Sechs
WABO-Lager (Teil I)
six depth
charges storage rack´s (part I)
Für die sechs
Wasserbomben-Werferstationen sind sechs WABO-Lager anzufertigen; drei "linke"
und drei "rechte", weil die Ausführung an der anderen Bordseite spiegelbildlich
ist. Ich beginne mit den sechs oberen "Regalkästen". Dazu sind zuerst
"Winkeleisen" aus 0,2-mm-Messing-Blech anzufertigen.
 (Foto
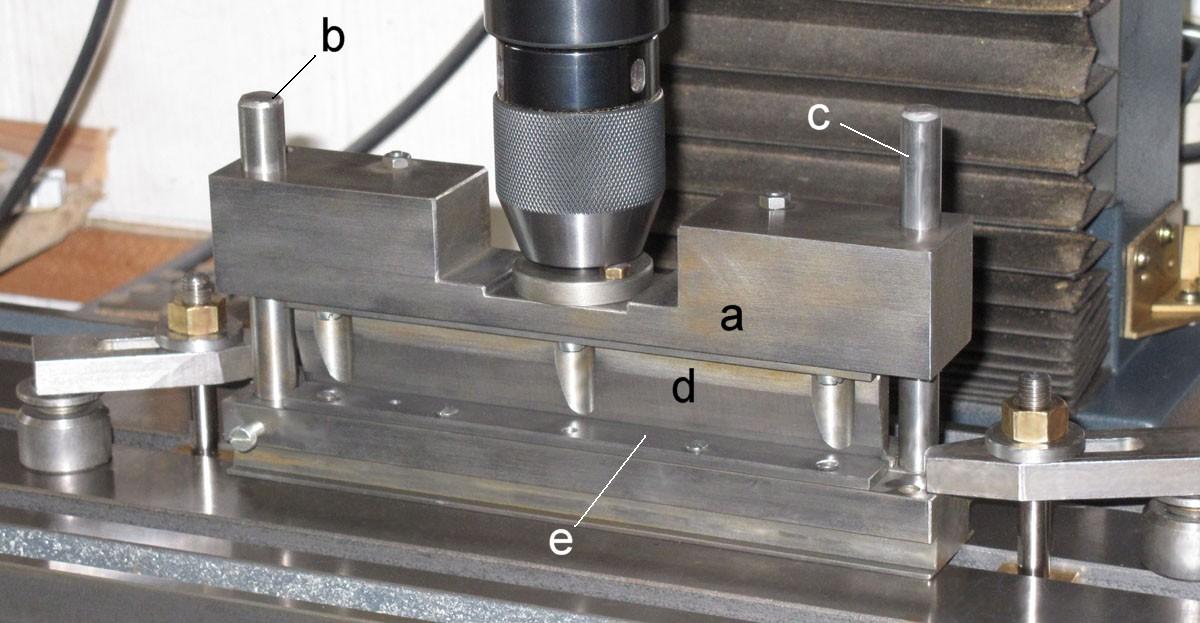
anklicken) Für diesen Zweck habe ich schon viele Jahre eine selbstgebaute
Winkel-Prägevorrichtung (hier aufgebaut auf meiner Fräsmaschine, die
Auf-und-Ab-Bewegung besorgt deren Bohrpinole). Ein Balken (a), welcher in zwei
unterschiedlich dicken Säulen (b) und (c) auf und ab fährt (der Werkzeugmacher
nennt das Säulengestell), trägt an der Unterkante ein Prägemesser (d). Das
Messer hat an der Unterkante eine angefräste 80°-"Schneide". Diese sticht in
eine 90°-V-Nut vom Unterteil. Neben dieser V-Nut können (zwei) auswechselbare
Anschlagleisten (e) angeschraubt werden (für verschiedene L-Maße). In der
flachen Nut, welche diese Anschlagleisten bilden, liegt der maximal 160 mm lange
Blechstreifen, welcher zu einem L-Profil gedrückt werden soll, exakt
ausgerichtet.
(Foto
anklicken) Für diesen Zweck habe ich schon viele Jahre eine selbstgebaute
Winkel-Prägevorrichtung (hier aufgebaut auf meiner Fräsmaschine, die
Auf-und-Ab-Bewegung besorgt deren Bohrpinole). Ein Balken (a), welcher in zwei
unterschiedlich dicken Säulen (b) und (c) auf und ab fährt (der Werkzeugmacher
nennt das Säulengestell), trägt an der Unterkante ein Prägemesser (d). Das
Messer hat an der Unterkante eine angefräste 80°-"Schneide". Diese sticht in
eine 90°-V-Nut vom Unterteil. Neben dieser V-Nut können (zwei) auswechselbare
Anschlagleisten (e) angeschraubt werden (für verschiedene L-Maße). In der
flachen Nut, welche diese Anschlagleisten bilden, liegt der maximal 160 mm lange
Blechstreifen, welcher zu einem L-Profil gedrückt werden soll, exakt
ausgerichtet.
Ich habe eine ausreichende
Anzahl (auf der Fräsmaschine) selbst geschnittene Messing-Blechstreifen 0,2 x 4
x 150 mm zu Winkeln 2 x 2 x 150 mm geprägt. Für die WABO-Lager benötige ich
jedoch Blechwinkel 1,4 x 1,4 mm.
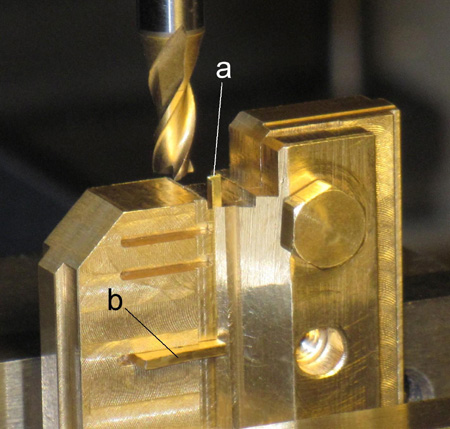
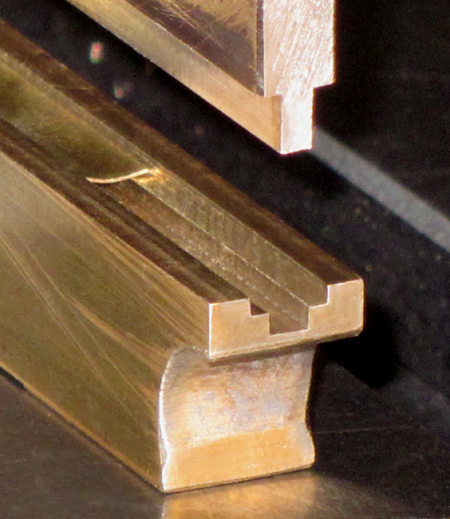
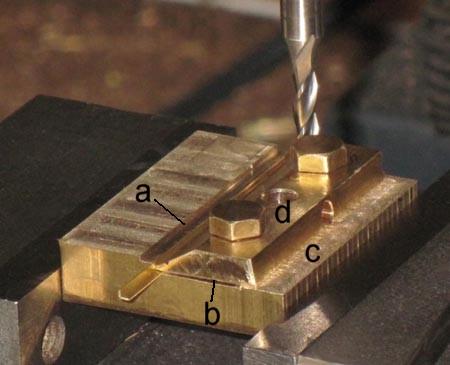 Deshalb habe ich mir eine
Fräsvorrichtung hergestellt, in welcher diese Winkel exakt gefräst werden
können. a sind zwei angefräste Stufen. Die unterste Stufe ist 1,4 mm hoch. Der
Fräser bleibt nach dem Fräsen dieser Stufe auf der Höhe stehen, bis alle
Winkelstücke auf das Maß 1,4 gefräst sind. Der Blechwinkel (er ragt im Foto zur
Verdeutlichung ein Stück nach vorn heraus) wird von einer Spannleiste (d) mit
zwei M4-Schrauben festgehalten. Damit dieses linealartige Spannstück tatsächlich
nur vorn auf den Winkel drückt, muß unten ein Spalt (b) vorhanden sein, welcher
von einer höherliegenden Fläche (c) gemacht wird. Beim Überfräsen der jeweiligen
Winkelkante bewegt sich der Fräser von hinten (wie im Bild zu sehen) nach vorn.
