 Zwei 35 mm lange Profilstäbe 6 x 6
mm wurden so gefräst, daß sie mit einem mittig eingelegten U-Profil
(10-fach-Zeichnung anfertigen!) und zusammengesteckt wieder ein Profil 6 x 6 mm
ergaben.
Zwei 35 mm lange Profilstäbe 6 x 6
mm wurden so gefräst, daß sie mit einem mittig eingelegten U-Profil
(10-fach-Zeichnung anfertigen!) und zusammengesteckt wieder ein Profil 6 x 6 mm
ergaben.Sechs WABO-Lager (Teil II)
six depth charges storage rack`s (part II)
Hier die Fortsetzung des ersten Teils vom Bau der arbeitsaufwendigen WABO-Lager...
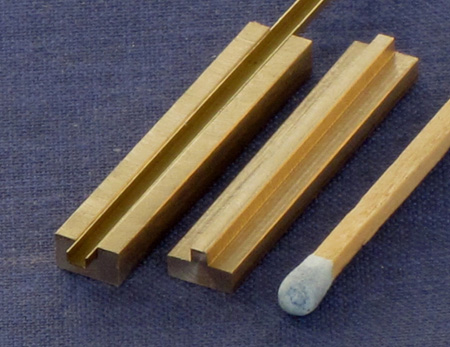
Im ersten Teil des Baureports hatte ich gezeigt, welche Möglichkeiten es gibt, kleine U- und L-Profile selbst herzustellen. Ein Problem, auch jetzt hier beim Weiterbau, ist immer wieder das maßhaltige und exakt winklige Ablängen dieser Profile mit den recht dünnen Wandstärken (0,15 bis 0,2 mm). Ich bin heute morgen beim Frühstück auf die Idee gekommen, U- und L-Profile auf Länge "planzudrehen", wie Rundstäbe auch - in selbst gemachten "Spannzangen". Die Idee wurde sofort umgesetzt und ist großartig gelungen.
Zwei 35 mm lange Profilstäbe 6 x 6
mm wurden so gefräst, daß sie mit einem mittig eingelegten U-Profil
(10-fach-Zeichnung anfertigen!) und zusammengesteckt wieder ein Profil 6 x 6 mm
ergaben.
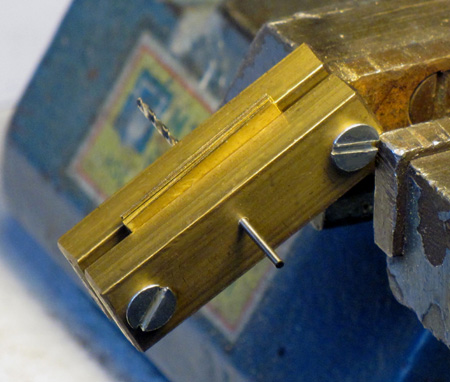
 Hier sehen wir es. Damit eine
Klemmung des Profils erfolgen kann, muß zwischen den beiden Teilen außen ein
Spalt bleiben (hier etwa 0,4 mm).
Hier sehen wir es. Damit eine
Klemmung des Profils erfolgen kann, muß zwischen den beiden Teilen außen ein
Spalt bleiben (hier etwa 0,4 mm).
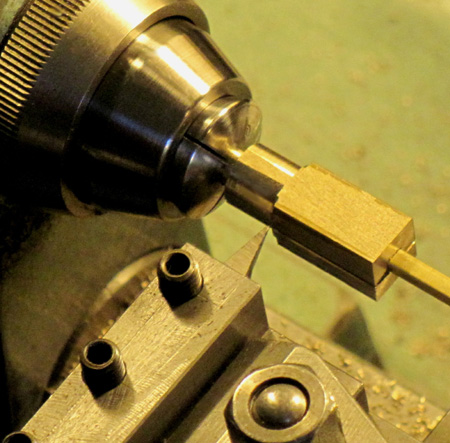
 Dieses wurde nun zu etwa 40%
ausragend in einem gut laufenden Vierbackenfutter gespannt und der ausragende
Teil auf einen Durchmesser 3,98 abgedreht.
Dieses wurde nun zu etwa 40%
ausragend in einem gut laufenden Vierbackenfutter gespannt und der ausragende
Teil auf einen Durchmesser 3,98 abgedreht.
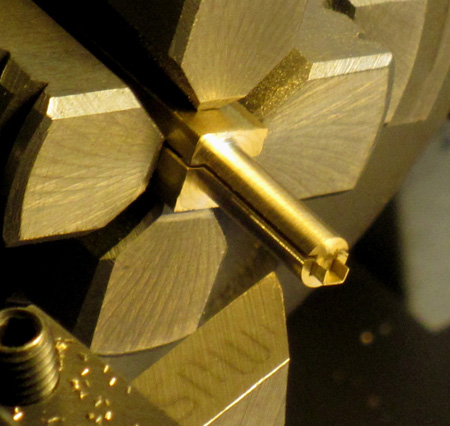
 Danach kam dieses abgedrehte Stück
in die 4-mm-Zugspannzange (!) der Uhrmacherdrehmaschine und mit einem
HSS-Spitzdrehstahl wurde der Restteil ebenfalls Stück für Stück (etwa in
8-mm-Längen) auf einen Durchmesser 3,98 abgedreht.
Danach kam dieses abgedrehte Stück
in die 4-mm-Zugspannzange (!) der Uhrmacherdrehmaschine und mit einem
HSS-Spitzdrehstahl wurde der Restteil ebenfalls Stück für Stück (etwa in
8-mm-Längen) auf einen Durchmesser 3,98 abgedreht.
