Sicherheitsreling
Vorrichtungen, Lehren, Schablonen und Formwerkzeuge sehe ich beim Modellbau
nicht als „Umwege“; ich sehe sie oft als einzige Möglichkeiten, hohe Qualität zu
erreichen. Auf dem Backbord-Seitengang bei meinem 1:50-Zerstörer-Modell von USS
CASSIN YOUNG sind neben einer Ausstiegsluke zwei etwa relinghohe Bügel
angeordnet (vgl. das Original-Foto
 )(kleine
Fotos anklicken). Die sechs Stützen stehen senkrecht zur Wasserlinie und
die vier Querrohre liegen genau waagerecht. Wie baut man diese scheinbar
unbedeutenden Teile exakt auf ein Deck, welches quer gewölbt (Balkenbucht) und
in Längsrichtung geschwungen (Deckssprung) ist? Nach meiner Ansicht läßt sich
dies nur mit verschiedenen Vorrichtungen gut bewerkstelligen. Deshalb möchte ich
den Bau dieser „Sicherheitsreling“ ausführlich beschreiben. Sinn des Ganzen ist
es, die Schiffsmodellbauer bei ähnlichen Aufgaben zur Anwendung von
Vorrichtungen anzuregen.
)(kleine
Fotos anklicken). Die sechs Stützen stehen senkrecht zur Wasserlinie und
die vier Querrohre liegen genau waagerecht. Wie baut man diese scheinbar
unbedeutenden Teile exakt auf ein Deck, welches quer gewölbt (Balkenbucht) und
in Längsrichtung geschwungen (Deckssprung) ist? Nach meiner Ansicht läßt sich
dies nur mit verschiedenen Vorrichtungen gut bewerkstelligen. Deshalb möchte ich
den Bau dieser „Sicherheitsreling“ ausführlich beschreiben. Sinn des Ganzen ist
es, die Schiffsmodellbauer bei ähnlichen Aufgaben zur Anwendung von
Vorrichtungen anzuregen.
Vor Beginn der Arbeit war die
Arbeitsfolge auch in diesem Fall in allen Einzelschritten und mit Hilfe von
10:1-Vergrößerungs-Zeichnungen genau durchdacht. Im Kopf waren die Teile, wie so
oft bei meinem Modellbau, längst fertig - ich mußte sie nur noch herstellen. Ich
verstehe Modellbauer nicht, wenn sie sagen: Ich mußte das Teil fünfmal bauen,
bevor es mir gefiel. Wenn erst der fünfte Versuch klappt, so hat der Modellbauer
viermal nicht richtig überlegt!
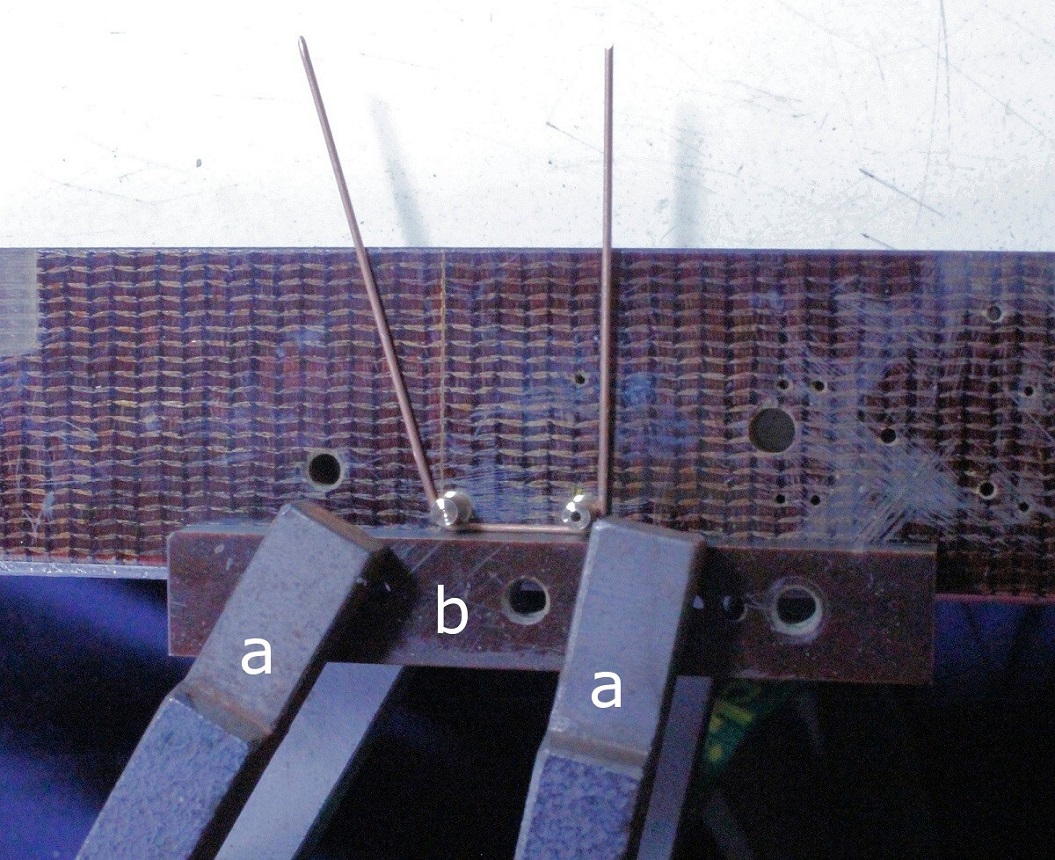
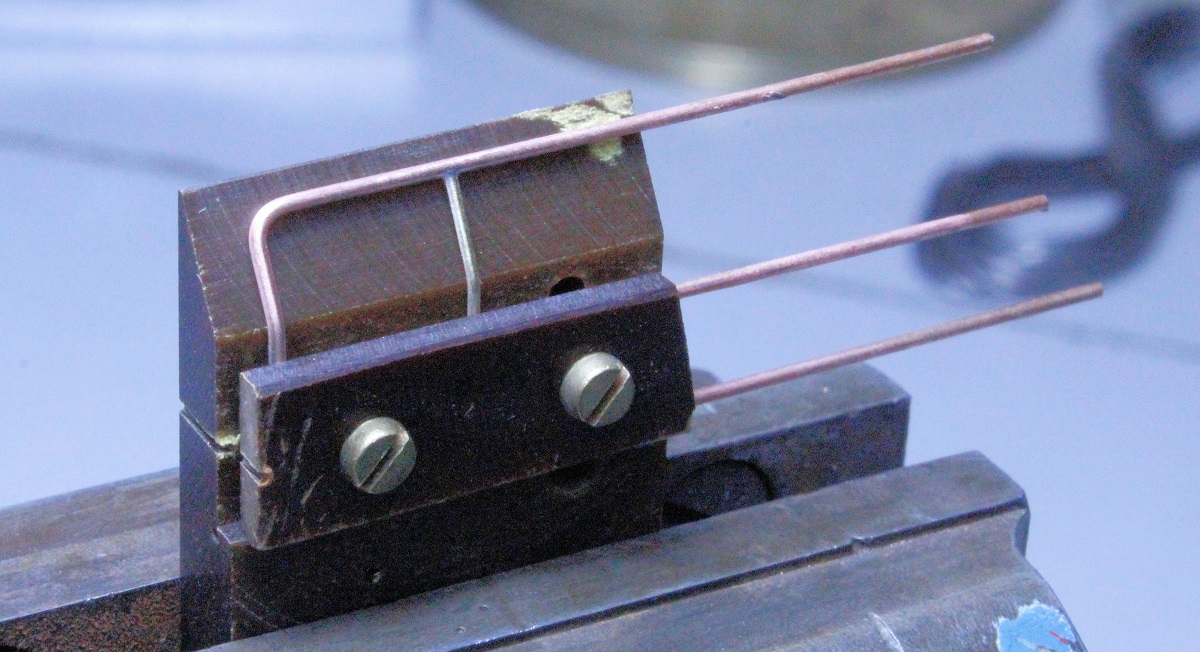
Begonnen habe ich die Herstellung
diesmal mit dem Biegen der beiden U-förmigen „Rohre“ aus 0,8-mm-Kupferdraht,
natürlich auf einer Biegevorrichtung (Abb. 1
 ).
Zwei Messing-Stifte, im richtigen Abstand in eine Pertinax-Platte gesteckt,
dienen als Rundungskörper. Von der oberen Kante her wurden zwei rechtwinklige
Anrisse auf die Platte gezeichnet, damit ich erkennen kann, wie weit ich die
Drähte biegen muß. An der linken Seite ist der Anriß noch zu sehen. Zwei
C-Klammern (a) halten einen Gegenhalte-Balken (b) und die gesamte Vorrichtung an
der Tischkante fest. Beim Biegen drücke ich sehr nahe am Rundungskörper –
z.B. mit einem kleinen Schraubenzieher, nie mit den Fingern!
).
Zwei Messing-Stifte, im richtigen Abstand in eine Pertinax-Platte gesteckt,
dienen als Rundungskörper. Von der oberen Kante her wurden zwei rechtwinklige
Anrisse auf die Platte gezeichnet, damit ich erkennen kann, wie weit ich die
Drähte biegen muß. An der linken Seite ist der Anriß noch zu sehen. Zwei
C-Klammern (a) halten einen Gegenhalte-Balken (b) und die gesamte Vorrichtung an
der Tischkante fest. Beim Biegen drücke ich sehr nahe am Rundungskörper –
z.B. mit einem kleinen Schraubenzieher, nie mit den Fingern!