So wird der Winkel von den Fräserzähnen stets gegen die Hinterlage der Stufe bei
(a) gedrückt und es entsteht kein Grat.
Deshalb habe ich mir eine
Fräsvorrichtung hergestellt, in welcher diese Winkel exakt gefräst werden
können. a sind zwei angefräste Stufen. Die unterste Stufe ist 1,4 mm hoch. Der
Fräser bleibt nach dem Fräsen dieser Stufe auf der Höhe stehen, bis alle
Winkelstücke auf das Maß 1,4 gefräst sind. Der Blechwinkel (er ragt im Foto zur
Verdeutlichung ein Stück nach vorn heraus) wird von einer Spannleiste (d) mit
zwei M4-Schrauben festgehalten. Damit dieses linealartige Spannstück tatsächlich
nur vorn auf den Winkel drückt, muß unten ein Spalt (b) vorhanden sein, welcher
von einer höherliegenden Fläche (c) gemacht wird. Beim Überfräsen der jeweiligen
Winkelkante bewegt sich der Fräser von hinten (wie im Bild zu sehen) nach vorn.
So wird der Winkel von den Fräserzähnen stets gegen die Hinterlage der Stufe bei
(a) gedrückt und es entsteht kein Grat.
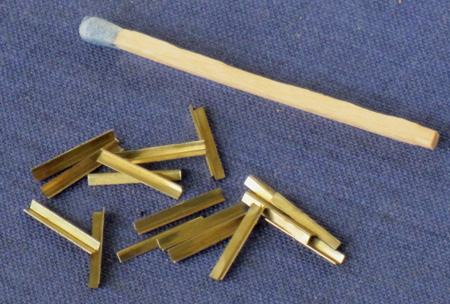
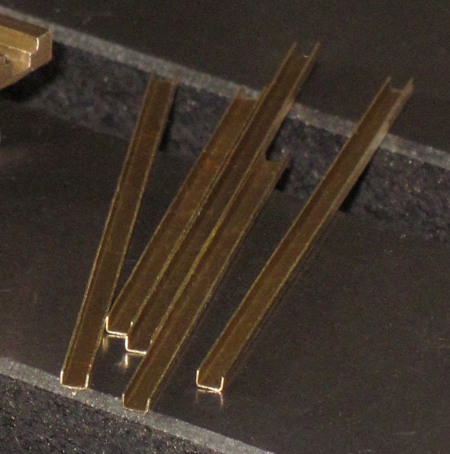
 Das Ergebnis läßt sich sehen, exakte
L-Winkel 1,4 x 1,4 mm.
Das Ergebnis läßt sich sehen, exakte
L-Winkel 1,4 x 1,4 mm.
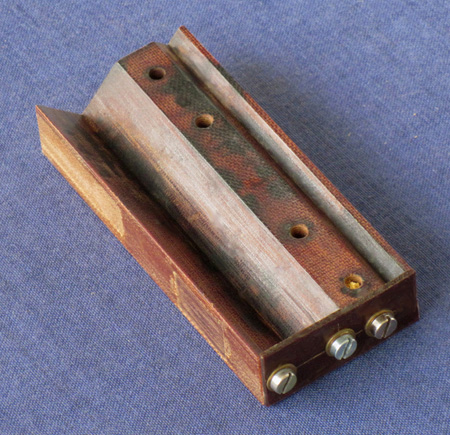
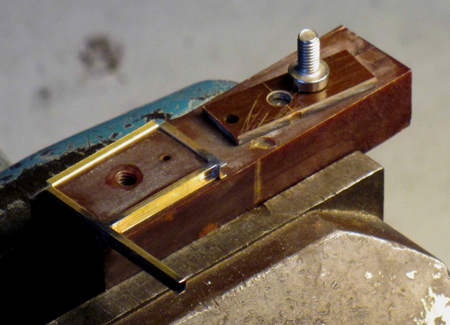
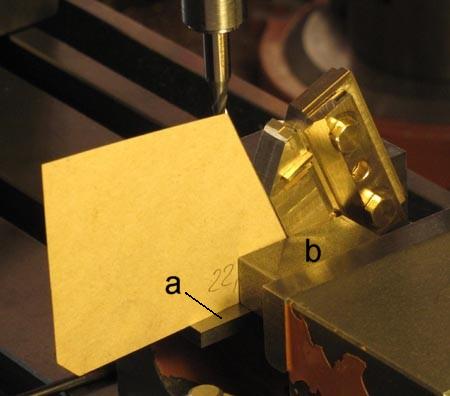 Für die herzustellenden Rahmen
müssen die je fünf Einzelstücke exakt auf Länge und mit Gehrungen von 22,5° und
45° geschnitten werden. Das habe ich mit der gleichen Vorrichtung gemacht,
welche für den Zweck im einfachsten Fall mit einer Papp-Schablone gegen eine
Parallel-Unterlage (a) im Schraubstock schräggestellt wurde. Das Druckstück (b)
war nötig, damit ich auch die untere Klemmschraube bedienen konnte.
Für die herzustellenden Rahmen
müssen die je fünf Einzelstücke exakt auf Länge und mit Gehrungen von 22,5° und
45° geschnitten werden. Das habe ich mit der gleichen Vorrichtung gemacht,
welche für den Zweck im einfachsten Fall mit einer Papp-Schablone gegen eine
Parallel-Unterlage (a) im Schraubstock schräggestellt wurde. Das Druckstück (b)
war nötig, damit ich auch die untere Klemmschraube bedienen konnte.
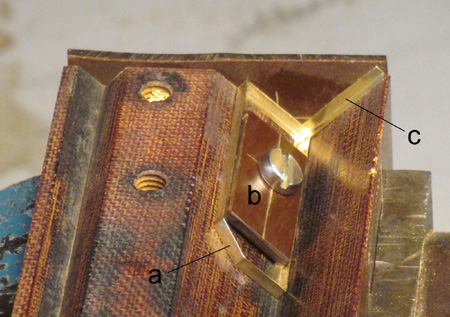
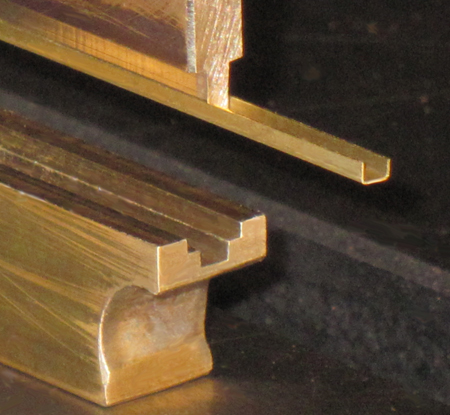
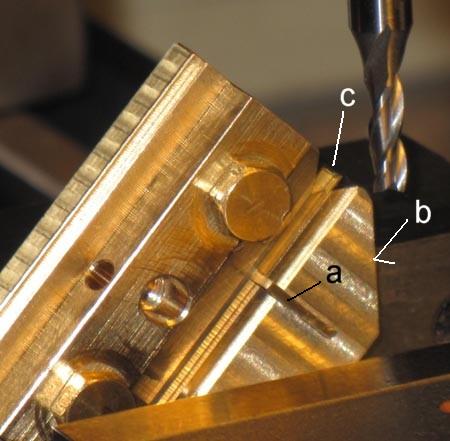 Hier sieht man die Vorrichtung 45°
schräggestellt. Der kurze L-Winkel ragt noch aus (c). Innen stößt er für die
richtige Länge gegen einen Anschlag (a). Dieser ragt nur um die Blechstärke (0,2
mm) in die Stufe hinein. b ist eine angefräste Fläche an der Vorrichtung, damit
diese nach der anderen Seite um 45° schräggestellt werden kann (dann ohne
Papp-Schablone). Die angefrästen Gehrungen werden sorgfältig entgratet. Auch
hier dreht der Fräser so, daß der Winkel immer gegen die Rücklage gedrückt wird.
Hier sieht man die Vorrichtung 45°
schräggestellt. Der kurze L-Winkel ragt noch aus (c). Innen stößt er für die
richtige Länge gegen einen Anschlag (a). Dieser ragt nur um die Blechstärke (0,2
mm) in die Stufe hinein. b ist eine angefräste Fläche an der Vorrichtung, damit
diese nach der anderen Seite um 45° schräggestellt werden kann (dann ohne
Papp-Schablone). Die angefrästen Gehrungen werden sorgfältig entgratet. Auch
hier dreht der Fräser so, daß der Winkel immer gegen die Rücklage gedrückt wird.