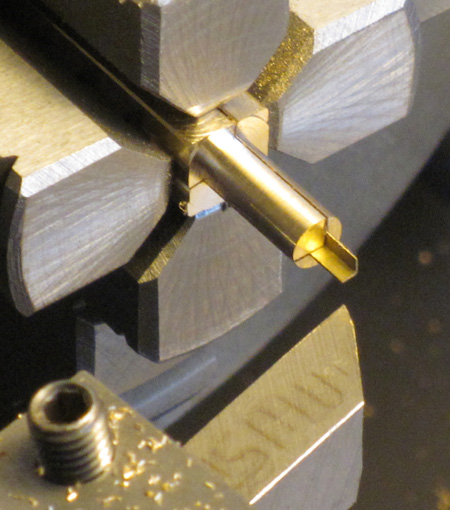
 Die letzten 2 bis 3 mm (wie hier im
Bild) sollte man als "Anschlag" nur auf einen Durchmesser 5 oder 6 mm abdrehen.
Die letzten 2 bis 3 mm (wie hier im
Bild) sollte man als "Anschlag" nur auf einen Durchmesser 5 oder 6 mm abdrehen.
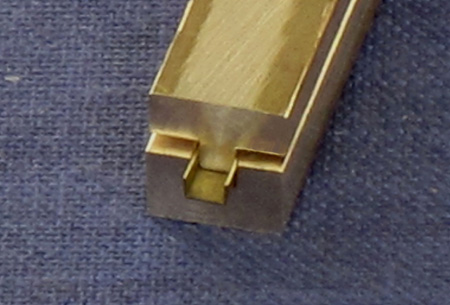
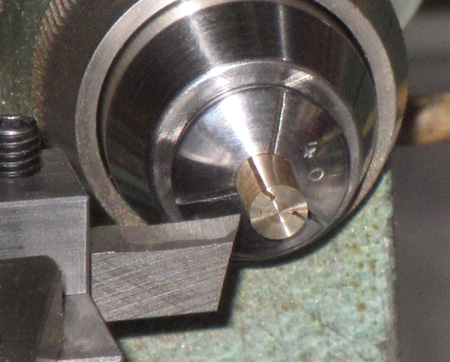 Ich hatte den Fehler gemacht, das
Vierkant bis ganz vorn abzudrehen. In dem Foto sehen wir, wie ich die Planfläche
beider Klemmteile überdreht habe und dabei gleich das geklemmte U-Profil mit.
Man erkennt deutlich den Spalt.
Ich hatte den Fehler gemacht, das
Vierkant bis ganz vorn abzudrehen. In dem Foto sehen wir, wie ich die Planfläche
beider Klemmteile überdreht habe und dabei gleich das geklemmte U-Profil mit.
Man erkennt deutlich den Spalt.
 Auseinandergenommen sieht es so aus.
Auseinandergenommen sieht es so aus.
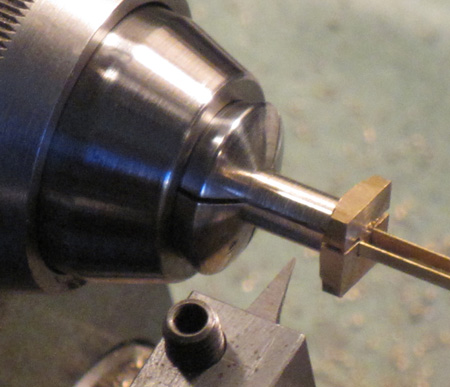
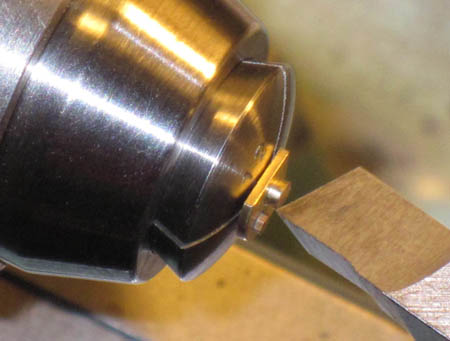
 Als "Anschlag" habe ich nachträglich
zwei Halbring-Schalen aufgelötet und die vordere Planfläche noch einmal
überplant. Die Klemmteile sind hier nur zur Verdeutlichung ein Stück aus der
Zange herausgezogen. Ich konnte nun mit der U-Klemmzange meine Profile auf Länge
plandrehen. Man läßt die Profilstücke nicht viel mehr als 1 mm herausragen und
kann dann in 0,05- bis max. 0,1-mm-Schritten (mit scharfen HSS-Drehstahl)
vorsichtig plandrehen. Das Blech verbiegt sich dabei nicht! Im Bild hier ragt es
etwa 1,5 mm heraus - das ist schon zu viel.
Als "Anschlag" habe ich nachträglich
zwei Halbring-Schalen aufgelötet und die vordere Planfläche noch einmal
überplant. Die Klemmteile sind hier nur zur Verdeutlichung ein Stück aus der
Zange herausgezogen. Ich konnte nun mit der U-Klemmzange meine Profile auf Länge
plandrehen. Man läßt die Profilstücke nicht viel mehr als 1 mm herausragen und
kann dann in 0,05- bis max. 0,1-mm-Schritten (mit scharfen HSS-Drehstahl)
vorsichtig plandrehen. Das Blech verbiegt sich dabei nicht! Im Bild hier ragt es
etwa 1,5 mm heraus - das ist schon zu viel.