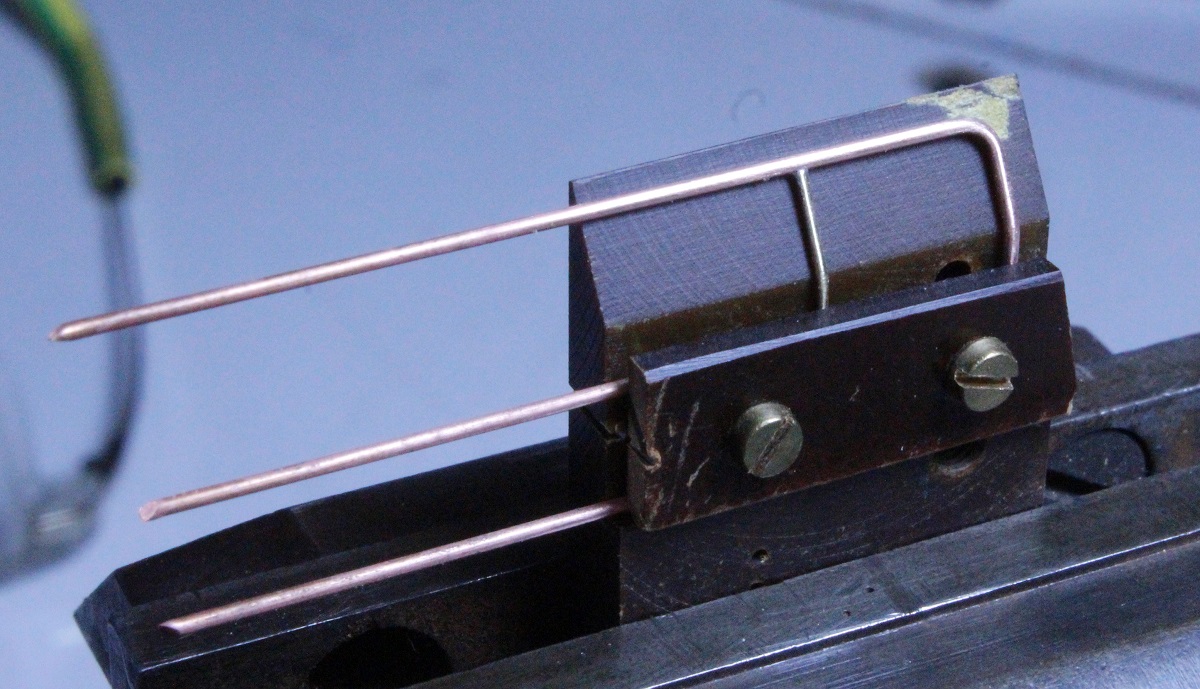
Durch Messen der Außenbreite
dieser U´s minus Drahtstärke (0,8 mm) hat man das Maß, welches man per
Koordinaten-Fräsen für eine Lötvorrichtung (Abb. 2
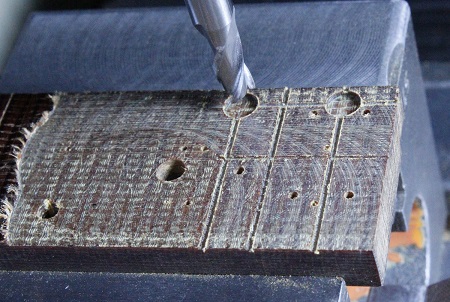 ) für die äußeren Nuten (0,8 mm breiter
Fingerfräser und 0,4 mm tief) benötigt. Eine mittlere, gleichbreite Nut liegt
etwas außer Mitte. Auch die obere Nut hat die Maße 0,8 x 0,4 mm tief. Die Nut
ein Stück tiefer muß für 0,6-mm-Draht gefräst werden, also 0,6 mm breit x 0,3 mm
tief. Wer sich diese sehr kleinen (und nicht billigen) Fingerfräser nicht
besorgen will, kann solche „Draht-Bettungen“ auch mit einem normal großen
Fingerfräser bei 45° schräggestelltem Fräskopf fräsen. Im Bild steche ich eben
mit einem 5-mm-Fingerfräser in die Kreuzungspunkte oben 1 mm tiefe Senkungen
ein. Vor dem Einfräsen der schmalen Nuten als „Lager“ für die Drähte muß die
obere Fläche der Platte als Vorbereitung überstirnt werden. Ich mache derartige
Lötvorrichtungen immer aus Pertinax (Hartgewebe) oder, besser noch, aus dem
feineren Novotex (Hartpapier). Diese Materialien halten die Hitze beim
Weichlöten aus und, das Wichtigste, sie kühlen nicht, wie es z.B. eine
Lötvorrichtung aus Metall (Alu) tun würde.
) für die äußeren Nuten (0,8 mm breiter
Fingerfräser und 0,4 mm tief) benötigt. Eine mittlere, gleichbreite Nut liegt
etwas außer Mitte. Auch die obere Nut hat die Maße 0,8 x 0,4 mm tief. Die Nut
ein Stück tiefer muß für 0,6-mm-Draht gefräst werden, also 0,6 mm breit x 0,3 mm
tief. Wer sich diese sehr kleinen (und nicht billigen) Fingerfräser nicht
besorgen will, kann solche „Draht-Bettungen“ auch mit einem normal großen
Fingerfräser bei 45° schräggestelltem Fräskopf fräsen. Im Bild steche ich eben
mit einem 5-mm-Fingerfräser in die Kreuzungspunkte oben 1 mm tiefe Senkungen
ein. Vor dem Einfräsen der schmalen Nuten als „Lager“ für die Drähte muß die
obere Fläche der Platte als Vorbereitung überstirnt werden. Ich mache derartige
Lötvorrichtungen immer aus Pertinax (Hartgewebe) oder, besser noch, aus dem
feineren Novotex (Hartpapier). Diese Materialien halten die Hitze beim
Weichlöten aus und, das Wichtigste, sie kühlen nicht, wie es z.B. eine
Lötvorrichtung aus Metall (Alu) tun würde.
Die Kanten der Nuten müssen mit
einer kleinen rotierenden Drahtbürste entgratet werden. Abb. 3
 zeigt das Einlöten der mittleren
0,8-mm-Stütze. Mit einer Spitz-Pinzette drücke ich knapp neben der Lötstelle
beide Drähte fest in die Nuten. Im Foto wird nun auch der Sinn der Senkungen
ersichtlich, die gebogenen Rundungen liegen innerhalb dieser. Zahlreiche
Hinweise zum richtigen Löten in (1).
Bei Abb. 4
zeigt das Einlöten der mittleren
0,8-mm-Stütze. Mit einer Spitz-Pinzette drücke ich knapp neben der Lötstelle
beide Drähte fest in die Nuten. Im Foto wird nun auch der Sinn der Senkungen
ersichtlich, die gebogenen Rundungen liegen innerhalb dieser. Zahlreiche
Hinweise zum richtigen Löten in (1).
Bei Abb. 4 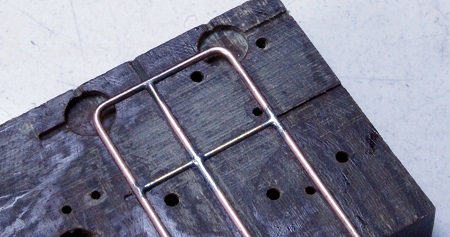 sind nun schon die beiden 0,6
mm „Durchzüge“ eingelötet. Überschüssiges Lötzinn, wie hier in Abb. 4 noch zu
sehen, entfernt man am besten, wenn die Drähte noch in den Nuten liegen. Die
wichtigsten Werkzeuge dazu sind u.a. Dreikantschaber und rotierende
Drahtbürsten. Abb. 5
sind nun schon die beiden 0,6
mm „Durchzüge“ eingelötet. Überschüssiges Lötzinn, wie hier in Abb. 4 noch zu
sehen, entfernt man am besten, wenn die Drähte noch in den Nuten liegen. Die
wichtigsten Werkzeuge dazu sind u.a. Dreikantschaber und rotierende
Drahtbürsten. Abb. 5 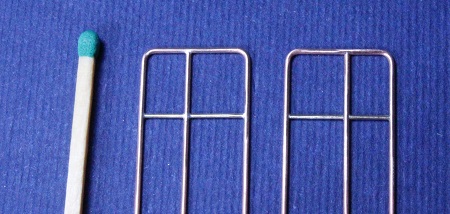 zeigt die
verputzten Teile. So sauber müssen Stöße von zusammengelöteten Drähten, aber
auch andere Lötstellen aussehen. Das Entfernen von überschüssigem Zinn ist die
wichtigste Arbeit beim Löten!
zeigt die
verputzten Teile. So sauber müssen Stöße von zusammengelöteten Drähten, aber
auch andere Lötstellen aussehen. Das Entfernen von überschüssigem Zinn ist die
wichtigste Arbeit beim Löten!