 Für das Zusammenlöten der Rahmen muß
man sich einen passenden Klotz aus Novotexx fräsen.
Für das Zusammenlöten der Rahmen muß
man sich einen passenden Klotz aus Novotexx fräsen.
 Hier sind die beiden ersten Winkelstücke
an diesen Klotz angelegt und von einem Klemmstück mit M3-Schraube gehalten. Mit
winzigster Menge Lötzinn (Lötsäure) wird die erste Naht gelötet, noch in der
Vorrichtung mit Spiritus gewaschen und überschüssiges Lötzinn mit
Dreikantschaber und rotierender Drahtbürste entfernt.
Hier sind die beiden ersten Winkelstücke
an diesen Klotz angelegt und von einem Klemmstück mit M3-Schraube gehalten. Mit
winzigster Menge Lötzinn (Lötsäure) wird die erste Naht gelötet, noch in der
Vorrichtung mit Spiritus gewaschen und überschüssiges Lötzinn mit
Dreikantschaber und rotierender Drahtbürste entfernt.
 Hier wird das andere Ende des
Rahmens gelötet. Die untere Ecke wurde bereits von zu viel Lötzinn befreit. Die
45°-Ecken wurden eben gelötet. (Sehr starker Lötkolben, damit die Hitze niemals
auf die benachbarte Lötstelle kriechen kann!) Die in der möglichst großen
Lötkolbenspitze gespeicherte Hitze muß blitzschnell (!) auf die Lötstelle
übertragen werden, damit schnell die Flußtemperatur erreicht wird. Das schafft
man nur mit Lötwasser (Lötsäure). Lötfett oder Kolophonium ist bei solchen
Dingen völliger Unsinn.
Hier wird das andere Ende des
Rahmens gelötet. Die untere Ecke wurde bereits von zu viel Lötzinn befreit. Die
45°-Ecken wurden eben gelötet. (Sehr starker Lötkolben, damit die Hitze niemals
auf die benachbarte Lötstelle kriechen kann!) Die in der möglichst großen
Lötkolbenspitze gespeicherte Hitze muß blitzschnell (!) auf die Lötstelle
übertragen werden, damit schnell die Flußtemperatur erreicht wird. Das schafft
man nur mit Lötwasser (Lötsäure). Lötfett oder Kolophonium ist bei solchen
Dingen völliger Unsinn.
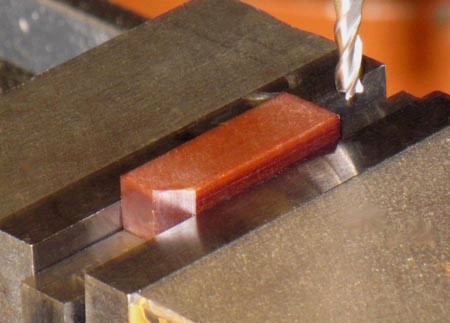
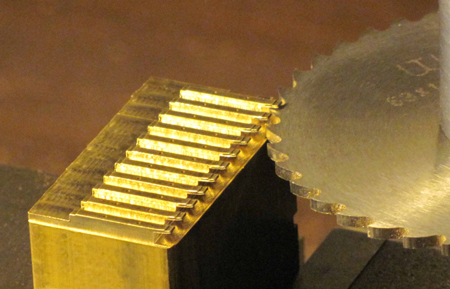
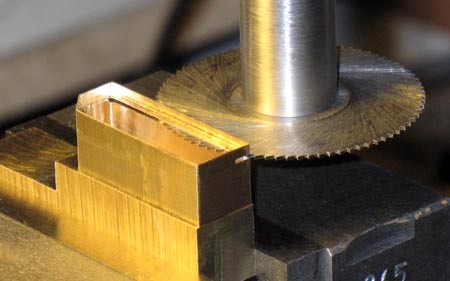 Zwölf derartige Rahmen sind nötig,
sechs linke und sechs rechte. Weil ich wissen wollte, ob Aus-dem-Ganzen-Fräsen
schneller geht, habe ich sechs Rahmen aus Winkeleisen zusammengelötet und sechs
Rahmen gefräst. Im Bild wird eben der erste aus einem Prismastück gefräste
Rahmen (0,2 mm Wandstärke) abgesägt.
Zwölf derartige Rahmen sind nötig,
sechs linke und sechs rechte. Weil ich wissen wollte, ob Aus-dem-Ganzen-Fräsen
schneller geht, habe ich sechs Rahmen aus Winkeleisen zusammengelötet und sechs
Rahmen gefräst. Im Bild wird eben der erste aus einem Prismastück gefräste
Rahmen (0,2 mm Wandstärke) abgesägt.
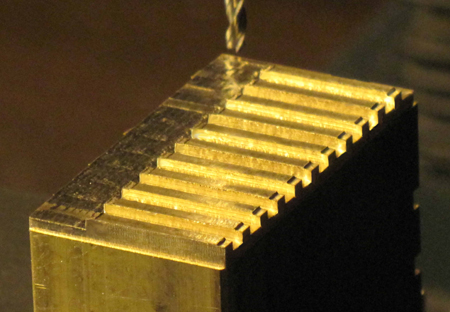
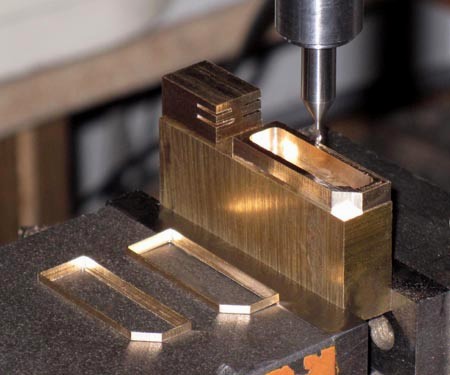 Zwei Rahmen sind bereits abgesägt,
der dritte wird eben mit einem 1-mm-Fingerfräser gefräst. Damit auch die vordere
um 45° schräg liegende Kante so gefräst werden kann, wurde der kleine
Maschinenschraubstock auf einem 150-mm-Rundtisch aufgespannt. So kann die
45°-Kante zur Zugrichtung der X-Supports gedreht werden.
Zwei Rahmen sind bereits abgesägt,
der dritte wird eben mit einem 1-mm-Fingerfräser gefräst. Damit auch die vordere
um 45° schräg liegende Kante so gefräst werden kann, wurde der kleine
Maschinenschraubstock auf einem 150-mm-Rundtisch aufgespannt. So kann die
45°-Kante zur Zugrichtung der X-Supports gedreht werden.