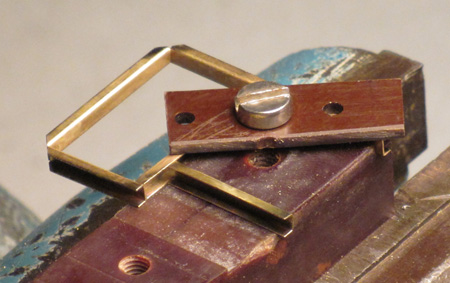
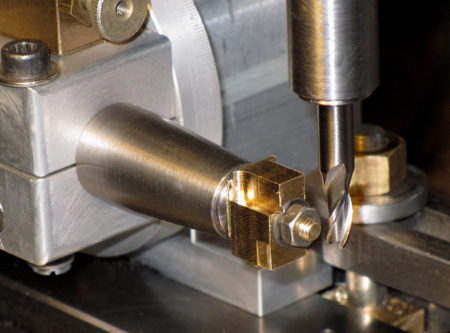
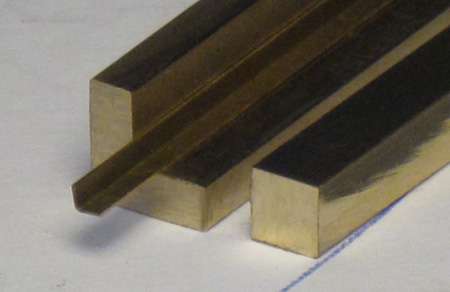 Mutig geworden wollte ich das Gleiche
auch für L-Profile haben. Im Foto sehen wir, wie die beiden Klemmstäbe
vorbereitet werden. Mit dem L-Profil zusammengesteckt kommen wir auch hier auf
ein Maß von 6 x 6 mm.
Mutig geworden wollte ich das Gleiche
auch für L-Profile haben. Im Foto sehen wir, wie die beiden Klemmstäbe
vorbereitet werden. Mit dem L-Profil zusammengesteckt kommen wir auch hier auf
ein Maß von 6 x 6 mm.
 Die gleiche Weiterarbeit: Etwas ausragen
lassen und auf exakt 3,98 überdrehen....
Die gleiche Weiterarbeit: Etwas ausragen
lassen und auf exakt 3,98 überdrehen....
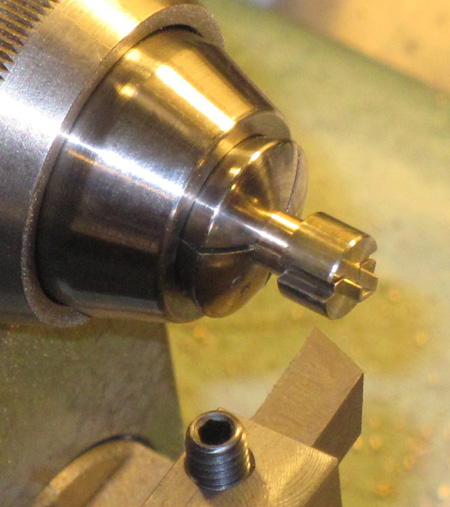
 ...danach bis vorn zum "Anschlag", den
ich diesmal gleich angedreht hatte. Man sieht auch hier den Spalt, der hier
einfach die Breite der Blechstärke hat. Der Vorteil dieser Klemmung: man kann
auch andere L-Profile mit anderen Schenkelmaßen ablängen.
...danach bis vorn zum "Anschlag", den
ich diesmal gleich angedreht hatte. Man sieht auch hier den Spalt, der hier
einfach die Breite der Blechstärke hat. Der Vorteil dieser Klemmung: man kann
auch andere L-Profile mit anderen Schenkelmaßen ablängen.
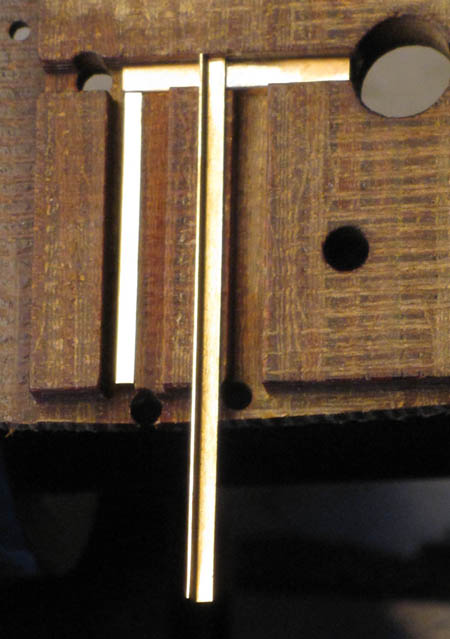
 Keine
Fotomontage! Ich habe das erste
plangedrehte L-Profilstück (40 mm lang) zum Beweis seiner Rechtwinkligkeit
senkrecht auf die bei mir exakt waagerecht ausgerichtete Arbeitsplatte gestellt
- es blieb stehen. Weil die U- und auch die L-Profile in den Innenecken
zwangsläufig leichte Radien haben, soll man z.B. hier die Kante vom links
liegenden Klemmstück großzügig fasen.
Keine
Fotomontage! Ich habe das erste
plangedrehte L-Profilstück (40 mm lang) zum Beweis seiner Rechtwinkligkeit
senkrecht auf die bei mir exakt waagerecht ausgerichtete Arbeitsplatte gestellt
- es blieb stehen. Weil die U- und auch die L-Profile in den Innenecken
zwangsläufig leichte Radien haben, soll man z.B. hier die Kante vom links
liegenden Klemmstück großzügig fasen.