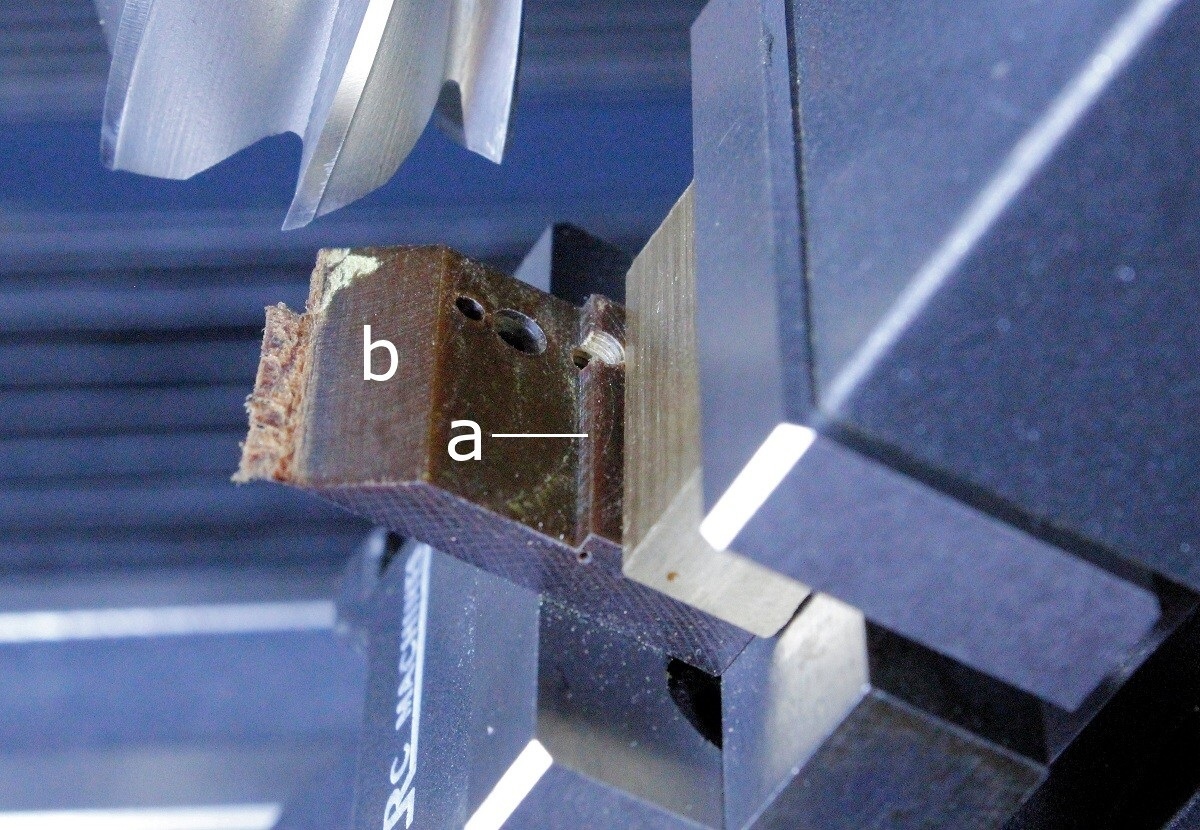
Für das Biegen fräse ich eine
Biegevorrichtung. Wegen der einfachen Bearbeitung habe ich auch hierzu eine
kleine Novotex-Platte verwendet. Zuerst habe ich eine 1 mm hohe Anschlagkante (a
in Abb. 6
 )
gefräst, danach die Platte in einen um 33° geschwenkten Schraubstock gespannt
und die schräge Fläche (b) angefräst. Ich will die Drähte eigentlich um 30°
abwinkeln, vermute jedoch, daß sie nach dem Biegen etwa um 3° zurückfedern,
daher 33°. Die Platte erhält noch eine zweite 2,4-mm-Bohrung und dazu ein
„Spanneisen“ (rechts in Abb. 7
)
gefräst, danach die Platte in einen um 33° geschwenkten Schraubstock gespannt
und die schräge Fläche (b) angefräst. Ich will die Drähte eigentlich um 30°
abwinkeln, vermute jedoch, daß sie nach dem Biegen etwa um 3° zurückfedern,
daher 33°. Die Platte erhält noch eine zweite 2,4-mm-Bohrung und dazu ein
„Spanneisen“ (rechts in Abb. 7
 ).
Bei diesem Foto sieht man auch, wie die Stütze an die erwähnte Anschlagkante
angelegt wird - und die sauberen Lötstöße.
).
Bei diesem Foto sieht man auch, wie die Stütze an die erwähnte Anschlagkante
angelegt wird - und die sauberen Lötstöße.
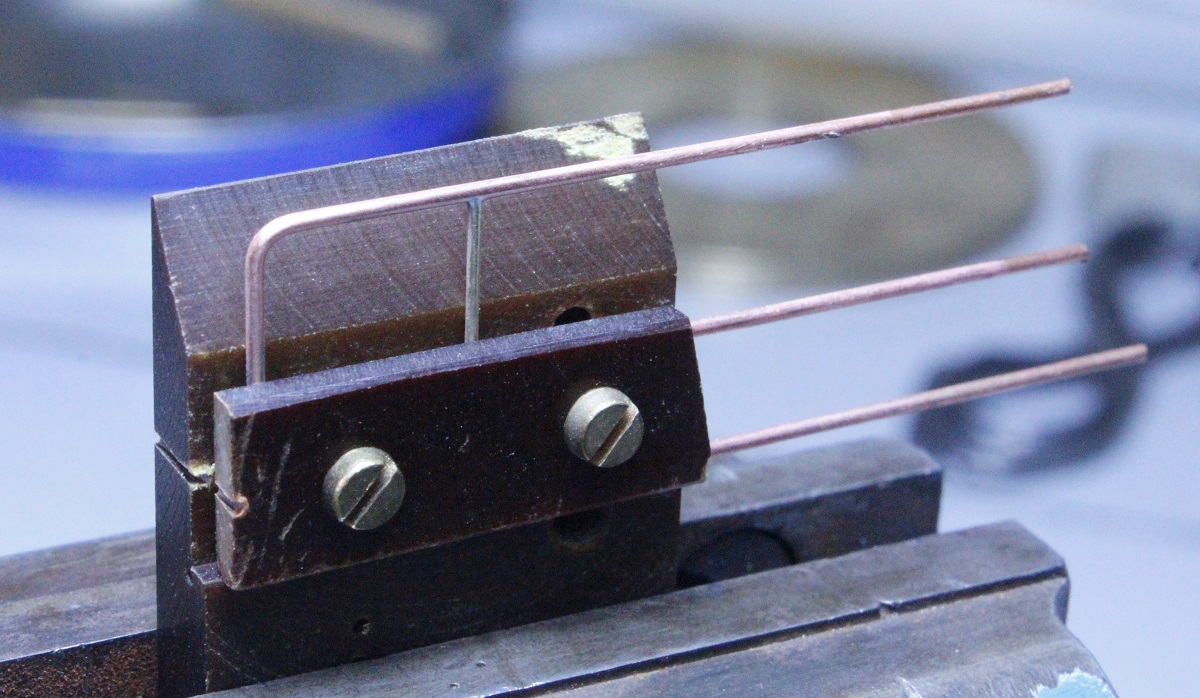
Mit zwei M2-Schrauben
zusammengeschraubt und hochkant im Schraubstock gespannt, sieht es nach Abb. 8
 aus. Die überlangen „Beine“ ragen hier nach rechts. Mit dem Hirnholz einer
Hartholzleiste habe ich die beiden Drähte gleichzeitig nach hinten gehämmert
(Abb. 9
aus. Die überlangen „Beine“ ragen hier nach rechts. Mit dem Hirnholz einer
Hartholzleiste habe ich die beiden Drähte gleichzeitig nach hinten gehämmert
(Abb. 9
 ).
Beim zweiten, spiegelbildlichen Teil ragen die Beine nach links (Abb. 10
).
Beim zweiten, spiegelbildlichen Teil ragen die Beine nach links (Abb. 10
 ).
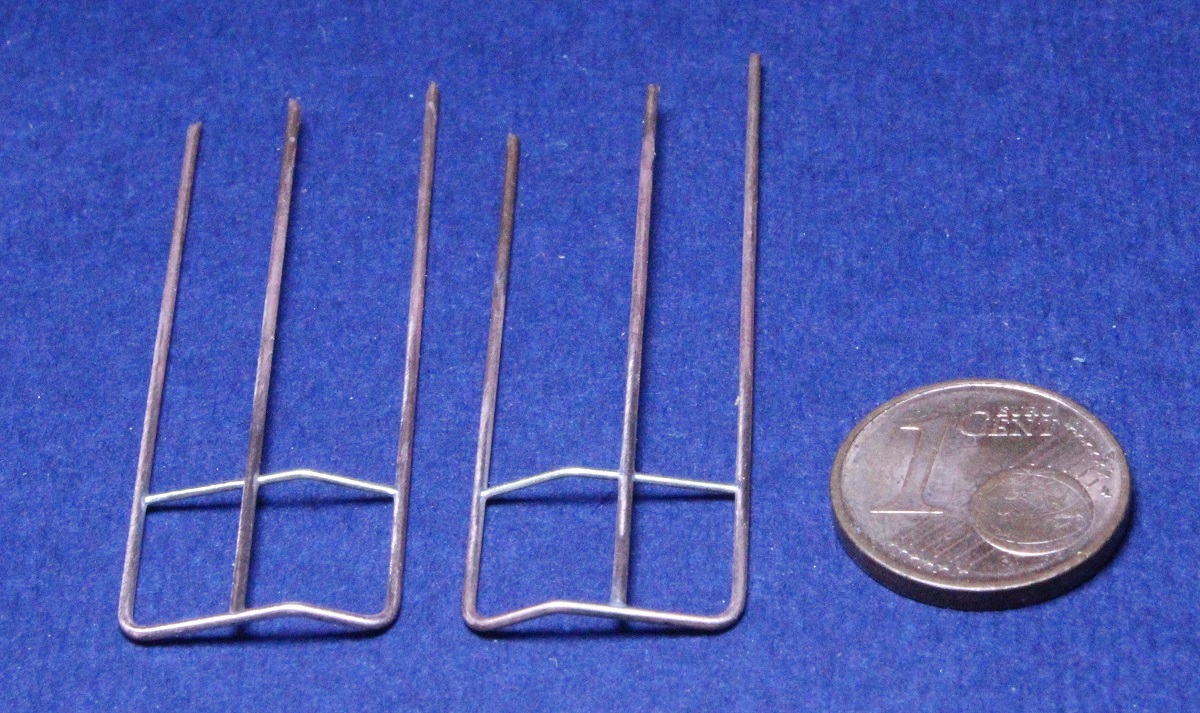
Abb. 11
).