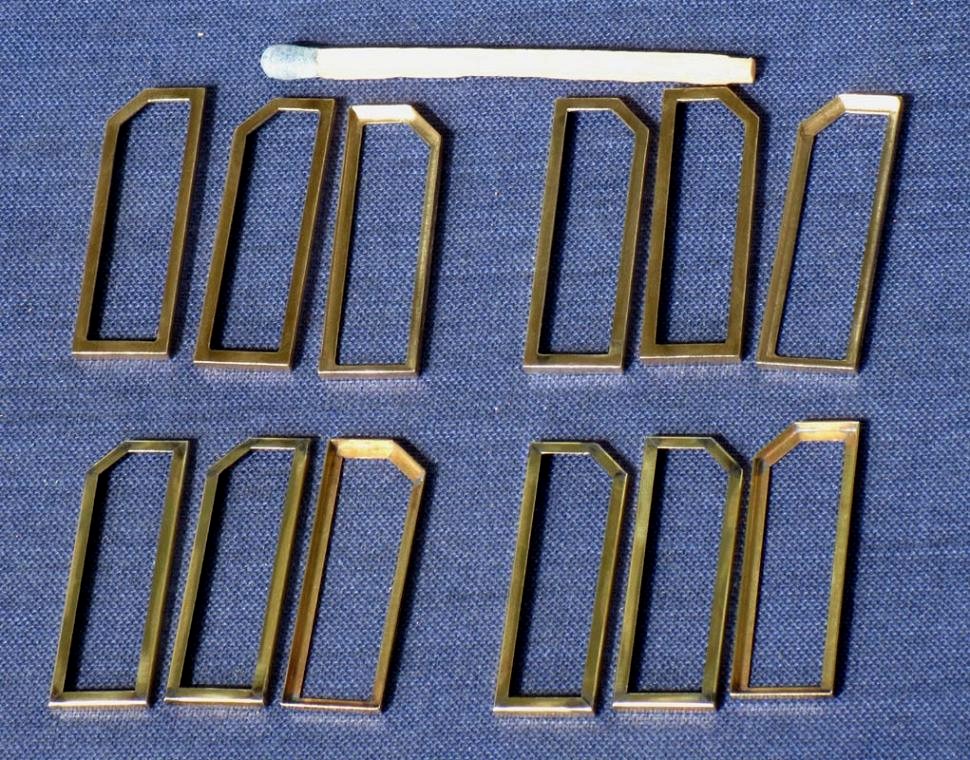
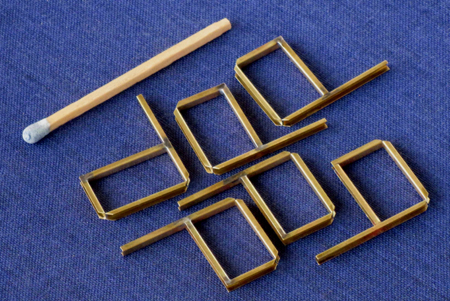
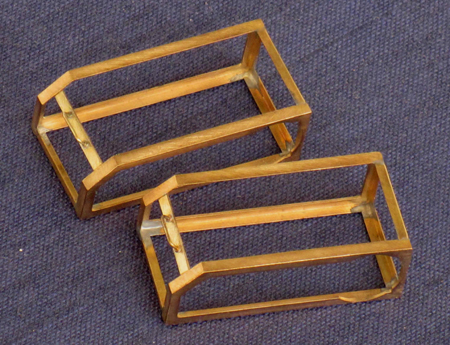
 (Foto
anklicken) Oben liegen die sechs gefrästen Rahmen (je drei linke und drei
rechte) und unten liegen die gelöteten. Am Modell wird man nach der Lackierung
kaum einen Unterschied erkennen. Übrigens waren die gefrästen Rahmen viel
schneller gemacht!
(Foto
anklicken) Oben liegen die sechs gefrästen Rahmen (je drei linke und drei
rechte) und unten liegen die gelöteten. Am Modell wird man nach der Lackierung
kaum einen Unterschied erkennen. Übrigens waren die gefrästen Rahmen viel
schneller gemacht!
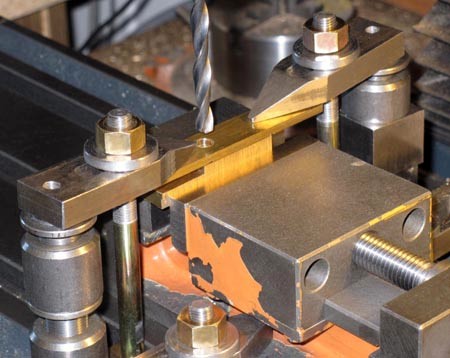
 Am 90°-90°-Ende der Rahmen müssen
diese jeweils an einer Seite einen Durchstich mit einem Durchmesser von 9,3 mm
erhalten. Man könnte das mühselig (und damit ungenau) feilen. Ich wollte es mit
einem 9,3-mm-Fingerfräser machen. Ohne Vorrichtung geht das nicht. Eine
Spannbrücke (im Bild) mußte gefräst werden. Ein Stück Flachmessing erhielt eine
0,6 mm flache Vertiefung, gerade so groß, daß der größte (messen!) Rahmen
hineinpaßt.
Am 90°-90°-Ende der Rahmen müssen
diese jeweils an einer Seite einen Durchstich mit einem Durchmesser von 9,3 mm
erhalten. Man könnte das mühselig (und damit ungenau) feilen. Ich wollte es mit
einem 9,3-mm-Fingerfräser machen. Ohne Vorrichtung geht das nicht. Eine
Spannbrücke (im Bild) mußte gefräst werden. Ein Stück Flachmessing erhielt eine
0,6 mm flache Vertiefung, gerade so groß, daß der größte (messen!) Rahmen
hineinpaßt.
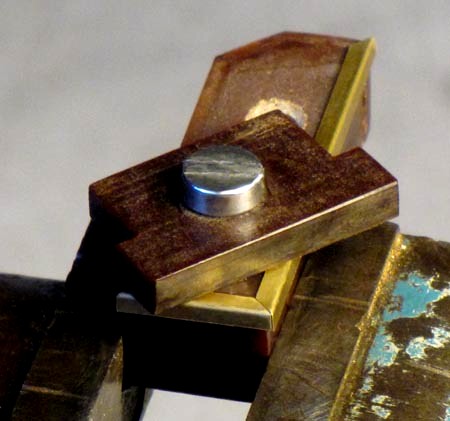
 Im Schraubstock wurde ein Spannstück
(mit zwei unteren Spannstufen, im Bild nicht sichtbar) angefräst, so groß, daß
der kleinste (messen!) Rahmen lose aufgesteckt werden kann. An einem Ende werden
in etwa zwei 45°-Schrägen auf gleicher Höhe mit angefräst (c zwei Fotos weiter
unten, Schrägen an den Rahmen). Damit die Innenrundungen bei den gelöteten
Rahmen nicht klemmen, erhielt das Spannstück großzügige Fasen angefeilt (nicht
ausspannen dabei).
Im Schraubstock wurde ein Spannstück
(mit zwei unteren Spannstufen, im Bild nicht sichtbar) angefräst, so groß, daß
der kleinste (messen!) Rahmen lose aufgesteckt werden kann. An einem Ende werden
in etwa zwei 45°-Schrägen auf gleicher Höhe mit angefräst (c zwei Fotos weiter
unten, Schrägen an den Rahmen). Damit die Innenrundungen bei den gelöteten
Rahmen nicht klemmen, erhielt das Spannstück großzügige Fasen angefeilt (nicht
ausspannen dabei).
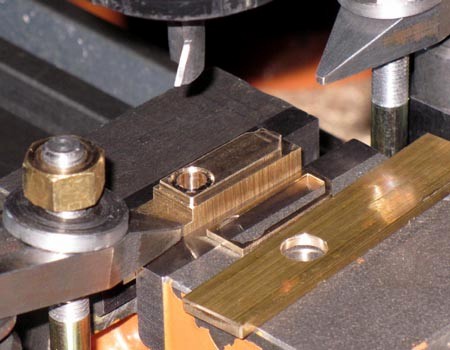
 Hier sieht man einen aufgesteckten
Rahmen.
Hier sieht man einen aufgesteckten
Rahmen.
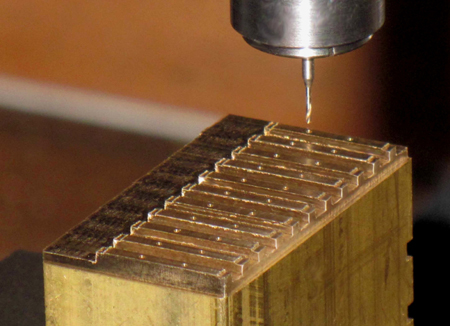
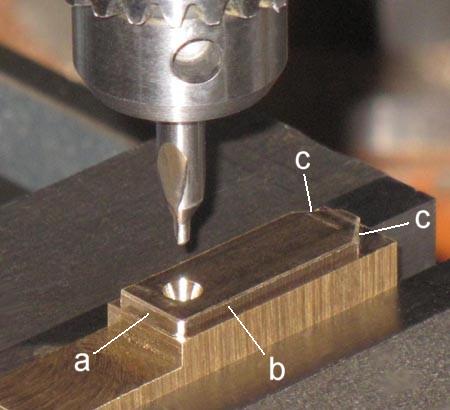 Die Skalenwerte beim Fertigfräsen
der Flächen a und b hatte ich mir notiert. So war es unter Einrechnung des
Fräserdurchmessers (4 mm) leicht, die exakte Mitte für das nun folgende Bohren
anzufahren (Koordinaten-Bohren). Zuerst mit einem Zentrierbohrer...
Die Skalenwerte beim Fertigfräsen
der Flächen a und b hatte ich mir notiert. So war es unter Einrechnung des
Fräserdurchmessers (4 mm) leicht, die exakte Mitte für das nun folgende Bohren
anzufahren (Koordinaten-Bohren). Zuerst mit einem Zentrierbohrer...