 Die Voraussetzungen für guten Weiterbau
sind nun gegeben. Ich habe die nächsten je 14 mm langen Beine aus U-Profil "plangedreht"
(sorgfältig entgratet) und mit einer Lötvorrichtung an die schon bekannten
Rahmen angelötet.
Die Voraussetzungen für guten Weiterbau
sind nun gegeben. Ich habe die nächsten je 14 mm langen Beine aus U-Profil "plangedreht"
(sorgfältig entgratet) und mit einer Lötvorrichtung an die schon bekannten
Rahmen angelötet.
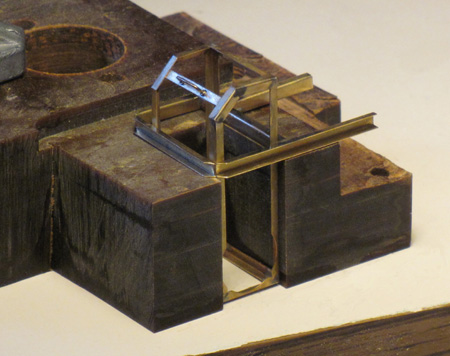 Und diese Rahmen wurden dann heute
an die in einer Lötvorrichtung stehenden "Kästen" gelötet. Die am
Novotex-Stück
angefräste Höhe von 19 mm sorgt dafür, daß die Rahmen schön winklig an die
Rahmenkästen kommen. Das Novotex-Stück wurde dabei mit einer Schraubzwinge an
die Tischplatte geklemmt.
Und diese Rahmen wurden dann heute
an die in einer Lötvorrichtung stehenden "Kästen" gelötet. Die am
Novotex-Stück
angefräste Höhe von 19 mm sorgt dafür, daß die Rahmen schön winklig an die
Rahmenkästen kommen. Das Novotex-Stück wurde dabei mit einer Schraubzwinge an
die Tischplatte geklemmt.
 Nun wurden die Längen der Beine aus
U-Profil gemessen, dazu je zwei L-Profil-Beine mit den gleichen Längen gedreht
und im Lötprisma (diese vielfach verwendbare Löthilfe sollte jeder ernsthafte
Modellbauer haben!) an das hintere Ende der "Kästen" gelötet. Damit der
Rahmenkasten dabei fest im Lötprisma liegt, wurde er mit einem Messingstück
belastet.
Nun wurden die Längen der Beine aus
U-Profil gemessen, dazu je zwei L-Profil-Beine mit den gleichen Längen gedreht
und im Lötprisma (diese vielfach verwendbare Löthilfe sollte jeder ernsthafte
Modellbauer haben!) an das hintere Ende der "Kästen" gelötet. Damit der
Rahmenkasten dabei fest im Lötprisma liegt, wurde er mit einem Messingstück
belastet.
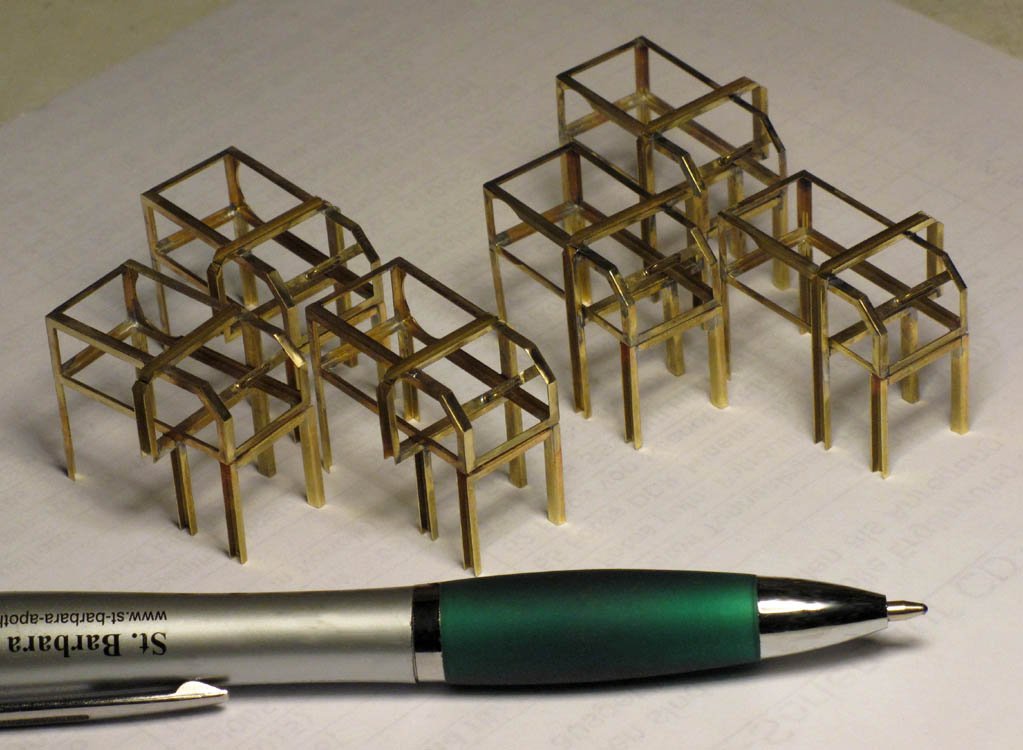
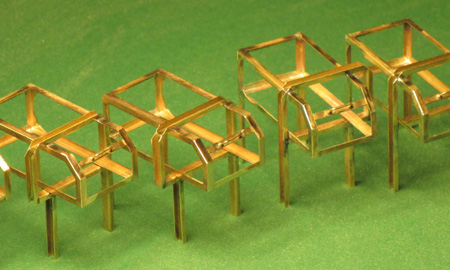 Nach dem Verputzen von überschüssigem
Lötzinn sehen die sechs Teile nun vorerst so aus.
