso immer in Reichweite.
Ursprünglich hatte ich die
Vorstellung, mit einer Prägeplatte (in Foto 4
 ist sie in Arbeit) die Alu-Folienstreifen (Haushaltfolie) zu Nietenköpfen zu
prägen und gleichzeitig mit den scharfen Kanten dieser Platte, diese auch außen
auf Maß zu beschneiden. In der Vergangenheit habe ich derartiges schon gemacht.
Es klappte nicht, weder beim ersten Versuch mit einer Gummiplatte aus
Silikon-Gummi noch beim zweiten Versuch mit zwei Lagen Fahrradschlauch. Die nur
0,01 mm dicke Haushaltfolie wurde an den Plattenrändern nur abgebogen, nicht
geschnitten. Schlimmer war jedoch, daß jeder Nietenkopf einen Riß bekam. Hier
wäre später beim Ankleben der Folie an das Modell der Lack als Klebemittel
ausgetreten. Also raus aus dem Kopf damit. Die Nietenköpfe hatte ich zuerst
eingestochen, danach die Kanten dieser winzigen Vertiefungen mit einer kleinen
rotierenden Drahtbürste noch auf der Fräsmaschine entgratet. Weil dabei logisch
auch die Außenkanten stumpf werden, habe ich diese (vorher geplant!) noch einmal
0,3 mm nachgefräst.
ist sie in Arbeit) die Alu-Folienstreifen (Haushaltfolie) zu Nietenköpfen zu
prägen und gleichzeitig mit den scharfen Kanten dieser Platte, diese auch außen
auf Maß zu beschneiden. In der Vergangenheit habe ich derartiges schon gemacht.
Es klappte nicht, weder beim ersten Versuch mit einer Gummiplatte aus
Silikon-Gummi noch beim zweiten Versuch mit zwei Lagen Fahrradschlauch. Die nur
0,01 mm dicke Haushaltfolie wurde an den Plattenrändern nur abgebogen, nicht
geschnitten. Schlimmer war jedoch, daß jeder Nietenkopf einen Riß bekam. Hier
wäre später beim Ankleben der Folie an das Modell der Lack als Klebemittel
ausgetreten. Also raus aus dem Kopf damit. Die Nietenköpfe hatte ich zuerst
eingestochen, danach die Kanten dieser winzigen Vertiefungen mit einer kleinen
rotierenden Drahtbürste noch auf der Fräsmaschine entgratet. Weil dabei logisch
auch die Außenkanten stumpf werden, habe ich diese (vorher geplant!) noch einmal
0,3 mm nachgefräst.
Mit 0,05 mm dicker Alufolie ging
es besser. Derartige Folie findet man als Abdeckung auf den Menü-Schalen von
Fertiggerichten oder auf Joghurt-Bechern. Dabei muß mal jedoch vorsichtig sein,
nicht alles, was nach Alufolie aussieht, ist auch welche. Die Nietenköpfe rissen
nicht mehr ein. Gleichzeitig habe ich die Prägeplatten geändert. Sie haben nun
eine jeweils nur 0,2 mm tiefe Nut (nach neuen Erfahrungen besser 0,3 mm), in
deren Grund die Nietenköpfe eingestochen werden (Fotos 5
 und 6
und 6
 ).
In diese Nut werden die Folienstreifen eingelegt. Sie können so beim Prägen
nicht seitlich verrutschen. Mit einem Gummikissen von drei Lagen Fahrradschlauch
werden sie in Form gedrückt. Die Folienstreifen sind exakt 0,1 mm schmaler als
die Nut. So genau kann man die Streifen nicht mit der Papierschere von Hand
schneiden. Ich verwende zum Schneiden von exakten Papier- und Folienstreifen
stets meine “aufgemotzte“ Fotoschere. Wie das aussieht: (2,
Seiten 9/10) und hier Foto 7
).
In diese Nut werden die Folienstreifen eingelegt. Sie können so beim Prägen
nicht seitlich verrutschen. Mit einem Gummikissen von drei Lagen Fahrradschlauch
werden sie in Form gedrückt. Die Folienstreifen sind exakt 0,1 mm schmaler als
die Nut. So genau kann man die Streifen nicht mit der Papierschere von Hand
schneiden. Ich verwende zum Schneiden von exakten Papier- und Folienstreifen
stets meine “aufgemotzte“ Fotoschere. Wie das aussieht: (2,
Seiten 9/10) und hier Foto 7
 .
.
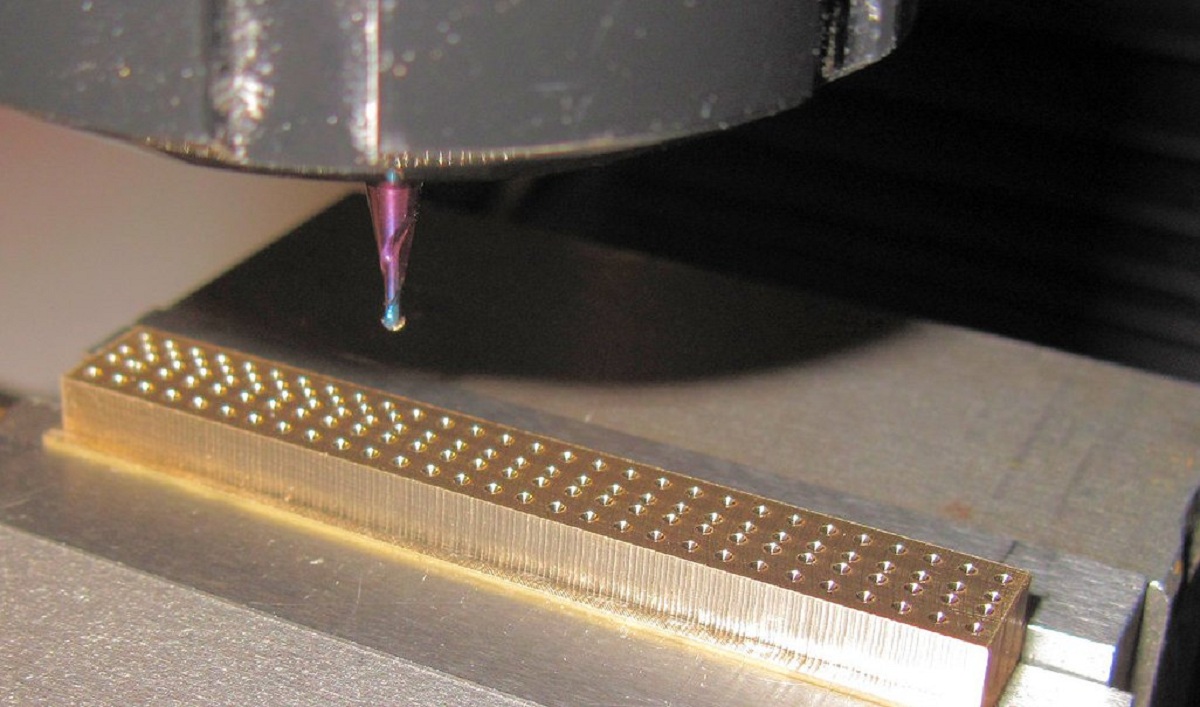
Übrigens: die für jeden Nietenkopf
100% gleiche Bohrtiefe erreicht man nicht, indem man jedes Mal den Höhensupport
der Fräsmaschine auf- und nieder kurbelt. Besser man bohrt gegen einen fest
eingestellten Tiefenanschlag der Bohrpinole. Praktisch sieht das so aus: Weit
oben wird die Bohrpinole fest gegen den Anschlag gedrückt und so geklemmt. Dann
fährt man den Höhensupport extrem (!) langsam unter Beobachtung mit einer Lupe
gegen die Fläche der Prägeplatte, bis erste winzigste Spänchen entstehen (Nullung
der Skala vom Höhensupport oder auch der digitalen Höhenmeß-Einrichtung). Von da
aus fährt man den ermittelten Wert (in unserem Fall 1,4 oder 1,5 mm) tiefer und
bohrt so den ersten Kopf. Nun wird die Pinolen-Klemmung gelöst und man kann in
der Folge die anderen Vertiefungen mit immer der gleichen Tiefe gegen den
Anschlag bohren (Fotos 4 und 5).