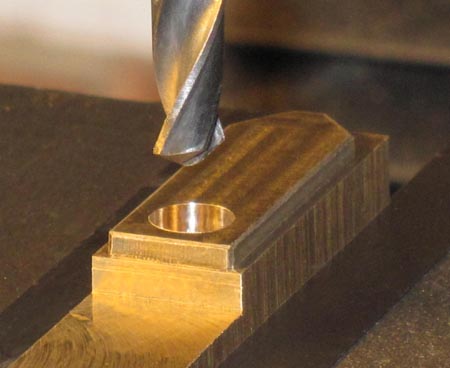 ...dann mit einem 6-mm-Wendelbohrer.
...dann mit einem 6-mm-Wendelbohrer.
 Danach wurde die bereits fertige
Spannbrücke (fünf Fotos weiter oben) aufgelegt und mit zwei Spanneisen
aufgedrückt, der erste Rahmen liegt hier schon dazwischen. So wurde auch die
Spannbrücke 6 mm durchbohrt. Danach wurde noch mit ein 8-mm-Fingerfräser durch
alles durchgestochen.
Danach wurde die bereits fertige
Spannbrücke (fünf Fotos weiter oben) aufgelegt und mit zwei Spanneisen
aufgedrückt, der erste Rahmen liegt hier schon dazwischen. So wurde auch die
Spannbrücke 6 mm durchbohrt. Danach wurde noch mit ein 8-mm-Fingerfräser durch
alles durchgestochen.
 Oben schrieb ich von einem
9,3-mm-Fingerfräser, den kann man natürlich nicht kaufen. Ich habe einen
solchen Fräser aus einem 10-mm-Fingerfräser (Zweischneider!) von
Hand angeschliffen. Man rechnet so: 10 - 9,3 = 0,7 : 2 = 0,35. Von jeder der
beiden Umfangsschneiden müßte man 0,35 mm wegschleifen, damit man einen
9,3-mm-Fingerfräser erhält. Ich habe nur eine (die erste) Schneide auf etwa 5 mm Länge
so weggeschliffen (Freiwinkel dabei beachten). Dabei habe ich den "Durchmesser"
oft gemessen, bis 9,65 erreicht waren (10,00 - 0,35 = 9,65). Die
gegenüberliegende Schneide habe ich danach deutlich mehr auf etwa 1 mm
zurückgeschliffen. So ist ein Einschneider-Fräser entstanden, der exakt ein Loch
vom Durchmesser 9,3 bohrt.
Oben schrieb ich von einem
9,3-mm-Fingerfräser, den kann man natürlich nicht kaufen. Ich habe einen
solchen Fräser aus einem 10-mm-Fingerfräser (Zweischneider!) von
Hand angeschliffen. Man rechnet so: 10 - 9,3 = 0,7 : 2 = 0,35. Von jeder der
beiden Umfangsschneiden müßte man 0,35 mm wegschleifen, damit man einen
9,3-mm-Fingerfräser erhält. Ich habe nur eine (die erste) Schneide auf etwa 5 mm Länge
so weggeschliffen (Freiwinkel dabei beachten). Dabei habe ich den "Durchmesser"
oft gemessen, bis 9,65 erreicht waren (10,00 - 0,35 = 9,65). Die
gegenüberliegende Schneide habe ich danach deutlich mehr auf etwa 1 mm
zurückgeschliffen. So ist ein Einschneider-Fräser entstanden, der exakt ein Loch
vom Durchmesser 9,3 bohrt.
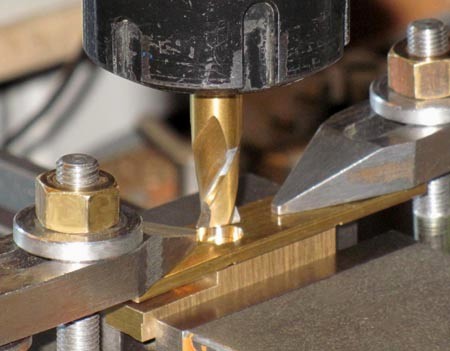 Hier wird mit dem so präparierten Fräser
durch Spannbrücke, Rahmen und etwa 1 mm in das Spannstück hineingestochen. Die
Spannbrücke hält die Rahmen, auch die drei gelöteten, sehr sicher fest.
Hier wird mit dem so präparierten Fräser
durch Spannbrücke, Rahmen und etwa 1 mm in das Spannstück hineingestochen. Die
Spannbrücke hält die Rahmen, auch die drei gelöteten, sehr sicher fest.
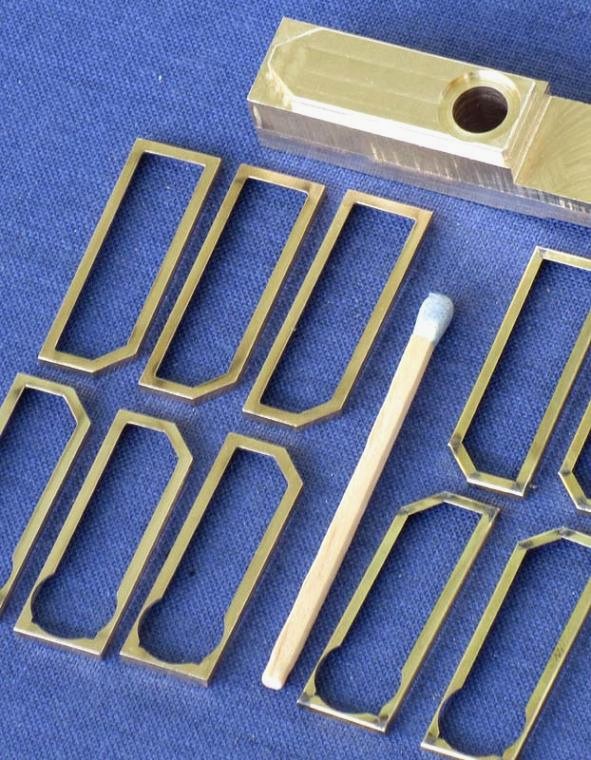
 (Foto
anklicken) Oben liegt quer das Spannstück nach der Aktion, man erkennt
den Einstich des 9,3-mm-Fräsers. Unten liegen die sechs Rahmen, welche die
runden Ausfräsungen erhielten. Durch diese stecke ich bei der
Endmontage die schon fertig (schwarz) lackierten Wasserbomben in das Gestell
hinein. Beim Original wurden hier die WABO´s aus dem Gestell heraus auf die
Stempelwerfer geschoben.
(Foto
anklicken) Oben liegt quer das Spannstück nach der Aktion, man erkennt
den Einstich des 9,3-mm-Fräsers. Unten liegen die sechs Rahmen, welche die
runden Ausfräsungen erhielten. Durch diese stecke ich bei der
Endmontage die schon fertig (schwarz) lackierten Wasserbomben in das Gestell
hinein. Beim Original wurden hier die WABO´s aus dem Gestell heraus auf die
Stempelwerfer geschoben.
 (Foto
anklicken) Eine Anzahl tropfenförmige Wasserbomben Mk9 noch ohne Farbe
und Zünder. Durchmesser hier 9 mm, Länge 14 mm. Die je drei Ringe sind gedreht!
Leider habe ich hier keine Baustufenfotos angefertigt.
(Foto
anklicken) Eine Anzahl tropfenförmige Wasserbomben Mk9 noch ohne Farbe
und Zünder. Durchmesser hier 9 mm, Länge 14 mm. Die je drei Ringe sind gedreht!
Leider habe ich hier keine Baustufenfotos angefertigt.
 Stempelwerfer (K-guns) mit zwei
Wasserbomben.
Stempelwerfer (K-guns) mit zwei
Wasserbomben.