Abb. 11
 zeigt die sauber und gleichmäßig gebogenen Teile.
zeigt die sauber und gleichmäßig gebogenen Teile.
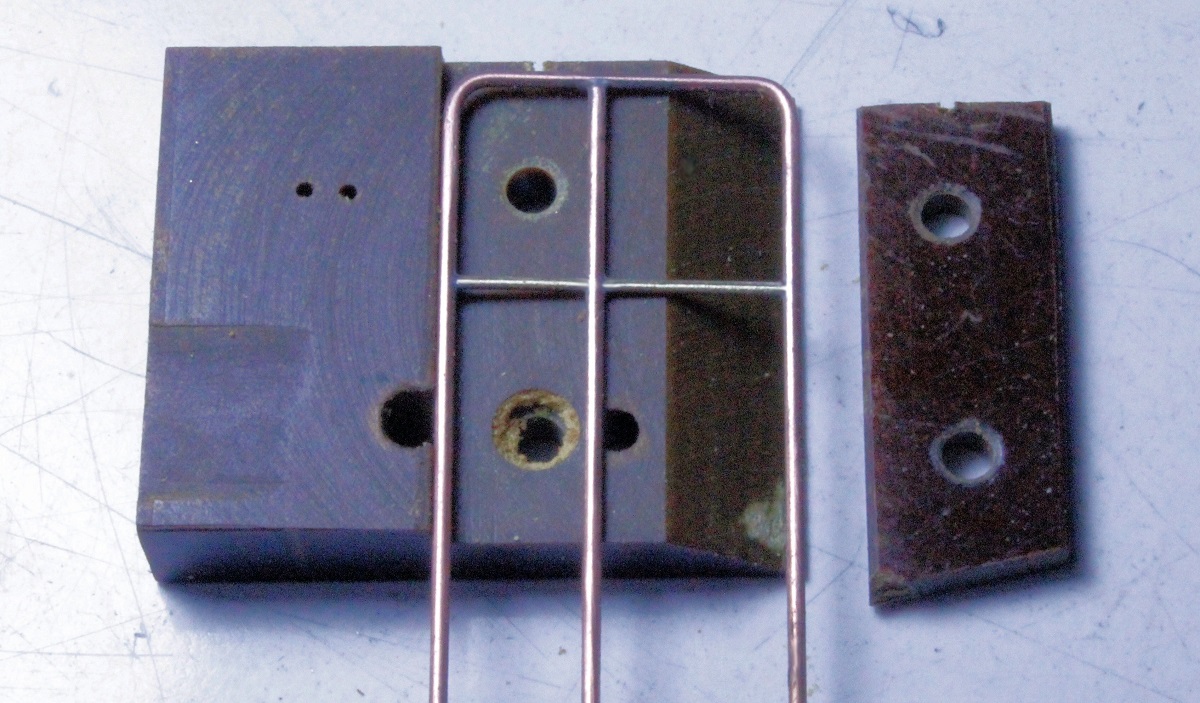
Durch Auflegen auf eine ebene
Platte habe ich die Mittenabstände der Beine auf 0,1 mm genau ermittelt
(Tiefenmaß vom Meßschieber). So konnte ich eine Handskizze (eine
"Gedankenstütze") für das Bohrbild einer einfachen Bohrschablone anfertigen
(Abb. 12
 ).
Alle acht Bohrungen werden per Koordinaten-Bohren auf der Fräsmaschine
„angefahren“; die Bohrungen in der X-Richtung von rechts nach links und jene der
Y-Richtung von unten nach oben. Somit ist die 0,8-mm-Bohrung rechts unten (in
meiner Skizze geschwärzt) quasi der „Start“ und diese Supportstellung wurde an
den Skalenringen so „genullt“. Alle anderen „Anfahrwerte“ sind in Kreise
gesetzt, für die X-Richtung 31,5 – 3,5 und 35 und für die Y-Richtung 15 und 20.
Diese Zahlen gelten jedoch nur für 4-mm-Spindelsteigungen bei den
Supportspindeln (z.B. meine WABECO-Fräsmaschine). Andere Spindelsteigungen
ergeben selbstverständlich ganz andere Anfahrwerte. Die stets gleichen „Anfahrrichtungen“
sind mit Pfeilen gekennzeichnet.
).
Alle acht Bohrungen werden per Koordinaten-Bohren auf der Fräsmaschine
„angefahren“; die Bohrungen in der X-Richtung von rechts nach links und jene der
Y-Richtung von unten nach oben. Somit ist die 0,8-mm-Bohrung rechts unten (in
meiner Skizze geschwärzt) quasi der „Start“ und diese Supportstellung wurde an
den Skalenringen so „genullt“. Alle anderen „Anfahrwerte“ sind in Kreise
gesetzt, für die X-Richtung 31,5 – 3,5 und 35 und für die Y-Richtung 15 und 20.
Diese Zahlen gelten jedoch nur für 4-mm-Spindelsteigungen bei den
Supportspindeln (z.B. meine WABECO-Fräsmaschine). Andere Spindelsteigungen
ergeben selbstverständlich ganz andere Anfahrwerte. Die stets gleichen „Anfahrrichtungen“
sind mit Pfeilen gekennzeichnet.
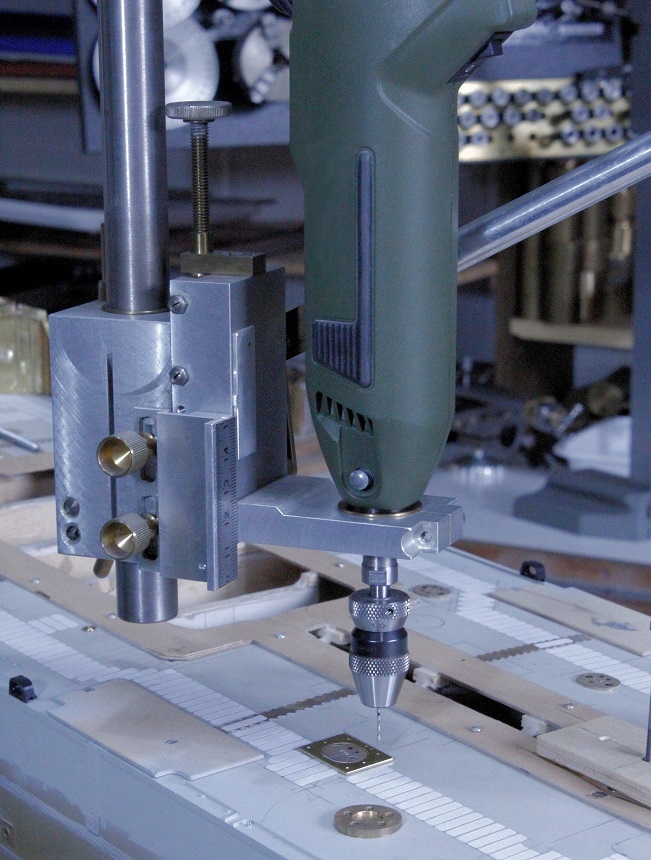
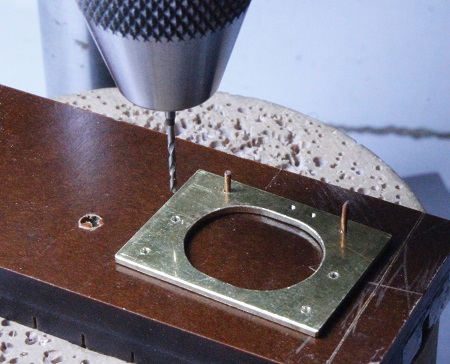
Wie das Ganze praktisch aussieht,
zeigt Abb. 13  . Das 1 mm dicke
Messing-Blech ist mit einer Sperrholz-Unterlage direkt auf dem Frästisch
gespannt. Für eine „kurzfristige“ Bohrvorrichtung für wenige Bohrungen genügt
Messing. Für das Bohren in viele Teile müßte man schon dickeres Stahlblech
nehmen und für sehr viele Teile müssen gehärtete Bohrbuchsen in eine
Bohrvorrichtung gesetzt werden. Durch die Holzunterlage besteht nicht die
Gefahr, daß ich in den Tisch der Maschine bohre. Im Foto sind die sechs
0,8-mm-Bohrungen schon fertig, eben werden die zwei 2,4-mm-Bohrungen ausgeführt.
Um das kurze Oval in der Mitte anzureißen, habe ich schnell einen Anreiß-Körper
mit einem Durchmesser von 13 mm und einem 2,4-mm-Zapfen gedreht. Der Zapfen paßt
in die beiden 2,4-mm-Bohrungen der Bohrschablone. In Abb. 14
. Das 1 mm dicke
Messing-Blech ist mit einer Sperrholz-Unterlage direkt auf dem Frästisch
gespannt. Für eine „kurzfristige“ Bohrvorrichtung für wenige Bohrungen genügt
Messing. Für das Bohren in viele Teile müßte man schon dickeres Stahlblech
nehmen und für sehr viele Teile müssen gehärtete Bohrbuchsen in eine
Bohrvorrichtung gesetzt werden. Durch die Holzunterlage besteht nicht die
Gefahr, daß ich in den Tisch der Maschine bohre. Im Foto sind die sechs
0,8-mm-Bohrungen schon fertig, eben werden die zwei 2,4-mm-Bohrungen ausgeführt.