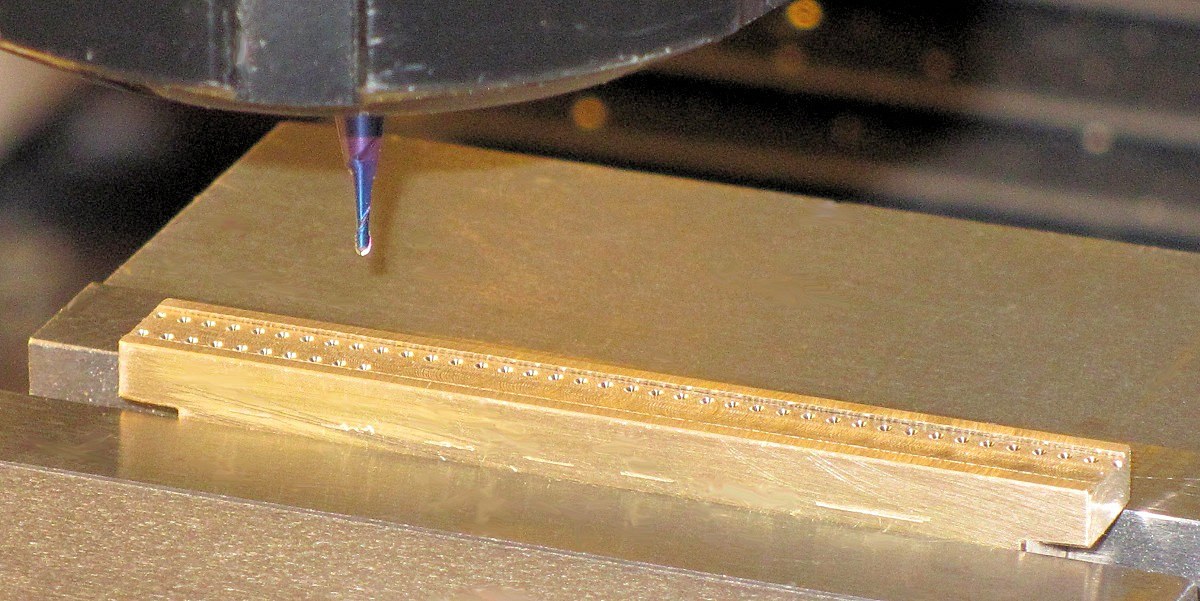
Die Abstände der Nietenköpf macht,
wie schon gesagt, die Fräsmaschine oder genauer gesagt: der Skalenring des
jeweiligen Supports. Hat man mehrere Reihen nebeneinander zu bohren, so zählt
man nur bei der ersten Reihe, schreibt sich jeden Skalenwert auf (Foto 2 links).
So muß man bei den weiteren Reihen nur noch diese Zahlenwerte „anfahren“. Kommen
dazwischen diagonal versetzte Bohrungen, so wird die erste Bohrung „angefahren“
(die Zahlen 0,65 im Foto 2) und dann wieder „genullt“. So kann man wieder die
gleiche Zahlenreihe verwenden. Es ist im Grunde sehr einfach, wenn man das
Koordinaten-Bohren einmal verstanden hat. Man beginnt zum Einarbeiten mit einer
einreihigen Nietenreihe. Hier kann man den Y-Support für das Fräsen der 0,2-Nut
und für das Bohren der Nietkopf-Senkungen „stehen lassen“. Erst danach macht man
zwei-, vier- oder auch die sechsreihigen Nietenbahnen.
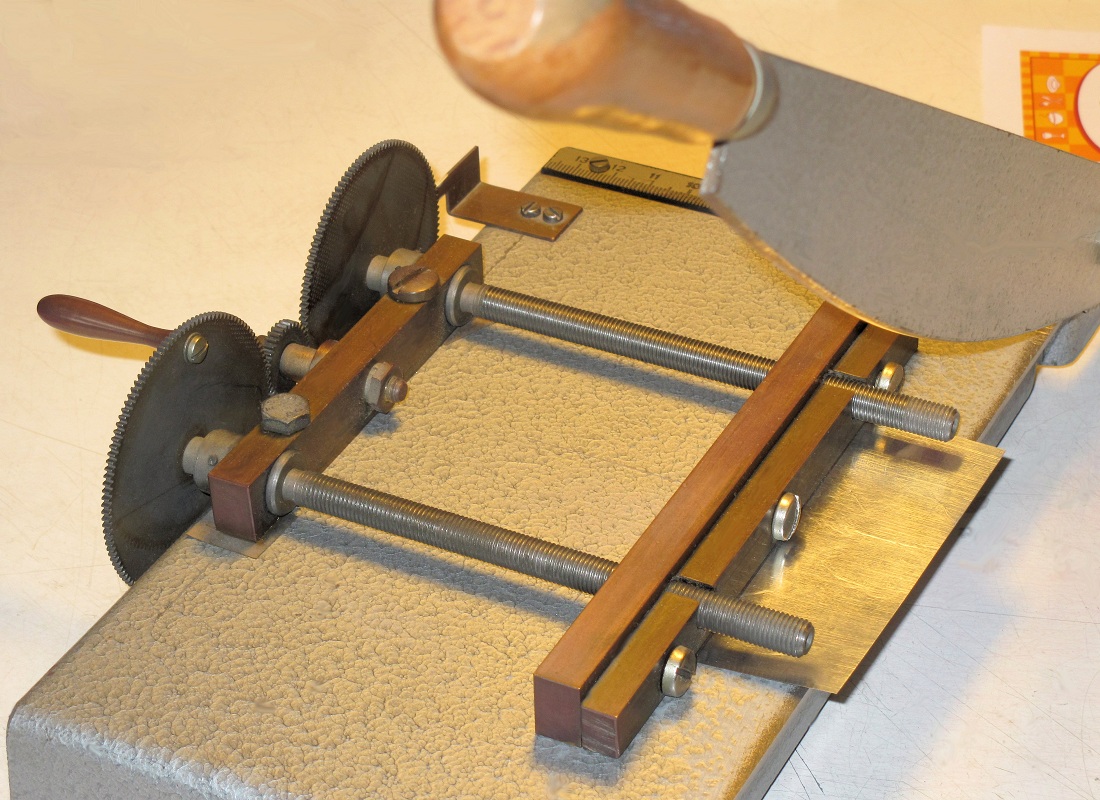
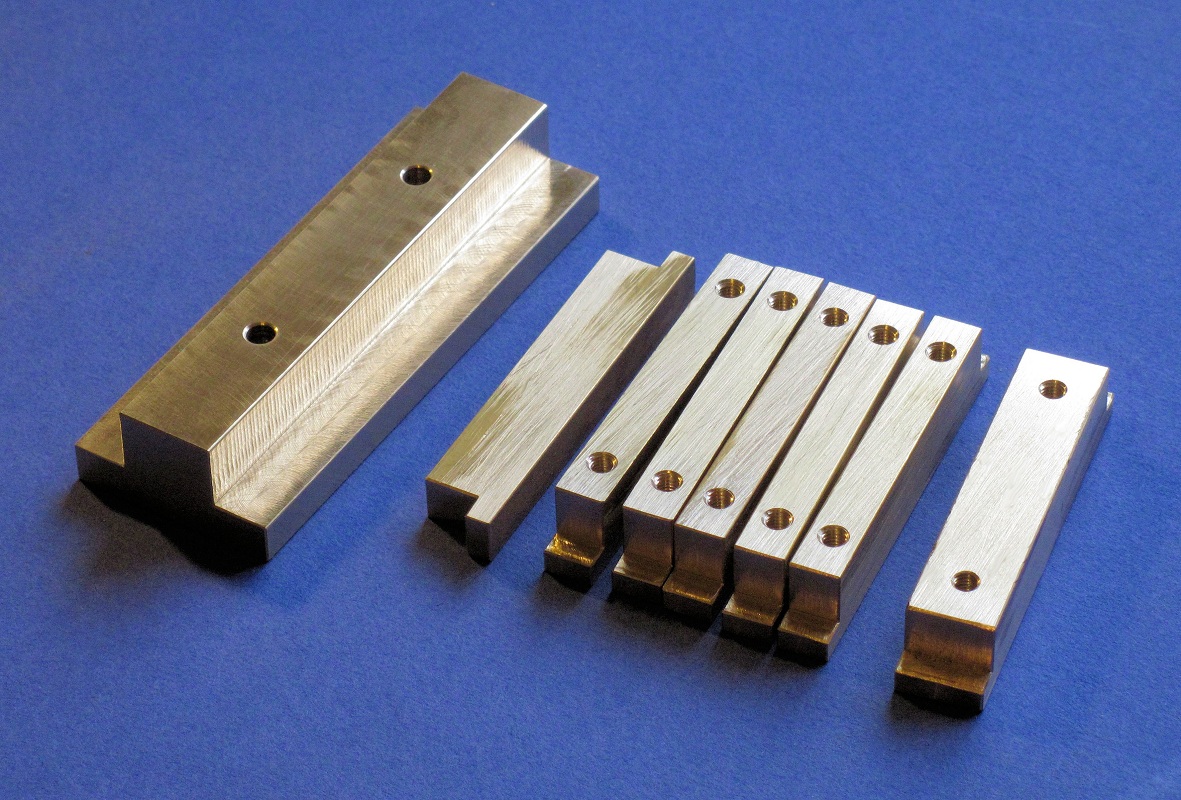
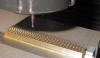
Zur Not und für Versuche kann man
das Gummikissen-Prägen zwischen den Backen eines Schraubstocks machen. Ich habe
mir für die größeren Stückzahlen und eine bessere Arbeit eine Bank mit zwei
Haltebohrungen gefräst (Foto 8 ganz links
 ),
welche mit Spanneisen auf dem Fräsmaschinentisch gespannt wird. Auf diese Bank