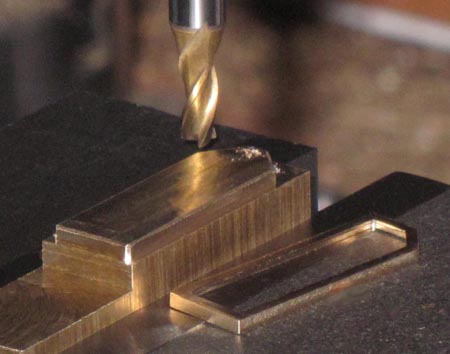
 Je zwei Rahmen sollen nun mit drei
gleichlangen Zwischen-(Winkel-)Stücken zu Rahmenkästen verbunden werden. In der
schon benutzten Vorrichtung (diesmal steht sie genau senkrecht) werden die auf
14 mm grob abgelängten Stücke auf 11,9 mm Länge gekürzt. Auch hier stehen die
Winkel auf einem kurzen Anschlag (b). (a) ist das ausragende Winkelstück, das
vom Fräser fast gratfrei weggefräst wird.
Je zwei Rahmen sollen nun mit drei
gleichlangen Zwischen-(Winkel-)Stücken zu Rahmenkästen verbunden werden. In der
schon benutzten Vorrichtung (diesmal steht sie genau senkrecht) werden die auf
14 mm grob abgelängten Stücke auf 11,9 mm Länge gekürzt. Auch hier stehen die
Winkel auf einem kurzen Anschlag (b). (a) ist das ausragende Winkelstück, das
vom Fräser fast gratfrei weggefräst wird.
 Das Ergebnis sind 18 exakt gleich lange
und in beiden Richtungen rechtwinklig abgeschnittene Winkelprofile. Im Bild sind
sie bereits entgratet (rotierende Drahtbürste).
Das Ergebnis sind 18 exakt gleich lange
und in beiden Richtungen rechtwinklig abgeschnittene Winkelprofile. Im Bild sind
sie bereits entgratet (rotierende Drahtbürste).
 Für das Zusammenlöten der Rahmenkästen erhielt eines meiner Lötprismen
(Pertinax/90° schräggestellter Schaftfräser), das mir in der Vergangenheit schon vielfach beste Dienste
geleistet hat, eine sehr genau winklig stehende Stirnwand (2-mm- Novotex-Platte).....
Für das Zusammenlöten der Rahmenkästen erhielt eines meiner Lötprismen
(Pertinax/90° schräggestellter Schaftfräser), das mir in der Vergangenheit schon vielfach beste Dienste
geleistet hat, eine sehr genau winklig stehende Stirnwand (2-mm- Novotex-Platte).....
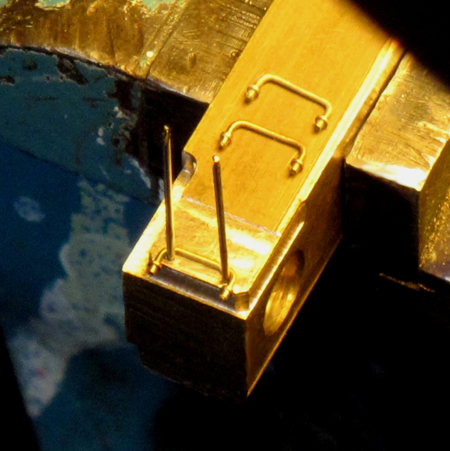
 In dem Prisma wird der erste Rahmen (a)
gegen diese Wand geschoben und mit einer kleinen Novotex-Platte (b)
festgehalten. Dann wird von der anderen Seite der anzulötende Winkel (c) von
oben mit der Spitze einer Reißnadel gegen diesen Rahmen geschoben und kann so
angelötet werden...
In dem Prisma wird der erste Rahmen (a)
gegen diese Wand geschoben und mit einer kleinen Novotex-Platte (b)
festgehalten. Dann wird von der anderen Seite der anzulötende Winkel (c) von
oben mit der Spitze einer Reißnadel gegen diesen Rahmen geschoben und kann so
angelötet werden...
 ...an der anderen Seite der andere Winkel
und dann beide Teile zusammen.
...an der anderen Seite der andere Winkel
und dann beide Teile zusammen.
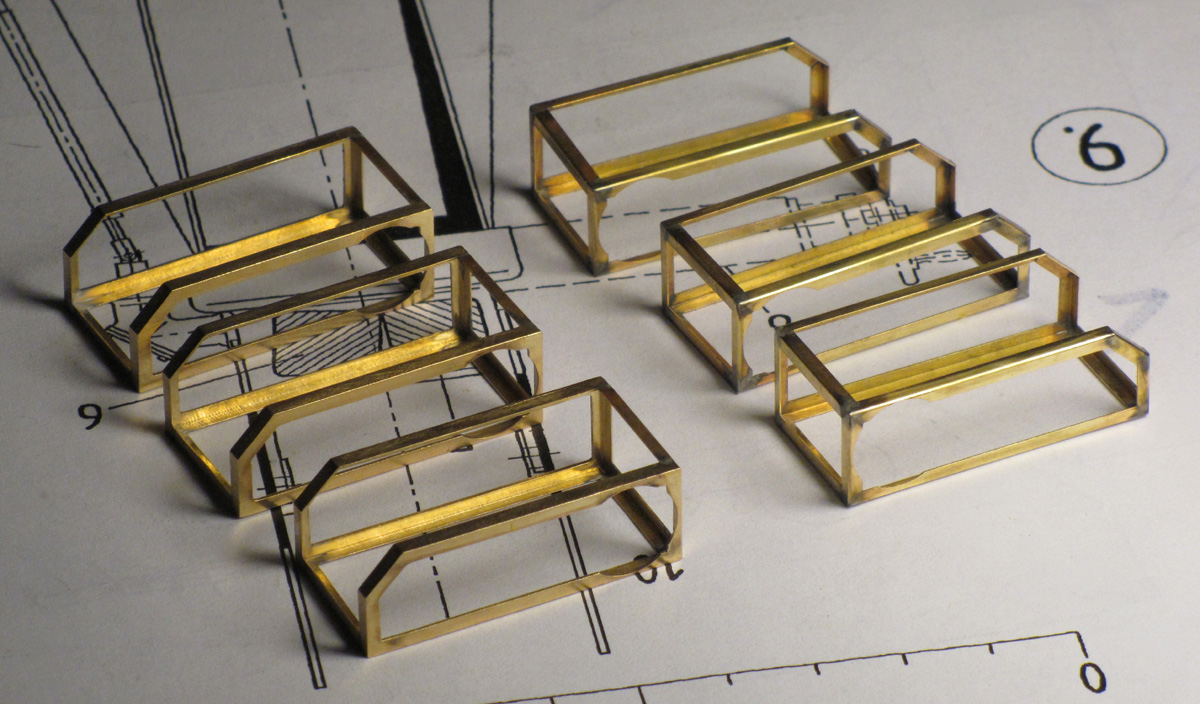
 (Foto anklicken) Sehen schon gut aus, drei linke und drei
rechte Ausführungen der "Rahmenkästen"...
(Foto anklicken) Sehen schon gut aus, drei linke und drei
rechte Ausführungen der "Rahmenkästen"...
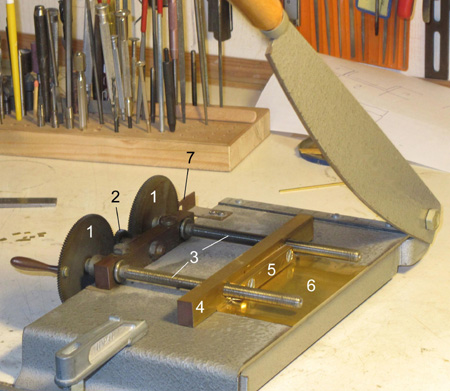 Als nächstes werden für den Bau U-Profile
1 x 2 mm benötigt. Im Bild meine modifizierte Fotoschere, mit welcher ich sehr
exakte Blechstreifen bis 0,2 mm Dicke schneiden kann. Die Besonderheit ist die
Zustellvorrichtung. Zwei Gewindespindeln (3) mit Feingewinde M8x1 (man kann auch
Normalgewinde M6 verwenden!) sind von zwei Zahnrädern (1) mit gleicher Zähnezahl
und einem Zwischenrad (2) mit beliebiger Zähnezahl angetrieben. Auf einem der
großen Zahnräder habe ich eine 10er-Teilung angebracht, auf diese zeigt ein
Zeiger (7). Damit wird es möglich, die Anschlagleiste (4) mit der Klemmleiste
(5) und dem darin geklemmten (kurz abgewinkelten) Blechstück auf ein Zehntel-mm
genau vorzuschieben. Ich habe zuerst 4 mm breite Ms-Blechstreifen geschnitten
und danach streckgerichtet.