Um das kurze Oval in der Mitte anzureißen, habe ich schnell einen Anreiß-Körper
mit einem Durchmesser von 13 mm und einem 2,4-mm-Zapfen gedreht. Der Zapfen paßt
in die beiden 2,4-mm-Bohrungen der Bohrschablone. In Abb. 14
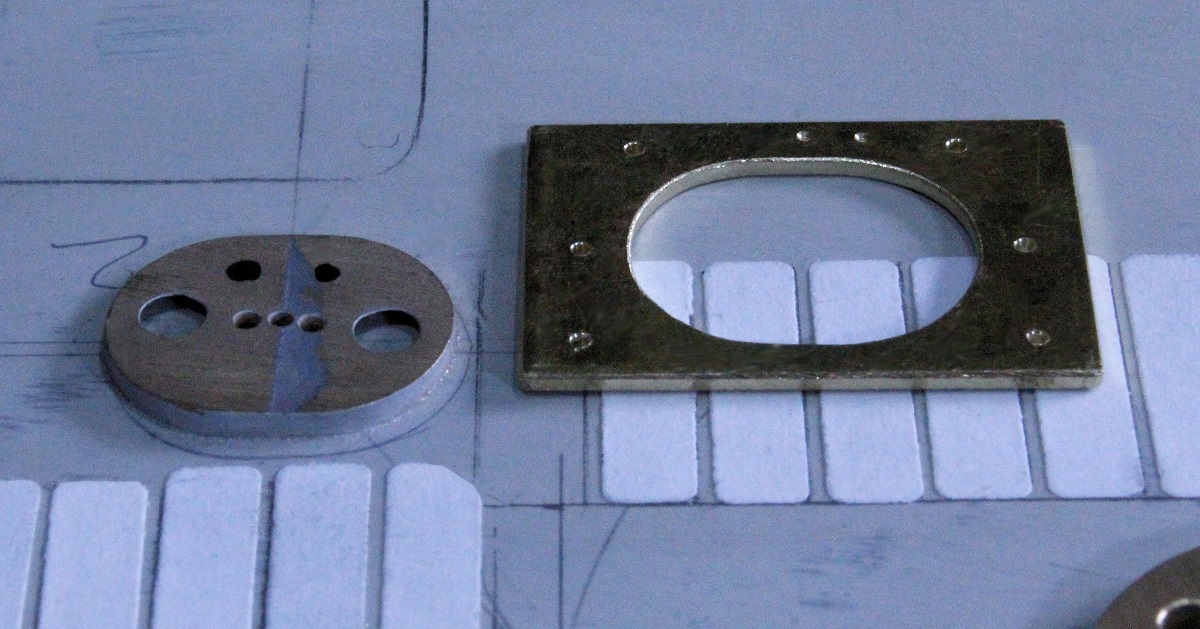
 sieht man diese beiden Anrisse und den
Anriß der Außenkontur. Dabei säge ich selbstverständlich zuerst das innere Oval
aus und dann erst die (bedeutungslose) Außenkontur (Abb. 15
sieht man diese beiden Anrisse und den
Anriß der Außenkontur. Dabei säge ich selbstverständlich zuerst das innere Oval
aus und dann erst die (bedeutungslose) Außenkontur (Abb. 15
 ). Jetzt bohre ich die 0,8-mm-Bohrungen
in eine 10 mm dicke Novotex-Platte ab (Abb. 16
). Jetzt bohre ich die 0,8-mm-Bohrungen
in eine 10 mm dicke Novotex-Platte ab (Abb. 16
 ). Damit die Bohrschablone dabei nicht
verrutschen kann, wird sie von den zwei ersten 0,8-mm-(Cu-)Drähten gesichert.
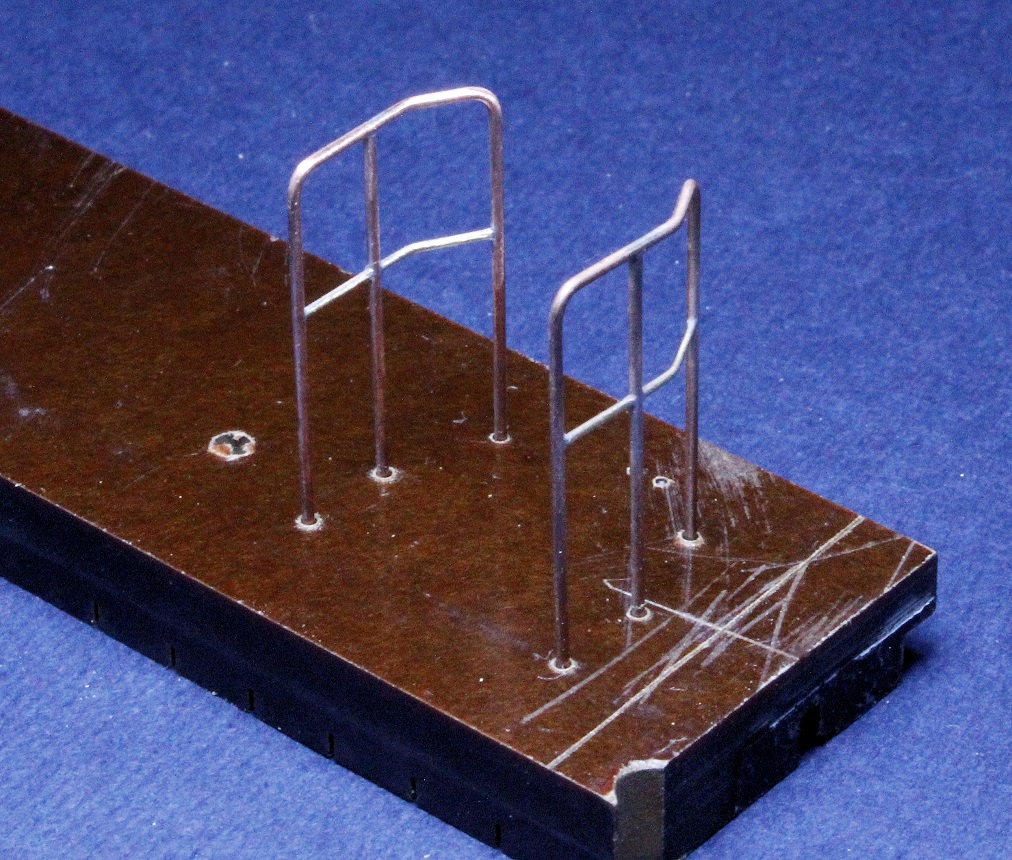
Diese Platte wird später noch benötigt. Wenn man bisher alles richtig gemacht
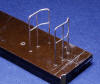
hat, so kann man die fertigen Bügel zur Probe in die Platte stecken (Abb. 17
). Damit die Bohrschablone dabei nicht
verrutschen kann, wird sie von den zwei ersten 0,8-mm-(Cu-)Drähten gesichert.
Diese Platte wird später noch benötigt. Wenn man bisher alles richtig gemacht
hat, so kann man die fertigen Bügel zur Probe in die Platte stecken (Abb. 17
 ).
).
Der Sockel für die Luke – er besteht aus zwei Teilen - ist
schon seit einiger Zeit auf das Deck geklebt. Die eben gefertigte Bohrschablone
läßt sich gut darauf stecken (Abb. 18
 ).