werden nacheinander die Prägeplatten (sieben Stück im Foto 8) befestigt. Die
Prägeplatten haben unten je zwei M3-Sacklochbohrungen. Die Stufen an beiden
Enden habe ich angefräst, damit ich hier die Alufolie-Streifen umlegen kann und
sie auf diese Weise von selbst halten. Die breitere Platte rechts im Bild ist
für die sechsreihigen Nietenstreifen vorgesehen.
),
welche mit Spanneisen auf dem Fräsmaschinentisch gespannt wird. Auf diese Bank
werden nacheinander die Prägeplatten (sieben Stück im Foto 8) befestigt. Die
Prägeplatten haben unten je zwei M3-Sacklochbohrungen. Die Stufen an beiden
Enden habe ich angefräst, damit ich hier die Alufolie-Streifen umlegen kann und
sie auf diese Weise von selbst halten. Die breitere Platte rechts im Bild ist
für die sechsreihigen Nietenstreifen vorgesehen.
Die Arbeitsweise für jede
Prägeplatte ist immer gleich: Die obere Fläche wird überfräst. Danach wird die
0,2 mm tiefe Nut eingefräst. Schon das ist Koordinaten-Fräsen. Man muss immer
die Kontrolle haben, wo genau die Mitte des Fräsers aus welcher
Anfahrrichtung (immer die gleiche!) steht. Dann wird das „Bohrbild“ der
Nietenköpfe gebohrt (Fotos 4 und 5) und danach mit der kleinen runden
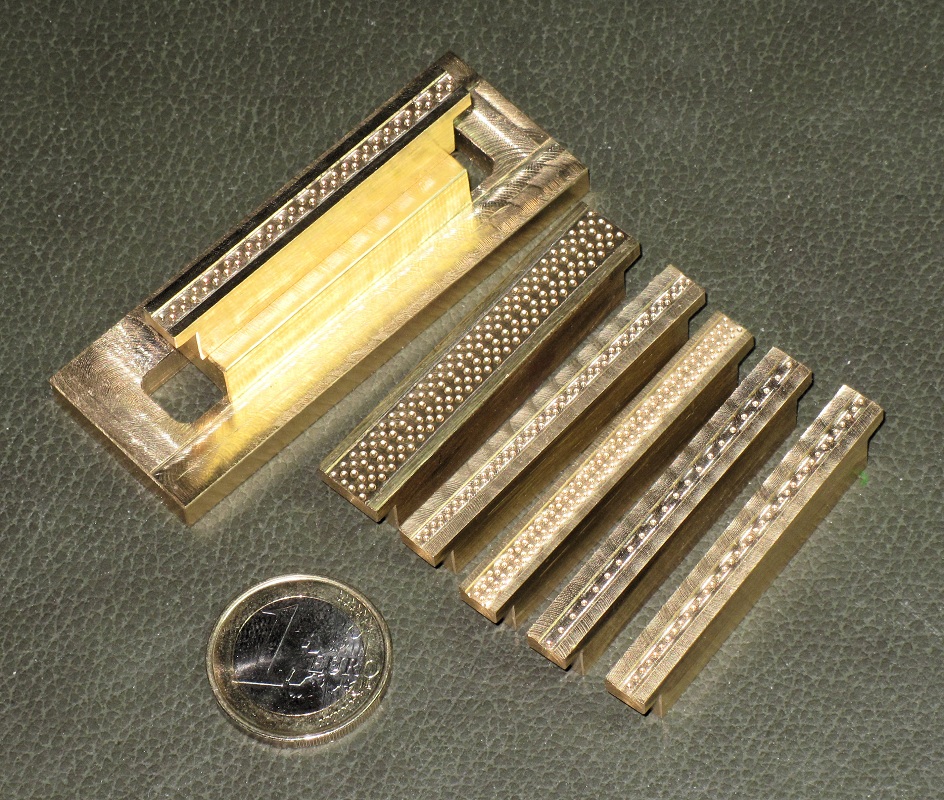
Drahtbürste entgratet. Foto 9
 zeigt alle fertigen Prägeplatten.