Nach dem Verputzen von überschüssigem
Lötzinn sehen die sechs Teile nun vorerst so aus.
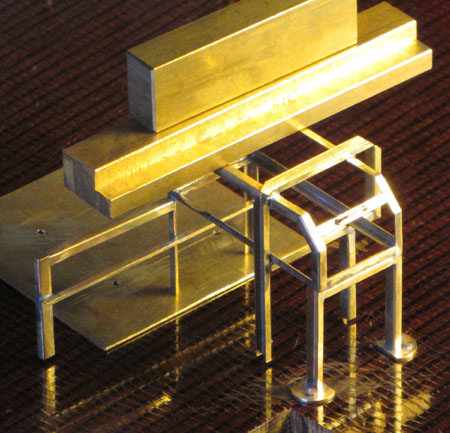
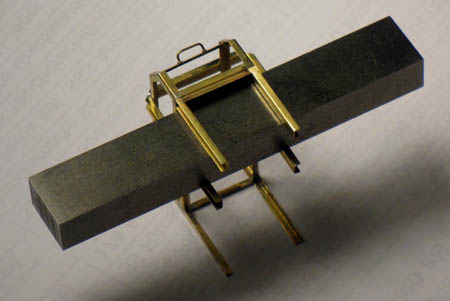 Aus drei auf Längen gedrehte U-Profile
wurde ein U-förmiges Stück zusammengelötet (im Lötprisma) und mit Auflage einer
7 mm dicken Schraubstockbeilage mit Sekundenkleber an das vordere Ende des
"Regals" geklebt.
Aus drei auf Längen gedrehte U-Profile
wurde ein U-förmiges Stück zusammengelötet (im Lötprisma) und mit Auflage einer
7 mm dicken Schraubstockbeilage mit Sekundenkleber an das vordere Ende des
"Regals" geklebt.
 (Foto anklicken) Die WABO-Lager nehmen allmählich Gestalt
an.
(Foto anklicken) Die WABO-Lager nehmen allmählich Gestalt
an.
 Wieder in einer schnell gefrästen
Lötvorrichtung wurden ein U-Profil (oben quer) und zwei L-Profile zu einem weiteren
"Regalteil" zusammengelötet. Die Vorrichtung muß so gestaltet sein, daß man...
Wieder in einer schnell gefrästen
Lötvorrichtung wurden ein U-Profil (oben quer) und zwei L-Profile zu einem weiteren
"Regalteil" zusammengelötet. Die Vorrichtung muß so gestaltet sein, daß man...
 ... linke und rechte Teile darin löten
kann.
... linke und rechte Teile darin löten
kann.
 Damit das Wegfeilen des
überschüssigen Lötzinns nicht dazu führt, daß die kleinen Teile wieder
zerbrechen, habe ich das U-Profil gegen eine aus den Schraubstockbacken leicht
ausragende Kante gelegt. Übrigens feile ich Lötzinn nie trocken, immer nur mit
Zugabe von Spiritus. So können sich die kleinen Zähne der Feile (auch bei
Zahnarztfräsern !) nicht mit Zinn zusetzen, das man kaum noch entfernen kann.
Damit das Wegfeilen des
überschüssigen Lötzinns nicht dazu führt, daß die kleinen Teile wieder
zerbrechen, habe ich das U-Profil gegen eine aus den Schraubstockbacken leicht
ausragende Kante gelegt. Übrigens feile ich Lötzinn nie trocken, immer nur mit
Zugabe von Spiritus. So können sich die kleinen Zähne der Feile (auch bei
Zahnarztfräsern !) nicht mit Zinn zusetzen, das man kaum noch entfernen kann.
 Die eben hergestellten "Rahmen" werden
nun als Beginn für die seitlichen "Ausleger" angelötet. Auch das mache ich
wieder in meinem bewährte Lötprisma. Eine kleine Pertinax-Platte mit einer
M2-Schraube hält dabei die hinteren Beine fest, sodaß ich mich voll auf das
Ausrichten des Ausleger-Rahmens kümmern kann.
Die eben hergestellten "Rahmen" werden
nun als Beginn für die seitlichen "Ausleger" angelötet. Auch das mache ich
wieder in meinem bewährte Lötprisma. Eine kleine Pertinax-Platte mit einer
M2-Schraube hält dabei die hinteren Beine fest, sodaß ich mich voll auf das
Ausrichten des Ausleger-Rahmens kümmern kann.