Als nächstes werden für den Bau U-Profile
1 x 2 mm benötigt. Im Bild meine modifizierte Fotoschere, mit welcher ich sehr
exakte Blechstreifen bis 0,2 mm Dicke schneiden kann. Die Besonderheit ist die
Zustellvorrichtung. Zwei Gewindespindeln (3) mit Feingewinde M8x1 (man kann auch
Normalgewinde M6 verwenden!) sind von zwei Zahnrädern (1) mit gleicher Zähnezahl
und einem Zwischenrad (2) mit beliebiger Zähnezahl angetrieben. Auf einem der
großen Zahnräder habe ich eine 10er-Teilung angebracht, auf diese zeigt ein
Zeiger (7). Damit wird es möglich, die Anschlagleiste (4) mit der Klemmleiste
(5) und dem darin geklemmten (kurz abgewinkelten) Blechstück auf ein Zehntel-mm
genau vorzuschieben. Ich habe zuerst 4 mm breite Ms-Blechstreifen geschnitten
und danach streckgerichtet.
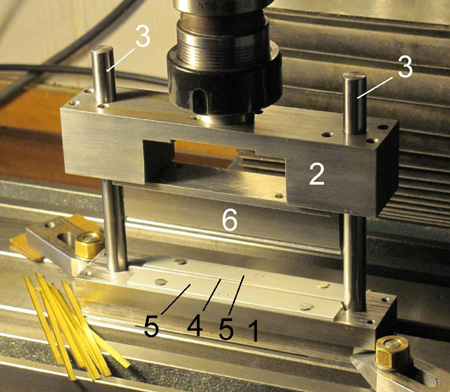 Meine Winkel-Prägevorrichtung (Foto ganz
oben) habe ich verbessert. Es können nun nur noch Winkel- und U-Profile von 100
mm Länge gemacht werden, der kleinste L-Winkel 0,5 x 0,5 mm. Unterteil (1) mit
dem 90°-V-Prägeprisma als Matritze (4)(nur 0,35 mm tief eingefräst) und Oberteil (2) sind
durch zwei 10-mm-Silberstahlstäbe als Säulengestell miteinander verbunden. An
die Unterseite von (2) wurde das Prägemesser (6) mit einer 80°-"Schneide"
angeklebt. Im Bild sind zwei Anschlagleisten (5) - eine mit 3-mm- und eine mit
1-mm-Kante - aufgeschraubt, damit im ersten Arbeitsgang....
Meine Winkel-Prägevorrichtung (Foto ganz
oben) habe ich verbessert. Es können nun nur noch Winkel- und U-Profile von 100
mm Länge gemacht werden, der kleinste L-Winkel 0,5 x 0,5 mm. Unterteil (1) mit
dem 90°-V-Prägeprisma als Matritze (4)(nur 0,35 mm tief eingefräst) und Oberteil (2) sind
durch zwei 10-mm-Silberstahlstäbe als Säulengestell miteinander verbunden. An
die Unterseite von (2) wurde das Prägemesser (6) mit einer 80°-"Schneide"
angeklebt. Im Bild sind zwei Anschlagleisten (5) - eine mit 3-mm- und eine mit
1-mm-Kante - aufgeschraubt, damit im ersten Arbeitsgang....
 (Foto anklicken) ...Winkel 3 x 1 mm gedrückt werden
können. Diese ungleichschenkligen Winkel habe ich im nächsten Arbeitsgang auf
der gleichen Prägevorrichtung zu U-Profilen gedrückt. Sie haben mir nicht
gefallen, weil sie einseitig wurden. Der Grund dafür: ich habe die
Anschlagleisten nicht in Zehntel-Schritten (nur in 0,5-mm-Schritten).
(Foto anklicken) ...Winkel 3 x 1 mm gedrückt werden
können. Diese ungleichschenkligen Winkel habe ich im nächsten Arbeitsgang auf
der gleichen Prägevorrichtung zu U-Profilen gedrückt. Sie haben mir nicht
gefallen, weil sie einseitig wurden. Der Grund dafür: ich habe die
Anschlagleisten nicht in Zehntel-Schritten (nur in 0,5-mm-Schritten).
 Als nächsten Versuch habe ich U-Profile 2
x 1 mm mit 0,2 mm Wandstärken gefräst und abgesägt. Sie wurden recht gut, der
Nachteil dieser Herstellung: man muß mit zu viel Aufwand die Frässpuren
wegfeilen.
Als nächsten Versuch habe ich U-Profile 2
x 1 mm mit 0,2 mm Wandstärken gefräst und abgesägt. Sie wurden recht gut, der
Nachteil dieser Herstellung: man muß mit zu viel Aufwand die Frässpuren
wegfeilen.
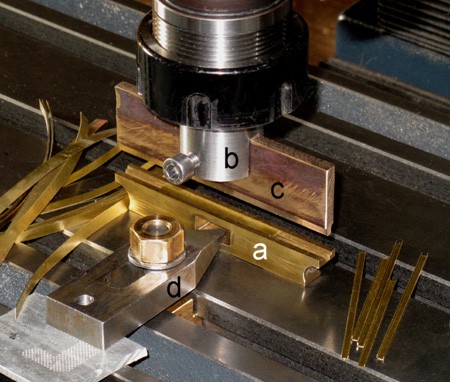 Deshalb habe ich als dritte Variante das
gemacht, was ich sofort hätte tun sollen: eine Matritze (a) hat zwei
übereinander gefräste Kanäle (Y-Support bleibt geklemmt). Im 4 mm breiten
(4-mm-Fingerfräser) oberen Kanal liegt der 0,15 mm dicke und 3,95 mm breite
Blechstreifen. Er wird von einer Stempelleiste (c)(1,7 mm breit angefräst), die
von einer Aufnahme (b) im Zangenfutter der Fräsmaschine gehalten wird, in eine 2
mm breite und 1 mm tiefe untere Nut gedrückt und so das U-Profil geformt
(Nutenbreite - 2 x Blechstärke = 1,7 mm). Die Drückbewegung macht der gesamte
Fräskopf. Erst nach dem Eindrücken des ersten Profils ist (a) und (c) exakt
gegeneinander ausgerichtet und erst dann wird das Spanneisen (d) endgültig
festgezogen.
Deshalb habe ich als dritte Variante das
gemacht, was ich sofort hätte tun sollen: eine Matritze (a) hat zwei
übereinander gefräste Kanäle (Y-Support bleibt geklemmt). Im 4 mm breiten
(4-mm-Fingerfräser) oberen Kanal liegt der 0,15 mm dicke und 3,95 mm breite
Blechstreifen. Er wird von einer Stempelleiste (c)(1,7 mm breit angefräst), die
von einer Aufnahme (b) im Zangenfutter der Fräsmaschine gehalten wird, in eine 2
mm breite und 1 mm tiefe untere Nut gedrückt und so das U-Profil geformt
(Nutenbreite - 2 x Blechstärke = 1,7 mm). Die Drückbewegung macht der gesamte
Fräskopf. Erst nach dem Eindrücken des ersten Profils ist (a) und (c) exakt
gegeneinander ausgerichtet und erst dann wird das Spanneisen (d) endgültig
festgezogen.
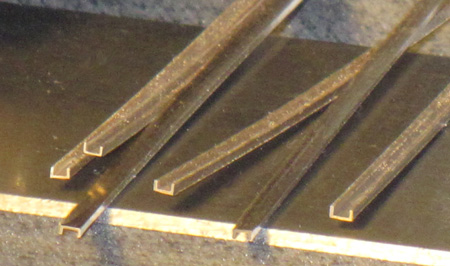
 Die ersten geprägten U-Profile, man
erkennt die Genauigkeit.
Die ersten geprägten U-Profile, man
erkennt die Genauigkeit.
 Nahaufnahme von Unter- und Oberteil der
Prägevorrichtung. Hinten liegt ein Blechstreifen in der 4-mm-Nut.
Nahaufnahme von Unter- und Oberteil der
Prägevorrichtung. Hinten liegt ein Blechstreifen in der 4-mm-Nut.
 Die beiden Prägeteile sind wieder
auseinandergefahren. In der 2-mm-Nut klemmt das U-Profil.