zeigt alle fertigen Prägeplatten.
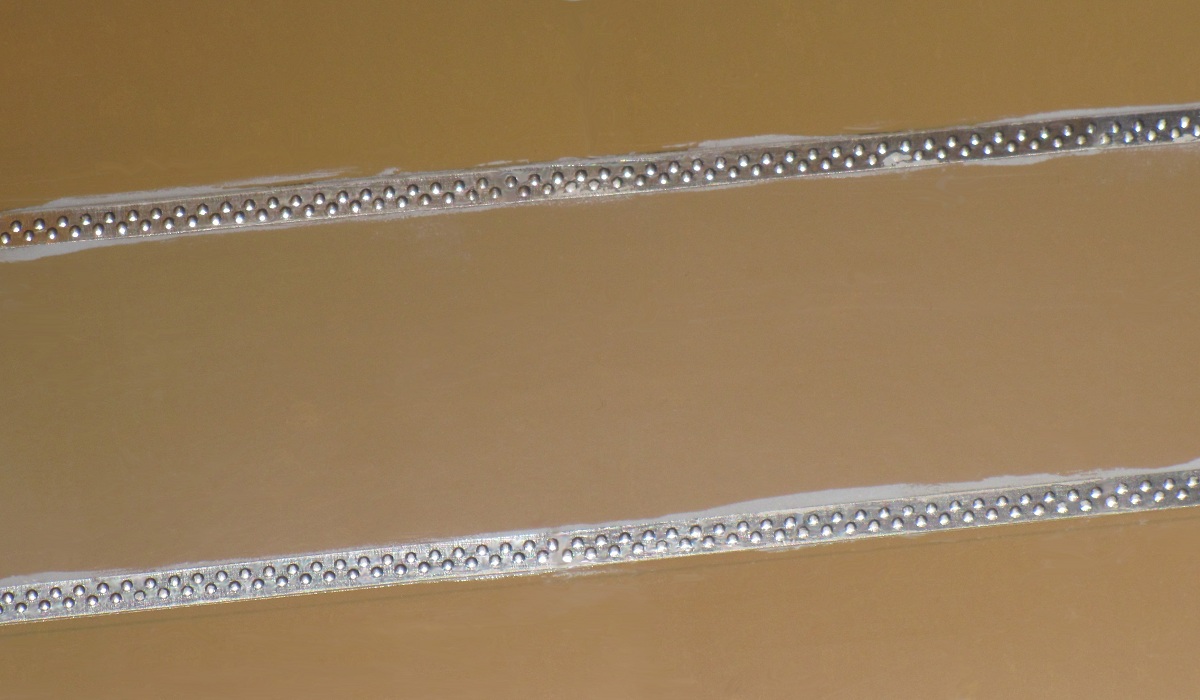
Begonnen habe ich mit den
sechsfachen Nietenreihen. In die Prägeplatte war dazu eine genau 7 mm breite Nut
gefräst. Ich mußte dafür später 6,9 mm breite Folienstreifen schneiden. Im Foto
10  sind zwei derartige Streifen zu sehen.
Beim oberen Streifen erkennt man, daß die Ränder oft etwas gerundet erscheinen.
Ich habe die Streifen deshalb auf mehrere Lagen Papier gelegt und mit der
geraden Kante eines Lineals bei mehrfachem Wenden glattgestrichen. Der
Folienstreifen soll vor dem Einlegen in die Prägeplatte möglichst gerade und
nicht verwunden sein. Wenn man für ein- oder zweireihige Nietenreihen besonders
schmale Streifen schneidet, so werden diese in der Regel seitlich sogar
verbogen. Man kann sie so krumm nicht in die Prägeplatten-Nut legen. Wieder mit
der Kante des Lineals habe ich die „innere“ Kante des Streifens mit etwas mehr
Druck überstrichen. Der Folien-Streifen liegt dabei am Rand der
Papierunterlagen. Man kann hier sehr gefühlvoll den Alu-Streifen nahezu gerade
„lenken“. Hier ist tatsächlich einmal Fingerspitzengefühl und Augenmaß
gefordert.
sind zwei derartige Streifen zu sehen.
Beim oberen Streifen erkennt man, daß die Ränder oft etwas gerundet erscheinen.
Ich habe die Streifen deshalb auf mehrere Lagen Papier gelegt und mit der
geraden Kante eines Lineals bei mehrfachem Wenden glattgestrichen. Der
Folienstreifen soll vor dem Einlegen in die Prägeplatte möglichst gerade und
nicht verwunden sein. Wenn man für ein- oder zweireihige Nietenreihen besonders
schmale Streifen schneidet, so werden diese in der Regel seitlich sogar
verbogen. Man kann sie so krumm nicht in die Prägeplatten-Nut legen. Wieder mit
der Kante des Lineals habe ich die „innere“ Kante des Streifens mit etwas mehr
Druck überstrichen. Der Folien-Streifen liegt dabei am Rand der
Papierunterlagen. Man kann hier sehr gefühlvoll den Alu-Streifen nahezu gerade
„lenken“. Hier ist tatsächlich einmal Fingerspitzengefühl und Augenmaß
gefordert.
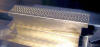
Damit ich nicht nach jedem auf der
Schere geschnittenen Streifen einen weiteren 1,2 mm breiten „Nullschnitt“ machen
mußte, habe ich zur nächsten Nullmarkierung auf dem Zahnrad einen 0,2 mm breiten
Schnitt gemacht. In der Nahaufnahme von Foto 11
 ist dieser Abfall zu sehen, der tatsächlich
0,2 mm breit ist. So genau schneidet die Schere.
ist dieser Abfall zu sehen, der tatsächlich
0,2 mm breit ist. So genau schneidet die Schere.