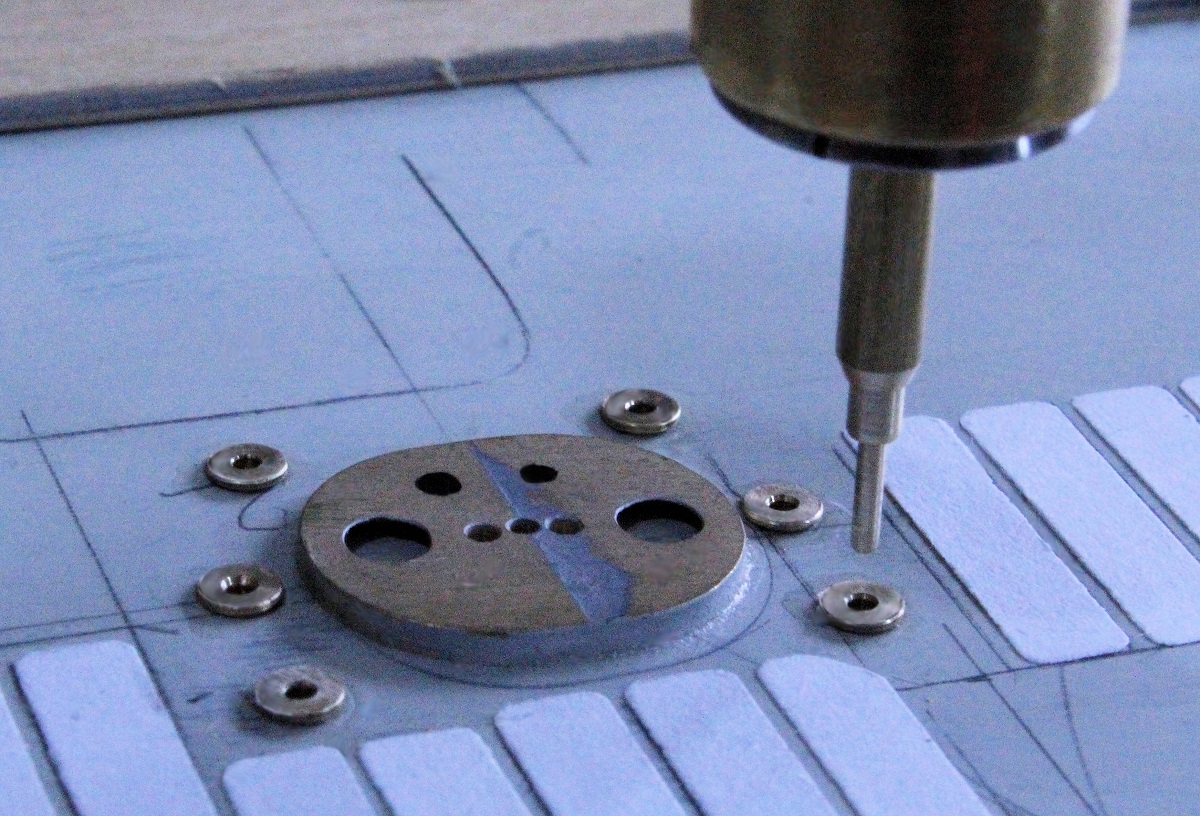
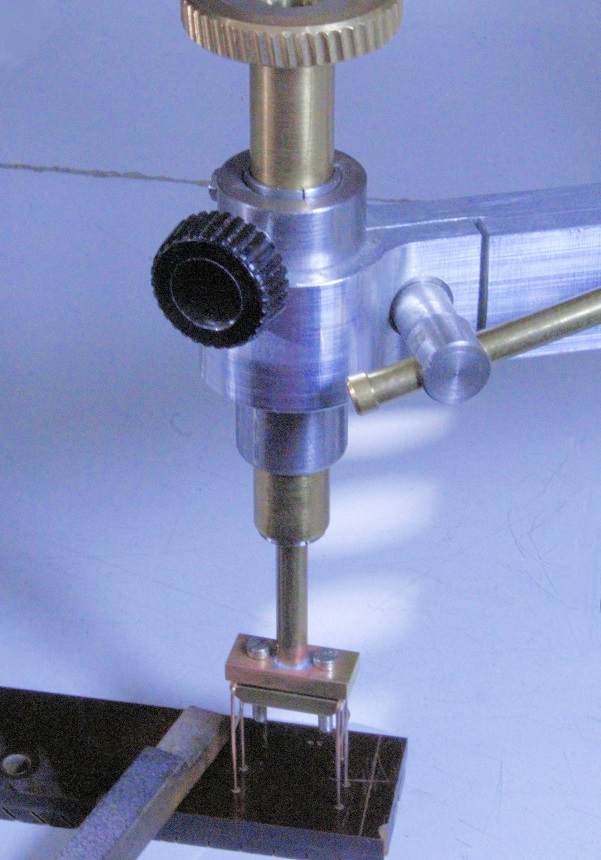
Nun kann ich mit meinem „Helling-Bohrständer“ (vgl.
hier) die sechs 0,8-mm-Bohrungen exakt
senkrecht in das 3 mm dicke Modelldeck abbohren (Abb. 19
).
Nun kann ich mit meinem „Helling-Bohrständer“ (vgl.
hier) die sechs 0,8-mm-Bohrungen exakt
senkrecht in das 3 mm dicke Modelldeck abbohren (Abb. 19
 ).
Die Bauanleitung für die im Bild zu sehende Ständerbohrmaschine kann übrigens
bei mir gestellt werden (Best.-Nr. mz009). Auch bei diesem Abbohren sichert ein
Cu-Draht gegen Verrutschen (Abb. 20
).
Die Bauanleitung für die im Bild zu sehende Ständerbohrmaschine kann übrigens
bei mir gestellt werden (Best.-Nr. mz009). Auch bei diesem Abbohren sichert ein
Cu-Draht gegen Verrutschen (Abb. 20 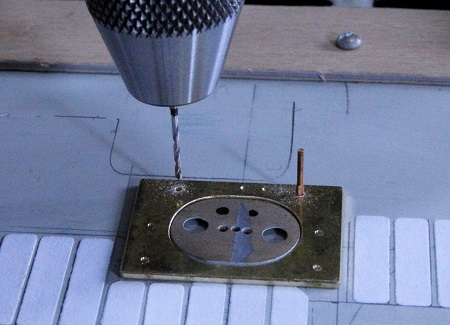 ).
Nach Wegnahme der Bohrschablone bohre ich diese Löcher auf 1,5 mm auf (Abb. 21
).
Nach Wegnahme der Bohrschablone bohre ich diese Löcher auf 1,5 mm auf (Abb. 21
 ) und senke die Kanten (Spachtelschicht!)
ganz leicht.
) und senke die Kanten (Spachtelschicht!)
ganz leicht.
Mit dem gleichen
Helling-Bohrständer, bestückt aber nun mit einer Pinole mit einer
4-mm-Spannzange von der Uhrmacherdrehmaschine (Alternative: normales Bohrfutter)
am Ausleger (Abb. 22
 ),
werden nun kleine Ms-Buchsen in diese 1,5-mm-Löcher geklebt. Den Kopf der Pinole
mit einem 4-mm-Ms-Stift zeigt Abb. 23
),
werden nun kleine Ms-Buchsen in diese 1,5-mm-Löcher geklebt. Den Kopf der Pinole
mit einem 4-mm-Ms-Stift zeigt Abb. 23
 .
Die Buchsen haben Außendurchmesser von 1,4 mm, damit sie recht lose in die
Bohrungen im Deck passen. Der Innendurchmesser ist 1 mm, zwei Zehntel-mm größer
als die Beine der Bügel (0,8-mm-Draht). Nach dem Hellgrau-Spritzen dieser Bügel
sollen sie bei der Endmontage noch leicht in die Buchsen zu stecken sein. Mit
dem angedrehten 1-mm-Zapfen am Ms-Dorn werden die Buchsen sehr genau senkrecht
in den Bohrungen gehalten und ich kann sie mit winzigen Tropfen von
Sekundenkleber (an einem 0,3-mm-Draht haftend) in das Deck einkleben/-gießen.
Beim Foto Abb. 24
.
Die Buchsen haben Außendurchmesser von 1,4 mm, damit sie recht lose in die
Bohrungen im Deck passen. Der Innendurchmesser ist 1 mm, zwei Zehntel-mm größer
als die Beine der Bügel (0,8-mm-Draht). Nach dem Hellgrau-Spritzen dieser Bügel
sollen sie bei der Endmontage noch leicht in die Buchsen zu stecken sein. Mit
dem angedrehten 1-mm-Zapfen am Ms-Dorn werden die Buchsen sehr genau senkrecht
in den Bohrungen gehalten und ich kann sie mit winzigen Tropfen von
Sekundenkleber (an einem 0,3-mm-Draht haftend) in das Deck einkleben/-gießen.
Beim Foto Abb. 24
 sind alle sechs Buchsen eingeklebt und bei Abb. 25
sind alle sechs Buchsen eingeklebt und bei Abb. 25
 sind die Bügel nur probeweise eingesteckt – alles richtig gemacht.
sind die Bügel nur probeweise eingesteckt – alles richtig gemacht.