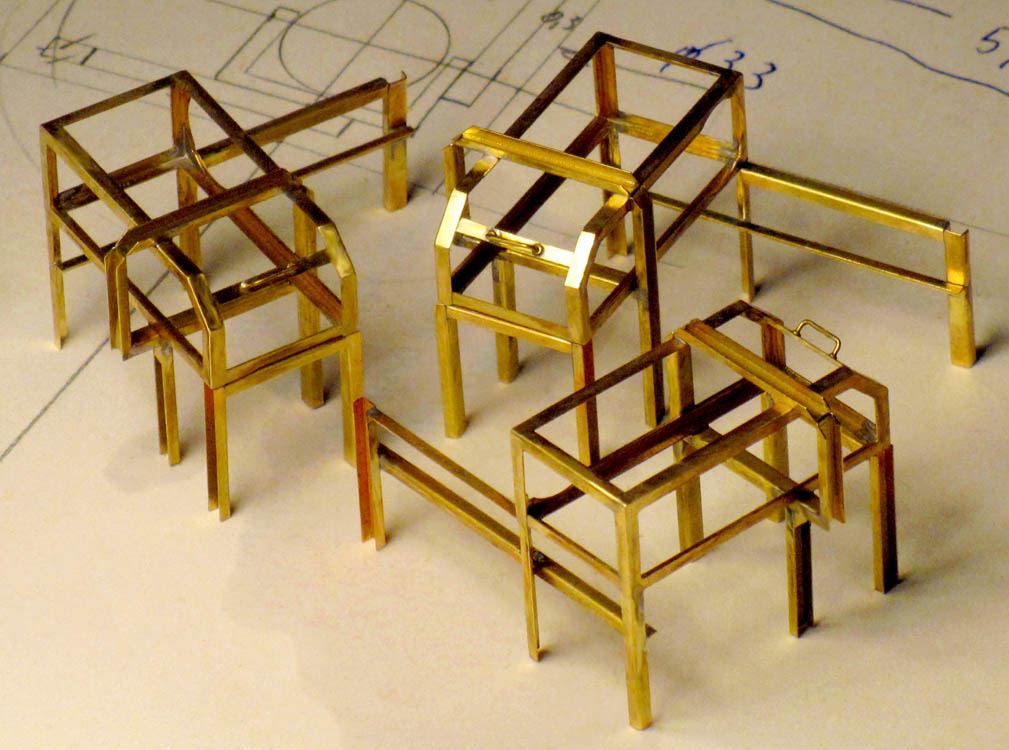 (Foto anklicken) Soweit so gut. Das sind die drei
WABO-Lager der Backbord-Seite - noch längst nicht fertig.
(Foto anklicken) Soweit so gut. Das sind die drei
WABO-Lager der Backbord-Seite - noch längst nicht fertig.
 Als Nächstes die Herstellung von Füßen
zum Festschrauben der WABO-Lager an die Fundamente auf dem Deck. An
6-mm-Rundmessing-Stücke werden 3 mm lange 1,6-mm-Zapfen angedreht.
Als Nächstes die Herstellung von Füßen
zum Festschrauben der WABO-Lager an die Fundamente auf dem Deck. An
6-mm-Rundmessing-Stücke werden 3 mm lange 1,6-mm-Zapfen angedreht.
 Dann werden jeweils zwei Flächen etwa 1
mm lang angefräst (Schlagzahnfräsen).
Dann werden jeweils zwei Flächen etwa 1
mm lang angefräst (Schlagzahnfräsen).
 Mit einem 0,6-mm-Zahnarzt-Kugelfräser
werden nach Augenmaß (man muß auch mal gutes Augenmaß haben) in den Mitten der
Flächen kleine Senkungen als "Körnerschlag-Ersatz" ein gefräst.
Mit einem 0,6-mm-Zahnarzt-Kugelfräser
werden nach Augenmaß (man muß auch mal gutes Augenmaß haben) in den Mitten der
Flächen kleine Senkungen als "Körnerschlag-Ersatz" ein gefräst.
 Hier wird mit einem 0,8-mm-Wendelbohrer
etwa nur 1 mm tief gebohrt. Für das Festhalten verwende ich den 6-mm-Haltetisch.
Die Klemmung ist vierfach geschlitzt, außen drückt ein Klemmring mit vier
M4-Schrauben auf die Klemmflächen. Ich habe diese "Tische" für mehrere
Durchmesser, weil ich sie oft benötige.
Hier wird mit einem 0,8-mm-Wendelbohrer
etwa nur 1 mm tief gebohrt. Für das Festhalten verwende ich den 6-mm-Haltetisch.
Die Klemmung ist vierfach geschlitzt, außen drückt ein Klemmring mit vier
M4-Schrauben auf die Klemmflächen. Ich habe diese "Tische" für mehrere
Durchmesser, weil ich sie oft benötige.
 Die Bohrungen sind fertig und die anderen
Seiten danach ebenfalls auf einen Durchmesser 1,6 x 5 mm lang angedreht.
Die Bohrungen sind fertig und die anderen
Seiten danach ebenfalls auf einen Durchmesser 1,6 x 5 mm lang angedreht.
 In die Bohrungen sollen aus
1-mm-Sechskant-Messing selbstgedrehte Schraubenkopf-Imitate eingelötet werden.
Im Bild sieht man die zugehörige Handskizze mit den Maßen. Kurz die Herstellung:
Zapfen Durchmesser 0,75 x 1 andrehen, abstechen mit etwa 0,7 mm Kopfhöhe,
spannen auf den Zapfen in der 0,8-mm-Spannzange, Kopfhöhe auf 0,5 mm abplanen.
In die Bohrungen sollen aus
1-mm-Sechskant-Messing selbstgedrehte Schraubenkopf-Imitate eingelötet werden.
Im Bild sieht man die zugehörige Handskizze mit den Maßen. Kurz die Herstellung:
Zapfen Durchmesser 0,75 x 1 andrehen, abstechen mit etwa 0,7 mm Kopfhöhe,
spannen auf den Zapfen in der 0,8-mm-Spannzange, Kopfhöhe auf 0,5 mm abplanen.