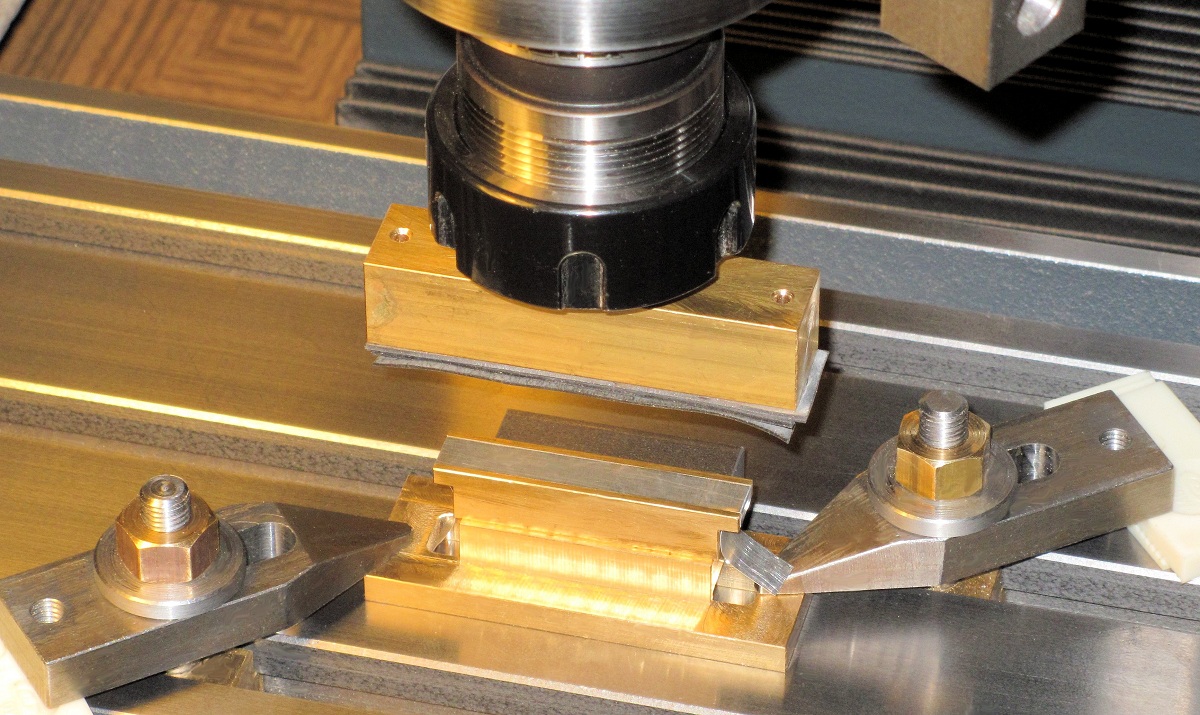
Im Foto 12
 ist die Prägeplatte mit dem ersten eingelegten und angebogenen Folienstreifen
auf dem Tisch der Fräsmaschine gespannt; darüber mit einem Spannzapfen die
stabile Leiste des Gummikissens mit den angeschraubten drei Lagen
Fahrradschlauch in der Spannzange des Zangenfutters. Man blockiert am besten die
Frässpindel, damit sie sich nicht verdrehen kann (Netzstecker ziehen!). Mit dem
Handrad des Höhensupports habe ich den Fräskopf kräftig nach unten gegen die
Prägeplatte gedrückt. Nach einigen Teilen hat man das Gespür dafür, wie kräftig
man dabei drücken muß. Das Eindrücken der zahlreichen Noppen in das Blech wirkt
ähnlich wie Punktplanieren. Durch die Streckung und den „Fluß“ des Materials
wird es vollkommen eben. Schon die Entnahme aus der Vorrichtung macht man mit
einer Pinzette. Mit zwei Fingern halte ich dazu den eben geprägten Streifen und
biege die umgeschlagenen Enden etwa gerade. Danach löst sich der Streifen
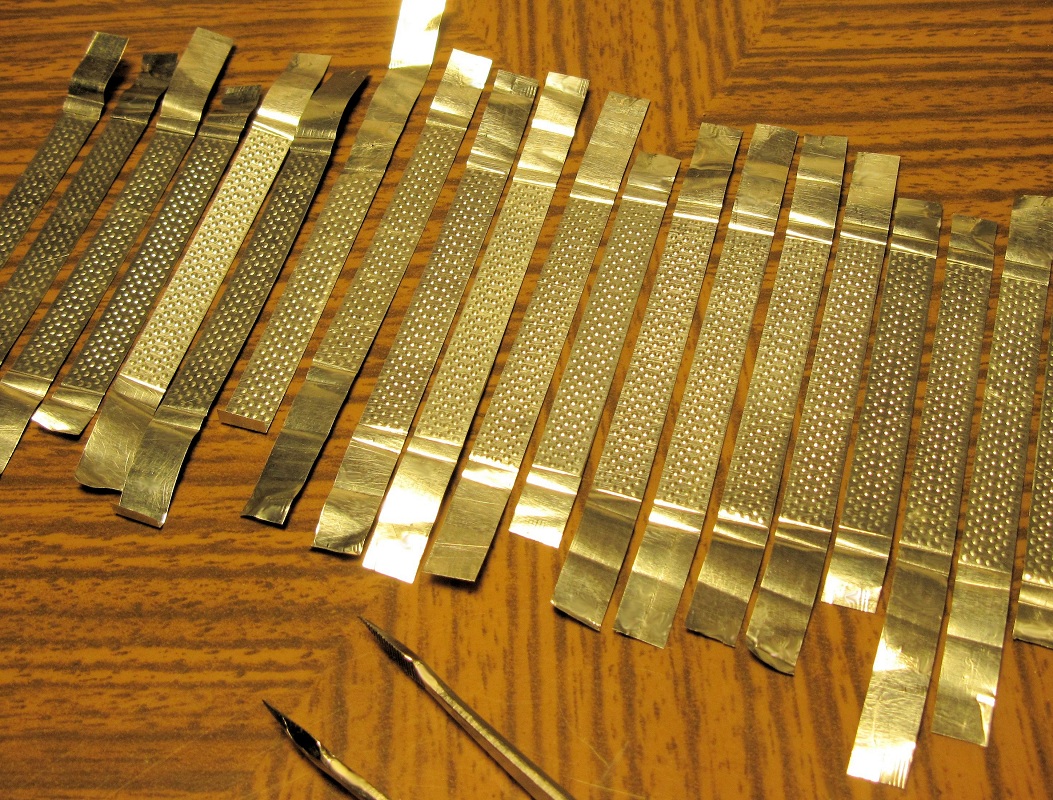
beinahe von selbst aus der Nut. Im Foto 13
ist die Prägeplatte mit dem ersten eingelegten und angebogenen Folienstreifen
auf dem Tisch der Fräsmaschine gespannt; darüber mit einem Spannzapfen die
stabile Leiste des Gummikissens mit den angeschraubten drei Lagen
Fahrradschlauch in der Spannzange des Zangenfutters. Man blockiert am besten die
Frässpindel, damit sie sich nicht verdrehen kann (Netzstecker ziehen!). Mit dem
Handrad des Höhensupports habe ich den Fräskopf kräftig nach unten gegen die
Prägeplatte gedrückt. Nach einigen Teilen hat man das Gespür dafür, wie kräftig
man dabei drücken muß. Das Eindrücken der zahlreichen Noppen in das Blech wirkt
ähnlich wie Punktplanieren. Durch die Streckung und den „Fluß“ des Materials
wird es vollkommen eben. Schon die Entnahme aus der Vorrichtung macht man mit
einer Pinzette. Mit zwei Fingern halte ich dazu den eben geprägten Streifen und
biege die umgeschlagenen Enden etwa gerade. Danach löst sich der Streifen
beinahe von selbst aus der Nut. Im Foto 13
 sehen wir das saubere Ergebnis der gesamten Vorbereitung. Die einzelnen Stücke
müssen später mit einer scharfen Schere nur noch abgelängt werden. In ähnlicher
Weise habe ich auch die anderen Nietenreihen mit dem Gummikissen gedrückt.