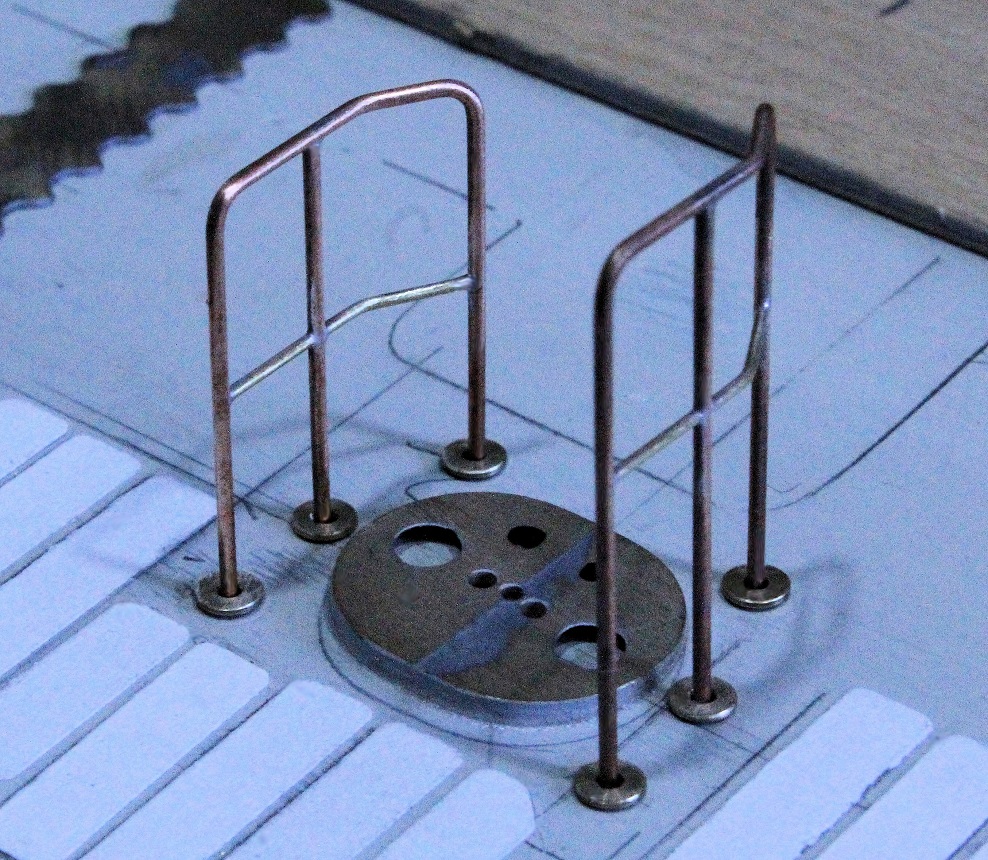
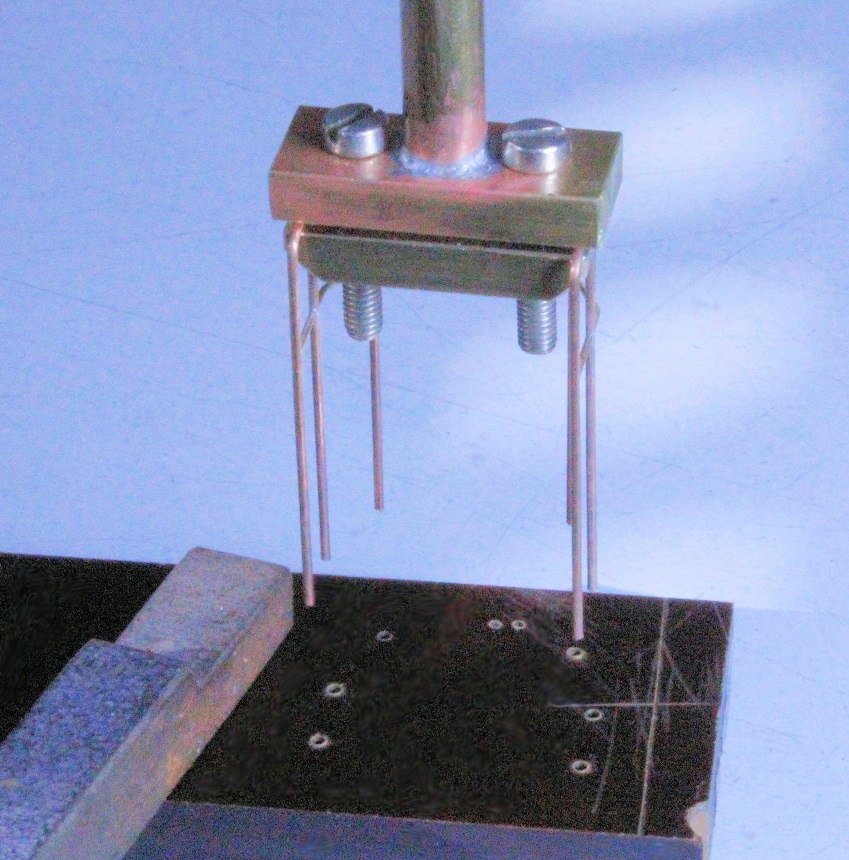
Damit die Bügel nun in gleicher
Höhe und senkrecht montiert werden, habe ich eine Halte-Vorrichtung geschaffen.
Sie ähnelt einem Franzosen (verstellbarer Maulschlüssel). Zwei Klemmbacken,
einer mit zwei M3-Gewinden (liegt bei Abb. 26
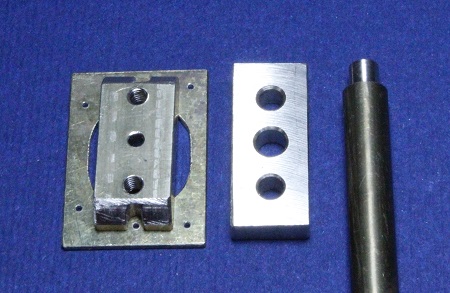 links auf der Bohrschablone), der andere
mit einer 4-mm-Mittenbohrung (in der Mitte) und ein 6-mm-Spanndorn mit
4-mm-Zapfen (rechts) müssen angefertigt werden. Der Dorn wird in die
4-mm-Bohrung der einen Backe links im Bild gelötet und kann danach im
Backenfutter der Drehmaschine gespannt werden. So wird die Stirnseite leicht
überdreht (Abb. 27
links auf der Bohrschablone), der andere
mit einer 4-mm-Mittenbohrung (in der Mitte) und ein 6-mm-Spanndorn mit
4-mm-Zapfen (rechts) müssen angefertigt werden. Der Dorn wird in die
4-mm-Bohrung der einen Backe links im Bild gelötet und kann danach im
Backenfutter der Drehmaschine gespannt werden. So wird die Stirnseite leicht
überdreht (Abb. 27  ). Abb. 28
). Abb. 28
 zeigt nun, wie diese Klemmvorrichtung, eingespannt in die Pinole des
Helling-Bohrständers, die beiden Bügel erfaßt, welche ihrerseits in der
Novotex-Platte, mit einer C-Klemme auf der Werkbank befestigt, stecken. Beim
Festziehen der beiden M3-Schrauben werden die Bügel in beiden Richtungen
senkrecht und in gleicher Höhenlage exakt ausgerichtet. In Abb. 29
zeigt nun, wie diese Klemmvorrichtung, eingespannt in die Pinole des
Helling-Bohrständers, die beiden Bügel erfaßt, welche ihrerseits in der
Novotex-Platte, mit einer C-Klemme auf der Werkbank befestigt, stecken. Beim
Festziehen der beiden M3-Schrauben werden die Bügel in beiden Richtungen
senkrecht und in gleicher Höhenlage exakt ausgerichtet. In Abb. 29
 habe ich die Pinole mit der Klemmvorrichtung und den darin geklemmten Bügeln aus
der Platte herausgehoben. Die Bügel sollten nun nicht mehr seitlich belastet
werden, damit der geklemmte Zustand erhalten bleibt. Die Klemmvorrichtung wird
vorsichtig von der Pinole gelöst und es werden sechs gedrehte Buchse ebenso
vorsichtig aufgesteckt (Abb. 30
habe ich die Pinole mit der Klemmvorrichtung und den darin geklemmten Bügeln aus
der Platte herausgehoben. Die Bügel sollten nun nicht mehr seitlich belastet
werden, damit der geklemmte Zustand erhalten bleibt. Die Klemmvorrichtung wird
vorsichtig von der Pinole gelöst und es werden sechs gedrehte Buchse ebenso
vorsichtig aufgesteckt (Abb. 30
 ).
Sie haben Bohrungen von 0,9 mm (Drahtdurchmesser = 0,8 mm), sind 3 mm lang und
die Außendurchmesser sind 1,3 mm (erst fertig bohren, danach erst den
Außendurchmesser drehen!). Beim Originalfoto sieht man diese Verdickungen,
welche die Buchsen darstellen sollen, unten am Deck.
).
Sie haben Bohrungen von 0,9 mm (Drahtdurchmesser = 0,8 mm), sind 3 mm lang und
die Außendurchmesser sind 1,3 mm (erst fertig bohren, danach erst den
Außendurchmesser drehen!). Beim Originalfoto sieht man diese Verdickungen,
welche die Buchsen darstellen sollen, unten am Deck.
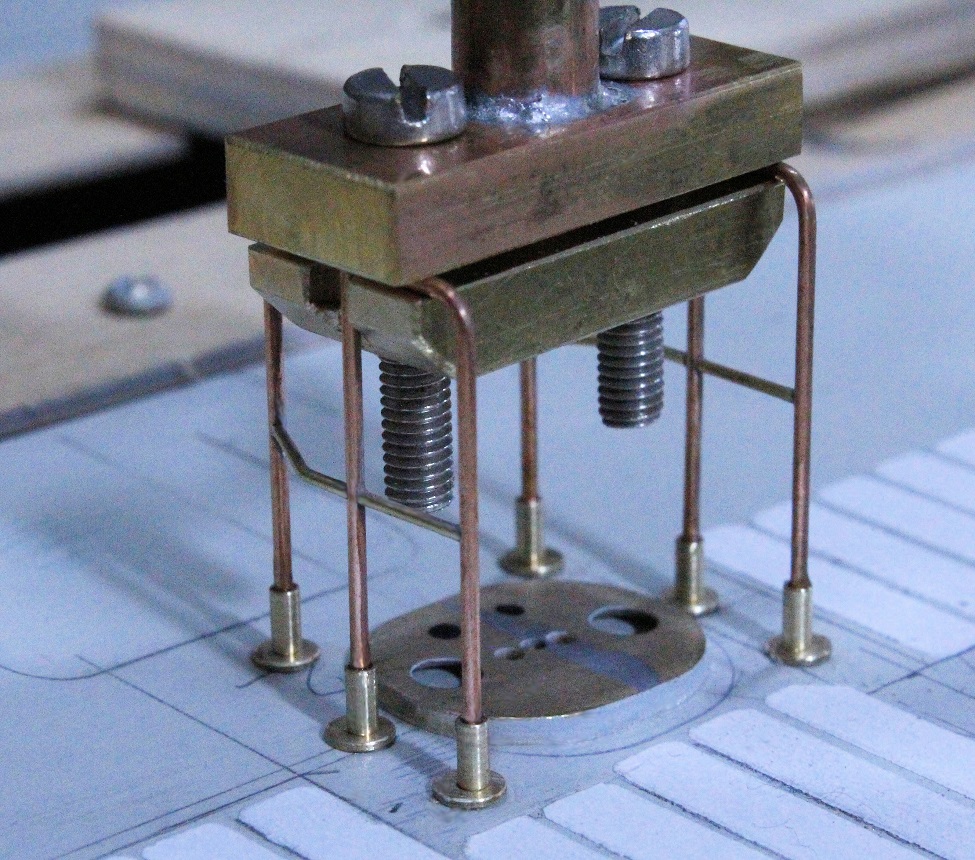
Damit diese Buchsen beim nun
folgenden Einstecken in die Decksbuchsen nicht nach unten herausfallen, binde
ich sie vorsichtig mit Zwirn nach oben (Abb. 31
 ).