 Das Teil links steckt in einer Bohrung
des Pertinax-Stücks, von unten ist das Schraubenkopf-Imitat eingesteckt und kann
so an der oberen Fläche mit winzigster Menge Lötzinn angelötet werden. Die
Platten haben hier noch eine Stärke von 0,7 mm! Rechts liegen zwei Teile so, daß
man die Schraubenköpfe sehen kann. Es ist kaum Lötzinn noch oben durchgedrungen!
Das Teil links steckt in einer Bohrung
des Pertinax-Stücks, von unten ist das Schraubenkopf-Imitat eingesteckt und kann
so an der oberen Fläche mit winzigster Menge Lötzinn angelötet werden. Die
Platten haben hier noch eine Stärke von 0,7 mm! Rechts liegen zwei Teile so, daß
man die Schraubenköpfe sehen kann. Es ist kaum Lötzinn noch oben durchgedrungen!
 Alle Teile sehen nun so aus.
Alle Teile sehen nun so aus.
 Spannen auf den Zapfen 1,6 x 3 mm,
andrehen der anderen Seite auf Durchmesser 1,2, dabei die Länge so, daß die
"Platten" nur noch 0,4 mm dick sind (entspricht einer realistischen Stärke von
20 mm beim Original). Danach mit einer Nadelfeile "Suchspitzen" anfeilen. Durch
diese Spitzen wird die spätere Montage auf den dann bereits gespritzten
Decksfundamenten erleichtert!
Spannen auf den Zapfen 1,6 x 3 mm,
andrehen der anderen Seite auf Durchmesser 1,2, dabei die Länge so, daß die
"Platten" nur noch 0,4 mm dick sind (entspricht einer realistischen Stärke von
20 mm beim Original). Danach mit einer Nadelfeile "Suchspitzen" anfeilen. Durch
diese Spitzen wird die spätere Montage auf den dann bereits gespritzten
Decksfundamenten erleichtert!
 Spannen auf den 1,2-mm-Stift, abstechen
des 3 mm langen Zapfens bis auf Schraubenkopf-Höhe (0,5 mm), danach flacher
drehen des Restzapfens auf etwa 0,2 mm Höhe mit einem besonders eingestellten
Seitendrehstahl.
Spannen auf den 1,2-mm-Stift, abstechen
des 3 mm langen Zapfens bis auf Schraubenkopf-Höhe (0,5 mm), danach flacher
drehen des Restzapfens auf etwa 0,2 mm Höhe mit einem besonders eingestellten
Seitendrehstahl.
 (Foto anklicken) Fertig sehen die Füße mit gerundeten
Platten so aus.
(Foto anklicken) Fertig sehen die Füße mit gerundeten
Platten so aus.
 (Foto anklicken) In gleicher Weise wurden auch Füße mit
Platten in Rechteckform hergestellt.
(Foto anklicken) In gleicher Weise wurden auch Füße mit
Platten in Rechteckform hergestellt.
 Nun werden die Füße an die WABO-Lager
gelötet. Dazu werden in eine ebene Pertinax-Platte 3-mm-Bohrungen gebohrt. In
diese werden die Suchspitzen gesteckt, die oberen Flächen der Platten sehr wenig
verzinnt. Die Beine (L- und auch die U-Profile) werden als "Zentrierung" auf die
sehr flachen 1,6-mm-Zapfen gesteckt und die Platte noch einmal erhitzt und damit
das Bein angelötet. Im Bild wird der erste Fuß angelötet. Die beiden angefrästen
Flächen werden nach Augenmaß ausgerichtet. Das hintere Teil des "Regals" steht
auf einem 0,4-mm-Blech (entspricht der Dicke der Fußplatten) und wird von
Gewichten belastet. Damit sich der Fuß durch die Berührung mit der
Lötkolbenspitze nicht verdrehen kann, wird er von der Spitze einer Reißnadel
festgehalten.
Nun werden die Füße an die WABO-Lager
gelötet. Dazu werden in eine ebene Pertinax-Platte 3-mm-Bohrungen gebohrt. In
diese werden die Suchspitzen gesteckt, die oberen Flächen der Platten sehr wenig
verzinnt. Die Beine (L- und auch die U-Profile) werden als "Zentrierung" auf die
sehr flachen 1,6-mm-Zapfen gesteckt und die Platte noch einmal erhitzt und damit
das Bein angelötet. Im Bild wird der erste Fuß angelötet. Die beiden angefrästen
Flächen werden nach Augenmaß ausgerichtet. Das hintere Teil des "Regals" steht
auf einem 0,4-mm-Blech (entspricht der Dicke der Fußplatten) und wird von
Gewichten belastet. Damit sich der Fuß durch die Berührung mit der
Lötkolbenspitze nicht verdrehen kann, wird er von der Spitze einer Reißnadel
festgehalten.
 Der zweite Fuß vorn wird angelötet...
Der zweite Fuß vorn wird angelötet...
 ...der dritte Fuß (nun hinten) usw...
...der dritte Fuß (nun hinten) usw...
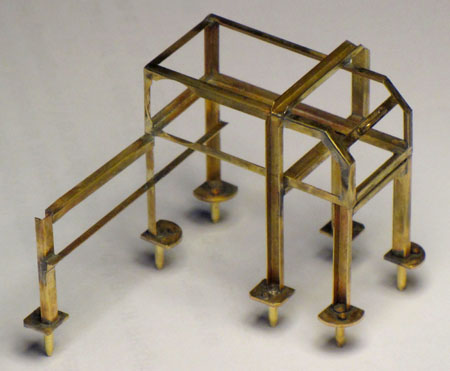 ...bis alle Füße angelötet sind. In der
Pertinax-Platte sind nun (vorerst) sieben 3-mm-Bohrungen.