sehen wir das saubere Ergebnis der gesamten Vorbereitung. Die einzelnen Stücke
müssen später mit einer scharfen Schere nur noch abgelängt werden. In ähnlicher
Weise habe ich auch die anderen Nietenreihen mit dem Gummikissen gedrückt.
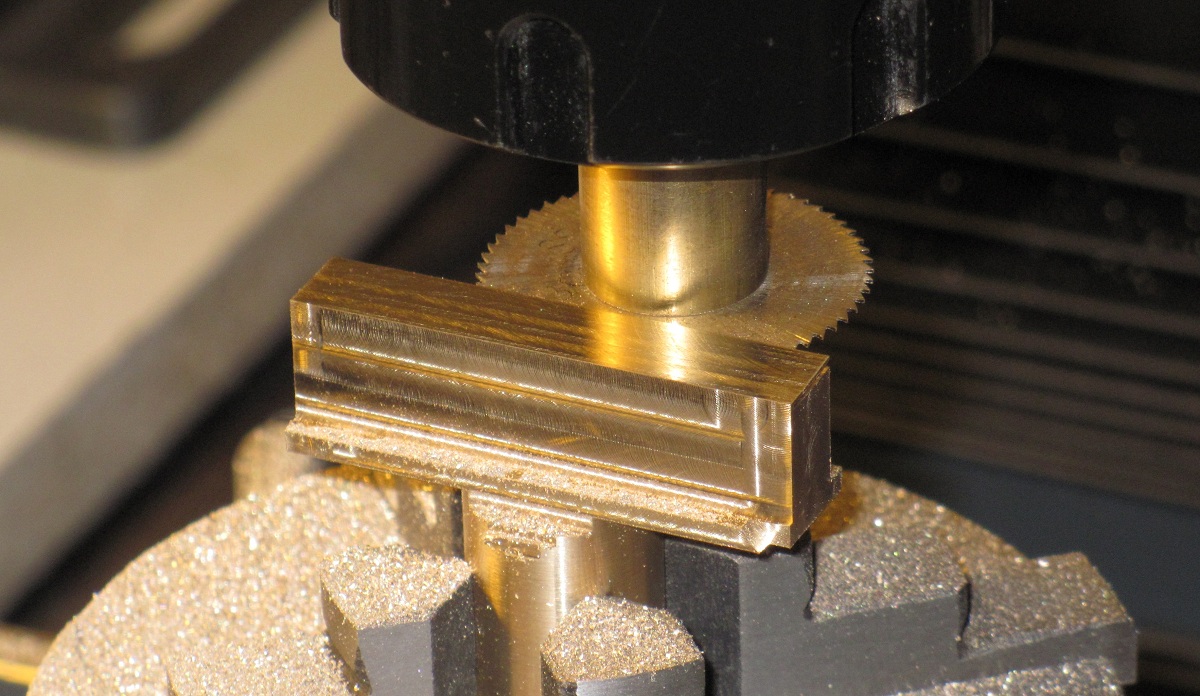
Die Herstellung der 0,3 mm dicken
Platten, auf welche die sechsfachen Nietenstreifen am Rumpf geklebt werden, war
relativ einfach. Im Teilgerät habe ich ein entsprechendes Profilstück gefräst
(Foto 14
 ),
von dem mit einer exakt rundlaufenden Metallkreissäge (Ø 30, 0,3 dick, 60 Zähne,
darf auch etwas größer sein) in 0,6-mm-Schritten 0,3-mm-Scheiben abgeschnitten
wurden (Foto 15
),
von dem mit einer exakt rundlaufenden Metallkreissäge (Ø 30, 0,3 dick, 60 Zähne,
darf auch etwas größer sein) in 0,6-mm-Schritten 0,3-mm-Scheiben abgeschnitten
wurden (Foto 15
 ).
).
(Auch Messing kann man in diesen
Dimensionen nicht in einem Schnitt absägen. Man sägt Span für Span immer etwas
tiefer, auch Gleich- und Gegenlauffräsen sollte man dabei beachten. Meine Regime
für das Absägen der 7 mm breiten Streifen will ich an der Stelle einmal
schildern: Der erste Span im Gegenlauffräsen ist vom „Ankratzen“ nur 0,3 mm
tief, damit die Säge ersteinmal eine "Spur" findet. Bei der „Rückfahrt“ im
Gleichlauffräsen schon weitere 0,5 mm tiefer. Dann wieder Gegenlauffräsen 0,8
tiefer und zurück dann 1 mm tiefer. Die Säge steht nach diesen vier Schnitten
nun schon 2,6 mm tief. Sie hat dabei im Sägespalt so viel Führung, daß man nun
bei den folgenden Spänen 1,5 mm Tiefe oder beim Zurückfahren 1 mm Tiefe
zustellen kann, mehr nicht. Und Messing kann trocken gesägt werden. Die Drehzahl
darf relativ hoch sein, damit die feinen Späne weggeschleudert werden. Und
wichtig: Die Frässpindel muss exakt senkrecht zur Zugrichtung des Supports
stehen. Vgl. dazu hier die Abb.
7)
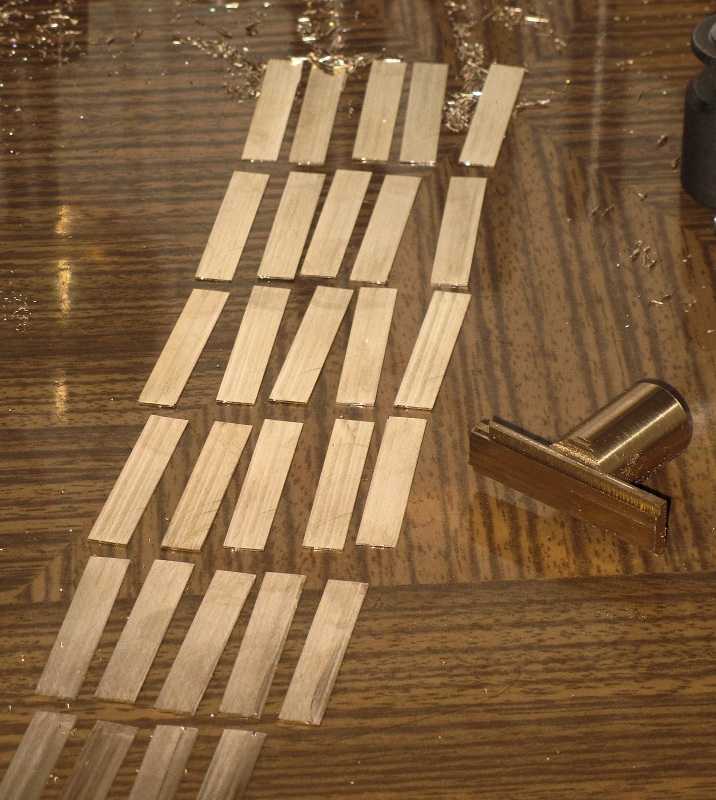
Foto 16
 zeigt die nötige Anzahl der Platten und das Reststück. Die später oben liegenden
Seiten der Platten habe ich mit einer Schlichtfeile längs geglättet und die
Platten danach leicht entgratet.