Dann entferne ich den Faden, die Buchsen fallen nach unten. Mit der Pinole,
welche höhenverstellbar ist, richte ich die Höhe der „Relingstücke“ auf 22 mm
über Deck ein (Abb. 32
).
Dann entferne ich den Faden, die Buchsen fallen nach unten. Mit der Pinole,
welche höhenverstellbar ist, richte ich die Höhe der „Relingstücke“ auf 22 mm
über Deck ein (Abb. 32
 ).
In diesem Zustand gebe ich mit einem 0,3-mm-Drahtstück winzige Tropfen nicht zu
dünnflüssigen (!) Sekundenklebers oben an diese Buchsen und sichere sie damit
für alle Zeit in dieser (Höhen-)Lage. Auf keinen Fall darf Kleber bis nach unten
zu den Decksbuchsen durchdringen. In dem Fall würde ich die Relingstücke nicht
mehr nach oben herausziehen können (z.B. für das spätere getrennte
Hellgrau-Spritzen) – das wäre eine mittlere Katastrophe.
).
In diesem Zustand gebe ich mit einem 0,3-mm-Drahtstück winzige Tropfen nicht zu
dünnflüssigen (!) Sekundenklebers oben an diese Buchsen und sichere sie damit
für alle Zeit in dieser (Höhen-)Lage. Auf keinen Fall darf Kleber bis nach unten
zu den Decksbuchsen durchdringen. In dem Fall würde ich die Relingstücke nicht
mehr nach oben herausziehen können (z.B. für das spätere getrennte
Hellgrau-Spritzen) – das wäre eine mittlere Katastrophe.
Vorsichtig werden nun die beiden
M3-Schrauben gelöst und die Klemmbacken entfernt. An den linken Bügel wird noch
eine Platte geklebt und darauf ein E-Schalter. Solche Schalter habe ich als
„Massenware“ immer „in der Kiste“ vorrätig. An das zugehörige „Bein“ wird unten
eine sog. Decksdurchführungs-Buchse geklebt (Abb. 33
 ).
Die Kabelverbindung mache ich, wie stets in solchen Fällen, mit einem nur 0,5 mm
dicken, (hier weißen) Gummifaden. Diese Fäden gewinne ich aus ummantelten
Spanngurten (Baumarkt). Ich habe die Erfahrung gemacht, daß dieser Gummi sehr
rasch spröde wird und gern auch bricht. Der Sekundenkleber zerstört nämlich den
Weichmacher im Gummi. Deshalb „lackiere“ ich diese E-Kabel immer über die ganze
Länge mit dünnflüssigem Sekundenkleber. Das wirkt dann wie eine Lackschicht.
Später kommt ja dann noch die Lackfarbe drauf....
).
Die Kabelverbindung mache ich, wie stets in solchen Fällen, mit einem nur 0,5 mm
dicken, (hier weißen) Gummifaden. Diese Fäden gewinne ich aus ummantelten
Spanngurten (Baumarkt). Ich habe die Erfahrung gemacht, daß dieser Gummi sehr
rasch spröde wird und gern auch bricht. Der Sekundenkleber zerstört nämlich den
Weichmacher im Gummi. Deshalb „lackiere“ ich diese E-Kabel immer über die ganze
Länge mit dünnflüssigem Sekundenkleber. Das wirkt dann wie eine Lackschicht.
Später kommt ja dann noch die Lackfarbe drauf....
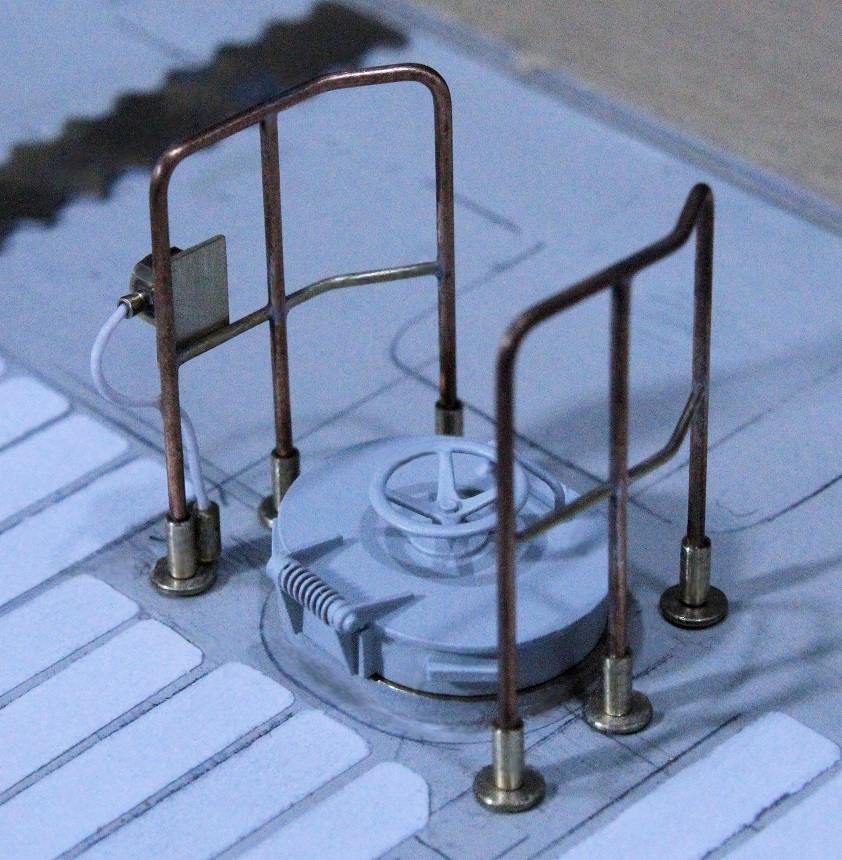
Abb. 34
 zeigt das gesamte Detail fertig. Nur für das Fotografieren habe ich eine der
fertig lackierten Luken (hier
und hier) mit ihren
Zentrierstiften aufgesteckt. Die Arbeit war recht aufwendig, die Zeit
interessiert mich ja nicht, ich sehe kaum TV und da ist genug Zeit da. Ich bin
mit dem Ergebnis sehr zufrieden, so soll es sein. Die beiden Bügel werden später
getrennt hellgrau gespritzt. Der untere Teil des Lukensockels und die sechs ins
Deck eingeklebten Ms-Buchsen werden in der ozeanblauen Decksfarbe gespritzt und
danach gibt es die schon lange herbeigesehnte Endmontage. Die weißen Rechtecke
sind übrigens die gesandeten
Trittsicherungen an Deck.
zeigt das gesamte Detail fertig. Nur für das Fotografieren habe ich eine der
fertig lackierten Luken (hier
und hier) mit ihren
Zentrierstiften aufgesteckt. Die Arbeit war recht aufwendig, die Zeit
interessiert mich ja nicht, ich sehe kaum TV und da ist genug Zeit da. Ich bin
mit dem Ergebnis sehr zufrieden, so soll es sein. Die beiden Bügel werden später
getrennt hellgrau gespritzt. Der untere Teil des Lukensockels und die sechs ins
Deck eingeklebten Ms-Buchsen werden in der ozeanblauen Decksfarbe gespritzt und
danach gibt es die schon lange herbeigesehnte Endmontage. Die weißen Rechtecke
sind übrigens die gesandeten
Trittsicherungen an Deck.
Jürgen Eichardt
Weiterführende Literatur:
(1)
Jürgen Eichardt, „Modellbautechniken“,
nur noch als „E-Book“ auf CD-ROM bei mir erhältlich, Best.-Nr. cd046

zurück/back | home
 )(kleine
Fotos anklicken). Die sechs Stützen stehen senkrecht zur Wasserlinie und
die vier Querrohre liegen genau waagerecht. Wie baut man diese scheinbar
unbedeutenden Teile exakt auf ein Deck, welches quer gewölbt (Balkenbucht) und
in Längsrichtung geschwungen (Deckssprung) ist? Nach meiner Ansicht läßt sich
dies nur mit verschiedenen Vorrichtungen gut bewerkstelligen. Deshalb möchte ich
den Bau dieser „Sicherheitsreling“ ausführlich beschreiben. Sinn des Ganzen ist
es, die Schiffsmodellbauer bei ähnlichen Aufgaben zur Anwendung von
Vorrichtungen anzuregen.
)(kleine
Fotos anklicken). Die sechs Stützen stehen senkrecht zur Wasserlinie und
die vier Querrohre liegen genau waagerecht. Wie baut man diese scheinbar
unbedeutenden Teile exakt auf ein Deck, welches quer gewölbt (Balkenbucht) und
in Längsrichtung geschwungen (Deckssprung) ist? Nach meiner Ansicht läßt sich
dies nur mit verschiedenen Vorrichtungen gut bewerkstelligen. Deshalb möchte ich
den Bau dieser „Sicherheitsreling“ ausführlich beschreiben. Sinn des Ganzen ist
es, die Schiffsmodellbauer bei ähnlichen Aufgaben zur Anwendung von
Vorrichtungen anzuregen.