...bis alle Füße angelötet sind. In der
Pertinax-Platte sind nun (vorerst) sieben 3-mm-Bohrungen.
 An jedem WABO-Lager finden wir drei
Lagerrohre für die WABO-Stempel;
ein kurzes und zwei längere. Aus 4,5-mm-Rundmessing habe ich diese gedreht.
Links-oben im Foto ein kurzes Rohr mit einem eingesteckten WABO-Stempel.
An jedem WABO-Lager finden wir drei
Lagerrohre für die WABO-Stempel;
ein kurzes und zwei längere. Aus 4,5-mm-Rundmessing habe ich diese gedreht.
Links-oben im Foto ein kurzes Rohr mit einem eingesteckten WABO-Stempel.
 An die Stirnseiten der seitlichen
Ausleger kommen als Nächstes Bleche mit Bohrungen für diese Lagerrohre. Die
Teile habe ich aus 0,2-mm-Ms-Blech mit reichlich Aufmaß ausgeschnitten und sie
erhielten je ein 1-mm-Loch etwa in der Mitte.
An die Stirnseiten der seitlichen
Ausleger kommen als Nächstes Bleche mit Bohrungen für diese Lagerrohre. Die
Teile habe ich aus 0,2-mm-Ms-Blech mit reichlich Aufmaß ausgeschnitten und sie
erhielten je ein 1-mm-Loch etwa in der Mitte.
 Diese Bohrungen sollen auf 3,8 mm
aufgebohrt werden. Das gelingt richtig gut nur "im Paket". Zwei stabile
Ms-Profile wurden dazu vorbereitet, in der Mitte eine 1-mm-Durchgangsbohrung,
M3-Schrauben und -Muttern.
Diese Bohrungen sollen auf 3,8 mm
aufgebohrt werden. Das gelingt richtig gut nur "im Paket". Zwei stabile
Ms-Profile wurden dazu vorbereitet, in der Mitte eine 1-mm-Durchgangsbohrung,
M3-Schrauben und -Muttern.
 Die vorbereiteten Bleche wurden durch
Zentrierung mit einem 1-mm-Bohrerschaft dazwischengeklemmt. Das Zusammenpressen
machen die Schraubstockbacken!
Die vorbereiteten Bleche wurden durch
Zentrierung mit einem 1-mm-Bohrerschaft dazwischengeklemmt. Das Zusammenpressen
machen die Schraubstockbacken!
 Der Bohrer wird herausgezogen und die
Bohrung mit einem neutral geschliffenen 3,8-mm-Wendelbohrer aufgebohrt.
Der Bohrer wird herausgezogen und die
Bohrung mit einem neutral geschliffenen 3,8-mm-Wendelbohrer aufgebohrt.
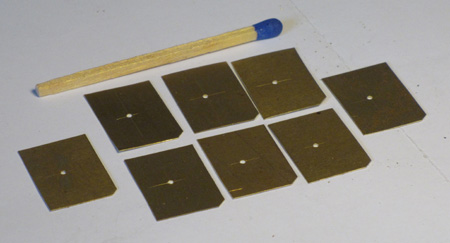
 Das Ergebnis sind acht Bleche (sechs werden eigentlich nur benötigt) mit nahezu
gratfreien und kreisrunden 3,8-mm-Bohrungen.
Das Ergebnis sind acht Bleche (sechs werden eigentlich nur benötigt) mit nahezu
gratfreien und kreisrunden 3,8-mm-Bohrungen.
 Die weitere Arbeit wie üblich:
Aufnahmedorn mit (Spannzangen-)Spannzapfen und 3,8-mm-Aufnahmezapfen mit
M4-Gewinde, dicke Druckscheibe, Waagerecht-Teilgerät.
Die weitere Arbeit wie üblich:
Aufnahmedorn mit (Spannzangen-)Spannzapfen und 3,8-mm-Aufnahmezapfen mit
M4-Gewinde, dicke Druckscheibe, Waagerecht-Teilgerät.
![]() (Foto anklicken) So bin ich wieder zu vollkommen gleichen,
ebenen und maßhaltigen Blechen gekommen. Links der Aufnahmedorn, rechts die
Druckscheibe. Die Möglichkeiten der Maschinen zu nutzen, macht immer wieder
große Freude... Nehmt mir meine Maschinen weg, dann mache ich keinen Modellbau
mehr und kaufe mir einen Hund - oder gehe angeln.
(Foto anklicken) So bin ich wieder zu vollkommen gleichen,
ebenen und maßhaltigen Blechen gekommen. Links der Aufnahmedorn, rechts die
Druckscheibe. Die Möglichkeiten der Maschinen zu nutzen, macht immer wieder
große Freude... Nehmt mir meine Maschinen weg, dann mache ich keinen Modellbau
mehr und kaufe mir einen Hund - oder gehe angeln.
 Später werden bei der Montage
sechseckige Knotenbleche benötigt. Diese hier sind als Profil gefräst
(Schlagzahnfräsen) und dann zu 0,3 mm Dicke abgesägt, danach die Kanten trommel-entgratet (Entgratungs-Trommel siehe Beitrag über die
Munitionskisten).
Später werden bei der Montage
sechseckige Knotenbleche benötigt. Diese hier sind als Profil gefräst
(Schlagzahnfräsen) und dann zu 0,3 mm Dicke abgesägt, danach die Kanten trommel-entgratet (Entgratungs-Trommel siehe Beitrag über die
Munitionskisten).
Weiter geht es im dritten Teil dieses Fotoreports.
![]()