zeigt die nötige Anzahl der Platten und das Reststück. Die später oben liegenden
Seiten der Platten habe ich mit einer Schlichtfeile längs geglättet und die
Platten danach leicht entgratet.
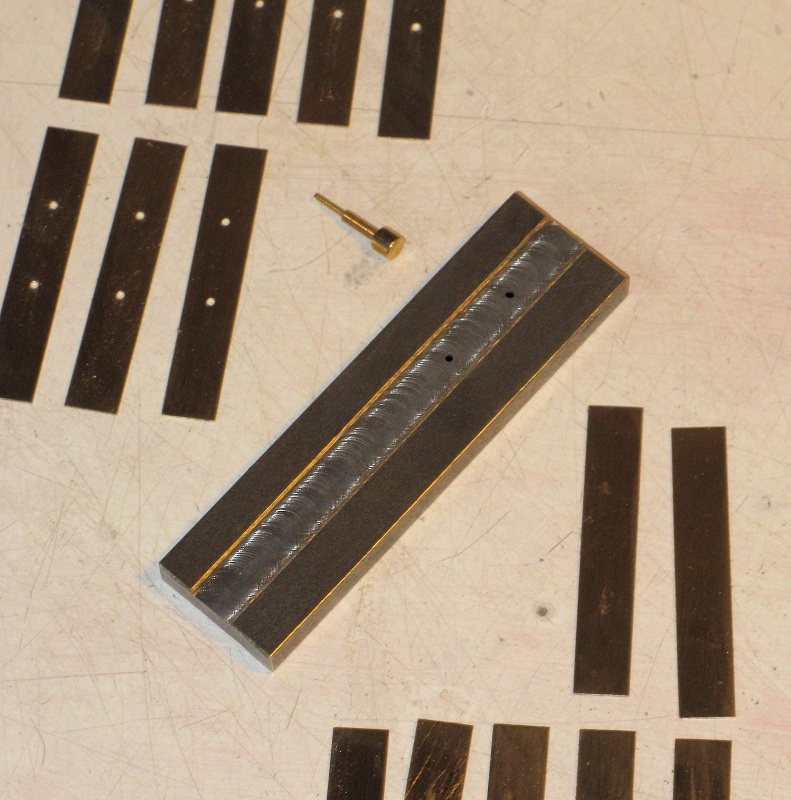
In einer Simpel-Bohrvorrichtung
erhielten die Platten je zwei Bohrungen in gleichen Abständen (Foto 17
 ).
Eine Platte wurde dazu verwendet, diesen Abstand auf die „freigelegte“
Modellrumpf-Außenhaut abzubohren (Foto 18
).
Eine Platte wurde dazu verwendet, diesen Abstand auf die „freigelegte“
Modellrumpf-Außenhaut abzubohren (Foto 18
 ).
Mit einem Skalpell und mit einem Kugel-Zahnarztfräser habe ich die
„Plattengänge“ aus TESA-Klebeband und die Spachtelschicht darunter auf jeweils
einem Streifen etwas schmaler als die anzuklebenden Platten wieder entfernt. Die
Platten erhielten in einer Lötvorrichtung je zwei kurze 1-mm-Kupferdraht-Stifte,
wurden entsprechend der Plattengangbreite gekürzt, vorsichtig der Rumpfwölbung
entsprechend vorgebogen. Die Abfräsung bis auf das Holz der Rumpfplanken hat den
Sinn, daß der 2-K-Kleber die Platten besonders gut hält, also nicht nur die
Stifte eingegossen werden. Die Rundung der Platten habe ich mit einer
Justierzange jeweils einen winzigen Betrag größer gemacht, damit sich die Platte
unter Last eines kleinen Gewichts flächig an die Rumpfwölbung anlegt. Die
Modellrumpf liegt bei diesen Klebevorgängen auf der Seite.
).
Mit einem Skalpell und mit einem Kugel-Zahnarztfräser habe ich die
„Plattengänge“ aus TESA-Klebeband und die Spachtelschicht darunter auf jeweils
einem Streifen etwas schmaler als die anzuklebenden Platten wieder entfernt. Die
Platten erhielten in einer Lötvorrichtung je zwei kurze 1-mm-Kupferdraht-Stifte,
wurden entsprechend der Plattengangbreite gekürzt, vorsichtig der Rumpfwölbung
entsprechend vorgebogen. Die Abfräsung bis auf das Holz der Rumpfplanken hat den
Sinn, daß der 2-K-Kleber die Platten besonders gut hält, also nicht nur die
Stifte eingegossen werden. Die Rundung der Platten habe ich mit einer
Justierzange jeweils einen winzigen Betrag größer gemacht, damit sich die Platte
unter Last eines kleinen Gewichts flächig an die Rumpfwölbung anlegt. Die
Modellrumpf liegt bei diesen Klebevorgängen auf der Seite.