Die beiden Prägeteile sind wieder
auseinandergefahren. In der 2-mm-Nut klemmt das U-Profil.
 Hier klemmt das Profilstück am Oberteil
fest, ein Beleg für die Genauigkeit...
Hier klemmt das Profilstück am Oberteil
fest, ein Beleg für die Genauigkeit...
 (Foto anklicken) Selbstverständlich habe ich mir mit der
eingerichteten Maschine gleich eine große Anzahl solcher Profile "auf Vorrat"
gedrückt.
(Foto anklicken) Selbstverständlich habe ich mir mit der
eingerichteten Maschine gleich eine große Anzahl solcher Profile "auf Vorrat"
gedrückt.
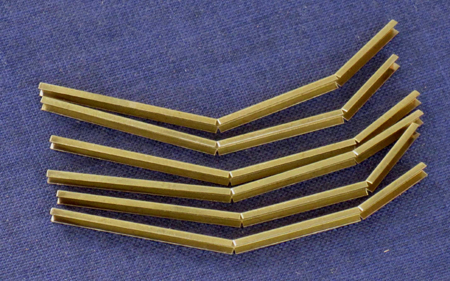 Die Profile wurden nach Anriß an zwei Schenkeln mit dem Seitenschneider
eingeschnitten und etwa 90° abgewinkelt.
Die Profile wurden nach Anriß an zwei Schenkeln mit dem Seitenschneider
eingeschnitten und etwa 90° abgewinkelt.
 An einem exakt rechtwinklig gefrästen
Novotex-Stück werden die genauen Rechtecke gebogen, von einem "Spanneisen"
(liegt rechts unter der M3-Schraube) gehalten, eine vierte "Strecke" eingepaßt
und eingelötet; danach die überstehenden Enden an der hier rechten Ecke
abgefeilt und alles entgratet.
An einem exakt rechtwinklig gefrästen
Novotex-Stück werden die genauen Rechtecke gebogen, von einem "Spanneisen"
(liegt rechts unter der M3-Schraube) gehalten, eine vierte "Strecke" eingepaßt
und eingelötet; danach die überstehenden Enden an der hier rechten Ecke
abgefeilt und alles entgratet.
 Die so gefertigten Rahmenstücke sehen nun
für die Weiterverarbeitung so aus.
Die so gefertigten Rahmenstücke sehen nun
für die Weiterverarbeitung so aus.
Die Rahmenkästen müssen an
den Schrägen noch eine Verbindungsleiste mit Griff bekommen. An den Stellen
werden sie beim Original aufgeklappt, um die WABO´s nachzuladen.
 Begonnen habe ich (wegen der zu
ermittelnden exakten Längen) mit den Griffen. Sie wurden aus 2-mm-Rundmessing
angedreht....
Begonnen habe ich (wegen der zu
ermittelnden exakten Längen) mit den Griffen. Sie wurden aus 2-mm-Rundmessing
angedreht....
 ....und dann auf Längen abgestochen und
ausgeglüht (Drehmessing kann man nur ausgeglüht um enge Radien biegen).
....und dann auf Längen abgestochen und
ausgeglüht (Drehmessing kann man nur ausgeglüht um enge Radien biegen).
 In einer schnell gefertigten
Biegevorrichtung (zwei 0,4-mm-Bohrerschäfte, Koordinaten-Bohren!) werden die
kleinen Teile zu Griffen gebogen. Nun kann man die Abstände für das Bohren
messen und errechnen.
In einer schnell gefertigten
Biegevorrichtung (zwei 0,4-mm-Bohrerschäfte, Koordinaten-Bohren!) werden die
kleinen Teile zu Griffen gebogen. Nun kann man die Abstände für das Bohren
messen und errechnen.
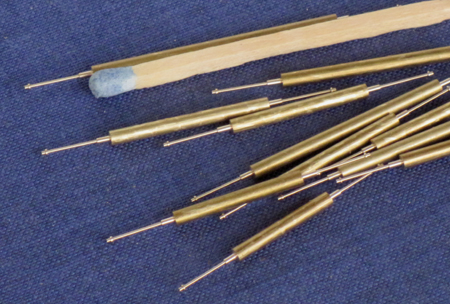
 Sieht dann so aus. Die beiden kleinen
Zapfen Durchmesser 0,5 x 0,5 mm lang sind für das Einlöten in die Leisten,
welche nun gefertigt werden.
Sieht dann so aus. Die beiden kleinen
Zapfen Durchmesser 0,5 x 0,5 mm lang sind für das Einlöten in die Leisten,
welche nun gefertigt werden.
 Dazu werden mit einem 2-mm-Fingerfräser
in 3,4-mm-Abständen 1 mm tiefe Nuten in einen Ms-Klotz gefräst. So entstehen die
Leisten 1,4 mm breit!
Dazu werden mit einem 2-mm-Fingerfräser
in 3,4-mm-Abständen 1 mm tiefe Nuten in einen Ms-Klotz gefräst. So entstehen die
Leisten 1,4 mm breit!
 Fräsen auf Längen und Anfräsen der Stufen
an beiden Enden.
Fräsen auf Längen und Anfräsen der Stufen
an beiden Enden.
 Das 0,55-mm-Bohren für die Griffe. Bei
all diesen Arbeiten wird wieder nur streng nach Koordinaten gearbeitet - es wird
also fast nichts gemessen!!!
Das 0,55-mm-Bohren für die Griffe. Bei
all diesen Arbeiten wird wieder nur streng nach Koordinaten gearbeitet - es wird
also fast nichts gemessen!!!
 Danach wird abgesägt, die etwas
verbogenen Leisten gerichtet, alles entgratet und...
Danach wird abgesägt, die etwas
verbogenen Leisten gerichtet, alles entgratet und...
 (Foto anklicken) ...die Griffe angelötet.
(Foto anklicken) ...die Griffe angelötet.
 Ich habe sie danach mit 2-K-Kleber an die
Schrägen geklebt. Zu groß war meine Befürchtung, daß sich die gelöteten Rahmen
an den Stellen entlöten, die Schägen sind schließlich nur 5 mm lang!
Ich habe sie danach mit 2-K-Kleber an die
Schrägen geklebt. Zu groß war meine Befürchtung, daß sich die gelöteten Rahmen
an den Stellen entlöten, die Schägen sind schließlich nur 5 mm lang!
weiter geht es im
Teil II
..........

zurück/back |
home
 (Foto
anklicken) Für diesen Zweck habe ich schon viele Jahre eine selbstgebaute
Winkel-Prägevorrichtung (hier aufgebaut auf meiner Fräsmaschine, die
Auf-und-Ab-Bewegung besorgt deren Bohrpinole). Ein Balken (a), welcher in zwei
unterschiedlich dicken Säulen (b) und (c) auf und ab fährt (der Werkzeugmacher
nennt das Säulengestell), trägt an der Unterkante ein Prägemesser (d). Das
Messer hat an der Unterkante eine angefräste 80°-"Schneide". Diese sticht in
eine 90°-V-Nut vom Unterteil. Neben dieser V-Nut können (zwei) auswechselbare
Anschlagleisten (e) angeschraubt werden (für verschiedene L-Maße). In der
flachen Nut, welche diese Anschlagleisten bilden, liegt der maximal 160 mm lange
Blechstreifen, welcher zu einem L-Profil gedrückt werden soll, exakt
ausgerichtet.
(Foto
anklicken) Für diesen Zweck habe ich schon viele Jahre eine selbstgebaute
Winkel-Prägevorrichtung (hier aufgebaut auf meiner Fräsmaschine, die
Auf-und-Ab-Bewegung besorgt deren Bohrpinole). Ein Balken (a), welcher in zwei
unterschiedlich dicken Säulen (b) und (c) auf und ab fährt (der Werkzeugmacher
nennt das Säulengestell), trägt an der Unterkante ein Prägemesser (d). Das
Messer hat an der Unterkante eine angefräste 80°-"Schneide". Diese sticht in
eine 90°-V-Nut vom Unterteil. Neben dieser V-Nut können (zwei) auswechselbare
Anschlagleisten (e) angeschraubt werden (für verschiedene L-Maße). In der
flachen Nut, welche diese Anschlagleisten bilden, liegt der maximal 160 mm lange
Blechstreifen, welcher zu einem L-Profil gedrückt werden soll, exakt
ausgerichtet.