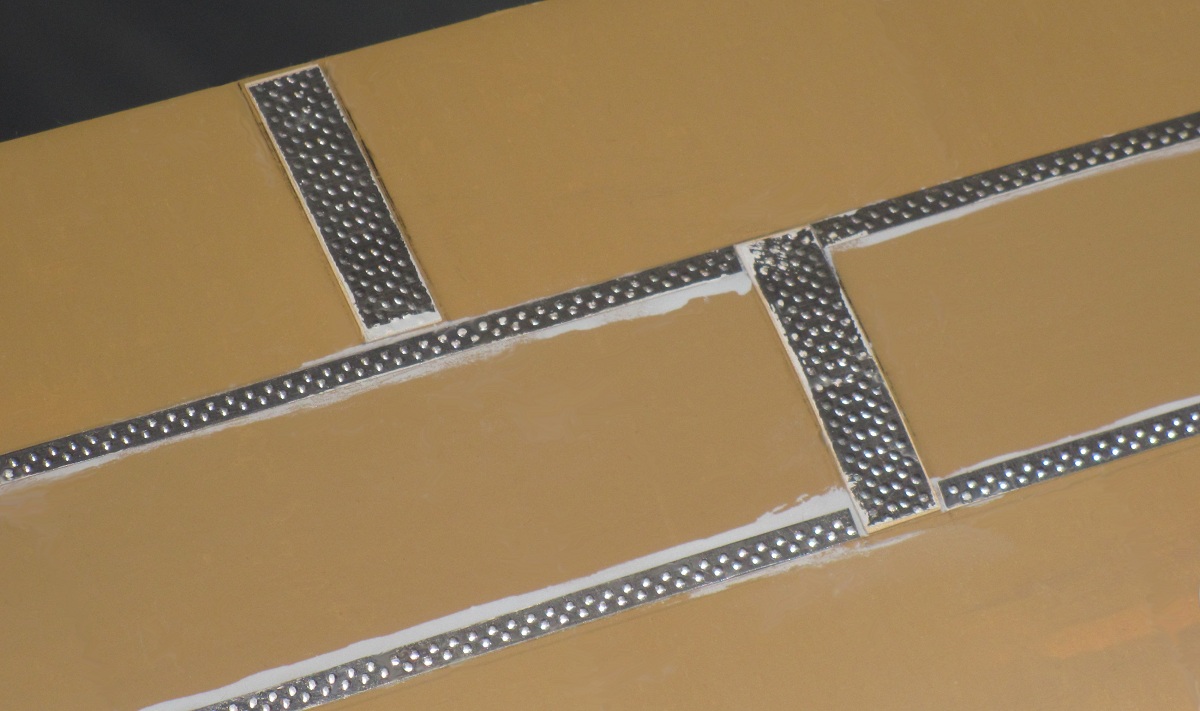
Auch hier wurden die Spalte
zwischen den Platten und dem TESA-Band wieder mit dünnflüssigem Sekundenkleber
gefüllt. Dann konnte ich endlich die geprägten Folienstreifen mit 2-K-Lack
sowohl auf die Platten als auch auf die Nähte aufkleben (Fotos 19
 und 20
und 20
 ).
Beim Ablängen darf man die hauchdünnen Streifen an den Kanten nicht verbiegen,
denn der Lack als Kleber hat keine Fähigkeit eine etwas verbogene Kante an der
Fläche zu halten. Ich habe hellgrauen Lack verwendet, damit ich genau sehe, wo
die Lackspur sitzt. Lack benötigt Wochen, bis er unter den Folie-Streifen
vollkommen durchgetrocknet ist. Beim Anbringen von Nieten-Folienstreifen an die
Deckshäuser habe ich später die gute Erfahrung gemacht, daß man sie mit
(farbloser!) Nitro-Mattine besser ankleben kann,
hier. Nitro-Farbe trocknet ja schon nach
Minuten. Heute gibt es kaum noch Nitrofarben zu kaufen. Die heutigen Farben sind
sowas von "gesund", daß man sie fast trinken kann. Wie wäre es mit Nagel-Lack.
Ich vermute, der (war?) ist noch auf Nitro-Basis...?
).
Beim Ablängen darf man die hauchdünnen Streifen an den Kanten nicht verbiegen,
denn der Lack als Kleber hat keine Fähigkeit eine etwas verbogene Kante an der
Fläche zu halten. Ich habe hellgrauen Lack verwendet, damit ich genau sehe, wo
die Lackspur sitzt. Lack benötigt Wochen, bis er unter den Folie-Streifen
vollkommen durchgetrocknet ist. Beim Anbringen von Nieten-Folienstreifen an die
Deckshäuser habe ich später die gute Erfahrung gemacht, daß man sie mit
(farbloser!) Nitro-Mattine besser ankleben kann,
hier. Nitro-Farbe trocknet ja schon nach
Minuten. Heute gibt es kaum noch Nitrofarben zu kaufen. Die heutigen Farben sind
sowas von "gesund", daß man sie fast trinken kann. Wie wäre es mit Nagel-Lack.
Ich vermute, der (war?) ist noch auf Nitro-Basis...?
Jürgen Eichardt
Literatur:
(1)
„Fräsen für Modellbauer“ Band 2, Jürgen Eichardt, VTH-Bestellnummer 310
2118, € 19,-
(2)
„Modellbautechniken“, Jürgen Eichardt, VTH-Bestellnummer 312 0035, €
19,-

zurück/back
|
home
 )
(kleine Fotos anklicken). Insgesamt habe ich für Rumpf und
Aufbauten sechs verschiedenartige Nietenreihen ermittelt. In jedem Fall habe ich
vor Beginn der Fräsarbeit ein Stück der jeweiligen Reihe 10-fach größer
gezeichnet, damit ich ein Gespür für die richtigen Dimensionen bekomme (Foto 2
)
(kleine Fotos anklicken). Insgesamt habe ich für Rumpf und
Aufbauten sechs verschiedenartige Nietenreihen ermittelt. In jedem Fall habe ich
vor Beginn der Fräsarbeit ein Stück der jeweiligen Reihe 10-fach größer
gezeichnet, damit ich ein Gespür für die richtigen Dimensionen bekomme (Foto 2
 ).
In die Zeichnung werden die Abstände der Bohrungsmitten eingetragen; später auch
mit kleinen Pfeilen die Skalenwerte in den entsprechenden Anfahrrichtungen beim
Koordinaten-Bohren (1,
Seite 73 bis 78) und die Nietenköpfe werden mit Kreis-Zeichenschablonen
eingezeichnet. Rechts ist im Foto 2 dargestellt, wie ich die Bohrtiefe ermittelt
habe. Die Nietenkopfvertiefungen in die plangefräste Messingplatte habe ich
diesmal mit Vollhartmetall-Radiusfräsern eingestochen. Für meine diesbezüglichen
Arbeiten habe ich mir drei derartige Fräser (Ø 0,8, Ø 1, Ø 1,2) zum Wert von
fast 100,- € geleistet. Die billigere, nicht unbedingt schlechtere Alternative
sind Kugel-Zahnarztfräser. Fragen Sie Ihren Zahnarzt nach gebrauchten Fräsern,
welche er ohnehin wegwirft. Sie genügen für unsere Zwecke immer noch!
).
In die Zeichnung werden die Abstände der Bohrungsmitten eingetragen; später auch
mit kleinen Pfeilen die Skalenwerte in den entsprechenden Anfahrrichtungen beim
Koordinaten-Bohren (1,
Seite 73 bis 78) und die Nietenköpfe werden mit Kreis-Zeichenschablonen
eingezeichnet. Rechts ist im Foto 2 dargestellt, wie ich die Bohrtiefe ermittelt
habe. Die Nietenkopfvertiefungen in die plangefräste Messingplatte habe ich
diesmal mit Vollhartmetall-Radiusfräsern eingestochen. Für meine diesbezüglichen
Arbeiten habe ich mir drei derartige Fräser (Ø 0,8, Ø 1, Ø 1,2) zum Wert von
fast 100,- € geleistet. Die billigere, nicht unbedingt schlechtere Alternative
sind Kugel-Zahnarztfräser. Fragen Sie Ihren Zahnarzt nach gebrauchten Fräsern,
welche er ohnehin wegwirft. Sie genügen für unsere Zwecke immer noch!